Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ТРУБ РАЗМЕРОМ 377Х8-18 ММ ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш
Вид РИД
Изобретение
Изобретение относится к трубопрокатному производству, а именно к способу производства бесшовных холоднокатаных труб размером 377×8-18 мм для объектов атомной энергетики из стали марки 08Х18Н10Т-Ш, и может быть использовано на ТПУ 8-16ʺ с пилигримовыми станами при производстве передельных горячекатаных труб размером 490×38×7000-7400 мм из слитков-заготовок электрошлакового переплава размером 620×115×1750±25 мм, для последующей механической обработки - расточки и обточки их в передельные трубы размером 474×18, 474×20, 474×24, 474×26 мм и переката их на стане ХПТ 450 в товарные трубы размером 377×8-18 мм.
В трубном производстве известен способ производства товарных и передельных труб из труднодеформируемых марок стали, включающий сверление центрального отверстия диаметром 100±5 мм в заготовках и слитках-заготовках ЭШП диаметром 380-500 мм, выдержку их на колосниках методических печей при температуре 500-550°C в течение 70-90 минут в зависимости от диаметра, после чего нагрев до температуры 1120-1140 со скоростью 1,4-1,5 град/мин, прошивку заготовок и слитков-заготовок ЭШП в стане поперечно-винтовой прокатки в гильзы размер в размер по диаметру при скорости вращения рабочих валков 25-40 об/мин на оправке диаметром, обеспечивающим редуцирование на пилигримовом стане не менее 25 мм (патент РФ №2175899, бюл. №32, 20.11.2001).
Недостатком данного способа является то, что он приемлем только для производства горячекатаных товарных и передельных труб среднего диаметра, а именно труб диаметром 219-325 мм, т.к. для прокатки труб диаметром более 325 мм необходима заготовка или слиток - заготовка ЭШП диаметром 540-620 мм, которые из-за малой мощности привода стана поперечно-винтовой прокатки прошить невозможно, а самое главное то, что данный способ не оговаривает припуск под механическую обработку - расточку и обточку передельных труб для изготовления товарных труб размером 245×19, 325×36 и 426×40 мм из коррозионно-стойкой стали 08Х18Н10Т-Ш для объектов атомной энергетики.
В трубном производстве известен способ производства товарных и передельных горячедеформированных труб большого и среднего диаметров из коррозионно-стойких труднодеформируемых марок стали и сплавов на ТПУ с пилигримовыми станами, включающий сверление центрального отверстия диаметром 100±5 мм в слитках-заготовках ЭШП и заготовках, нагрев их до температуры пластичности, первую прошивку слитков - заготовок ЭШП или заготовок диаметром 460-600 мм в стане поперечно-винтовой прокатки с вытяжкой μ=1,2-1,4 при скорости вращения рабочих валков 15-25 об/мин, а вторую и последующие при необходимости прошивки - раскатки с подъемом или посадом по диаметру не более 5,0% и вытяжкой μ=1,4-1,75 при скорости вращения валков 20-50 об/мин, с использованием холодного или горячего посада гильз-заготовок в печь, процесс прошивки от захвата слитков-заготовок ЭШП или заготовок до полного нахождения на оправку ведут с уменьшением числа оборотов рабочих валков с 25 до 15, установившийся процесс прошивки при 15-20 об/мин, а на выходе гильзы-заготовки их валков число оборотов увеличивают до 35-40 об/мин, процесс прошивки - раскатки (вторую прошивку) от захвата гильзы-заготовки до полного нахождения на оправку ведут с уменьшением числа оборотов рабочих валков с 50 до 20, установившийся процесс раскатки при 20-25 об/мин, а на выходе гильзы из валков число оборотов увеличивают до 45-50, а прокатку труб на пилигримовом стане ведут с вытяжкой μ=3,0-5,0 (патент РФ №2247612, бюл. №7, 10.03.2005).
Недостатком данного способа является то, что он направлен на производство товарных механически обработанных труб и также не оговаривает припуск под механическую обработку передельных труб для изготовления товарных механически обработанных труб повышенного качества размером 245×19, 351×36 и 426×40 мм из коррозионно-стойкой стали 08Х18Н10Т-Ш для объектов атомной энергетики.
