Результат интеллектуальной деятельности: СПОСОБ ВЫПЛАВКИ СТАЛИ В ЭЛЕКТРОСТАЛЕПЛАВИЛЬНОЙ ПЕЧИ
Вид РИД
Изобретение
Изобретение относится к черной металлургии, в частности к способу выплавки стали в дуговых электросталеплавильных печах.
Известен способ внепечной обработки стали в ковше, включающий выпуск стали из сталеплавильного агрегата в ковш, подачу раскислителя или шлакообразующих материалов в ковш в процессе выпуска стали. В качестве раскислителя используют карбид кальция фракцией 0,1-25 мм с расходом 0,5-3,0 кг/т стали, определяемым в зависимости от удельного расхода карбида кальция в процессе выпуска стали в ковш и концентрации кислорода в стали перед выпуском ее по определенной зависимости. В одном из вариантов способа после подачи в сталь в процессе ее выпуска карбида кальция и выпуска стали в ковш в него подают рафинировочный шлак с расходом 13-26 кг/т стали, затем в ковш повторно подают карбид кальция с расходом 1,0-3,0 кг/т стали. После повторной подачи карбида кальция сталь в ковше продувают аргоном с расходом 0,5-5,0 л/мин в течение не менее 5,0 минут. В другом варианте после подачи карбида кальция ковш со сталью помещают в агрегат печь-ковш, нагревают в нем, наводят в ковше рафинировочный шлак с расходом 13-26 кг/т стали и повторно подают в ковш карбид кальция. После повторной подачи в ковш карбида кальция сталь в ковше продувают аргоном с расходом 0,5-5,0 л/мин в течение не менее 5 минут [Патент RU 2365630, МПК С21С 7/00, С21С 7/06, 2009].
Недостаток данного способа - отсутствие защиты карбида кальция от воздействия шлака и атмосферы, что приводит к повышенному его расходу, а также к ухудшению качества стали из-за большего образования неметаллических включений.
Наиболее близким по технической сущности к предлагаемому изобретению является способ выплавки стали, включающий подачу в печь металлолома и жидкого чугуна, расплавление, окислительный период, выплавку стали с оставлением части металла в печи. При выпуске плавки в ковш осуществляют отсечку шлака. Во время выпуска стали в ковш присаживают твердую шлакообразующую смесь и раскислители. В ковш присаживают известь и карбид кальция при соотношении (0,3-0,9):(0,10-0,70), соответственно, в количестве 1-1,8% от массы жидкой стали и сплавы марганца и кремния из расчета введения марганца 0,30%, кремния 0,15%. Производят обработку стали на агрегате ковш-печь. Перед обработкой на агрегате ковш-печь в ковш присаживают кокс в количестве 0,1-0,3% от массы жидкой стали. Сталь продувают аргоном с расходом 15-45 нм3/ч в течение 20-30 минут [Патент РФ №2333255, МПК С21С 5/52, 2008].
Недостаток данного способа - отсутствие защиты карбида кальция от воздействия шлака и атмосферы, что приводит к повышенному его расходу, а также к ухудшению качества стали из-за большего образование неметаллических включений.
Технический результат изобретения - улучшение усвоения карбида кальция в стали, улучшение качества стали и снижение себестоимости ее производства.
Указанный технический результат достигается тем, что в способе выплавки стали в электросталеплавильной печи, включающем выплавку стали в печи, выпуск плавки в сталь-ковш, присадку в сталь-ковш во время выпуска шлакообразующих и легирующих материалов и последующую внепечную обработку стали, согласно изобретению выпуск стали в сталь-ковш осуществляют при температуре стали 1620-1690°С в течение 3-6 мин, во время выпуска присаживают карбид кальция в количестве 0,1-3,0 кг на тонну стали в виде стальных емкостей, содержащих карбид кальция в количестве 5-30 кг фракционным составом не более 30 мм, также присаживают кремний и марганецсодержащие ферросплавы в количестве до 50 кг на тонну стали, известь в количестве до 12 кг на тонну стали, после чего сталь отдают на последующую внепечную обработку.
