Результат интеллектуальной деятельности: Способ получения заготовок вольфрамо-титанового твердого сплава
Вид РИД
Изобретение
Предлагаемое изобретение относится к области порошковой металлургии, а именно к получению твердых сплавов.
Известен способ получения твердых сплавов, согласно которому спекание прессованных заготовок осуществляют в восстановительной атмосфере или в вакууме [1]. При применении восстановительной атмосферы спекание проводят в горизонтальных печах трубчатого или муфельного типа, нагревательный элемент которых расположен с внешней стороны. В некоторых случаях нагревателем является графитовая труба, служащая одновременно и рабочим пространством печи. При применении вакуума спекание проводят либо в вертикальных печах периодического действия, либо в горизонтальных непрерывного действия.
Недостаток данного способа – наличие градиента температур как по длине, так и по сечению трубы или муфеля, что снижает качество спеченных изделий и, следовательно, выход в годное.
Ближайшим техническим решением является способ получения сплавов, включающий прессование шихты и спекание в псевдоожиженном слое предварительно спеченного оксида алюминия при температуре 1250-1360°С в окислительной или восстановительной атмосфере [2].
Недостаток известного способа – низкая прочность получаемых изделий, снижающая их эксплуатационные свойства.
Задача изобретения - разработка технологии, обеспечивающей высокий выход в годное, получение высококачественных твердосплавных изделий, отличающихся высокой эксплуатационной стойкостью.
На экспериментальной установке для получения порошков из токопроводящих материалов диспергировали твердый сплав марки Т15К6. В качестве рабочих жидкостей использовались: вода дистиллированная и керосин осветительный.
Процесс проводили при следующих электрических параметрах: емкость разрядных конденсаторов 35 мкФ, напряжение 200…220 В, частота следования импульсов 28…33 Гц.
В результате локального воздействия кратковременных электрических разрядов между электродами произошло разрушение материала отходов с образованием дисперсных частиц порошка.
Из порошков, полученных из отходов твердых сплавов марки Т15К6 в воде дистиллированной и керосине осветительном, получили спеченные заготовки. Изостатическое прессование порошка проводили на прессе «EPSI» при давлении 300 МПа, а спекание - в высокотемпературной печи «Nabertherm» в вакууме при температуре 1500°С.
Так же твердосплавные заготовки получали методом горячего прессования с пропусканием высокоамперного тока в вакууме при температуре 1320°С в течение 3 минут, из порошка, полученного электроэрозионным диспергированием отходов твердых сплавов Т15К6. В основе процесса лежит модифицированный метод горячего прессования, при котором электрический ток пропускается: непосредственно через пресс-форму и прессуемую заготовку, а не через внешний нагреватель. С помощью импульсного электротока и так называемого «эффекта плазмы искрового разряда» («spark plasma effect») достигается очень быстрый нагрев и исключительно малая продолжительность рабочего цикла. Это позволяет подавить рост зерна и получить равновесное состояние, что открывает возможности для создания новых материалов с ранее недоступными композициями и свойствами, материалов с субмикронным или наномасштабным зерном, а также композитных.
Пример 1
Из порошков, полученных из отходов твердых сплавов марки Т15К6 в воде дистиллированной и керосине осветительном, получили спеченные заготовки. Изостатическое прессование порошка проводили на прессе «EPSI» при давлении 300 МПа, а спекание − в высокотемпературной печи «Nabertherm» в вакууме при температуре 1500°С.
Далее представлены результаты экспериментальных исследований заготовок вольфрамо-титанового твердого сплава, изготовленных холодным изостатическим прессованием при давлении 300 МПа и спеканием в вакууме в течение 2 часов при температуре 1500°С из порошка, полученного электроэрозионным диспергированием отходов твердых сплавов Т15К6, от состава и свойств исходной шихты.
Результаты исследования пористости вольфрамо-титановых твердосплавных изделий представлены в табл.1.
Отмечена более высокая пористость заготовок вольфрамо-титанового твердого сплава, изготовленных холодным изостатическим прессованием при давлении 300 МПа и спеканием в вакууме в течение 2 часов из порошка, полученного электроэрозионным диспергированием отходов твердых сплавов Т15К6, по сравнению с твердосплавными изделиями, полученными из стандартного порошка по стандартной технологии в 4,22…9,92 раза, что, несомненно, отразится на их механических свойствах.