В трубной промышленности известен способ производства бесшовных горячедеформированных механически обработанных труб размером 245×19, 351×36, 415×50, 426×40, 426×50 и 436×45 мм из слитков-заготовок ЭШП коррозионно-стойкой стали 08Х18Н10Т-Ш для объектов атомной энергетики с расточенной внутренней и обточенной наружной поверхности с шероховатостью не более Ra 10 мкм по ГОСТ 2789 (ТУ 14-158-131-2002 «Трубы горячедеформированные из коррозионно-стойкой стали повышенного качества»).
Недостатком данного способа также как и выше приведенных аналогов, является то, что он направлен на производство товарных механически обработанных труб с относительно толстыми стенками. При производстве труб данных размеров длиной не менее 4000 мм припуск под механическую обработку (расточку и обточку) должен быть не менее 10 мм на сторону. Таким образом, при механической обработке (расточке и обточке) с шероховатостью не более Ra 10 мкм в стружку на каждом погонном метре уходит от 111,5 до 227,1 кг дорогостоящего металла, т.е. от 35,0 до 55,0 (в зависимости от диаметра и толщины стенки).
Наиболее близким техническим решением является способ производства труб повышенного качества из коррозионно-стойкой марки 08Х18Н10Т-Ш для объектов атомной энергетики, включающий отливку слитков электрошлаковым переплавом, обточку слитков в слитки-заготовки, сверление в слитках-заготовках центрального отверстия диаметром 100±5 мм, нагрев слитков-заготовок до температуры пластичности, прошивку слитков-заготовок в стане поперечно-винтовой прокатки в гильзы, прокатку гильз на ТПУ с пилигримовыми станами в передельные горячекатаные трубы, отрезку технологических отходов - пилигримовых головок и затравочных концов пилой горячей резки, правку труб, термическую обработку - аустенизацию, механическую обработку передельных горячекатаных труб - расточку и обточку, на станках со следящей системой, в передельные трубы - заготовки со съемом металла, величину которого определяют из выражений:
 ,
,
 ,
,
где  - величина снимаемого слоя металла при расточке под технологический перекат, мм;
- величина снимаемого слоя металла при расточке под технологический перекат, мм;  - величина снимаемого слоя металла при расточке на готовый размер, мм; K=(0,5-0,6) - коэффициент снижения величины снимаемого слоя металла при расточке, большие значения которого относятся к трубам больших диаметров;
- величина снимаемого слоя металла при расточке на готовый размер, мм; K=(0,5-0,6) - коэффициент снижения величины снимаемого слоя металла при расточке, большие значения которого относятся к трубам больших диаметров;  - величина снимаемого слоя металла при обточке под технологический перекат, мм;
- величина снимаемого слоя металла при обточке под технологический перекат, мм;  - величина снимаемого слоя металла при обточке на готовый размер, мм; K1=(0,4-0,5) - коэффициент снижения величины снимаемого слоя металла при обточке, большие значения которого относятся к трубам больших диаметров, удаление не выведенных дефектов на передельных трубах - заготовках абразивной зачисткой или шлифовкой, перекатку передельных труб-заготовок на станах ХПТ в товарные трубы с шероховатостью наружной и внутренней плоскостей не более Ra 2,5 мкм.
- величина снимаемого слоя металла при обточке на готовый размер, мм; K1=(0,4-0,5) - коэффициент снижения величины снимаемого слоя металла при обточке, большие значения которого относятся к трубам больших диаметров, удаление не выведенных дефектов на передельных трубах - заготовках абразивной зачисткой или шлифовкой, перекатку передельных труб-заготовок на станах ХПТ в товарные трубы с шероховатостью наружной и внутренней плоскостей не более Ra 2,5 мкм.
Недостатком данного способа является то, что он направлен на производство горячекатаных передельных труб под каждый размер товарных механически обработанных и холоднокатаных труб, что в свою очередь приводит к увеличению технологического инструмента при прокатке передельных горячекатаных труб на ТПУ с пилигримовыми станами (оправок станов поперечно-винтовой прокатки, валков и дорнов пилигримовых станов). Прокатка передельных горячекатаных труб под каждый размер товарных механически обработанных и холоднокатаных труб приводит к дополнительным перевалкам на ТПУ с пилигримовыми станами и снижению ее производительности.
