Результат интеллектуальной деятельности: КОЛЬЦЕВОЕ СВАРНОЕ СОЕДИНЕНИЕ МАГИСТРАЛЬНОЙ ТРУБЫ, СПОСОБ ПОЛУЧЕНИЯ КОЛЬЦЕВОГО СВАРНОГО СОЕДИНЕНИЯ МАГИСТРАЛЬНОЙ ТРУБЫ И МАГИСТРАЛЬНАЯ ТРУБА
Вид РИД
Изобретение
Область техники
Изобретение относится к кольцевому сварному соединению высокопрочной магистральной трубы, имеющей предел текучести (стандарт Американского нефтяного института (API), Спецификация 5L), равный или превышающий 555 Н/мм2, а также к способу получения кольцевого сварного соединения магистральной трубы и к магистральной трубе.
Уровень техники
Стальные трубы для трубопроводов, транспортирующих природный газ или нефть, были усилены с целью повышения эффективности транспортировки, достигаемой посредством увеличения рабочего давления. В трубопроводах, прокладываемых в зонах сейсмической активности и зонах мерзлого грунта, под действием внешних сил, вызываемых деформациями грунта, могут возникать значительные пластические деформации. В трубопроводах с имеющейся в них прошедшей пластической деформацией может возникать пластическое разрушение за счет вязких трещин, образуемых и развивающихся за счет скрытых дефектов в частях кольцевых сварных участков и других подобных местах, или утонения, наблюдающегося на участках основного материала.
Обычно при проектировании сварного соединения в целях предупреждения сосредоточения напряжений и деформаций на участке сварного соединения с точки зрения предотвращения хрупкого разрушения, образующегося по причине возрастания (превосходящего) предела текучести и предела прочности металла сварочного шва над таковыми основного материала, требуется превышение по сравнению с основным материалом от около 110% до 120% (см. раздел «Осуществление изобретения», JP 2004148389). Однако в последнее время для трубопроводов, прокладываемых в местах, подверженных существенным деформациям грунта, применяются стали, имеющие достаточные характеристики хрупкого разрушения, при этом типом разрушения, вызывающим определенные проблемы, оказывается упругое разрушение. Тем не менее, когда выбирается металл сварочного шва, независимо от типа разрушения, конструкция соединения фактически делается такой, чтобы обеспечивалось превышение по сравнению с пределом текучести основного материала и прочностью при растяжении основного материала на 110% или более.
Раскрытие изобретения
Однако продолжение применения стандартной с точки зрения предотвращения хрупкого разрушения практики обеспечения превышения в тех случаях, когда проблематичным типом разрушения является упругое разрушение, может представлять риск предложения проектов, которые вследствие попыток обеспечить дополнительную надежность оказываются чрезмерными.
Кроме того, обычно, когда магистральные трубы являются сваренными по окружности, такие магистральные трубы, как правило, соединяют таким способом сварки, как дуговая сварка в защитных газах (GMAW) на месте прокладки этих магистральных труб. Однако в последнее время с точки зрения повышения эффективности и сокращения затрат иногда стал реализовываться способ соединения двух магистральных труб предварительной их сваркой на заводе с последующей транспортировкой таких магистральных труб к месту их прокладки. При такой сварке на заводе для выполнения кольцевого соединения вместо дуговой сварки в среде защитного газа иногда применяется дуговая сварка под слом флюса, которая позволяет добиться сварки с более высокой эффективностью. Однако, когда кольцевое соединение выполняется дуговой сваркой под слоем флюса и максимальный подвод тепла по отношению к основному материалу марки Х80 согласно стандартам API составляет 40000 Дж/см, обеспечение сварного соединения, достигающего превышения по сравнению с пределом текучести основного материала в 110% или более, не вызывая образования в сварном шве трещин, оказывается трудным.
Изобретение направлено на решение указанных задач и относится к сварному кольцевому соединению магистральной трубы, способу получения сварного кольцевого соединения магистральной трубы и магистральной трубе, гарантирующим прочность соединения, эквивалентную прочности основного материала, когда концевые участки высокопрочных стальных магистральных труб стыкуются друг с другом с образованием сварного соединения.
