Результат интеллектуальной деятельности: Стальной лист и его применение для трубы магистрального трубопровода
Вид РИД
Изобретение
Изобретение относится к области металлургии, а именно к производству стального листа толщиной 15-40 мм с пределом текучести свыше 480 МПа, имеющего повышенную деформационную способность, а также к производству электросварных прямошовных труб большого диаметра с высокой вязкостью сварного соединения, изготовленных из этих листов и предназначенных для транспортирования природного газа по магистральным трубопроводам высокого давления в районах повышенной подвижности грунтов, сейсмической активности и вечной мерзлоты.
Известна толстолистовая сталь, характеризующаяся низким соотношением между пределом текучести и пределом прочности, и способ ее производства (патент РФ №2502820, С22С 38/14, C21D 8/02, опубл. 27.12.2013). Сталь содержит, мас. %: углерод - 0,06-0,12; марганец - 1,2-3,0; кремний - 0,01-1,0; алюминий - 0,08 и менее; ниобий - 0,005-0,07; титан - 0,005-0,025; сера - 0,005 и менее; фосфор - 0,015 и менее; азот - 0,010 и менее; кислород - 0,005 и менее; железо - остальное и неизбежные примеси. Для получения стального листа сляб нагревают до температуры 1000÷1300°С, проводят черновую и чистовую прокатку при температуре не ниже температуры превращения Ar3. Далее проводят ускоренное охлаждение до температуры 500÷680°С со скоростью 5°С/с и более, а затем повторный нагрев до температуры 550÷750°С со скоростью 2°С/с и более.
Недостатком аналога является то, что сталь с указанным химическим составом обладает недостаточной свариваемостью для обеспечения высокой вязкости сварного соединения. Кроме того, при производстве стального листа для обеспечения требуемых свойств необходимо проведение повторного нагрева до определенной температуры, что снижает производительность, требует применения дополнительного дорогостоящего оборудования и приводит к повышению стоимости продукции.
Известна сварная стальная труба группы прочности Х70 и выше, характеризующаяся высокой ударной вязкостью при низких температурах, и способ ее производства (патент РФ №2509171, С22С 38/14, В21С 37/08, опубл. 10.03.2014). Для получения сварной трубы стальной лист толщиной 20-40 мм с заданным химическим составом формуют в трубную заготовку, при этом предпочтительно применяют UOE-процесс, продольные кромки трубной заготовки сваривают дуговой сваркой под флюсом, проводят экспандирование и затем - термообработку сварного соединения при температуре от 300 до 600°С.
Недостатком аналога является то, что трубы не обладают требуемыми свойствами, а именно низкими значениями отношения предела текучести к пределу прочности и отсутствием на диаграмме растяжения площадки текучести, что не позволяет использовать их для строительства современных магистральных трубопроводов высокого давления, прокладываемых в районах повышенной сейсмической активности и вечной мерзлоты. Кроме того, при производстве труб необходимо проведение дополнительной операции термообработки сварного соединения, что снижает производительность и приводит к повышению стоимости продукции. При этом сварное соединение не обладает высоким уровнем механических свойств.
Наиболее близким техническим решением, принятым за прототип для двух объектов, является патент РФ №2331698, С22С 38/04, 38/58, C21D 8/02, 8/10, опубл. 20.08.2008 «Стальные листы для сверхвысокопрочных магистральных труб и сверхвысокопрочные магистральные трубы, обладающие прекрасной низкотемпературной ударной вязкостью, и способы их изготовления».
Листы по указанному патенту получают из стали, содержащей, мас. %: углерод - 0,03-0,07; кремний - не более 0,6; марганец - 1,5-2,5; фосфор - не более 0,015; сера - не более 0,003; никель - 0,1-1,5; молибден - 0,15-0,60; ниобий - 0,01-0,10; титан - 0,005-0,030; алюминий - не более 0,06; один и более элементов из группы: бор, азот, ванадий, медь, хром, кальций, РЗМ и магний в необходимых количествах; железо - остальное и неизбежные примеси. Характеристики листа составляют: предел прочности в поперечном направлении 880÷1080 МПа; ударная вязкость на образцах с V-образным надрезом при температуре испытания минус 20°С не ниже 200 Дж; отношение предела текучести при общей деформации 0,2% к пределу прочности - не более 80% в продольном направлении. Микроструктура стального листа состоит в основном из вырожденного верхнего бейнита.