Задачей предложенного способа является освоение производства бесшовных холоднокатаных труб повышенного качества размером 377×8-18 мм увеличенной длины из передельных труб - заготовок размером 474×18-26×3500-3700, 474×20×3500-3700, 474×24×3200-3350 и 474×26×3200-3350 мм, полученных механической обработкой - расточкой и обточкой горячекатаных труб размером 490×38×7000-7400 и 490×43×6400-6700 мм, прокатанных на ТПУ 8-16ʺ с пилигримовыми станами из слитков-заготовок ЭШП размером 620×115×1750±25 мм, снижение расходного коэффициента металла при переделе слиток - заготовка ЭШП - товарная труба из коррозионно-стойкой стали 08Х18Н10Т-Ш по ТУ 14-3Р-197-2001 для объектов атомной энергетики и повышение производительности ТПУ 8-16ʺ при прокатке передельных труб.
Технический результат достигается за счет использования способа производства бесшовных труб размером 377×8-18 мм для объектов атомной энергетики из стали марки 08Х18Н10-Ш, включающего отливку слитков электрошлаковым переплавом, обточку их в слитки-заготовки размером 620×1750±25 мм, сверление в слитках-заготовках центрального отверстия диаметром 115±5 мм, нагрев слитков-заготовок до температуры 1250-1260°C, подачу в центральное сверление слитков-заготовок смазки в виде смеси графита с поваренной солью (50/50) массой 400-500 г, прошивку слитков-заготовок в стане поперечно-винтовой прокатки на оправке диаметром 300 мм с коэффициентом вытяжки μ=1,22 и подъемом по диаметру δ=1,61% в гильзы-заготовки размером 630×вн.315×2100-2170 мм, нагрев гильз-заготовок с холодного посада до температуры 1250-1260°C, подачу вовнутрь гильз-заготовок смазки в виде смеси графита с поваренной солью (50/50) массой 600-700 г, прошивку-раскатку гильз-заготовок в стане поперечно-винтовой прокатки на оправке диаметром 440 мм с коэффициентом вытяжки μ=1,35 и подъемом по диаметру δ=3,18% в гильзы размером 650×вн.455×2840-2930 мм, прокатку гильз на ТПУ 8-16ʺ с пилигримовыми станами в калибре 498 мм, врезанного в валки с диаметром бочки 1150 мм, в передельные трубы размером 490×38×7000-7400 и 490×43×6400-6700 мм с коэффициентами вытяжки, соответственно, μ=3,07 и μ=2,75 и обжатием по диаметру 24,62%, с подачей гильз в очаг деформации m=20-25 мм, отрезку технологических отходов - затравочных концов и пилигримовых головок пилой горячей резки, правку на шестивалковой правильной машине за 2-3 прохода до кривизны не более 5,0 мм на общую длину передельных труб, термическую обработку - аустенизацию, порезку труб на две части равной длины, механическую обработку - расточку и обточку в передельные трубы-заготовки размером 474×18×3500-3700, 474×20×3500-3700, 474×24×3200-3350 и 474×26×3200-3350 мм, прокатку механически обработанных передельных труб на стане ХПТ 450 в товарные трубы по маршрутам: 474×18×3500-3700---426×13×5000-5300---377×8×8750-9300 мм и 377×9×7800-8200 мм, 377×10×7000-7400 мм, с коэффициентом вытяжки μ, соответственно, 1,53, 1,82, 1,62 и 1,46; 474×20×3500-3700---426×16×4700-5000---377×11×7300-7800 мм и 377×12×6700-7200 мм, 377×13×6200-6600 мм с коэффициентами вытяжки μ, соответственно, 1,45, 1,62, 1,50 и 1,39; 474×24×3200-3350-426×19×4100-4300-377×14×5900-6200 мм и 377×15×5500-5800 мм, 377×16×5150-5400 мм с коэффициентами вытяжки μ, соответственно, 1,40, 1,52, 1,42 и 1,34; 474×26×3200-3350---426×22×4000-4300---377×17×5450-5900 мм и 377×18×5200-5600 мм с коэффициентами вытяжки μ, соответственно, 1,38, 1,45 и 1,38 и термическую обработку холоднокатаных труб и приемку их на соответствие требованиям ТУ 14-3Р-197-2001, а механическую обработку передельных горячекатаных труб размером 490×38×3500-3700 мм производят сначала на размер 474×20 мм, затем на размер 474×18, а труб размером 490×43×3200-3350 мм, соответственно, на размер 474×26 и 474×24 мм.