Таблица 1
Исследование пористости заготовок вольфрамо-титанового твердого сплава
|
Механические свойства вольфрамо-титанового твердого сплава (прочность при поперечном изгибе, ударная вязкость, предел усталости) понижаются с увеличением пористости. Такое снижение объясняется концентрацией напряжений в порах, являющихся местами зарождения и распространения трещины при нагружении.
Результаты исследования размера зерна заготовок вольфрамо-титанового твердого сплава представлены в табл.2.
Отмечен меньший размер зерна заготовок вольфрамо-титанового твердого сплава, изготовленных холодным изостатическим прессованием при давлении 300 МПа и спеканием в вакууме в течение 2 часов из порошка, полученного электроэрозионным диспергированием отходов твердых сплавов Т15К6, по сравнению с твердосплавными изделиями, полученными из стандартного порошка по стандартной технологии в 1,5…3 раза. С уменьшением размера зерен карбида вольфрама возрастает твердость сплава, а прочность понижается.
Таблица 2
Исследование размера зерна заготовок вольфрамо-титанового твердого сплава
|
Результаты исследования плотности заготовок вольфрамо-титанового твердого сплава представлены в табл.3.
Таблица 3
Исследование плотности заготовок вольфрамо-титанового твердого сплава, г/см3
|
Отмечена большая плотность заготовок вольфрамо-титанового твердого сплава, изготовленных холодным изостатическим прессованием при давлении 300 МПа и спеканием в вакууме в течение 2 часов из порошка, полученного электроэрозионным диспергированием отходов твердых сплавов Т15К6 в керосине, по сравнению с твердосплавными изделиями, полученными из стандартного порошка по стандартной технологии на 7%.
Результаты исследования предела прочности при сжатии заготовок вольфрамо-титанового твердого сплава представлены в табл.4.
Таблица 4
Исследование предела прочности при сжатии заготовок вольфрамо-титанового твердого сплава, МПа
|
Отмечен меньший предел прочности вольфрамо-титановых твердосплавных изделий, изготовленных холодным изостатическим прессованием при давлении 300 МПа и спеканием в вакууме в течение 2 часов из порошка, полученного электроэрозионным диспергированием отходов твердых сплавов Т15К6, по сравнению с твердосплавными изделиями, полученными из стандартного порошка по стандартной технологии в 3,2…1,2 раза. Прочность полученных твердосплавных изделий является недостаточной для резания металлов и бурения горных пород, но вполне достаточной для обработки дерева.
Результаты исследования микротвердости заготовок вольфрамо-титанового твердого сплава представлены в табл.5.
Отмечена большая микротвердость заготовок вольфрамо-титанового твердого сплава, изготовленных холодным изостатическим прессованием при давлении 300 МПа и спеканием в вакууме в течение 2 часов из порошка, полученного электроэрозионным диспергированием отходов твердых сплавов Т15К6 в керосине осветительном, по сравнению с твердым сплавом, полученным из стандартного порошка по стандартной технологии в 1,2 раза, что связано с их меньшей зернистостью.
Таблица 5
Микротвердость заготовок вольфрамо-титанового твердого сплава, HV при нагрузке 30 Н, МПа
|
Результаты исследования микроструктуры заготовок вольфрамо-титанового твердого сплава, изготовленных холодным изостатическим прессованием при давлении 300 МПа и спеканием в вакууме в течение 2 часов из порошка, полученного электроэрозионным диспергированием отходов твердых сплавов Т15К6, представлены на фигуре 1.
Отмечено, что заготовки вольфрамо-титанового твердого сплава, изготовленные из порошка, полученного электроэрозионным диспергированием отходов твердых сплавов Т15К6 в керосине осветительном имеют меньший размер зерна, по сравнению с твердосплавными изделиями, полученными из порошка, полученного электроэрозионным диспергированием отходов твердых сплавов Т15К6 в воде дистиллированной.
Установлено, что вольфрамо-титановые твердосплавные пластины, полученные методом горячего прессования с пропусканием высокоамперного тока при температуре 1320°С в течение 3 минут, из порошка, полученного электроэрозионным диспергированием отходов спеченных твердых сплавов марки Т15К6 в керосине осветительном, по сравнению с твердосплавными пластинами, полученными из стандартного порошка, по промышленной технологии обладают более высокими характеристиками.
Пример 2
Вольфрамо-титановые твердосплавные заготовки получали методом горячего прессования с пропусканием высокоамперного тока в вакууме при температурах 1300, 1320 и 1340°С в течение 2, 3 и 4 минут, из порошка, полученного электроэрозионным диспергированием отходов твердых сплавов Т15К6. Наилучшие результаты, с точки зрения физико-механических свойств, получены при температуре 1320°С в течение 3 минут.