Магистральная труба получена из стального листа, изготовленного из стали с указанным содержанием компонентов, при помощи формовки листа в трубную заготовку, сварки продольных кромок дуговой сваркой под флюсом и экспандирования. При этом характеристики трубы составляют: предел прочности в тангенциальном направлении 900÷1100 МПа; ударная вязкость на образцах с V-образным надрезом при температуре испытания минус 20°С не ниже 200 Дж.
Недостатками прототипа является то, что стальной лист и труба большого диаметра для магистральных трубопроводов высокого давления, изготовленная из него, имеют микроструктуру вырожденного верхнего бейнита, что не обеспечивает отсутствия площадки текучести на диаграмме растяжения и, как следствие, высокой деформационной способности стали. Кроме того, отсутствие сведений о свариваемости стали свидетельствует о недостаточном контроле свойств сварного соединения, обеспечивающих равнопрочность сварного соединения и основного металла, либо об отсутствии такого контроля. Таким образом, стальной лист и трубы большого диаметра не обладают требуемым уровнем свойств, что исключает возможность их применения для строительства магистральных газопроводов высокого давления в сложных геолого-климатических условиях.
Техническим результатом изобретения является обеспечение повышенной деформационной способности стального листа и трубы большого диаметра, изготовленной из него, а также обеспечение высокой вязкости сварного соединения трубы для эксплуатации магистральных трубопроводов высокого давления в районах повышенной подвижности грунтов, сейсмической активности и вечной мерзлоты.
Поставленная задача решается за счет того, что в стальном листе для труб магистральных трубопроводов высокого давления толщиной 15-40 мм, обладающем повышенной деформационной способностью, полученном из стали, содержащей углерод, кремний, марганец, фосфор, серу, молибден, ниобий, титан, алюминий, никель, ванадий, медь, хром, согласно изобретению сталь содержит компоненты в следующем соотношении, мас. %:
|
при этом характеристики листа в продольном направлении составляют: предел текучести при общей деформации 0,5% - 480÷570 МПа, предел прочности - 560÷690 МПа, отношение предела текучести при общей деформации 0,5% к пределу прочности - не более 88%, относительное удлинение - не менее 22%, характеристики листа в поперечном направлении составляют: предел текучести при общей деформации 0,5% - 500÷590 МПа, предел прочности - 590÷700 МПа, отношение предела текучести при общей деформации 0,5% к пределу прочности - не более 85%, относительное удлинение - не менее 22%, ударная вязкость на образцах с V-образным надрезом при температуре испытания минус 40°С - не ниже 250 Дж/см2, критическое раскрытие в вершине трещины при температуре испытания минус 20°С - не ниже 0,40 мм при отсутствии площадки текучести на диаграмме растяжения в продольном и поперечном направлениях.
Решение поставленной задачи обеспечивается также применением стального листа, изготовленного по п. 1, для изготовления трубы магистрального трубопровода.
Молибден и марганец в заявленных пределах обеспечивают устойчивость переохлажденного аустенита для образования низкотемпературных продуктов фазового превращения, что позволяет достигнуть заданного диапазона прочностных свойств.
Ниобий в заявленных пределах обеспечивает выделение дисперсных частиц (карбидов, нитридов, карбонитридов) на всех этапах контролируемой прокатки, что позволяет уменьшить размер зерна аустенита и получить требуемый уровень прочностных и пластических свойств.
Хром и медь в заявленных пределах повышают прочность феррита и обеспечивают получение требуемого комплекса прочностных свойств.
Никель в заявленных пределах одновременно увеличивает прочностные и вязкие свойства.
Титан в заявленных пределах позволяет связать азот и кислород, способствует сдерживанию роста аустенитного зерна.