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ отличается от известного тем, что производят отливку слитков электрошлаковым переплавом, обточку их в слитки-заготовки размером 620×1750±25 мм, сверление в слитках-заготовках центрального отверстия диаметром 115±5 мм, нагрев слитков-заготовок до температуры 1250-1260°C, подачу в центральное сверление слитков-заготовок смазки в виде смеси графита с поваренной солью (50/50) массой 400-500 г, прошивку слитков-заготовок в стане поперечно-винтовой прокатки на оправке диаметром 300 мм с вытяжкой μ=1,22 и подъемом по диаметру δ=1,61% в гильзы-заготовки размером 630×вн.315×2100-2170 мм, нагрев гильз-заготовок с холодного посада до температуры 1250-1260°C, подачу во внутрь гильз-заготовок смазки в виде смеси графита с поваренной солью (50/50) массой 600-700 г, прошивку - раскатку гильз-заготовок в стане поперечно-винтовой прокатки на оправке диаметром 440 мм с вытяжкой μ=1,35 и подъемом по диаметру δ=3,18% в гильзы размером 650×вн.455×2840-2930 мм, прокатку гильз на ТПУ 8-16ʺ с пилигримовыми станами в калибре 498 мм, врезанного в валки с диаметром бочки 1150 мм, в передельные трубы размером 490×38×7000-7400 и 490×43×6400-6700 мм с вытяжками, соответственно, μ=3,07 и μ=2,75 и обжатием по диаметру 24,62%, с подачами гильз в очаг деформации m=20-25 мм, отрезку технологических отходов - затравочных концов и пилигримовых головок пилой горячей резки, правку на шестивалковой правильной машине за 2-3 прохода до кривизны не более 5,0 мм на общую длину передельных труб, термическую обработку - аустенизацию, порезку труб на две части равной длины, механическую обработку - расточку и обточку в передельные трубы-заготовки размером 474×18×3500-3700, 474×20×3500-3700, 474×24×3200-3350 и 474×26×3200-3350 мм, прокатку механически обработанных передельных труб на стане ХПТ 450 в товарные трубы по маршрутам: 474×18×3500-3700---426×13×5000-5300---377×8×8750-9300 мм и 377×9×7800-8200 мм, 377×10×7000-7400 мм, с коэффициентами вытяжки μ, соответственно, 1,53, 1,82, 1,62 и 1,46; 474×20×3500-3700---426×16×4700-5000---377×11×7300-7800 мм и 377×12×6700-7200 мм, 377×13×6200-6600 мм с вытяжками μ, соответственно, 1,45, 1,62, 1,50 и 1,39; 474×24×3200-3350---426×19×4100-4300---377×14×5900-6200 мм и 377×15×5500-5800 мм, 377×16×5150-5400 мм с коэффициентами вытяжки μ, соответственно, 1,40, 1,52, 1,42 и 1,34; 474×26×3200-3350---426×22×4000-4300---377×17×5450-5900 мм и 377×18×5200-5600 мм с коэффициентами вытяжки μ, соответственно, 1,38, 1,45 и 1,38, термическую обработку холоднокатаных труб и приемку их на соответствие требованиям ТУ 14-3Р-197-2001, а механическую обработку передельных горячекатаных труб размером 490×38×3500-3700 мм производят сначала на размер 474×20 мм, затем на размер 474×18, а труб размером 490×43×3200-3350 мм, соответственно, на размер 474×26 и 474×24 мм. Таким образом, эти отличия позволяют сделать вывод о соответствии критерию «изобретательский уровень».
Сравнение заявляемого способа не только с прототипом, но и с другими техническими решениями в данной области техники, позволило выявить в них признаки, отличающие заявляемый способ от прототипа, что соответствует критерию «новизна».