Кольцевое сварное соединение магистральной трубы согласно изобретению образуется посредством стыковки друг с другом концевых участков стальных труб, имеющих предел текучести согласно Спецификации 5L Стандартов API не менее 555 Н/мм2, и сварки состыкованных участков в направлении по окружности; при этом коэффициент прочности сварки σmatch=(TS-w/TS-b)⋅(YS-w/YS-b), образованный соотношением (TS-w/TS-b) предела прочности TS-w металла сварочного шва и предела прочности TS-b основного материала и соотношением (YS-w/YS-b) предела текучести YS-w металла сварочного шва и предела текучести YS-b основного материала, и критическая эквивалентная пластическая деформация εp-cri (%) для образования вязкой трещины в зоне термического влияния основного материала удовлетворяли Уравнению (1), а предел текучести YS-w металла сварочного шва и предел текучести YS-b основного материала удовлетворяли Уравнению (2).


В кольцевом сварном соединении магистральной трубы согласно изобретению кольцевое сварное соединение образовано способом дуговой сварки под слоем флюса, при котором применяется способ наслаивания за один проход на слой, а количество подводимого при сварке тепла за один проход не ниже 8000 Дж/см.
Способ образования кольцевого сварного соединения магистральной трубы обеспечивается стыковкой друг с другом концевых участков стальных труб, имеющих предел текучести согласно Спецификации 5L Стандартов API не ниже 555 Н/мм2, и сваркой состыкованных участков в направлении по окружности, при котором сварка реализуется посредством такого выбора свариваемого материала и условий сварки, чтобы коэффициент прочности сварки σmatch=(TS-w/TS-b)⋅(YS-w/YS-b), представленный произведением соотношения (TS-w/TS-b) между пределом прочности TS-w металла сварочного шва и пределом прочностью TS-b основного материала на соотношение (YS-w/YS-b) между пределом текучести YS-w металла сварочного шва и пределом текучести YS-b основного материала, и критическая эквивалентная пластическая деформация εp-cri (%) для образования вязкой трещины в зоне термического влияния основного материала удовлетворяли Уравнению (1), а предел текучести YS-w металла сварочного шва и предел текучести YS-b основного материала удовлетворяли Уравнению (2).


При данном способе получения кольцевого сварного соединения магистральной трубы согласно изобретению сварка реализуется посредством дуговой сварки под слоем флюса, при котором применяется способ наслаивания в один проход на слой, а количество подводимого при сварке тепла за один проход не ниже 8000 Дж/см.
Магистральная труба согласно изобретению включает в себя зону термического влияния основного материала, для которого критическая эквивалентная пластическая деформация εp-cri (%) образования вязкой трещины удовлетворяет Уравнению (1), при этом предел текучести согласно Спецификации 5L Стандартов API не ниже 555 Н/мм2.

Согласно изобретению, даже в случае присутствия в части кольцевого участка сварного соединения дефекта или подобного, кольцевой участок сварного соединения в целом способен гарантировать прочность соединения, эквивалентную пределу прочности основного материала, и оказывается возможным получение кольцевого сварного соединения магистральной трубы, удовлетворяющего целесообразной и необходимой прочности.
Краткое описание чертежей
На фиг. 1 показан график с результатами экспериментов при рабочих примерах для пояснения особенностей изобретения.
Осуществление изобретения
В кольцевом участке сварного соединения трубопровода, в котором внешними силами вызываются значительные пластические деформации из-за деформаций грунта, даже в случае присутствия в части кольцевого участка сварного соединения дефекта или подобного, в целом кольцевой участок сварного соединения должен обеспечивать прочность соединения, эквивалентную прочности при растяжении основного материала. Автор изобретения исследовал соотношение между характеристиками вязкого разрушения соединения и соответствием, при котором в кольцевом участке сварного соединения наличествует максимальная допустимая стандартами дефектность. В результате было обнаружено, что, если прочность соединения кольцевого участка сварного соединения, который не подвергается хрупкому разрушению, обладает некоторой или более высокой устойчивостью к образованию вязкой трещины, то его предел текучести не всегда должен достигать общепринятого превышения в 110% или более. Настоящее изобретение основывается на этом обнаружении.
