Результат интеллектуальной деятельности: ИЗГОТОВЛЕНИЕ КОРНЕВОЙ СЕКЦИИ
Вид РИД
Изобретение
Данное изобретение относится к способу изготовления корневой секции рабочей лопатки ветровой турбины. Оно также относится к удерживающему устройству опорных стержней для такой цели и к корневой секции рабочей лопатки ветровой турбины.
В ветровых турбинах прикрепление корневой секции рабочих лопаток к втулке ротора ветровой турбины представляет собой весьма критическое сочленение. Таким образом, следует гарантировать, что корневая секция является достаточно устойчивой, чтобы передавать силы от лопатки ветровой турбины во втулку. В качестве средства сопряжения с втулкой, как известно, используются металлические детали, которые вставлены или прикреплены другими способами к самому концу корневой секции. Например, идея работы US 4915590 заключается в том, чтобы использовать так называемые насосные штанги, которые помещают внутри основной части рабочей лопатки и в которые могут быть ввернуты болты, соединяющие секцию сопряжения втулки непосредственно с рабочей лопаткой. Такие насосные штанги могут быть, например, приклеены к основной части. У них внутри имеется резьба, чтобы принимать болты, поступающие из втулки.
Также известно использование конического цилиндра с резьбовыми отверстиями для подобного штреку прикрепления. Тогда рабочую лопатку приклеивают к коническому цилиндру либо посредством наклеивания, либо помещая отверждающийся слоистый материал непосредственно в контакт с металлической корневой частью. Конический цилиндр может быть изготовлен, например, из алюминия.
Современные рабочие лопатки ветровых турбин обычно делают из волокнита (пластмассы, армированной волокнами). Для лопаток, превышающих длину 30 метров, часто возникает проблема, состоящая в том, что преобладающая часть армирующих волокон проходит в продольном направлении рабочей лопатки. Только несколько волокон являются периферическими, и это может приводить к овализации конца корневой части (также называемого корневым кольцом), как только лопатка удаляется из формовочного инструмента, где она была изготовлена. Как только лопатка подвергается воздействию сил тяжести, без опоры, происходит овализация. Это представляет проблему при монтировании лопатки на втулке ветровой турбины или когда имеет место дополнительная механическая обработка на станке конца корневой части, например просверливание отверстий.
Целью изобретения является обеспечение возможности улучшенного изготовления конца корневой части для рабочей лопатки ветровой турбины.
Эта цель достигнута с помощью способа по п. 1 и удерживающего устройства опорных стержней по п. 9.
Соответственно в связи с вышеупомянутым способ улучшен посредством следующих этапов:
- сборки множества опорных стержней с секцией сопряжения со средством сопряжения втулки ветровой турбины по существу в округлой форме так, чтобы между опорными стержнями имелись промежутки,
- расположения первых волокон в промежутках, причем первые волокна являются физически и/или химически совместимыми с литьевым материалом,
- размещения первого формовочного инструмента вдоль наружной поверхности округлой формы и второго формовочного инструмента вдоль внутренней поверхности округлой формы,
- обработки литьевого материала так, чтобы образовалось его сцепление с первыми волокнами.
Между опорными стержнями вдоль кругового продолжения округлой формы имеются промежутки, такие что опорные стержни, которые предпочтительно выровнены параллельно друг другу относительно их продолжения в продольном направлении, отделены друг от друга. Эти промежутки служат пространством, в которое литьевой материал, например полимер, который должен составлять основную часть рабочей лопатки, может быть введен между опорными стержнями. По существу округлая форма также содержит овальные формы, которые изменяются до некоторой степени, вплоть до 30%, между их самым большим и их самым маленьким диаметром.
Чтобы обеспечить требуемую устойчивость в продольном направлении рабочей лопатки, промежутки заполняют волокнами. Посредством этого опорные стержни действуют, во-первых, как опора для первых волокон в промежутке между ними и, во-вторых, как своего рода поддерживающая конструкция для секции сопряжения с втулкой. Таким образом, волокна удерживаются на месте опорными стержнями во время процесса формования, и это гарантирует, что их ориентация сохраняется во время обработки литьевого материала, то есть активирования.
Это означает, что в процессе формования литьевой материал соединяется непосредственно с волокнами. Такое прямое соединение является особенно желательным, так как волокна, которые были уже подвергнуты процессу формования заранее, являются более дорогостоящими, и потому что взаимосвязь между такими предварительно оформленными пакетами и остальной частью литьевого материала, который вводится позже, труднее устанавливается и обычно является более слабой. Поэтому можно прийти к заключению, что такие не вводимые предварительно волокна являются наиболее предпочтительными, поскольку они дешевле при поставке и ими, на удивление, значительно легче манипулировать в процессе изготовления.
Литьевой материал, предпочтительно полимер, и волокна являются физически и/или химически совместимыми друг с другом, и это означает, что между волокнами и литьевым материалом возможно образование прочного соединения, и состав волокнита представляет собой результат процесса обработки литьевого материала. В связи с этим можно отметить, что литьевой материал может быть введен в промежуток между формовочными инструментами, однако он также может втягиваться в это пространство с использованием вакуума, или в действительности он может уже быть на месте, например, при использовании так называемого препрега (волокон, которые уже пропитаны литьевым материалом). В любом случае литьевой материал делают достаточно жидким, чтобы он перемещался между волокнами и затем подвергался отверждению для прочной связи с ними.
Выравнивание волокон в промежутке между опорными стержнями и, таким образом, вдоль секций сопряжения опорных стержней обеспечивает очень устойчивое соединение волоконно-пластикового композитного материала с секциями сопряжения, которое может противостоять существенным силам при работе рабочей лопатки. Таким образом, в частности, можно без проблем избегать овализации конца корневой части.
Первый и второй формовочные инструменты могут иметь твердую форму, например они могут быть сконструированы в виде металлических оболочек с формой поверхности, которая соответствует внутренней или наружной поверхности рабочей лопатки ветровой турбины (или даже только ее концу корневой части), подлежащей сооружению. Однако, по меньшей мере, один из них также может быть реализован как воздухонепроницаемый и непроницаемый для литьевого материала мягкий резервуар, который может увеличиваться в объеме под действием давления и/или вакуума так, чтобы он плотно прижимался к соответствующей поверхности округлой формы. Удлинения первого и второго формовочных инструментов ограничивают внешнюю и внутреннюю поверхности конца корневой части рабочей лопатки.