Далее представлены результаты экспериментальных исследований заготовок вольфрамо-титанового твердого сплава, изготовленных методом горячего прессования с пропусканием высокоамперного тока в вакууме при температуре 1320°С в течение 3 минут из порошка, полученного электроэрозионным диспергированием отходов твердых сплавов Т15К6, от состава и свойств исходной шихты.
Результаты исследования пористости вольфрамо-титанового твердого сплава представлены в табл.6.
Таблица 6
Исследование пористости вольфрамо-титанового твердого сплава
|
Отмечено, что вольфрамо-титановый твердый сплав, изготовленный методом горячего прессования с пропусканием высокоамперного тока, из порошка, полученного электроэрозионным диспергированием отходов твердых сплавов Т15К6, не имеет пористости.
Результаты исследования размера зерна вольфрамо-титанового твердого сплава представлены в табл.7.
Таблица 7
Исследование размера зерна вольфрамо-титанового твердого сплава
|
Отмечен меньший размер зерна вольфрамо-титанового твердого сплава, изготовленного методом горячего прессования с пропусканием высокоамперного тока, из порошка, полученного электроэрозионным диспергированием отходов твердых сплавов Т15К6, по сравнению с твердым сплавом, полученным из стандартного порошка по промышленной технологии в 2…3 раза. С уменьшением размера зерен карбида вольфрама возрастает твердость сплава, а прочность понижается.
Результаты исследования плотности вольфрамо-титанового твердого сплава представлены в табл.8.
Таблица 8
Исследование плотности вольфрамо-титанового твердого сплава, г/см3
|
Отмечена большая плотность вольфрамо-титанового твердого сплава, изготовленного методом горячего прессования с пропусканием высокоамперного тока из порошка, полученного электроэрозионным диспергированием отходов твердых сплавов Т15К6, по сравнению с твердым сплавом, полученным из стандартного порошка по промышленной технологии на 7,4%.
Результаты исследования предела прочности при изгибе вольфрамо-титанового твердого сплава представлены в табл.9.
Таблица 9
Исследование предела прочности при изгибе вольфрамо-титанового твердого сплава, МПа
|
Отмечено, что вольфрамо-титановый твердый сплав, изготовленный методом горячего прессования с пропусканием высокоамперного тока при температуре 1320°С в течение 3 минут, из порошка, полученного электроэрозионным диспергированием отходов спеченных твердых сплавов марки Т15К6 в керосине осветительном, по сравнению с твердосплавными изделиями, полученными из стандартного порошка, по промышленной технологии имеют в 1,7 раза больше предел прочности при изгибе, поскольку имеют более мелкое зерно.
Результаты исследования твердости вольфрамо-титанового твердого сплава представлены в табл.10.
Таблица 10
Твердость вольфрамо-титанового твердого сплава, HV при нагрузке 50 Н
|
Отмечено, что вольфрамо-титановый твердый сплав, изготовленный методом горячего прессования с пропусканием высокоамперного тока, из порошка, полученного электроэрозионным диспергированием отходов твердых сплавов Т15К6, имеют твердость в 1,5…3,0 раза меньше, чем твердый сплав, полученный из стандартного порошка по промышленной технологии.
Источники информации
1. Третьяков В. И. Основы металловедения и технологии производства спеченных твердых сплавов. М.: Металлургия, 1976, с. 382.
2. Косолапова Т.Я. Карбиды. М.: Металлургия, 1968.