Во время выпуска стали в сталь-ковш осуществляют ее продувку аргоном с расходом 0,1-15 м3/ч, осуществляют присадку плавикового шпата в количестве 1-5 кг на тонну стали, поддерживают толщину шлака в сталь-ковше не более 300 мм при его основности в диапазоне 1,2-3,0 и суммарном содержании в нем FeO и MnO не более 5,0%. При этом карбид кальция в стальных емкостях находится в атмосфере инертного газа.
Сущность предложенного способа заключается в следующем.
Температура выпуска стали и продолжительность выпуска стали выбраны исходя из необходимости получения требуемой температуры стали во время внепечной обработки, а также с учетом снижения расхода огнеупоров. Если температура стали ниже 1620°С и время выпуска выше 6 минут, то будет затягиваться процесс внепечной обработки за счет необходимости дополнительного нагрева стали. Если температура стали выше 1690°С и время выпуска менее 3 минут, то будет происходить повышенный износ огнеупоров сталь-ковша.
Количество присаживаемого карбида кальция выбрано исходя из необходимости удаления кислорода из стали. Присадка карбида кальция в количестве менее 0,1 кг на тонну стали не позволяет в полной мере удалить кислород из стали. Присадка карбида кальция в количестве более 3,0 кг на тонну стали не приводит к дальнейшему снижению расхода кислорода в стали и способствует увеличению количества неметаллических включений в стали.
Количество карбида кальция в одной стальной емкости менее 5 кг приводит к удорожанию производства карбида кальция, что повышает себестоимость производства стали, а также увеличивает время присадки карбида кальция в сталь-ковш, вследствие чего возрастает продолжительность внепечной обработки стали. Количество карбида кальция в одной стальной емкости более 30 кг ведет к повышению трудозатрат на его отдачу в сталь-ковш, а также может снижать степень усвоения кальция.
Фракционный состав карбида кальция выбран для его быстрого растворения в процессе выпуска плавки. Фракция карбида кальция свыше 30 мм увеличивает время растворения карбида кальция в металле и снижает степень его усвоения.
Присадка кремний и марганецсодержащих ферросплавов в количестве до 50 кг на тонну стали обусловлено необходимостью удаления кислорода из стали и получения требуемого химического состава стали. Присадка кремний и марганецсодержащих ферросплавов в количестве свыше 50 кг на тонну стали не приводит к дальнейшему снижению кислорода в стали и экономически нецелесообразно.
Присадка извести в количестве до 12 кг на тонну стали необходимо для наведения рафинировочного шлака в сталь-ковше, способствующего ассимиляции неметаллических включений. Присадка извести в количестве свыше 12 кг на тонну стали приводит к повышенному загущению шлака, вследствие чего процесс ассимиляции неметаллических включений ухудшается.
Расход аргона выбран исходя из необходимости усреднения химического состава и температуры стали по объему и удаления неметаллических включений. Продувка с расходом аргона менее 0,1 м3/ч не позволяет добиться требуемого вышеуказанного результата, а продувка с расходом аргона более 15 м3/ч приводит к оголению поверхности стали, что в свою очередь приводит к увеличению в ней содержания неметаллических включений.
Присадка плавикового шпата необходима для получения жидкоподвижного (реакционноспособного) шлака. При присадке плавикового шпата в количестве менее 1 кг на тонну стали шлак остается вязким (нереакционноспособным). Присадка плавикового шпата в количестве более 5 кг на тонну стали не приводит к дальнейшему заметному разжижению шлака.
Толщина шлака более 300 мм не позволяет провести качественное раскисление шлака за требуемый промежуток времени обработки.
Основность шлака в сталь-ковше в диапазоне 1,2-3,0 необходима для эффективного удаления неметаллических включений из стали. При основности шлака менее 1,2 процессы дефосфорации и десульфурации протекают не в полном объеме, что снижает качество стали. Основность шлака более 3,0 приводит к повышенной его вязкости, что затрудняет протекание рафинировочных процессов.