Другими словами, опорные стержни вместе с волокнами в промежутке между ними располагают вдоль округлой формы и затем подвергают процессу формования со вставкой, который служит для того, чтобы сооружать конец корневой части рабочей лопатки. В связи с этим можно отметить, что конец корневой части предпочтительно изготавливают в виде единой детали, то есть в совершенно круглой конструкции. Однако выражение "конец корневой части" также относится к части конца корневой части, которая может быть собрана с другими частями конца корневой части так, что она образует в конечном счете весь конец корневой части. Поэтому выражение "округлая форма" также относится к секции округлой формы, например к полукругу и т.п.
Процесс изготовления предпочтительно представляет собой такой процесс, при котором у первого в продольном направлении конца каждого из опорных стержней секция сопряжения выступает за основную часть конца корневой части. Такая секция сопряжения обычно содержит средство соединения (такое как переходные фитинги), подходящее для прикрепления рабочей лопатки к средству сопряжения втулки ветровой турбины. Это средство соединения нужно либо оставлять доступным, либо должна быть обеспечена возможность легкого доступа к нему после процесса изготовления, например посредством просверливания прохода для доступа к средству соединения.
Изобретение также относится к удерживающему устройству опорных стержней для изготовления корневой секции рабочей лопатки ветровой турбины. В соответствии с изобретением такое удерживающее устройство опорных стержней содержит
- сборку из множества опорных стержней с секцией сопряжения со средством сопряжения втулки ветровой турбины по существу в округлой форме, так что между опорными стержнями имеются промежутки,
- первые волокна в промежутках, причем первые волокна являются физически и/или химически совместимыми с литьевым материалом,
- удерживающее приспособление, которое удерживает опорные стержни по существу в округлой форме.
По существу, удерживающее устройство опорных стержней образовано из опорных стержней и из первых волокон в промежутках между ними и удерживающего приспособления, которое служит для того, чтобы удерживать опорные стержни и, таким образом, косвенно первые волокна в округлой форме. Это удерживание необходимо для процесса формования со вставкой, как описано выше.
Таким образом, удерживающее приспособление может быть реализовано как опорное инструментальное средство, которое обозначенным образом служит для сохранения опорных стержней на месте. Особенно предпочтительные варианты осуществления такого опорного инструментального средства станут очевидными в связи с приведенным ниже описанием. Однако удерживающее приспособление также может содержать первое и/или второе инструментальное средство формования или фактически любой другой дополнительный формовочный инструмент. В таком случае соответствующий формовочный инструмент служит для выравнивания опорных стержней вдоль его внутренней или внешней формы, например, с помощью дополнительного средства фиксации, такого как клеящие вещества или аналогичное средство.
Наконец, изобретение относится к концу корневой части рабочей лопатки ветровой турбины, изготовленному с помощью способа в соответствии с изобретением. Таким образом, также допускается, что конец корневой части представляет собой часть, составляющую одно целое со всей рабочей лопаткой. Как описано в общих чертах выше, такой конец корневой части может быть изготовлен так, чтобы он был особенно устойчивым, не говоря уже о том, что этот процесс изготовления занимает меньше времени и является менее дорогостоящим и относительно материала, и относительно издержек.
Особенно выгодные варианты осуществления и признаки изобретения определяются зависимыми пунктами формулы изобретения, как раскрыто в последующем описании. Таким образом, признаки, раскрытые в связи со способом, также могут быть реализованы применительно к удерживающему устройству опорных стержней, и наоборот.
Предпочтительно пространство между наружной поверхностью округлой формы и первым формовочным инструментом и/или между внутренней поверхностью округлой формы и вторым формовочным инструментом заполняют вторыми волокнами, которые являются физически и/или химически совместимыми с литьевым материалом. Наиболее предпочтительно первые волокна и вторые волокна содержат одинаковый материал, что делает их более совместимыми. Вторые волокна в общем функционируют как дополнительное укрепление конца корневой части и благоприятно могут быть ориентированы иначе, чем первые волокна. Например, они могут быть выровнены и ориентированы вдоль периферического продолжения конца корневой части. Это обеспечивает особое упрочнение, которое может дополнительно помогать в предотвращении овализации конца корневой части, когда он покидает формовочные инструменты. Другими словами, волокна не просто расположены во внутренней области армированного пластмассового материала, но также могут почти достигать поверхностей рабочей лопатки и, следовательно, обеспечивать более сильное сопротивление силам во время работы рабочей лопатки. Вторые волокна, например фибролит (стеклоткань) и/или пучки стекловолокна (ровинг), могут быть зафиксированы в любом из формовочных инструментов, например, с помощью вакуума.
Было доказано, что особенно выгодно, если первые волокна содержат стекловолокнистый материал. Это обеспечивает после процесса формования очень устойчивый композиционный материал.
В общем, первые волокна могут быть ориентированы в различных направлениях и использоваться в качестве единственных волокон, которые являются только свободным образом собранными в промежутке между опорными стержнями. Однако предпочтительно, чтобы волокна содержали пучки стекловолокна с волокнами, ориентированными по существу в одном основном направлении. Такие пучки стекловолокна являются стандартными материалами, которые легко могут быть приобретены на рынке. Они могут быть дополнительно обернуты волокнистой структурой на внешней стороне так, чтобы была обеспечена своего рода трубчатая структура с ориентированными волокнами внутри. Основное направление волокон обеспечивает возможность легкого ориентирования всех или большинства волокон между опорными стержнями. Кроме того, пучки стекловолокна имеют преимущество, заключающееся в том, что они имеются в продаже с определенными, предварительно установленными размерами, так что размеры промежутков между опорными стержнями фактически могут быть выбраны в зависимости от размера доступных пучков стекловолокна.