Кольцевое сварное соединение магистральной трубы согласно варианту осуществления изобретения является кольцевым сварным соединением магистральной трубы, которое образуется посредством стыковки друг с другом концевых участков стальных труб, имеющих предел текучести согласно Спецификации 5L Стандартов API, равный или превышающий 555 Н/мм2, и сварки этих состыкованных участков в направлении по окружности; при этом кольцевое сварное соединение характеризуется тем, что коэффициент прочности сварки σmatch=(TS-w/TS-b)⋅(YS-w/YS-b), представленный произведением соотношения (TS-w/TS-b) между пределом прочности TS-w металла сварочного шва и пределом прочности TS-b основного материала на соотношение (YS-w/YS-b) между пределом текучести YS-w металла сварочного шва и пределом текучести YS-b основного материала, и критическая эквивалентная пластическая деформация εp-cri (%) для образования вязкой трещины в зоне термического влияния основного материала удовлетворяют Уравнению (1), а предел текучести YS-w металла сварочного шва и предел текучести YS-b основного материала удовлетворяют Уравнению (2).


Как описано выше, обычно при проектировании сварного соединения в целях предупреждения сосредоточения напряжений и деформаций на участке сварного соединения с точки зрения предотвращения хрупкого разрушения из-за более высокой прочности металла сварного шва, чем прочность основного материала, металл сварного шва выбирается с большими показателями предела текучести и прочности основного материала в 110% или более. Однако, если стальная труба, имеющая предел текучести (Спецификация 5L Стандартов API), равный или превышающий 555 Н/мм2, обладает достаточными характеристиками хрупкого разрушения, участок сварного соединения хрупкому разрушению не подвергается. Было обнаружено, что сварное соединение, которое не подвергается хрупкому разрушению, как целое сварное соединение демонстрирует прочность соединения, эквивалентную таковой основного материала без разрушения, при условии, что данное сварное соединение удовлетворяет Уравнению (1), представленному соотношением между коэффициентом прочности соединения σmatch, отображающим величину соотношения между пределом прочности металла сварочного шва и пределом прочности основного материала, и соотношением между пределом текучести металла сварочного шва и пределом текучести основного материала, и критической эквивалентной пластической деформацией εp-cri (%) для образования вязкой трещины в зоне термического влияния основного материала, при этом Уравнение (2) показывает, что предел текучести металла сварочного шва является равным или превышающим предел текучести основного материала. Таким образом, в сварном соединении, которое не подвергается хрупкому разрушению, благодаря наличию стойкости к разрушению против вязкой трещины, удовлетворяющему Уравнению (1), подавляется рост вязкой трещины и сварное соединение в целом не подвергается разрушению, а благодаря соответствию Уравнению (2) сварное соединение в целом способно иметь прочность соединения, эквивалентную таковой основного материала. Более предпочтительно величина YS-w/YS-b равна или превышает 1,05.
Устойчивость к образованию вязких трещин может быть обнаружена при напряжении в надрезе односторонней краевой трещины. Этот вопрос также описывается в следующей публикации, показывающей, что образование вязкой трещины в случае, когда сварной участок реальной стальной трубы имеет дефект, может быть предсказано и оценено по критической эквивалентной пластической деформации εp-cri для образования вязкой трещины, полученной с помощью напряжения в надрезе односторонней краевой трещины: "Tensile Strain Capacity of X80 Pipeline under Tensile Loading with Internal Pressure", S. Igi, Proceedings of the 8th International Pipeline Conference, IPC 2010-31281.
Согласно изобретению критическая эквивалентная пластическая деформация εp-cri для образования вязкой трещины в зоне термического влияния основного материала, полученная с помощью этой методики, представляет устойчивость к образованию вязкой трещины. Кроме того, коэффициент прочности соединения σmatch задает показатель соответствия для каждого предела текучести и прочности и представляется соотношением (TS-w/TS-b)⋅(YS-w/YS-b), если соотношение между пределом прочности TS-w металла сварочного шва и пределом прочности TS-b основного материала является (TS-w/TS-b) и соотношение между пределом текучести YS-w металла сварочного шва и пределом текучести YS-b основного материала является (YS-w/YS-b).
Посредством применения стальных труб, имеющих предел текучести (Стандарты API, Спецификация 5L), равный или превышающий 555 Н/мм2, и обладающих различными показателями критической эквивалентной пластической деформации εp-cri для образования вязкой трещины в зонах термического влияния основного материала, и с использованием таких свариваемых материалов, чтобы металлы сварочного шва достигали соответствия различным образом, были образованы сварные соединения и оценена прочность их соединения с помощью испытаний на растяжение по методу широкой полосы. При испытаниях на растяжение по методу широкой полосы на границе между сварным участком и участком основного материала вводится поверхностный дефект, имеющий максимальную допустимую длину дефекта, описанную в API Стандартах 1104 (поверхностный дефект непровара или подобные), составляющую 25 мм, и имеющий максимальную допустимую глубину дефекта в 3 мм, описанную в Руководящих принципах Европейской группы по исследованиям трубопроводов (EPRG).