Кремний и алюминий являются неизбежными технологическими примесями и вводятся в трубную сталь для ее раскисления.
Химические элементы в заявленных пределах обеспечивают заданные прочностные свойства и удовлетворительную свариваемость стали. При воздействии на сталь термического цикла сварки они сдерживают рост аустенитного зерна и способствуют формированию мелкозернистой микроструктуры в зоне термического влияния, состоящей из игольчатого и реечного бейнита. Данный тип микроструктуры обеспечивает высокие вязкие свойства сварного соединения.
Стальной лист толщиной 15-40 мм для труб магистральных трубопроводов высокого давления имеет двухфазную микроструктуру, состоящую в основном из бейнита и полигонального феррита, а также «вторых фаз» в виде мартенсит-аустенитной составляющей и вырожденного перлита, что обеспечивает требуемый уровень прочностных и пластических характеристик и повышенную деформационную способность.
Для получения требуемых характеристик стального листа перед прокаткой сляб нагревают до температуры 1100÷1200°С, при которой обеспечивается растворение максимально возможного количества карбидов ниобия, ванадия и титана. При этом наиболее эффективно сдерживается рост зерна аустенита и происходит формирование дефектов кристаллического строения за счет выделения дисперсных частиц при проведении прокатки. Прокатку сляба выполняют в контролируемом режиме в две стадии - черновую и чистовую, при этом происходит уменьшение размера зерна аустенита и формирование дефектов кристаллического строения (точечных, линейных и поверхностных), что приводит к измельчению размера субзерна конечной микроструктуры и, как следствие, к улучшению свойств готового проката. Черновую стадию прокатки проводят выше температуры рекристаллизации аустенита при температуре 950÷1050°С с суммарном обжатием сляба 40÷50%. При этом рост зерна аустенита, обусловленный эффектом возврата и рекристаллизацией, сдерживается выделением дисперсных частиц по его границам, происходит измельчение зерна аустенита. Чистовую стадию прокатки выполняют до требуемой толщины листа с суммарным обжатием 75÷85% при температуре 700÷820°С. При этом перед проведением чистовой стадии прокатки раскат охлаждают на воздухе до температуры 720÷800°С. При чистовой прокатке происходит дальнейшее измельчение зерна аустенита путем «раскатывания» и формирования внутри него дефектов кристаллического строения, что позволяет увеличить суммарную площадь границ зерна на единицу объема. В процессе чистовой прокатки зерна аустенита приобретают «блинообразную» форму.
Заключительной технологической операцией изготовления листа является ускоренное охлаждение со скоростью 20÷35°С/с для смещения превращения аустенита в сторону низких температур с образованием в структуре продуктов промежуточного и мартенситного превращений. Интервал температур начала и конца ускоренного охлаждения 300÷500°С оказывает определяющее влияние на свойства и параметры микроструктуры листа, характеризующейся образованием достаточного объема бейнита, необходимого для обеспечения заданного уровня механических свойств. При несоблюдении указанного режима ускоренного охлаждения не будет достигнут требуемый комплекс свойств. Последующее медленное охлаждение листа на воздухе до температуры не более 150°С позволяет избежать образования флокенов.
Применение стального листа с приведенным содержанием химических элементов и обладающего указанными характеристиками для изготовления трубы магистрального трубопровода включает формовку стального листа в трубную заготовку при совпадении направления прокатки стального листа с продольным направлением трубы, многодуговую сварку под слоем флюса продольных кромок трубной заготовки с внутренней и наружной поверхностей и экспандирование.