Даже если волокна поставляются не в форме пучков стекловолокна, а, скорее, в форме отдельных волокон, предпочтительно, чтобы волокна были ориентированы по существу в одном основном направлении. В общем, это также означает относительно пучков стекловолокна, что основное направление предпочтительно является по существу параллельным продольным осям опорных стержней. Это означает, что опорные стержни, которые предпочтительно выровнены параллельно относительно их продольных ориентаций, также обеспечивают основное направление ориентации волокон. Таким образом, они могут оптимально поддерживать волокна, и такое устройство помогает полностью и должным образом заполнять промежутки между опорными стержнями.
Дополнительно, в некоторых случаях полезно оборачивать опорные стержни заполняющим элементом, при этом заполняющий элемент предпочтительно содержит волокна и/или пластмассовую трубку. Это помогает делать соединение между первыми волокнами и опорными стержнями (в частности, секциями сопряжения) более прочными, обеспечивая поверхности опорных стержней, лучше совместимые с волокнами, чем может быть, например, металлическая поверхность опорных стержней.
Как было описано в общих чертах выше, чтобы выровнять опорные стержни по округлой форме, предпочтительно использовать удерживающее приспособление. Наиболее предпочтительно в связи с этим использовать опорное инструментальное средство так, чтобы способ в соответствии с изобретением предпочтительно содержал этапы временного закрепления секции сопряжения опорного стержня с опорным инструментальным средством, при этом опорное инструментальное средство наиболее предпочтительно содержит корневой фланец, посредством чего опорный стержень закрепляют на корневом фланце. Такой корневой фланец предпочтительно имеет по существу округлую форму, соответствующую округлой форме, которую позже должны иметь опорные стержни. Такая форма корневого фланца также может быть реализована посредством выполнения фиксирующих конструкций, таких как отверстия для прикрепления опорных стержней к фланцу, в округлой форме. Фактически, геометрическая форма корневого фланца опорного инструментального средства предпочтительно соответствует форме корневого фланца втулки ветровой турбины, к которому позже должен быть прикреплен соответствующий конец корневой части. Другими словами, геометрическая форма корневого фланца опорного инструментального средства и/или его фиксирующие конструкции соответствуют таковым корневого фланца намеченной ветровой турбины.
Относительно опорного стержня в контексте изобретения предпочтительно, чтобы он содержал полую форму и был открыт на внешнем в продольном направлении конце напротив секции сопряжения. При таком способе конструктивно он может быть особенно легким, и литьевой материал также может быть введен внутрь опорного стержня. Таким образом, может быть достигнуто лучшее соединение или эффект образования сцепления между литьевым материалом и опорным стержнем.
Кроме того, опорный стержень предпочтительно содержит секцию конца лопатки, такую как переходной фитинг, подобный старому, вообще говоря, средство сопряжения для размещения крепежной детали, соединенной с втулкой, и основную секцию. Секция конца лопатки и основная секция соединены друг с другом через переходную область. Таким образом, секция конца лопатки может быть особым образом стабилизирована, чтобы образовывать устойчивое сопряжение с втулкой, тогда как основная секция необязательно настолько же устойчива, как секция конца лопатки, потому что она действительно служит только своей цели удержания первых волокон во время процесса изготовления.
В таком случае основную секцию предпочтительно вставляют во внутреннюю часть секции конца лопатки в переходной области. Это обеспечивает прочное соединение обеих секций, которые могут быть изготовлены отдельно и затем соединены в переходной области.
Поскольку секция конца лопатки представляет собой часть опорного стержня, которая должна сопротивляться самым большим нагрузкам во время работы рабочей лопатки, секцию конца лопатки предпочтительно встраивают, по меньшей мере частично, в волокнистый материал. Это обеспечивает лучшее соединение с первым (и вторым) волокнистым материалом и с литьевым материалом, чтобы можно было достигнуть очень прочного соединения между всеми этими композиционными материалами и секцией конца лопатки. Это означает, что силы от рабочей лопатки легко могут передаваться во втулку через секции концов лопаток опорных стержней.
В соответствии с предпочтительным вариантом осуществления секция конца лопатки содержит сталь, предпочтительно нержавеющую сталь, и/или основная секция содержит алюминий. Таким образом, секция конца лопатки снова сделана особенно устойчивой, тогда как основная секция является особенно легкой, что помогает создавать рабочую лопатку, которая, с одной стороны, является настолько легкой, насколько возможно, а, с другой стороны, настолько устойчивой, насколько это необходимо.
Другие объекты и признаки данного изобретения станут очевидными из последующих подробных описаний, приведенных в связи с прилагаемыми чертежами. Однако должно быть понятно, что чертежи предназначены исключительно для целей иллюстрации, а не в качестве определения пределов изобретения.
На чертежах подобные ссылочные позиции на всем протяжении относятся к подобным объектам. Объекты на схемах необязательно начерчены в масштабе.