В результате оценки прочности соединений было обнаружено, что даже в случае присутствия максимально допустимого стандартами поверхностного дефекта сварное соединение в целом демонстрирует прочность соединения, эквивалентную прочности при растяжении основного материала без разрушения, при условии соответствия Уравнению (1) и Уравнению (2), при том, что Уравнение (1) выражает соотношение между коэффициентом прочности соединения σmatch, который представлен произведением соотношения между пределом прочности металла сварного шва и пределом прочности основного материала на соотношение между пределом текучести металла сварного шва и пределом текучести основного материала и критической эквивалентной пластической деформацией εp-cri для образования вязкой трещины в зоне термического влияния основного материала, а уравнение (2) указывает, что предел текучести металла сварного шва является равным или превышающим предел текучести основного материала.
Даже в случае возникновения под воздействием внешних сил значительных пластических деформаций из-за деформации грунта, так как описанное выше сварное соединение демонстрирует характеристики предела прочности и удлинение, эквивалентные таковым основного материала, оказывается возможным разумно обоснованное проектирование соединения без необходимости в чрезмерном превышении предела текучести металла сварного шва. Кроме того, хотя толщина листа толстолистовой стали специальным образом не ограничивается, изобретение предпочтительно применяется к высокопрочным стальным трубам, имеющим толщину листа, например, более 0,5 дюйма (12,3 мм). Это объясняется тем, что когда толщина листа невысока, максимально допустимая глубина дефекта в 3 мм становится слишком большой по отношению к толщине листа и может произойти хрупкое разрушение.
Примеры
С целью подтверждения положительных эффектов изобретения ниже представлены результаты экспериментов. Представленные в рабочих примерах параметры предполагают лишь пример параметров, выбранных для подтверждения реализуемости и эффективности изобретения, и, таким образом, изобретение этим примером параметров не ограничивается. Изобретение может применять различные параметры и комбинации параметров без отступления от существа изобретения и при условии достижения задачи изобретения.
Результаты сравнения максимальных показателей предела прочности участков сварного соединения с показателями предела прочности основного материала иллюстрируются в таблице 1 и на фиг. 1, при этом данные участки сварного соединения относятся к стальным трубам из стали, соответствующей марке Х80 согласно стандартам API 5L, при этом такая сталь имеет толщину листа от 12,3 мм до 38,2 мм; и выполнения кольцевой дуговой сварки под слоем флюса (соединение с двусторонним швом) магистральных труб с подводом тепла при сварке, составляющим за один проход 8000 Дж/см или более, и с применением способа наслаивания в один проход на слой.
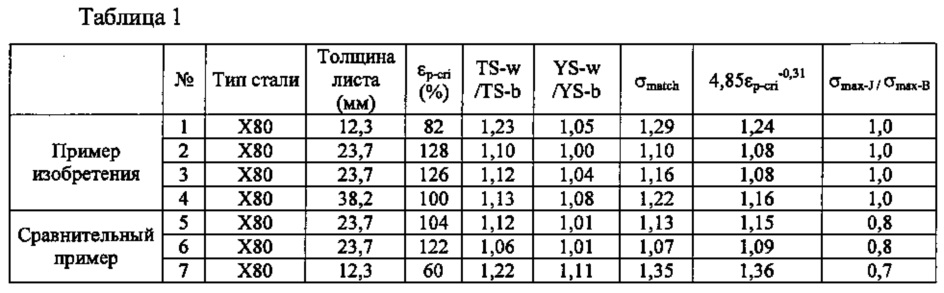
С помощью испытаний образцов на растяжение по методу широкой полосы, включающих участки сварного соединения, были получены данные по максимальному пределу прочности сварных соединений. Размеры при испытаниях на растяжение по методу широкой полосы являлись следующими, ширина 300 мм, параллельная часть длины 1350 мм и при имевшейся исходной толщине. Кроме того, было предположено, что максимальная предельная прочность сварного соединения является величиной, отвечающей максимальному значению напряжения из соотношения между напряжением при растяжении и растягивающим усилием, вычисленным на расстоянии 900 мм между контрольными метками (утроенная ширина) в направлении вытягивания, и напряжением, рассчитанным по исходной площади поперечного сечения.