Способ опробован на ОАО «Челябинский трубопрокатный завод» на трубопрокатной установке с пилигримовыми станами 8-16ʺ при прокатке передельных труб размером 490×38×7200 мм из слитков-заготовок ЭШП размером 620×115×1750 мм стали марки 08Х18Н10Т-Ш с последующей расточкой и обточкой их в трубы-заготовки размером 474×18×3500 мм и перекаткой их на стане ХПТ 450 в товарные трубы по маршруту: 474×18×3600-426×13×5150-377×10×7200 мм с вытяжками μ, соответственно, 1,53 и 1.46 - предлагаемая технология. По существующей технологии слитки-заготовки ЭШП размером 540×100×1750 мм нагревались до температуры пластичности и прошивались в стане поперечно-винтовой прокатки на оправке диаметром 250 мм с вытяжкой μ=1,25 размер в размер по диаметру в гильзы-заготовки размером 540×вн.265×2180 мм, которые с холодного посада нагревались до температуры пластичности и прошивались - раскатывались в стане поперечно-винтовой прокатки на оправке диаметром 360 мм с вытяжкой μ=1,25 с подъемом по диаметру δ=3,7% в гильзы размером 560×вн.375×2730 мм. Гильзы прокатывались на ТПУ 8-16ʺ с пилигримовыми станами в калибре 410 мм в передельные трубы размером 346×32×8000 мм с вытяжкой μ=3,69 и обжатием по диаметру Δ=28.93%. Передельные трубы разрезались на две части равной длины, растачивались и обтачивались в товарные трубы размером 377×10×4000 мм. Данные по производству товарных труб размером 377×10 мм из слитков-заготовок ЭШП стали марки 08Х18Н10Т-Ш по предлагаемой и существующей технологиям приведены в таблице 1.
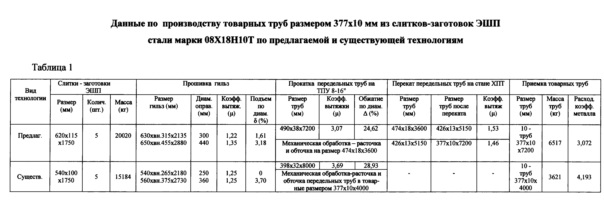
Из таблицы видно, что по существующей технологии в производство были заданы 5 слитков-заготовок ЭШП размером 540×100×1750 мм общей массой 15184 кг. Слитки-заготовки были нагреты в методической печи до температуры 1250-1260°C, прошиты в стане поперечно-винтовой прокатки на оправке диаметром 250 мм с вытяжкой μ=1,25 и подъемом по диаметру δ=0 в гильзы-заготовки размером 540×вн.265×2180 мм, которые с холодного посада были нагреты до температуры 1250-1260°C и прошиты - раскатаны в стане поперечно-винтовой прокатки на оправке диаметром 360 мм с вытяжкой μ=1,25 и подъемом по диаметру δ=3,70% в гильзы размером 560×вн.375×2730 мм. Гильзы прокатаны на ТПУ 8-16ʺ с пилигримовыми станами в калибре 410 мм на дорнах диаметром 335/341 мм с вытяжкой μ=3,69 и обжатием по диаметру Δ=28,93% в передельные трубы размером 398×32×8000 мм. Передельные трубы были выправлены в шестивалковой правильной машине и термообработаны. Так как на существующем оборудовании ОАО "ЧТПЗ" можно растачивать и обтачивать передельные трубы длиной не более 6000 мм, то передельные трубы были порезаны на две трубы равной длины и расточены и обточены в товарные трубы размером 377×10×4000 мм. Принято в соответствии с ТУ 14-3Р-197-2001 10 труб размером 377×10×4000 мм общей массой 3621 кг. Расходный коэффициент металла по трубам данной партии составил 4,193. По предлагаемой технологии в производство были заданы 5 слитков-заготовок ЭШП размером 620×115×1750 мм общей массой 20020 кг, которые были нагреты в методической печи до температуры 1250-1260°C, прошиты в стане поперечно-винтовой прокатки на оправке диаметром 300 мм с вытяжкой μ=1,22 и подъемом по диаметру δ=1,61% в гильзы-заготовки размером 630×вн.315×2135 мм. Гильзы-заготовки с холодного посада были нагреты в методической печи до температуры 1250-1260°C, прошиты - раскатаны в стане поперечно-винтовой прокатки на оправке диаметром 440 мм с коэффициентом вытяжки μ=1,35 и подъемом по диаметру δ=3,18% в гильзы размером 650×вн.455×2880 мм. Гильзы прокатаны на ТПУ 8-16ʺ с пилигримовыми станами в калибре 498 мм в валках с диаметром бочки 1150 мм в передельные трубы размером 490×38×7200 мм с вытяжкой μ=3,07, обжатием по диаметру δ=24.62% и с подачей гильз в очаг деформации m=22-23 мм. Трубы выправлены на шестивалковой правильной машине за 2-3 прохода до кривизны не более 5,0 мм на общую длину труб. После термической обработки - аустенизации передельные трубы порезаны на две части равной длины, расточены и обточены в передельные