Фиг. 1 показывает вид в перспективе устройства для сооружения удерживающего устройства опорных стержней в соответствии с вариантом осуществления данного изобретения,
фиг. 2 показывает вид в перспективе корневого фланца устройства фиг. 1,
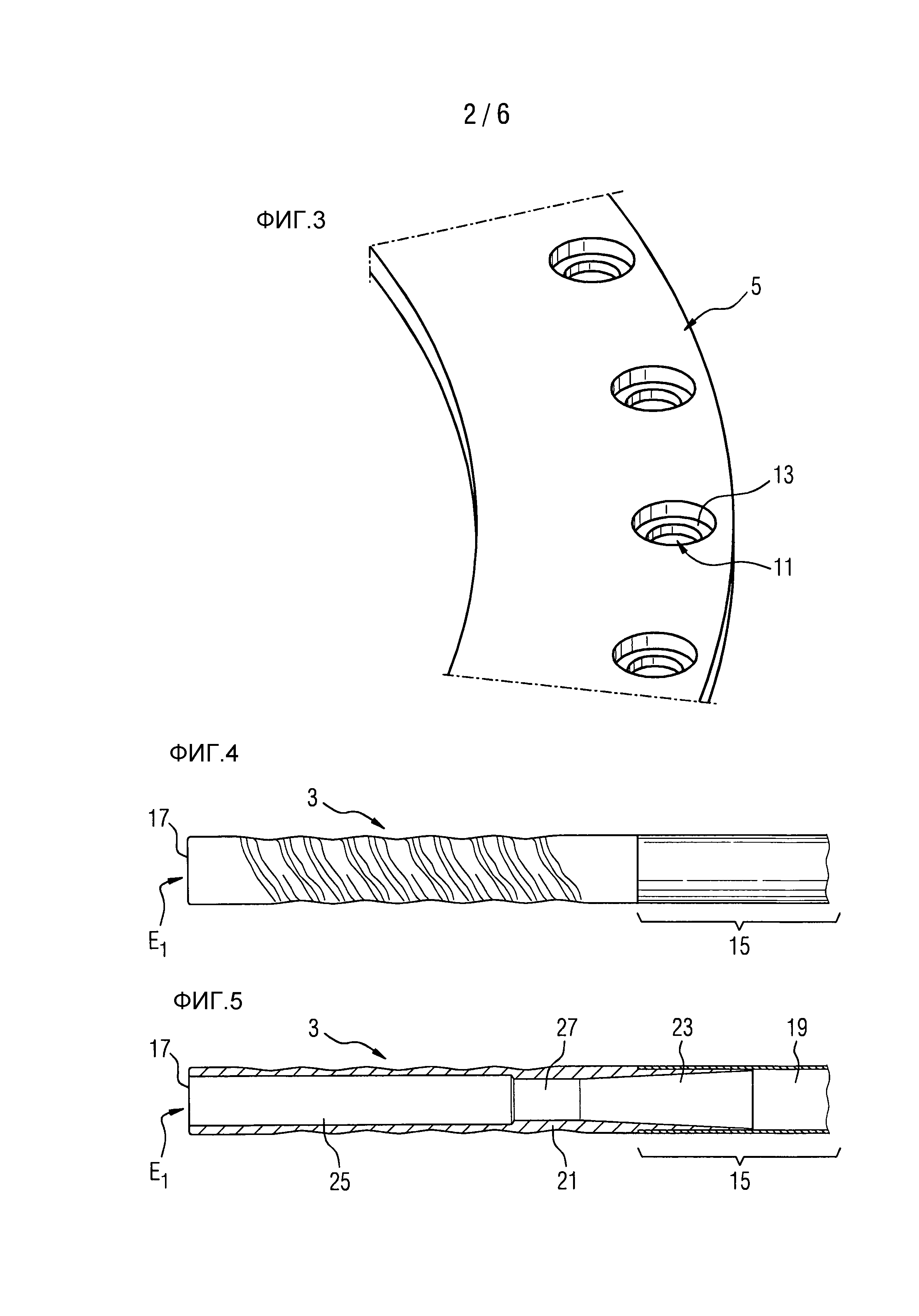
фиг. 3 показывает более подробный вид в перспективе такого же корневого фланца, как на фиг. 2,
фиг. 4 показывает вид сбоку секции конца лопатки опорного стержня, которую можно использовать применительно к устройству в соответствии с фиг. 1,
фиг. 5 показывает вид в разрезе такой же секции конца лопатки, как на фиг. 4,
фиг. 6 показывает вид в перспективе основной секции опорного стержня, которую можно использовать применительно к устройству по фиг. 1,
фиг. 7 показывает вид в перспективе удерживающего устройства опорных стержней в соответствии с первым вариантом осуществления изобретения с использованием устройства по фиг. 1,
фиг. 8 показывает вид в перспективе такого же удерживающего устройства опорных стержней, как на фиг. 7, внутри первого формовочного инструмента,
фиг. 9 показывает вид в перспективе удерживающего устройства опорных стержней в соответствии со вторым вариантом осуществления внутри первого формовочного инструмента,
фиг. 10 показывает рабочую лопатку в соответствии с вариантом осуществления изобретения на виде в разрезе,
фиг. 11 показывает блок-схему последовательности этапов во время выполнения варианта осуществления способа в соответствии с изобретением.
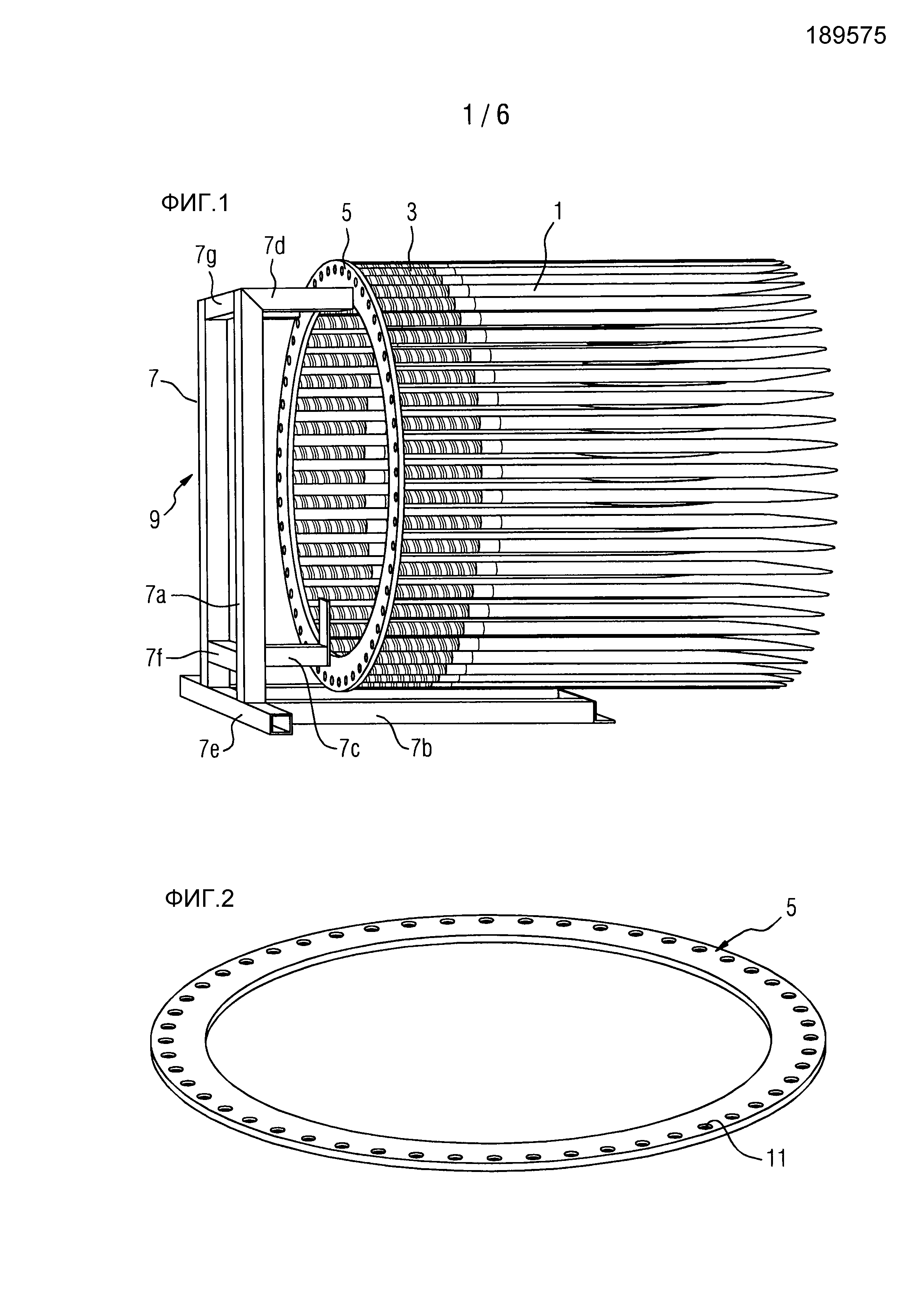
Фиг. 1 показывает устройство, в котором опорные стержни 1 с секциями 3 концов лопаток выровнены в округлой форме. С этой целью секции 3 концов лопаток вставляют в корневой фланец 5 округлой формы. В отношении фиг. 2 и 3 можно заметить, что корневой фланец 5 содержит отверстия 11, в которые можно вводить секции 3 концов лопаток до положения внутреннего фланца 13 внутри отверстий 11. Таким образом, опорные стержни 1 могут временно удерживаться на месте во время процесса формования.
Корневой фланец 5 является частью опорного инструментального средства 9, которое содержит балочную конструкцию 7. Эти балочные конструкции 7 содержат две вертикальные балки 7a, которые взаимно соединены тремя горизонтальными балками 7e, 7f, 7g, от которых на нижней стороне выступают две поддерживающие балки 7b, а также находящаяся выше первая удерживающая балка 7c и, кроме того, находящиеся еще выше, ближе к верхнему концу корневого фланца 5, две удерживающие балки 7d. Поэтому балочная конструкция 7 обеспечивает устойчивую конструкцию, к которой корневой фланец 5 прикреплен через первую удерживающую балку 7c и вторые удерживающие балки 7d. Между поддерживающими балками 7b и самым нижним из опорных стержней 1 имеется промежуток, в который может быть введен первый формовочный инструмент.