Способ получения заготовок вольфрамо-титанового твердого сплава, включающий горячее прессование порошка в пресс-форме, отличающийся тем, что используют порошок, полученный электроэрозионным диспергированием отходов твердых сплавов Т15К6, при этом горячее прессование ведут в вакууме с пропусканием высокоамперного тока через пресс-форму и прессуемый порошок при температуре 1320°С в течение 3 минут.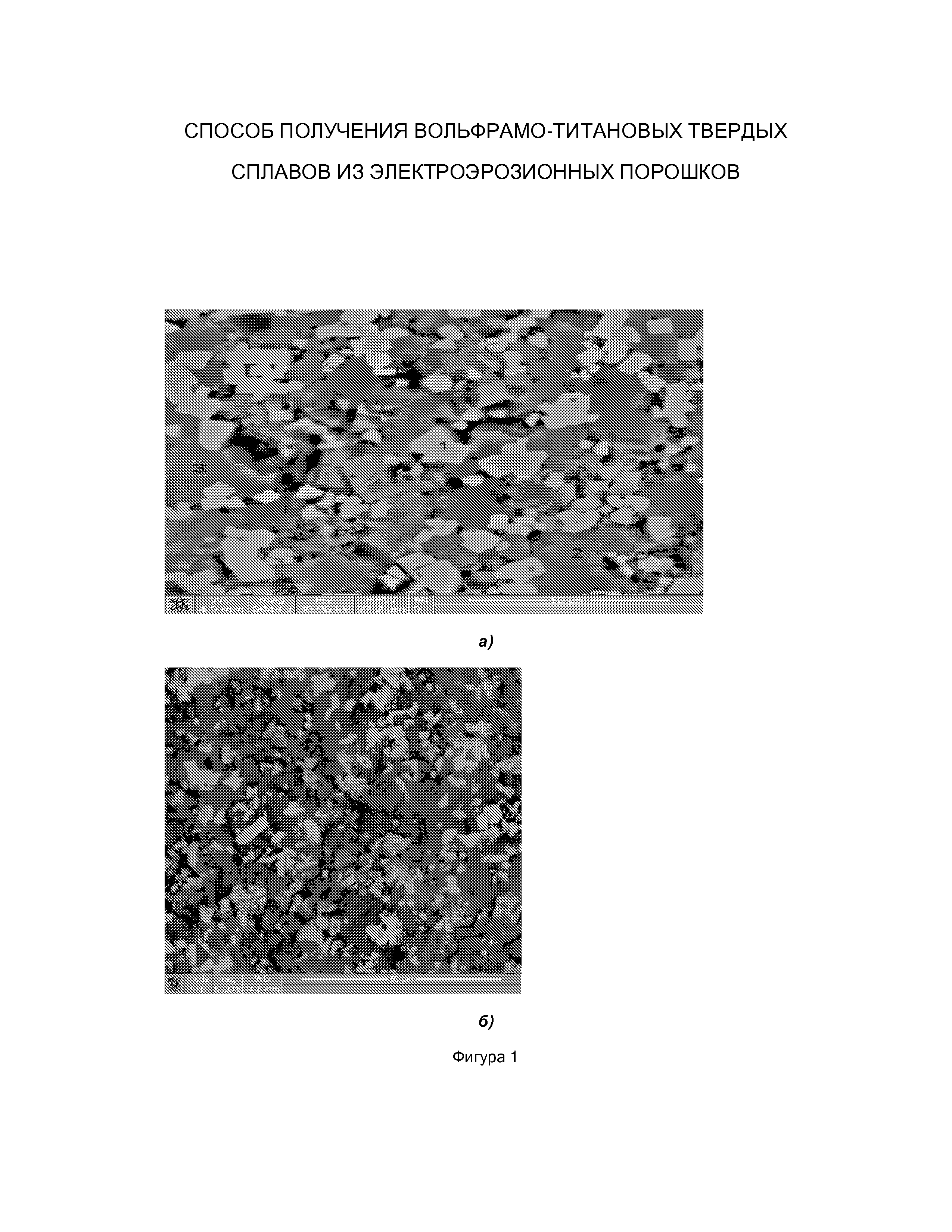
Платформенный сборно-монолитный стык
Способ получения металлического нанопорошка из отходов быстрорежущей стали в керосине
Способ определения подлинности передаваемых командных слов
Энергосберегающее устройство охлаждения режущего инструмента
Стеклоблочный воздухоподогреватель-электрогенератор
Способ получения магнитной жидкости
Способ получения нанопорошка меди из отходов
Способ получения стальных порошков электроэррозионным диспергированием отходов шарикоподшипниковой стали в воде
Экспресс-способ выбора параметров шлифования обрабатываемого материала микрорезанием единичным зерном в металлической связке
Демпфирующий резец
Способ получения металлического нанопорошка из отходов быстрорежущей стали в керосине
Способ определения подлинности передаваемых командных слов
Энергосберегающее устройство охлаждения режущего инструмента
Стеклоблочный воздухоподогреватель-электрогенератор
Способ получения магнитной жидкости
Способ получения нанопорошка меди из отходов
Способ получения стальных порошков электроэррозионным диспергированием отходов шарикоподшипниковой стали в воде
Экспресс-способ выбора параметров шлифования обрабатываемого материала микрорезанием единичным зерном в металлической связке
Демпфирующий резец
Мостовой измеритель параметров двухполюсников