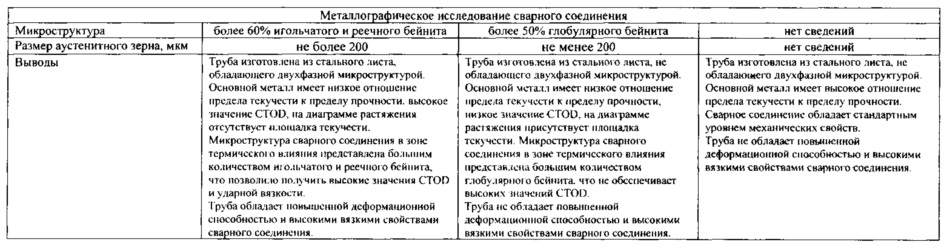
Высокая вязкость сварного соединения обеспечивается высокой вязкостью зоны термического влияния (ЗТВ). Вязкость ЗТВ определяется параметрами ее микроструктуры, которые, в свою очередь, определяются химическим составом основного металла, максимальной температурой его нагрева и скоростью охлаждения. ЗТВ характеризуется наличием сразу нескольких типов микроструктур, что обусловливает неоднородность ее свойств. Для получения высокой вязкости сварного соединения сварку продольных кромок трубной заготовки проводят по режимам, обеспечивающим формирование в ЗТВ микроструктуры, состоящей по меньшей мере на 60% из мелкодисперсного игольчатого и реечного бейнита, при этом размер первичного аустенитного зерна вблизи линии сплавления в зоне крупного зерна составляет не более 200 мкм. При формировании в ЗТВ другого типа микроструктуры не удается обеспечить высокой вязкости сварного соединения.
Механические свойства участков ЗТВ, образовавшихся в результате термического цикла сварки, существенно ниже, чем у основного металла труб. Структура сварного шва более однородная и при верном выборе сварочных материалов обладает удовлетворительными механическими свойствами, поэтому ЗТВ является наиболее ослабленным участком сварного соединения.
Приведенные характеристики в продольном и поперечном направлениях стального листа, применяемого для изготовления труб, соответствуют классу прочности К60 по системе классификации трубных сталей, принятой в РФ. При этом пониженное соотношение предела текучести при общей деформации 0,5% к пределу прочности, а также отсутствие на диаграмме растяжения площадки текучести повышают сопротивление основного металла трубы локализации пластических деформаций («Strain Capacity of High-Strength Line Pipes» Suzuki Nobuhisa, Kondo Joe, Shimamura Junji // JFE Technical Report No. 12, Oct. 2008), т.е. к образованию гофра, что увеличивает сопротивление трубы изгибу и позволяет использовать эти трубы для магистральных трубопроводов высокого давления для транспортирования газа в районах повышенной сейсмичности и подвижности грунтов.
Применение стального листа для изготовления труб большого диаметра с повышенной деформационной способностью и высокой вязкостью сварных соединений обеспечивает получение сварных соединений со свойствами выше, чем стандартный уровень требований к сварным соединениям труб К60 (ISO 3183:2012, API Specification 5L, СТО Газпром 2-4.1-713-2013), что позволяет обеспечить равнопрочность сварного соединения и основного металла труб.
Производство стального листа было опробовано на ОАО «Магнитогорский металлургический комбинат» (далее - ОАО «ММК»), а применение стального листа для изготовления труб - в трубосварочном цехе №3 АО «Волжский трубный завод» (далее - АО «ВТЗ»).