Фиг. 4 показывает секцию 3 конца лопатки опорного стержня 1. На первом конце E1 в продольном направлении секция 3 конца лопатки содержит средство 17 сопряжения с втулкой ветровой турбины, здесь реализованной в виде переходного фитинга, внешняя поверхность которой является гладкой и неизогнутой. На ее другом конце в продольном направлении секция 3 конца лопатки содержит переходную область 15 к основной секции опорного стержня 1 (не показана).
То же самое можно заметить на виде в разрезе, показанном на фиг. 5. Секция 3 конца лопатки содержит несколько внутренних частей: во-первых, удаленную от центра секцию 25 конца лопатки, подготовленную для приема болтов лопатки, которые закрепляют рабочую лопатку, например, на несущем элементе подшипника осевого шарнира втулки. Эта удаленная от центра секция 25 конца лопатки имеет больший диаметр, чем сами болты лопатки, то есть между этой секцией и болтами соединение не может быть сделано. К удаленной от центра корневой части и секции 25 примыкает снабженная резьбой промежуточная секция 27, которая подготовлена для приема болтов лопатки, и к этой снабженной резьбой промежуточной секции 27 примыкает наклоненная секция 23, которая обращена наружу к концу секции 3 конца лопатки и которая имеет функцию, гарантирующую, что никакие резкие переходы в этой области не делаются, так что она действует как своего рода переход жесткости или адаптация жесткости. На внешней стороне эти упомянутые элементы 23, 25, 27 корневой секции 3 обернуты волокнами 21. Они придают корневой секции 3 искривленную поверхность, которая легко может соединяться или связываться с литьевым материалом рабочей лопатки. Искривленная поверхность гарантирует, что получается надежное соединение с литым композиционным пластмассовым материалом, так что секция 3 конца лопатки и пластмассовый материал не могут смещаться и раздвигаться друг от друга в продольном направлении опорного стержня 1. Как можно заметить, переходная область 15 частично покрывает волокна 21 и выступает дальше от секции 3 конца корневой части в область основной секции 19 опорного стержня 1 так, что образуется гладкое непрерываемое сопряжение. Таким образом, основная секция 19 опорного стержня 1 вставлена в переходную область 15, при этом переходная область 15 просто реализована в виде полого металлического вала 15, который может быть заполнен, например, пенополиуретаном. В то время как ранее упомянутые внутренние части 23, 25, 27 секции 3 конца корневой части изготовлены из стали, которая делает их особенно жесткими и устойчивыми, основная секция 19 опорного стержня 1 изготовлена из алюминия, который делает ее более легким. Другие возможные материалы для основной секции 19 опорных стержней включают в себя железо, нержавеющую сталь или PVC (ПВХ, поливинилхлорид).
