Результат интеллектуальной деятельности: СВАРОЧНАЯ КЛЕТЬ ДЛЯ СБОРКИ И СВАРКИ ПРЯМОШОВНЫХ ТРУБ КОНЕЧНОЙ ДЛИНЫ
Вид РИД
Изобретение
Изобретение относится к области трубосварочного производства, а точнее к сварочным клетям для сборки и сварки прямошовных труб конечной длины.
Известна сварочная клеть для сборки и сварки прямошовных труб конечной длины, см. а.с. СССР №1636083, М.кл. B21C 37/08, заявл. 02.01.89 г., опубл. 23.03.91 г.
Известная конструкция сварочной клети содержит обойму, в основаниях которой симметрично вертикальной оси обоймы установлены верхние и боковые роликовые кассеты с механизмами регулировки их перемещения, включающими кинематическую пару винт-гайка, при этом головка винта связана осью с сухарем, смонтированным на основании обоймы. Механизм регулировки перемещения боковых роликовых кассет расположен по радиусу основания обоймы. Механизм регулировки перемещения верхних роликовых кассет расположен параллельно вертикальной оси основания обоймы. Внизу основания обоймы установлены поддерживающие ролики. Между верхними роликовыми кассетами установлен сварочный аппарат. Расстояние между крайними точками верхних роликовых кассет строго постоянно. Винты кинематических пар связаны с сухарем поворотно, а сухарь связан поворотно с основанием обоймы. Гайки этих пар жестко закреплены на плитах роликовых кассет.
Недостаток этой конструкции сварочной клети для сборки и сварки прямошовных труб конечной длины заключается в нарушении геометрии калибра и образовании неконтролируемых превышений кромок трубной заготовки при сборке, которые снижают качество труб. Это вызвано тем, что гайки кинематических пар жестко закреплены на плитах роликовых кассет и перемещаются вместе с роликовой кассетой по прямой, а винт, шарнирно закрепленный на сухаре, поворачивается по дуге. При больших нагрузках и многократных перемещениях роликовых кассет во время работы клети в них происходит интенсивный износ опорных поверхностей в гайках и образуется зазор между опорными поверхностями гайки и плиты, приводящий к изменению геометрии калибра и неконтролируемым превышениям кромок трубной заготовки. Кроме того, при подаче трубной заготовки в клеть гарантированный зазор между опорной поверхностью сухаря торцом корпуса роликовой кассеты выбирается в сторону движения трубной заготовки, в результате чего происходит перекос осей винта и гайки в кинематической паре, что отрицательно сказывается на качестве труб.
Другим недостатком известной конструкции клети является то, что при изменении угла наклона роликовой кассеты изменяется расстояние, то есть плечо приложения силы от действия роликов кассеты на кромки трубной заготовки из-за того, что кассета смонтирована на направляющей сухаря и поворачивается вместе с сухарем на основании обоймы при помощи вторых кинематических пар винт-гайка. Этот недостаток конструкции клети влияет на сборку трубных заготовок большого диаметра, так как чем больше расстояние приложения сил к кромкам заготовки, тем труднее выравнивать кромки по высоте, поэтому происходит превышение кромок при сборке, что приводит к браку труб.
Из известных наиболее близкой по технической сущности является сварочная клеть для сборки и сварки прямошовных труб конечной длины, описанная в патенте на изобретение РФ №2243840, М.кл. B21C 37/08, заявл. 26.03.2003 г., опубл. 10.01.2005 г.
Эта сварочная клеть для сборки и сварки прямошовных труб конечной длины содержит обойму, в основаниях которой симметрично вертикальной оси обоймы установлены верхние и боковые роликовые кассеты с механизмами регулировки их перемещения, верхние прижимные ролики с механизмами регулировки их перемещения в виде гидроцилиндра и приводной кинематической пары винт-гайка, поддерживающие ролики, установленные внизу обоймы, и сварочный аппарат. При этом механизм регулировки перемещения боковых роликовых кассет расположен по радиусу основания обоймы. Механизм регулировки перемещения каждой роликовой кассеты в радиальном направлении выполнен в виде кинематической пары винт-гайка и приводного зубчатого зацепления, ведомое колесо которого насажено на гайку, смонтированных в корпусе, установленном на кронштейне. На пальце, закрепленном на кронштейне, шарнирно установлен корпус роликовой кассеты. Для поворота роликовой кассеты относительно кронштейна, например, для поворота верхней роликовой кассеты на угол α на торце корпуса роликовой кассеты шарнирно смонтирована тяга, связанная с тягой, шарнирно закрепленной на кронштейне, при этом между собой тяги связаны гайкой, в которой выполнена левая и правая резьба.