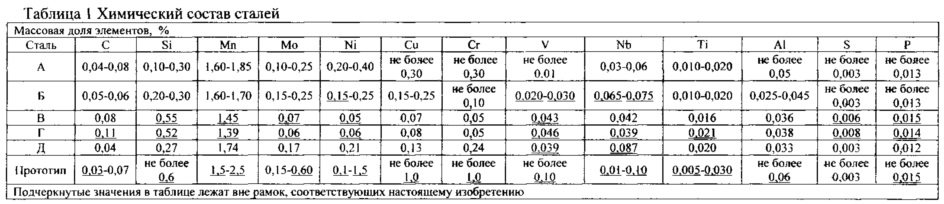
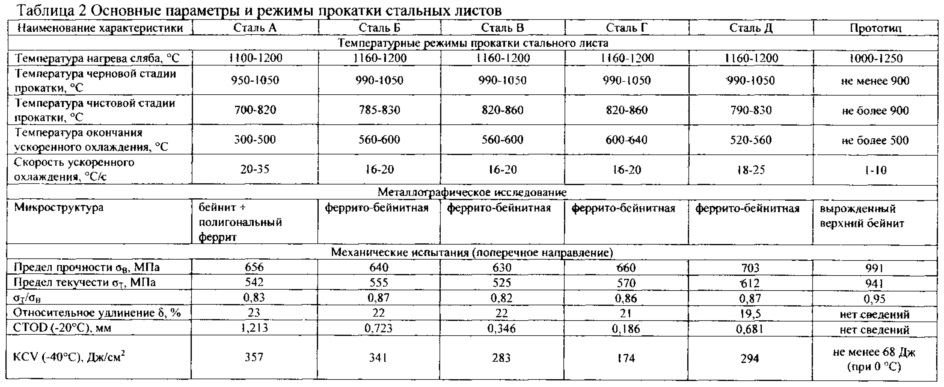
В условиях ОАО «ММК» было выплавлено пять опытных плавок, одна из которых имела химический состав, соответствующий заявляемому (сталь «А»), а другие - типичный химический состав для стали К60 (стали «Б», «В», «Г» и «Д»). Химический состав выплавленных сталей и стали по прототипу приведен в таблице 1. Опытные плавки были разлиты на слябы, которые прокатали на стане «5000» ОАО «ММК» и изготовили стальные листы из стали «А», обладающие заявляемыми характеристиками, и из сталей «Б», «В», «Г» и «Д» - по применяемым на производстве режимам. Стальные листы изготовили размером 32×4500×12000 мм (толщина × ширина × длина). Режимы прокатки слябов, механические свойства и параметры микроструктуры полученных стальных листов приведены в таблице 2.
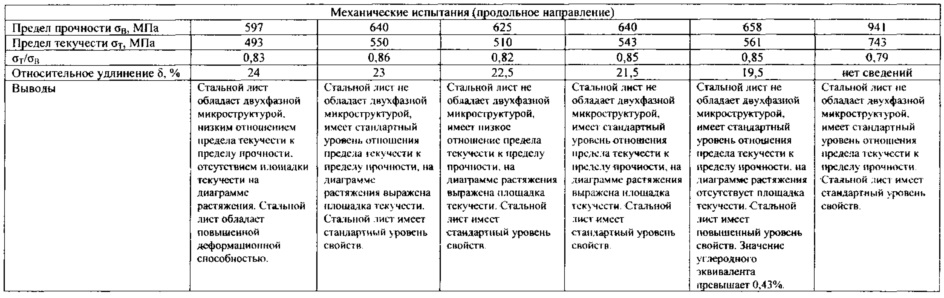
Как видно из таблиц 1 и 2, различный химический состав стали и режимы изготовления листа обеспечивают получение разного типа микроструктуры и, как следствие, разных механических свойств. При этом только стальной лист, полученный из стали с предлагаемым химическим составом «А», обладает комплексом свойств, характерным для листа с повышенной деформационной способностью, а именно имеет низкое отношение предела текучести при общей деформации 0,5% к пределу прочности, отсутствие на диаграмме растяжения площадка текучести, а также имеет двухфазную микроструктуру, состоящую из бейнита и полигонального феррита.