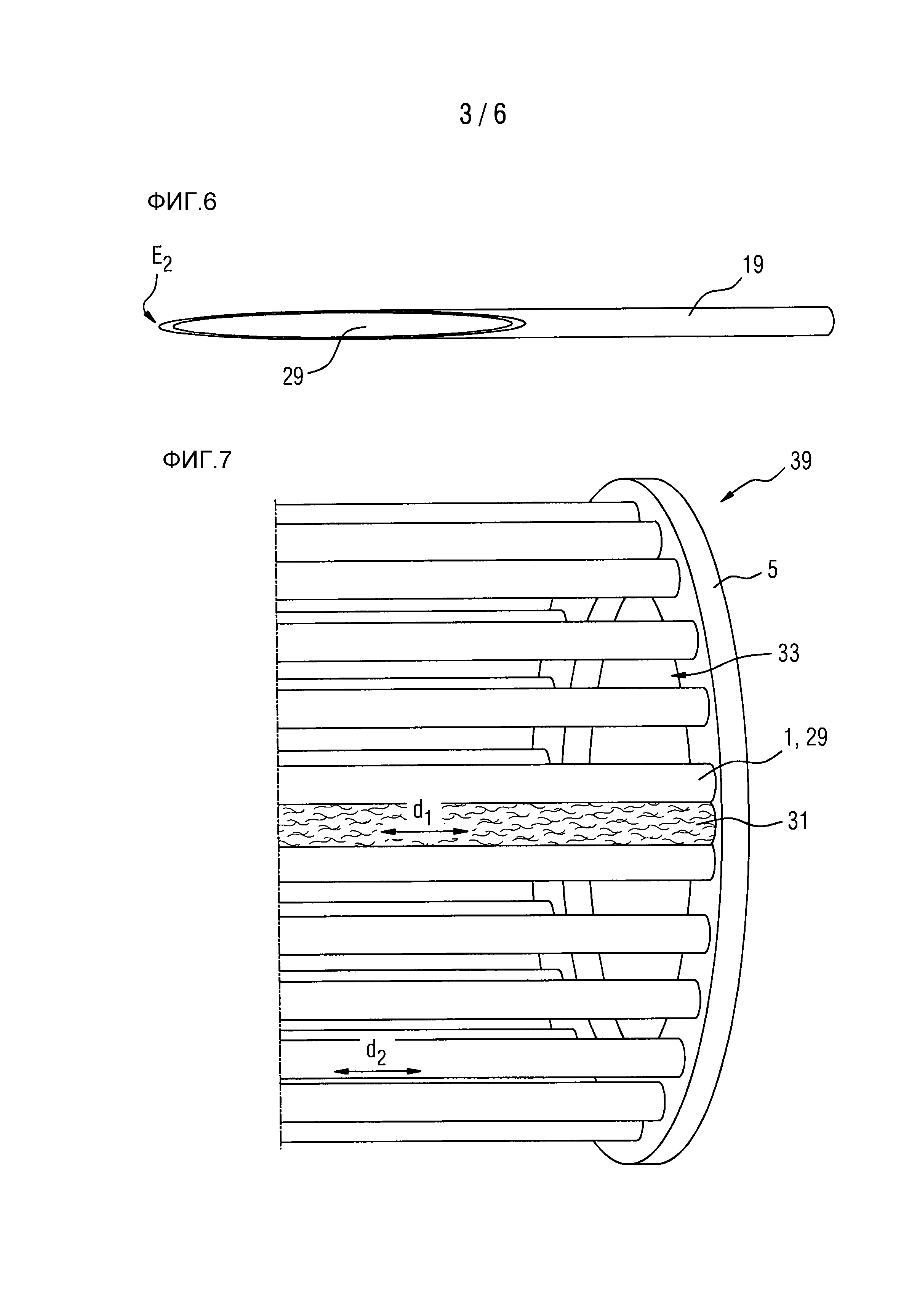
Фиг. 6 показывает на виде в перспективе основную секцию 19 опорного стержня 1 со вторым концом E2 в продольном направлении, то есть тем концом в продольном направлении, который является противоположным первому концу E1 в продольном направлении, показанному на фиг. 4 и 5. Основная секция 19 изготовлена из алюминиевой трубки, которая открыта ко второму концу E2 в продольном направлении и форма которой напоминает форму лезвия ножа.
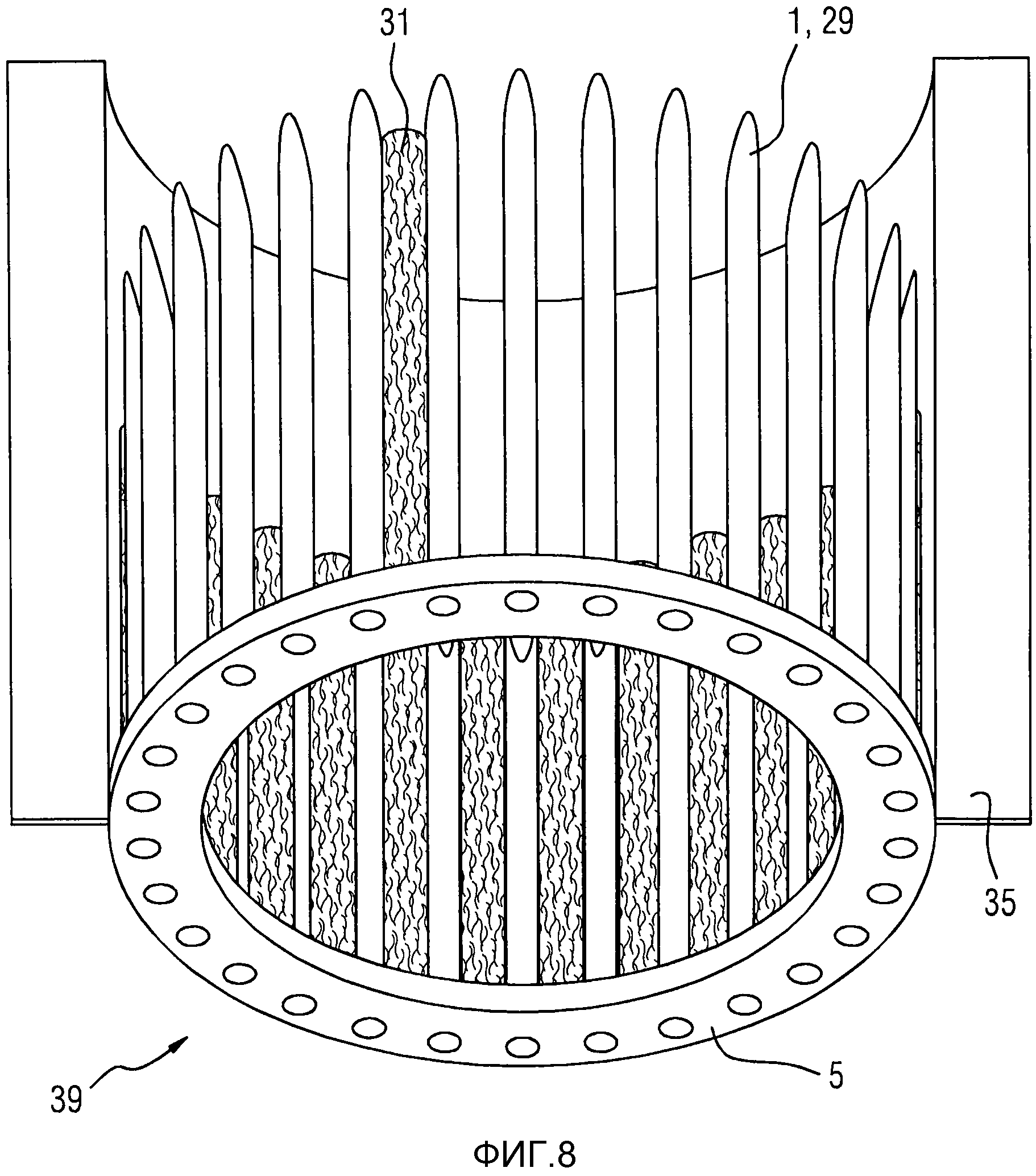
Фиг. 7 показывает опорные стержни 1 и устройство, как показано на фиг. 1, с некоторыми дополнительными деталями: во-первых, опорные стержни 1 теперь обернуты пластмассовой трубкой 29, чтобы обеспечить лучшую возможность соединения с литьевым материалом, который позже будет внедрен вокруг опорных стержней 1, и во-вторых, между опорными стержнями 1 можно видеть промежутки 33. В один из этих промежутков были внедрены волокна 31. Эти волокна 31 были поставлены в форме пучков 31 стекловолокна, обернутых упаковочным материалом для волокна. Пучки 31 стекловолокна ориентированы в продольном направлении в первом принципиальном основном направлении d1, которое параллельно второму основному направлению d2, то есть продольной оси опорного стержня 1 (посредством чего следует отметить, все опорные стержни 1 также выровнены параллельным