Недостаток известной конструкции сварочной клети для сборки и сварки прямошовных труб конечной длины заключается в том, что корпуса верхних роликовых кассет закреплены шарнирно на пальцах, установленных на кронштейнах, а на торцах в корпусах роликовых кассет смонтированы тяги, которые с помощью гаек связаны с тягами, шарнирно закрепленными на кронштейнах. Поверхности роликов верхних роликов кассет при настройке калибра находятся в контакте с поверхностью трубной заготовки, которая подается в сварочную клеть, и в зависимости от формы заготовки, толщины ее стенки, материала контакт поверхностей роликов с поверхностью заготовки находится часто не по оси ролика, а со смещением, что приводит к образованию крутящего момента, в результате чего возникают динамические нагрузки, которые передаются на тяги и гайку. Величина крутящего момента зависит от величины действия сил, которые направлены на выравнивание кромок заготовки, и от величины смещения этих сил относительно оси ролика. Все крепежные резьбы удовлетворяют условию самоторможения, так как угол подъема резьбы значительно меньше угла трения. Однако под действием динамической нагрузки и сотрясений осевая сила в тягах, а следовательно, и сила трения в резьбе ослабевают, нарушается условие самоторможения в резьбе, происходит самопроизвольное отвинчивание (перемещение) гайки, что приводит к изменению угла наклона роликовых кассет, а это влечет за собой изменение положения кромок у собираемой и свариваемой трубной заготовки в сварочной клети, возникает дефект сборки - превышение кромок, что снижает качество сварного шва сваренной трубы.
Другим недостатком известной конструкции является то, что настройка положения верхних роликовых кассет производится вручную. Для регулировки перемещения в вертикальном направлении верхних роликовых кассет вращают гайку с помощью зубчатого зацепления. Для установки верхних роликовых кассет на нужный угол по линии кривизны калибра поворачивают их с помощью тяг и гайки и устанавливают ролики верхних роликовых кассет по линии кривизны калибра. При работе сварочной клети часто требуется внести незначительную корректировку в калибре, это происходит, когда на одном типоразмере трубной заготовки меняется толщина стенки или материал или производятся незначительные изменения в формовке и другие факторы, которые требуют оперативно скорректировать калибр. В процессе сборки и сварки невозможно осуществить оперативную настройку положения кромок трубной заготовки. Ручная корректировка калибра в сварочной клети требует специальных навыков от того, кто проводит настройку калибра, и занимает на эту операцию дополнительное время.
Задача настоящего изобретения состоит в создании сварочной клети для сборки и сварки прямошовных труб конечной длины, позволяющей повысить качество труб за счет точности совмещения свариваемых кромок трубной заготовки, обеспечить возможность оперативной настройки положения кромок в процессе сборки и сварки труб и сократить время на настройку калибра.
Поставленная задача достигается тем, что сварочная клеть для сборки и сварки прямошовных труб конечной длины, содержащая обойму, в основаниях которой симметрично вертикальной оси обоймы установлены верхние и боковые роликовые кассеты с механизмами регулировки их перемещения, верхние прижимные ролики с механизмами регулировки их перемещения в виде гидроцилиндра и приводной кинематической пары винт-гайка, поддерживающие ролики, установленные внизу обоймы, и сварочный аппарат, при этом механизм регулировки перемещения боковых роликовых кассет расположен по радиусу основания обоймы, согласно изобретению снабжена размещенными на верхней части обоймы секторами колец и подвижными каретками с опорными верхними и нижними катками, взаимодействующими соответственно с верхней и нижней поверхностями секторов колец, и расположенными на корпусах кареток сухарями, на которых смонтированы верхние роликовые кассеты с размещенными на его противоположных концах гидроцилиндрами, на штоках которых закреплены серьги с отверстиями, установленные в пазы, выполненные в сухарях, и зафиксированные в них посредством осей, причем верхние опорные катки выполнены с эксцентриком, а каждая подвижная каретка имеет привод перемещения.