Увеличение суммарного содержания FeO и MnO в шлаке более 5,0% ведет к возрастанию содержания неметаллических включений в стали, а также приводит к повышенному износу футеровки сталь-ковша.
Для того чтобы карбид кальция не окислялся на воздухе и не терял своей реакционной способности в стальных емкостях он должен находиться в среде инертного газа.
Пример осуществления способа
Заявляемый способ был реализован в 150-тонной электросталеплавильной печи.
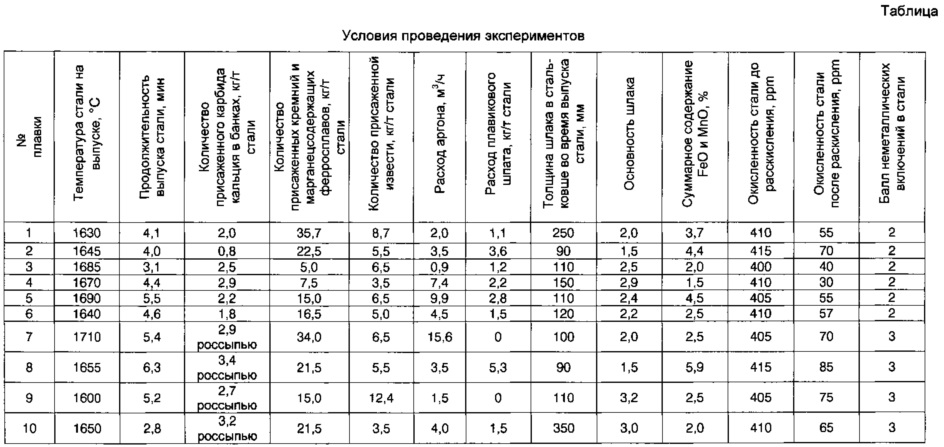
В электросталеплавильной печи выплавляли сталь согласно заявляемому способу. Было произведено 10 опытных плавок. Результаты плавок приведены в таблице. Плавки 1-6 с соблюдением всех заявляемых параметров. Плавки 7-10 с несоблюдением некоторых параметров.
Из представленных результатов видно, что при соблюдении всех заявляемых параметров (плавки 1-6) окисленность стали после раскисления меньше, а также снижается содержание в стали неметаллических включений, по сравнению с плавками при несоблюдении некоторых технологических параметров. Раскислительная способность карбида кальция в стали (плавки 1-6) при его добавлении в сталь-ковш в виде стальных емкостей составила порядка 93%, а при добавлении карбида кальция в сталь-ковш россыпью порядка 89%.
Таким образом, предложенный способ выплавки стали в электросталеплавильной печи позволяет улучшить усвоение карбида кальция в стали, повысить качество стали и снизить себестоимость ее производства.
Способ подготовки к работе воздушной фурмы доменной печи
Способ доменной плавки цинкосодержащей шихты
Способ выплавки стали в конвертере
Способ переработки пиритных огарков
Способ разделения побочных продуктов и отходов металлургической промышленности и устройство для его осуществления
Способ подготовки извести к выплавке стали в сталеплавильном агрегате
Горячекатаная полоса высокой коррозионной стойкости из низколегированной стали и способ ее производства
Канат стальной в полимерной оболочке со светоотражающими наполнителями (варианты)
Способ непрерывной разливки стали в заготовки малого сечения
Способ изготовления нераскручивающихся канатов закрытой конструкции и устройство для его осуществления
Способ подготовки извести к выплавке стали в сталеплавильном агрегате
Способ непрерывной разливки стали в заготовки малого сечения
Составной электроакустический преобразователь
Способ выплавки стали в конвертере
Способ выплавки стали в дуговой электросталеплавильной печи
Способ выплавки стали в дуговой электросталеплавильной печи
Составной электроакустический преобразователь