образом). Эти пучки 31 стекловолокна позже должны быть соединены с литьевым материалом, таким как полимер, и затем образовать композитный материал, который составляет основную часть рабочей лопатки или ее корневую секцию. Устройство на фиг. 1 со вставленными теперь волокнами 31 образует удерживающее устройство 39 опорных стержней в соответствии с первым вариантом осуществления изобретения.
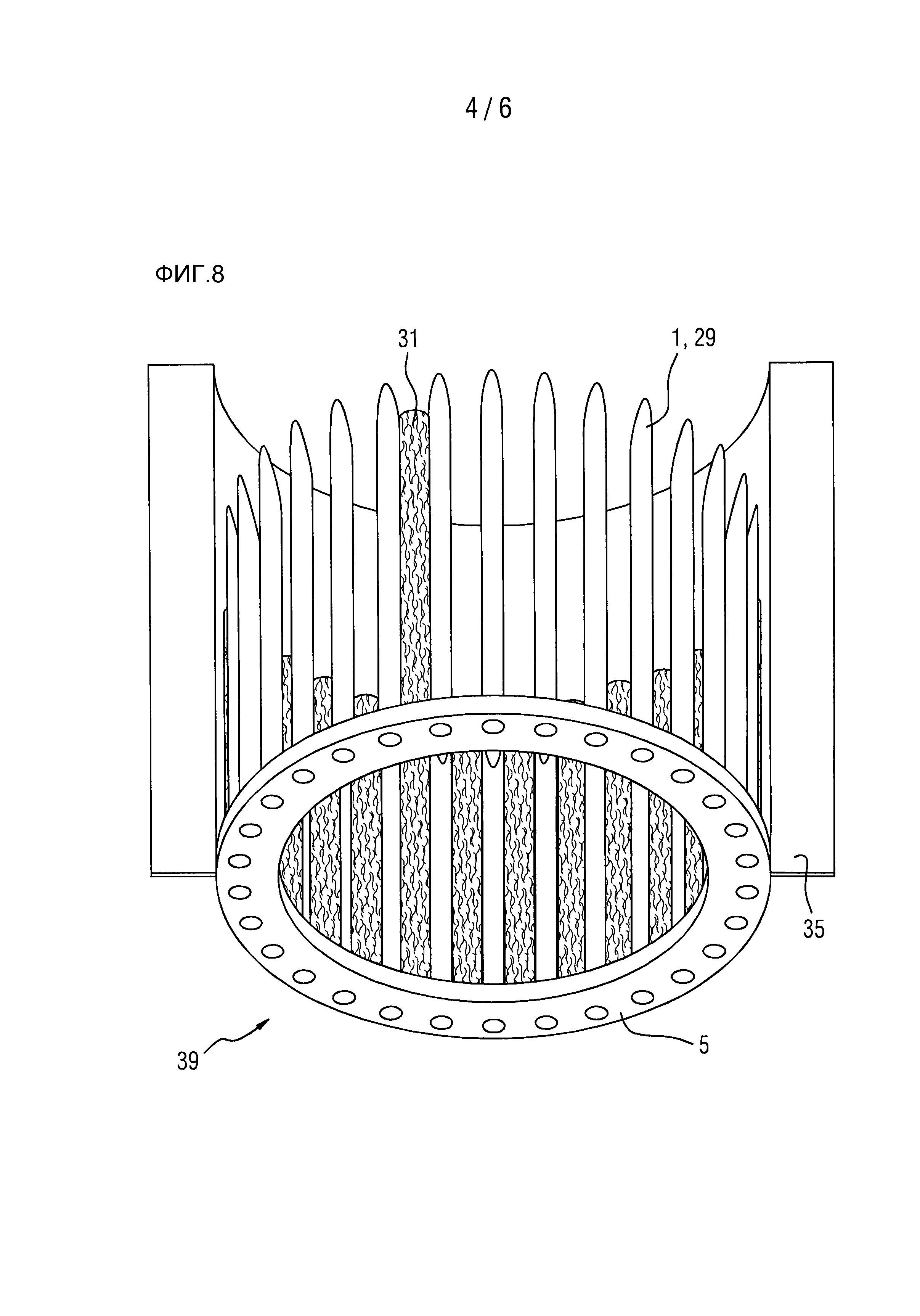
На фиг. 8 можно видеть удерживающее устройство 39 опорных стержней, показанное на фиг. 7, как оно размещено в форме первого формовочного инструмента 35. В большинстве промежутков 33 там теперь внедрены направленные пучки 31 стекловолокна; прежде, чем запустить процесс формования, остальные промежутки 33 также будут заполнены направленными пучками 31 стекловолокна. Если теперь поместить второй формовочный инструмент во внутреннюю часть удерживающего устройства 39 опорных стержней, например пластиковый мягкий резервуар, который расширяется до внутренней поверхности округлой формы опорных стержней 1, литьевой материал может быть внедрен или, иначе, приведен в промежуток между двумя формовочными инструментами. С этой целью в этом случае выше первого формовочного инструмента 35 должен быть помещен третий формовочный инструмент в форме первого формовочного инструмента 35 в противоположной ориентации.