Такое конструктивное выполнение сварочной клети для сборки и сварки прямошовных труб конечной длины позволяет повысить качество труб за счет обеспечения точности свариваемых кромок, благодаря тому что производится точная установка верхних роликовых кассет на требуемый размер калибра, так как верхние ролики кассет с размещенными на их противоположных концах гидроцилиндрами расположены на сухарях, которые закреплены на каретках, перемещающихся по смонтированным на обойме секторным клиньям, что обеспечивает постоянное плечо приложения сил, действующих на кромки трубной заготовки, от роликов верхних роликовых кассет. Кроме того, регулировку угла наклона верхних роликовых кассет по линии кривизны калибра обеспечивает привод перемещения кареток, а регулировку перемещения в вертикальном направлении верхних роликовых кассет обеспечивают гидроцилиндры, закрепленные на корпусе кассет, штоки которых зафиксированы в пазах сухарей посредством осей. Использование управляемых гидроцилиндров в приводе перемещения кареток и при перемещении верхних роликовых кассет позволит осуществить оперативную настройку положения кромок в процессе сборки и сварки, а также упростить операции по настройке или корректировке калибра в сварочной клети, сократить время на его настройку.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
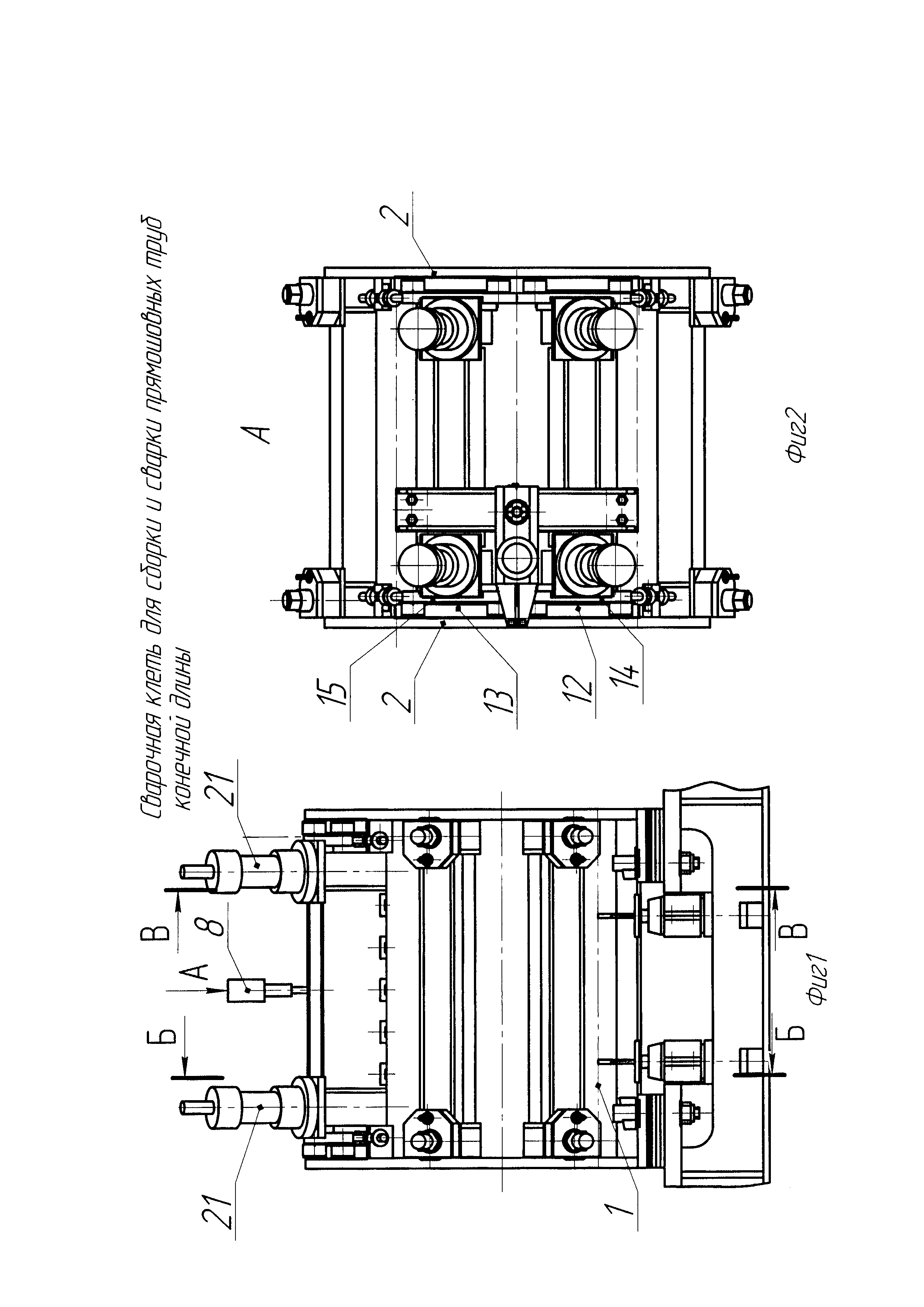
на фиг. 1 - изображена сварочная клеть для сборки и сварки прямошовных труб конечной длины, общий вид;
на фиг. 2 - вид А на фиг. 1;