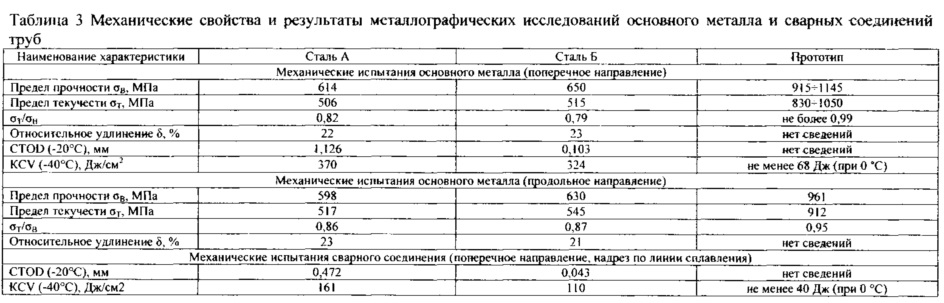
Из стальных листов «А» и «Б» были изготовлены трубы большого диаметра размером 1420×32 мм в условиях трубосварочного цеха №3 АО «ВТЗ», для этого осуществляли формовку листа в трубную заготовку, многодуговую сварку под слоем флюса продольных кромок трубной заготовки и затем экспандирование трубы. Для обеспечения высоких вязких свойств сварного соединения и зоны термического влияния сварку внутреннего и наружного швов проводили по режимам с низкими значениями погонной энергии, обеспечивающим формирование в зоне термического влияния микроструктуры, состоящей по меньшей мере на 60% из мелкодисперсного игольчатого и реечного бейнита, при этом размер первичного аустенитного зерна вблизи линии сплавления в зоне крупного зерна составлял не более 200 мкм. В таблице 3 приведены механические свойства и параметры микроструктуры основного металла и сварного соединения изготовленных труб из стали с химическим составом «А» и «Б» и труб, изготовленных по прототипу.
Для проверки эксплуатационной надежности были проведены полномасштабные испытания изготовленных труб диаметром 1420 мм с толщиной стенки 32,0 мм давлением жидкости до разрушения. Испытания проводили с нанесением искусственного дефекта по сварному соединению. Испытания показали высокую эксплуатационную надежность и вязкость сварного соединения изготовленных труб. Разрушение происходило при давлении, намного превышающем давление эксплуатации, а трещина не вышла за пределы нанесенного искусственного дефекта, т.е. разрушение носило локальный характер.
Из таблиц 2 и 3 видно, что стальной лист, полученный из стали с предлагаемым химическим составом «А», и труба, изготовленная с применением этого листа, обладают комплексом механических свойств, обеспечивающим повышенную деформационную способность стали и высокие вязкие свойства сварного соединения труб, что позволяет эксплуатировать их в магистральных трубопроводах высокого давления в условиях низких температур и повышенной сейсмической активности.
Стальной лист и труба, изготовленные по прототипу (таблица 3), а также стальные листы из сталей «Б» (таблица 3), «В», «Г» и «Д» (таблица 2) стандартного химического состава и изготовленные по применяемым на производстве технологиям, не обладают комплексом механических свойств, обеспечивающим повышенную деформационную способность стали и высокую вязкость сварного соединения трубы.
Полученная труба с повышенной деформационной способностью и высокой вязкостью сварного соединения, изготовленная из стального листа с предлагаемым химическим составом стали, обладает комплексом механических свойств, обеспечивающим равнопрочность сварного соединения и основного металла, и может быть использована для транспортирования природного газа по магистральным трубопроводам высокого давления в районах со сложными геолого-климатическими условиями. Применение предлагаемых труб позволит уменьшить металлоемкость газопровода и сократить затраты на строительство.
Способ комбинированной высадки концов труб
Способ металлизации сидеритового сырья с получением гранулированного чугуна и железистомагнезиального шлака
Оправочный узел непрерывного трубопрокатного стана
Секция теплоизолированной колонны
Способ винтовой прошивки литой заготовки
Способ производства горячекатаных труб
Способ металлизации железорудного сырья с получением гранулированного чугуна
Способ подготовки высокопрочных труб нефтяного сортамента с температурой 500-720°c после термообработки под нарезку резьбы
Технологический инструмент косовалкового прошивного стана
Оправочный узел стана винтовой прокатки
Способ комбинированной высадки концов труб
Способ металлизации сидеритового сырья с получением гранулированного чугуна и железистомагнезиального шлака
Оправочный узел непрерывного трубопрокатного стана
Секция теплоизолированной колонны
Способ винтовой прошивки литой заготовки
Способ производства горячекатаных труб
Способ металлизации железорудного сырья с получением гранулированного чугуна
Способ подготовки высокопрочных труб нефтяного сортамента с температурой 500-720°c после термообработки под нарезку резьбы
Технологический инструмент косовалкового прошивного стана
Оправочный узел стана винтовой прокатки