трубы-заготовки размером 474×18×3600 мм. Механически обработанные трубы - заготовки и перекатаны на стане ХПТ 450 в товарные трубы по маршрутам: 474×18×3600-426×13×5150-377×10×7200 мм с вытяжками μ, соответственно, 1,53 и 1,46. Принято в соответствии с ТУ 14-3Р-197-2001 десять труб размером 377×10×7200 мм общей массой 6517 кг. Расходный коэффициент металла по трубам данной партии составил 3,072. Таким образом, при производстве труб размером 377×10 мм по предлагаемой технологии (способу) получено снижение расходного коэффициента дорогостоящего металла на каждой тонне труб на 1121 кг, увеличение длины в 1,8 раза и снижение шероховатости наружной и внутренней поверхностей труб.
Использование предлагаемого способа производства бесшовных труб размером 377×8-18 мм для объектов атомной энергетики из стали марки 08Х18Н10Т-Ш позволит значительно снизить расход дорогостоящего металла, снизить шероховатость наружной и внутренней поверхностей, повысить производительность ТПУ 8-16ʺ, значительно увеличить длину труб, а следовательно, снизить стоимость труб.
Способ производства товарных и передельных труб на трубопрокатных установках с пилигримовыми станами из кованных заготовок, сплошных или полых слитков-заготовок электрошлакового переплава из легированных труднодеформируемых марок стали и сплавов, сплавов на основе титана
Способ подготовки валков пилигримовых станов к прокатке горячекатаных труб
Способ производства бесшовных труб размером 377×14-19 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства бесшовных труб размером 426×15-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхвысокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства обсадных труб под нарезку резьбы на трубопрокатных установках с пилигримовыми станами
Валок пилигримового стана для прокатки толстостенных передельных труб из труднодеформируемых марок стали и сплавов размером 630×56 мм для объектов атомной энергетики из гильз и полых слитков электрошлакового переплава размером 690-720×70-90×3400 мм
Способ производства биметаллических труб размером 351×36 мм для атомных электростанций из стали марки 10гн2мфа с внутренним плакирующим слоем из стали 08х18н10т
Установка для производства конусных длинномерных полых металлических изделий
Дорн для производства горячекатаных длинномерных полых металлических изделий с периодической конусностью в прокатном стане
Способ производства бесшовных горячекатаных труб на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара
Способ производства товарных и передельных труб на трубопрокатных установках с пилигримовыми станами из кованных заготовок, сплошных или полых слитков-заготовок электрошлакового переплава из легированных труднодеформируемых марок стали и сплавов, сплавов на основе титана
Способ подготовки валков пилигримовых станов к прокатке горячекатаных труб
Способ производства бесшовных труб размером 377×14-19 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара из слитков электрошлакового переплава стали марки 10х9мфб-ш
Способ производства бесшовных труб размером 426×15-60 мм для паровых котлов, паропроводов и коллекторов установок с высокими и сверхвысокими и сверхкритическими параметрами пара из стали марки 10х9мфб-ш
Способ производства обсадных труб под нарезку резьбы на трубопрокатных установках с пилигримовыми станами
Валок пилигримового стана для прокатки толстостенных передельных труб из труднодеформируемых марок стали и сплавов размером 630×56 мм для объектов атомной энергетики из гильз и полых слитков электрошлакового переплава размером 690-720×70-90×3400 мм
Способ производства биметаллических труб размером 351×36 мм для атомных электростанций из стали марки 10гн2мфа с внутренним плакирующим слоем из стали 08х18н10т
Установка для производства конусных длинномерных полых металлических изделий
Дорн для производства горячекатаных длинномерных полых металлических изделий с периодической конусностью в прокатном стане
Способ производства бесшовных горячекатаных труб на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара