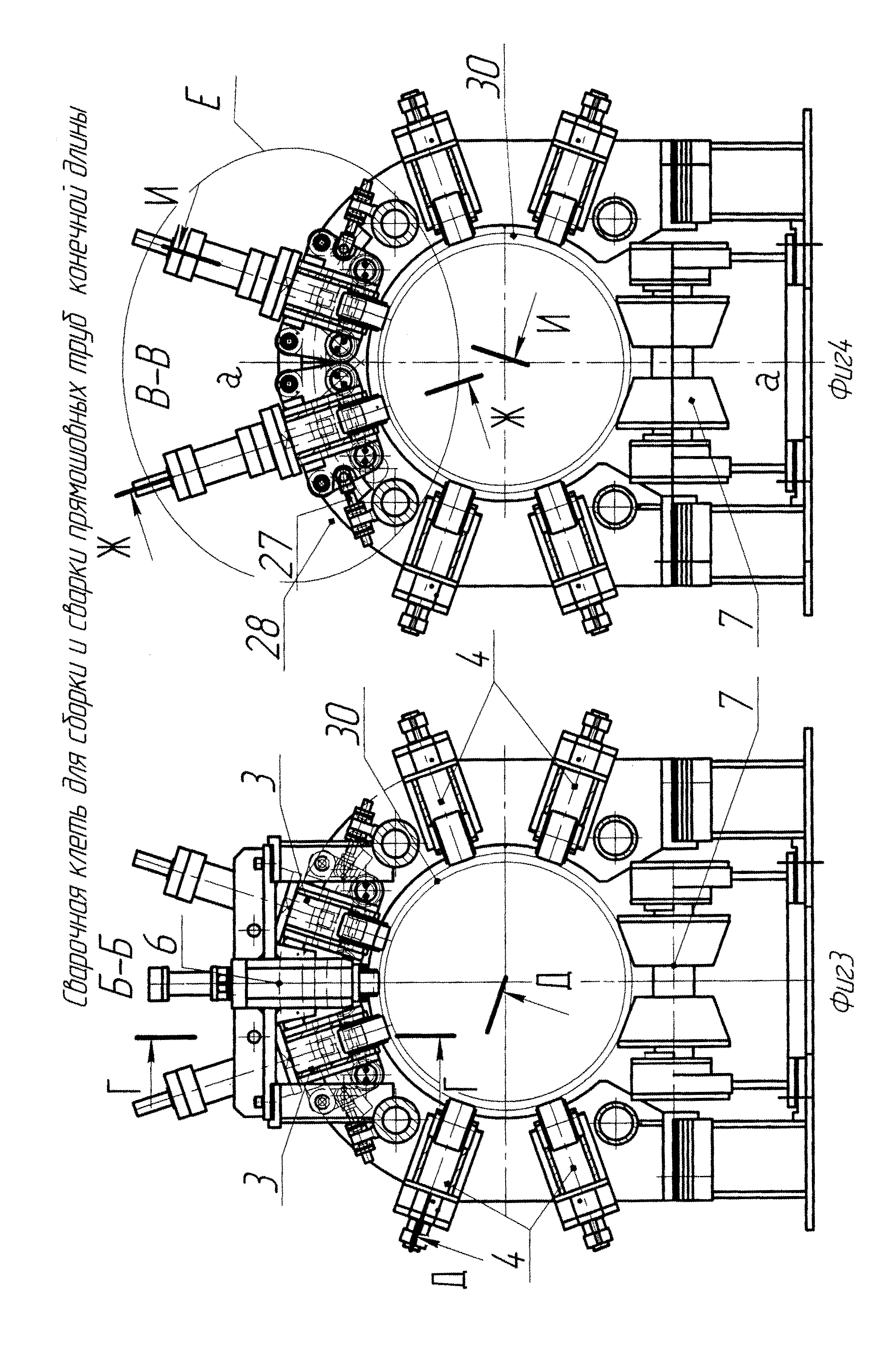
на фиг. 3 - разрез Б-Б на фиг. 1;
на фиг. 4 - разрез В-В на фиг. 1, привод кареток в виде кинематичной пары винт-гайка;
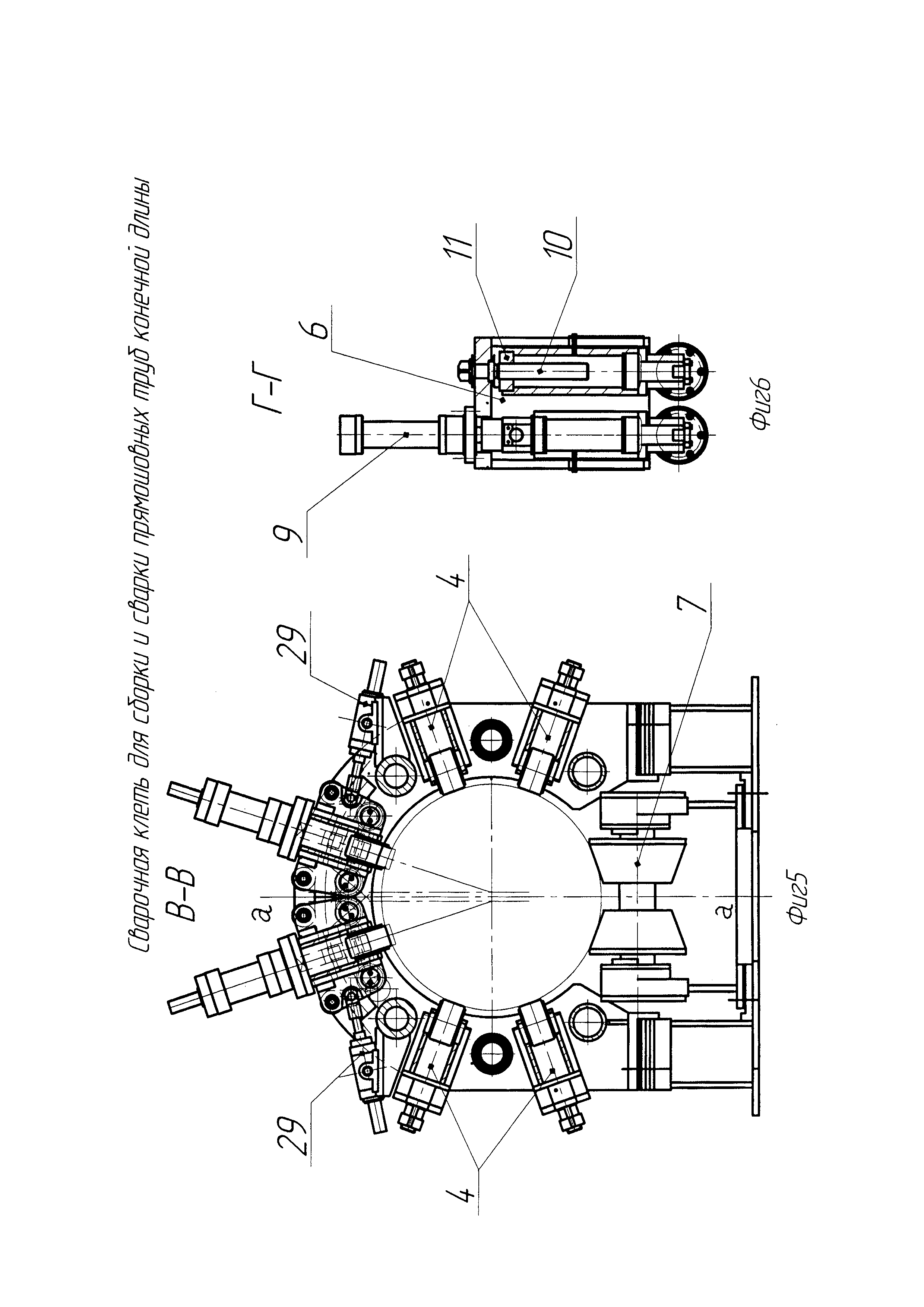
на фиг. 5 - разрез В-В на фиг. 1, привод кареток в виде гидроцилиндра;
на фиг. 6 - разрез Г-Г на фиг. 3;
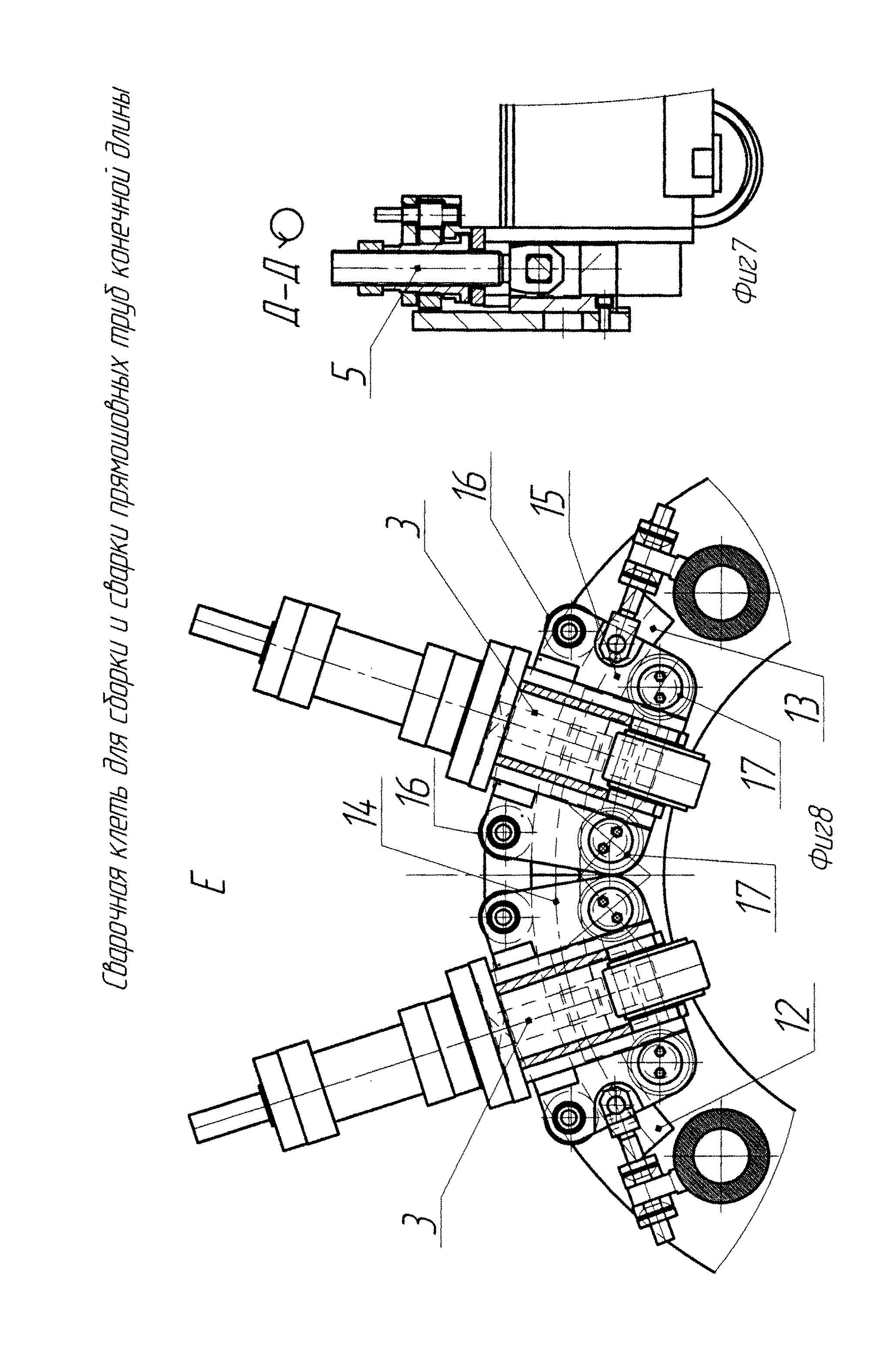
на фиг. 7 - разрез Д-Д на фиг. 3;
на фиг. 8 - вид Ε на фиг. 4;
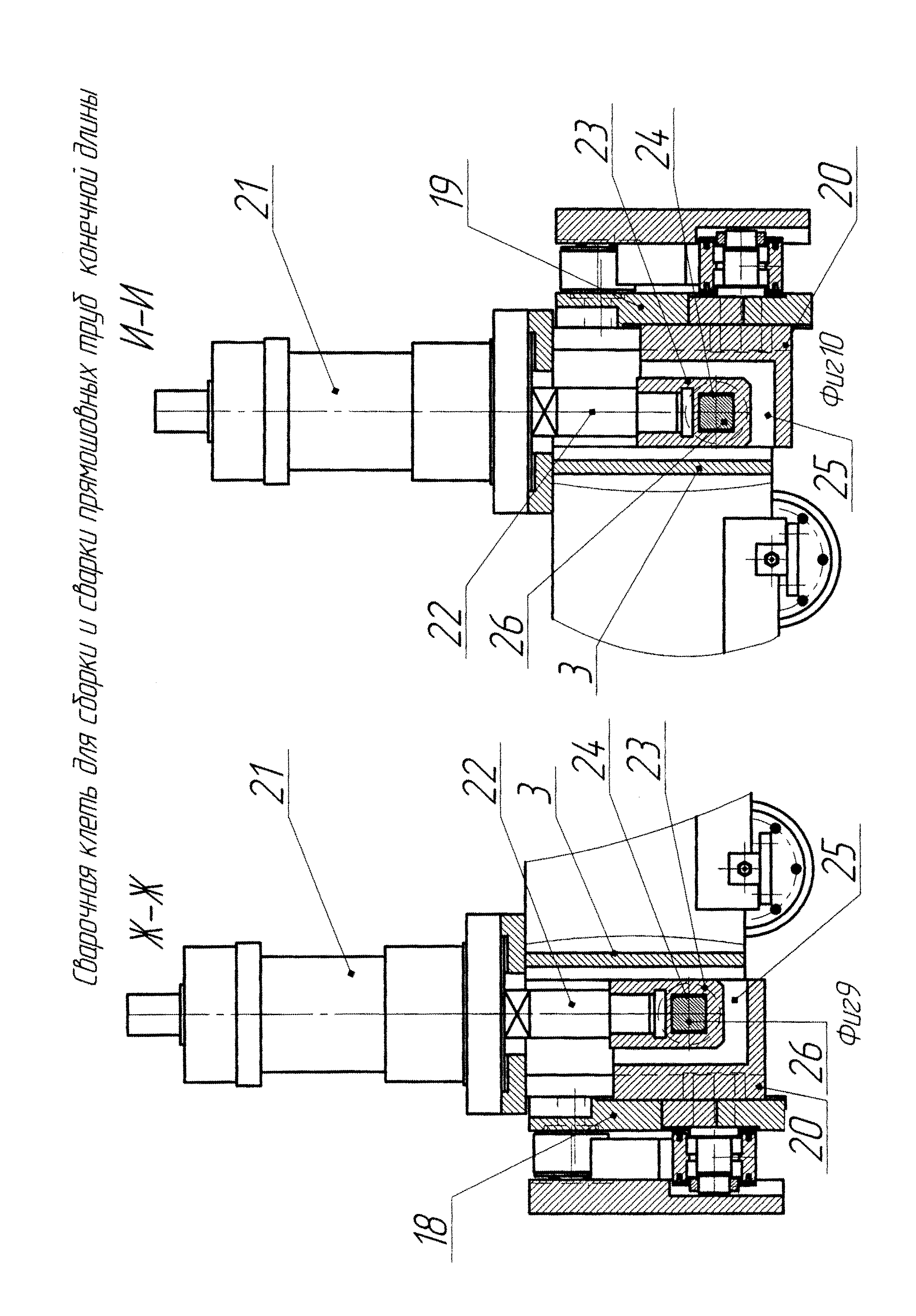
на фиг. 9 - разрез Ж-Ж на фиг. 4;
на фиг. 10 - разрез И-И на фиг. 4.
Сварочная клеть для сборки и сварки прямошовных труб конечной длины содержит обойму 1, в основаниях 2 которой симметрично вертикальной оси «а-а» обоймы установлены верхние 3 и боковые 4 роликовые кассеты с механизмами 5 регулировки их перемещения, верхние прижимные ролики 6, поддерживающие ролики 7, установленные внизу обоймы 1, и сварочный аппарат 8. Верхние прижимные ролики 6 имеют механизмы регулировки их перемещения в виде гидроцилиндра 9 и приводной кинематической пары винт 10-гайка 11. Механизм 5 регулировки перемещения боковых 4 роликовых кассет расположен по радиусу основания 2 обоймы 1.
На верхней части обоймы 1 размещены секторы 12, 13 колец и подвижные каретки 14, 15 с опорными верхними 16 и нижними 17 катками, взаимодействующими соответственно с верхней и нижней поверхностями секторов 12, 13 колец. Верхние 16 опорные катки выполнены с эксцентриком. На корпусах 18, 19 кареток 14, 15 расположены сухари 20, на которых смонтированы верхние 3 роликовые кассеты с размещенными на их противоположных концах гидроцилиндрами 21. На штоках 22 гидроцилиндров 21 закреплены серьги 23 с отверстиями 24. Серьги 23 установлены в пазы 25, выполненные в сухарях 20, и зафиксированы в них посредством осей 26. Каждая подвижная каретка 14, 15 имеет привод перемещения, который может быть выполнен в виде кинематической пары винт 27-гайка 28 или в виде гидроцилиндра 29.
Работа сварочной клети для сборки и сварки прямошовных труб конечной длины осуществляется следующим образом.
Перед началом работы сварочной клети для образования соответствующего калибра верхние роликовые кассеты 3 перемещаются в вертикальном направлении с помощью гидроцилиндров 21. Затем верхние роликовые кассеты 3 поворачивают на подвижных каретках 14, 15 с помощью гидроцилиндра 29 и устанавливают по радиусу кривизны калибра, боковые роликовые кассеты 4 перемещают с помощью механизма 5 регулировки перемещения боковых роликовых кассет и подводятся к калибру. Верхние прижимные ролики 6 настраивают по вертикальному размеру калибра с помощью гидроцилиндра 9 и приводной кинематической пары винт 10-гайка 11. После образования калибра трубная заготовка 30 подается в обойму 2 сварочной клети таким образом, чтобы начало трубной заготовки совпало с осью сварочного аппарата 8, при этом на трубной заготовке должны быть сведены кромки без зазора и превышения. Поддерживающие ролики 7 устанавливают низ трубной заготовки на одном уровне. Включают сварочный аппарат 8 и трубная заготовка 30, собранная в калибре роликовых кассет 3, 4 и верхних прижимных роликах 6, со сварочной скоростью перемещается посредством транспортных средств. В процессе сварки при необходимости убирается зазор между кромками трубной заготовки перемещением верхних роликовых кассет 3 гидроцилиндрами 21 и гидроцилиндрами 29, а превышение кромок заготовок убирается верхними прижимными роликами 6, перемещая их гидроцилиндром 9.
Предложенная сварочная клеть для сборки и сварки прямошовных труб конечной длины по сравнению с известными позволяет повысить качество труб за счет точности совмещения свариваемых кромок, обеспечить возможность оперативной настройки положения кромок в процессе сборки и сварки труб и сократить время на настройку калибра.