В таблице 1 показатель εp-cri является критической эквивалентной пластической деформацией для образования вязкой трещины в зоне термического влияния основного целевого материала и был измерен с помощью методики, подобной описанной в непатентном источнике 1. Кроме того, показатели предела текучести и прочности при растяжении основных материалов и металлов сварного шва были измерены в соответствии со Стандартами A370 Американского общества по испытанию материалов (ASTM).
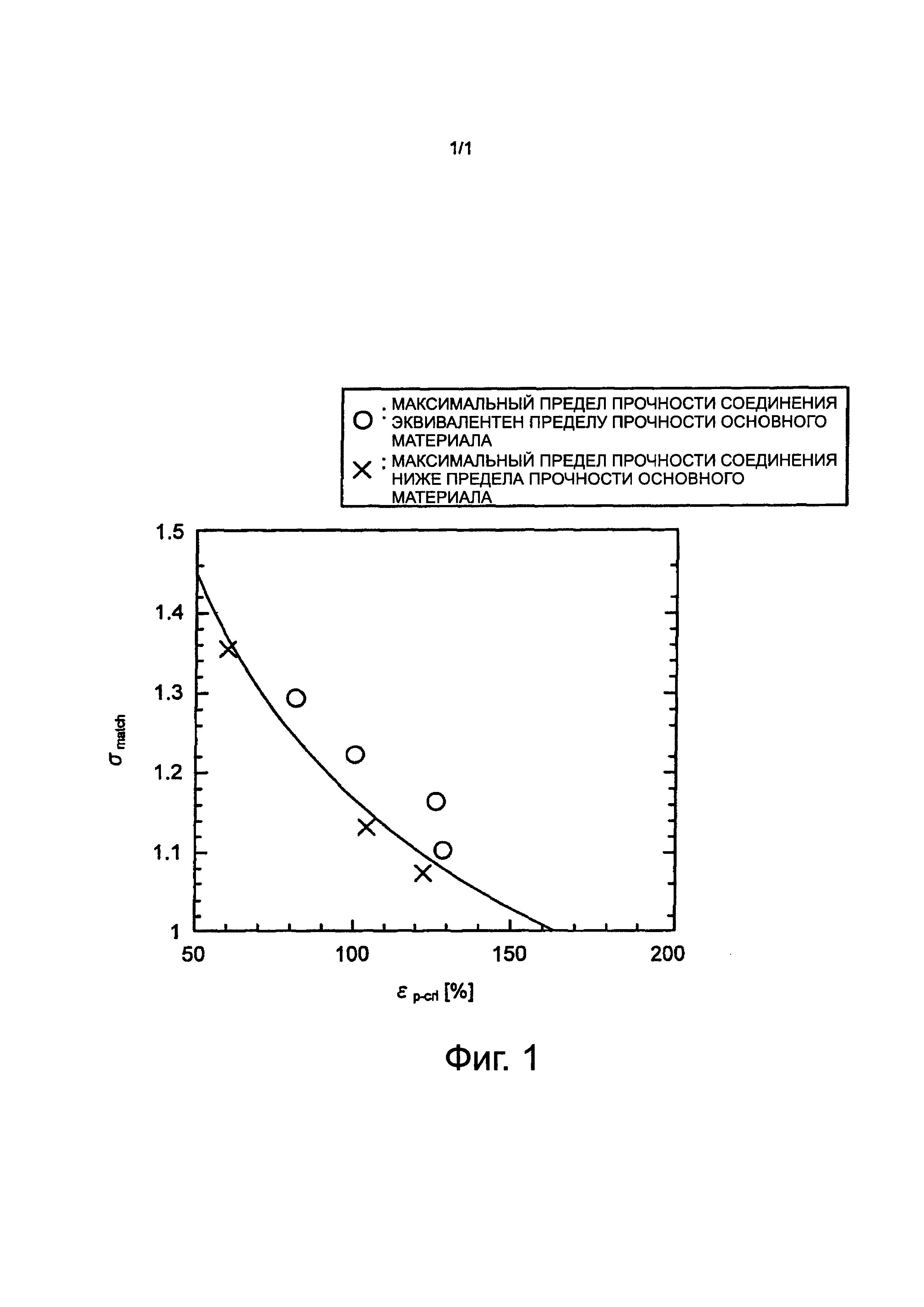
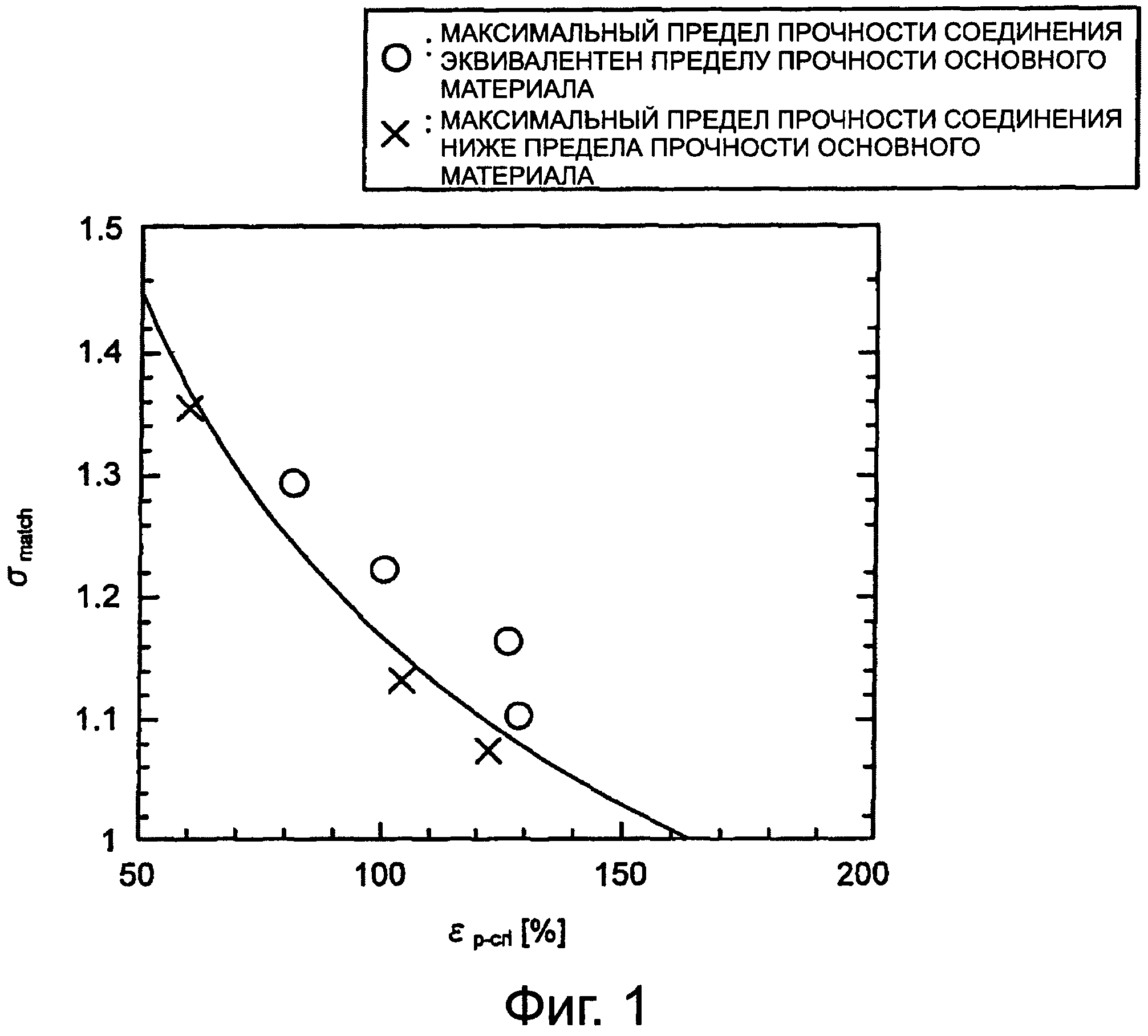
На фиг. 1 по вертикальной оси отображен коэффициент прочности соединения σmatch и а по горизонтальной оси - критическая эквивалентная пластическая деформация εp-cri для образования вязкой трещины. Кривая на фиг. 1 соответствует Уравнению (3).

Поэтому область над кривой на фиг. 1 является областью, удовлетворяющей уравнению (1). На фиг. 1 нанесены величины коэффициента прочности соединения σmatch из примеров изобретения (с №1 по №4) и сравнительных примеров (с №5 по №7), при этом маркировка кружками представляет примеры изобретения (с №1 по №4), а маркировка крестиками представляет сравнительные примеры (с №5 по №7). Из фиг. 1 видно, что все коэффициенты прочности соединения σmatch из примеров изобретения (с №1 по №4) находятся выше кривой, а все коэффициенты прочности соединения σmatch из сравнительных примеров (с №5 по №7) - ниже кривой. Таким образом, все примеры изобретения (с №1 по №4) удовлетворяют уравнению (1), и наоборот, сравнительные примеры (с №5 по №7) уравнению (1) не отвечают. Кроме того, из таблицы 1 очевидно, что и примеры изобретения (с №1 по №4), и сравнительные примеры (с №5 по №7) удовлетворяют уравнению (2).
Как показано в таблице 1, для каждого из примеров изобретения (с №1 по №4), которые удовлетворяют уравнению (1) и уравнению (2), отношение σmax-J/σmax-B между максимальным пределом прочности σmax-J участка сварного соединения и максимальным пределом прочности σmax-B основного материала равно 1,0, и максимальный предел прочности участка сварного соединения имеет показатели, эквивалентные максимальному пределу прочности при растяжении основного материала. Примеры изобретения (с №1 по №4) достигают превышения от около 110% до 120% по сравнению с показателями предела прочности основного материала, превышая 108% или менее по сравнению с пределом текучести основного материала. В отличие от этого, сравнительные примеры (с №5 по №7) не удовлетворяют уравнению (1), трещинообразование происходит прежде, чем участки сварного соединения достаточно деформируются, и максимальные показатели предела прочности участков сварного соединения составляют 80% или менее от максимального предела прочности основного материала. В частности, для сравнительного примера (№7) как предел текучести, так и прочности достигают превышения в 110% или более, но так как устойчивость против образования вязких трещин невысока, достаточная прочность соединения не достигается.
Как указывалось выше, максимальные показатели предела прочности участков сварного соединения для сварных соединений из примеров изобретения эквивалентны показателям максимального предела прочности основных материалов и, так как сварные соединения примеров изобретения достигают превышения в 108% или менее по сравнению с пределом текучести основного материала, была выполнена проверка того, являются ли такие сварные соединения обладающими целесообразными и достаточными показателями прочности. В описанных выше рабочих примерах была подтверждена эффективность изобретения для стальных труб, имеющих толщину стенки 12,3 мм или более, но это не означает ограничения толщины листа согласно изобретению.
Согласно изобретению, даже в случае присутствия в кольцевом участке сварного соединения в целом способен гарантировать прочность соединения, эквивалентную прочности основного материала, и оказывается возможным получение кольцевого сварного соединения магистральной трубы, удовлетворяющего целесообразной и необходимой прочности.
Лист текстурированной электротехнической стали и способ его изготовления
Сварная стальная труба большого диаметра, производимая с помощью процесса uoe, и её структура
Способ изготовления листа из текстурированной электротехнической стали с превосходными свойствами потерь в железе
Труба с многослойным покрытием и способ ее производства
Текстурированный лист электротехнической стали
Текстурированный лист электротехнической стали и способ его изготовления
Фольга из ферритной нержавеющей стали
Устройство для улучшения свойств текстурированного листа электротехнической стали по потерям в железе
Текстурированный лист из электротехнической стали и способ снижения потерь в железе
Текстурированный лист электротехнической стали и способ его изготовления
Лист текстурированной электротехнической стали и способ его изготовления
Сварная стальная труба большого диаметра, производимая с помощью процесса uoe, и её структура
Способ изготовления листа из текстурированной электротехнической стали с превосходными свойствами потерь в железе
Труба с многослойным покрытием и способ ее производства
Текстурированный лист электротехнической стали
Текстурированный лист электротехнической стали и способ его изготовления
Фольга из ферритной нержавеющей стали
Устройство для улучшения свойств текстурированного листа электротехнической стали по потерям в железе
Текстурированный лист из электротехнической стали и способ снижения потерь в железе
Текстурированный лист электротехнической стали и способ его изготовления