Сварочная клеть для сборки и сварки прямошовных труб конечной длины, содержащая обойму, в основаниях которой симметрично вертикальной оси обоймы установлены верхние и боковые роликовые кассеты с механизмами регулировки их перемещения, верхние прижимные ролики с механизмами регулировки их перемещения в виде гидроцилиндра и приводной кинематической пары винт-гайка, поддерживающие ролики, установленные внизу обоймы, и сварочный аппарат, при этом механизм регулировки перемещения боковых роликовых кассет расположен по радиусу основания обоймы, отличающаяся тем, что она снабжена размещенными на верхней части обоймы секторами колец и подвижными каретками с опорными верхними и нижними катками, имеющими возможность взаимодействия соответственно с верхней и нижней поверхностями секторов колец, и расположенными на корпусах кареток сухарями, на которых смонтированы верхние роликовые кассеты с размещенными на их противоположных концах гидроцилиндрами, на штоках которых закреплены серьги с отверстиями, установленные в пазы, выполненные в сухарях, и зафиксированные в них посредством осей, причем верхние опорные катки выполнены с эксцентриком, а каждая подвижная каретка имеет привод перемещения.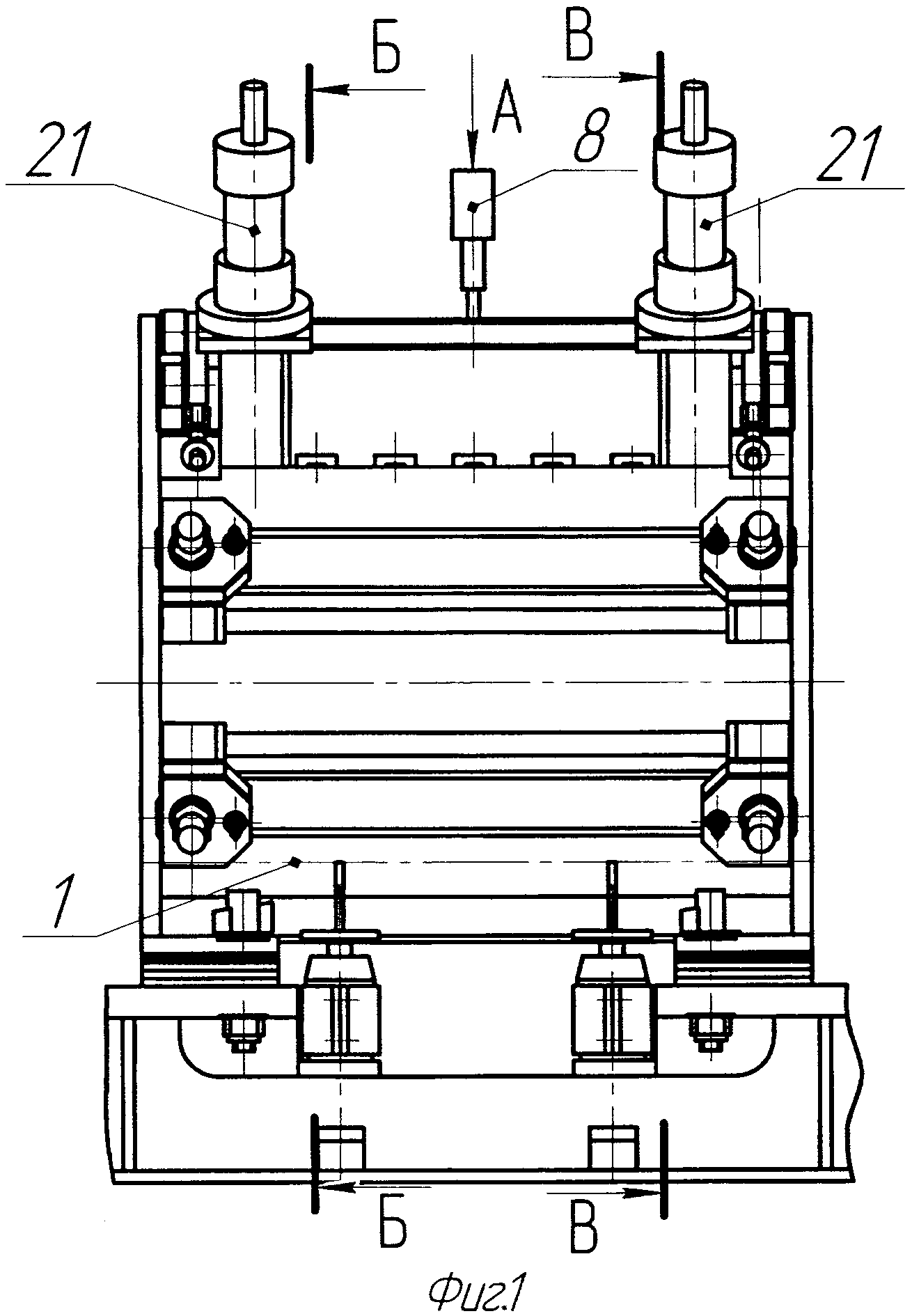
Трехвалковая клеть стана холодной прокатки труб
Рабочая клеть стана холодной прокатки труб
Многоклетевой стан продольной прокатки
Стан холодной прокатки труб
Втулка-цапфа подшипника жидкостного трения валка прокатного стана
Щековая дробилка
Стан холодной прокатки труб
Устройство для центрирования и перемещения цилиндрических профилей
Устройство для термической резки труб
Дробилка для резания блоков губчатого титана
Стан для сборки и сварки прямошовных труб из двух полуцилиндров