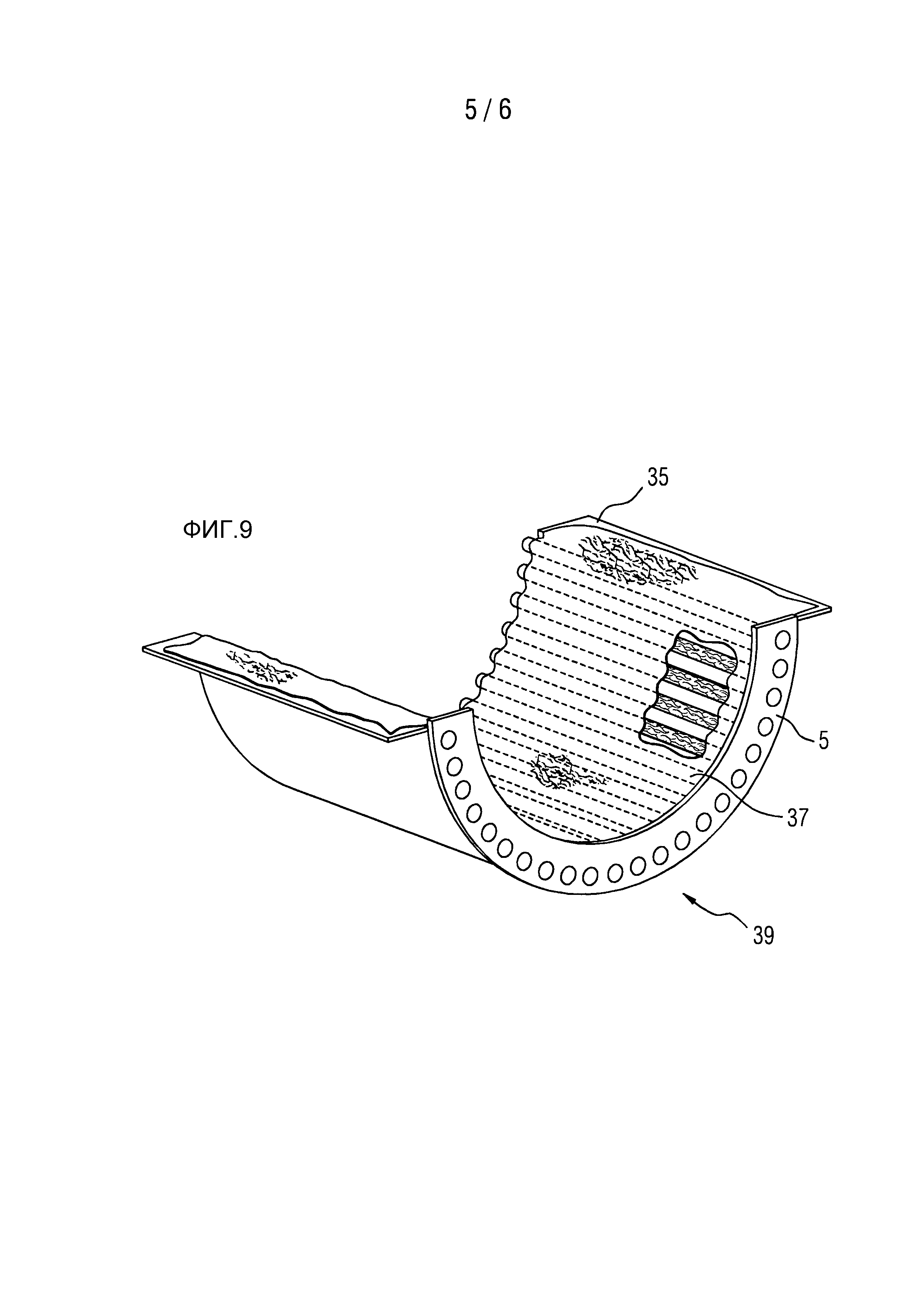
Фиг. 9 показывает второй вариант осуществления удерживающего устройства 39 опорных стержней с разницей относительно устройства, показанного на фиг. 8, заключающейся в том, что оно имеет только полукруглую форму. Кроме того, на этом чертеже также можно заметить, что второе волокно 37 помещено на внутреннюю поверхность удерживающего устройства 39 опорных стержней в области опорных стержней 1 так, что волокна покрывают опорные стержни на внутренней части, которая здесь видна. Это обеспечивает увеличенную прочность конца корневой части, подлежащего изготовлению. То же самое может быть выполнено на другой стороне, то есть на стороне опорных стержней 1, обращенных к первому формовочному инструменту 35.
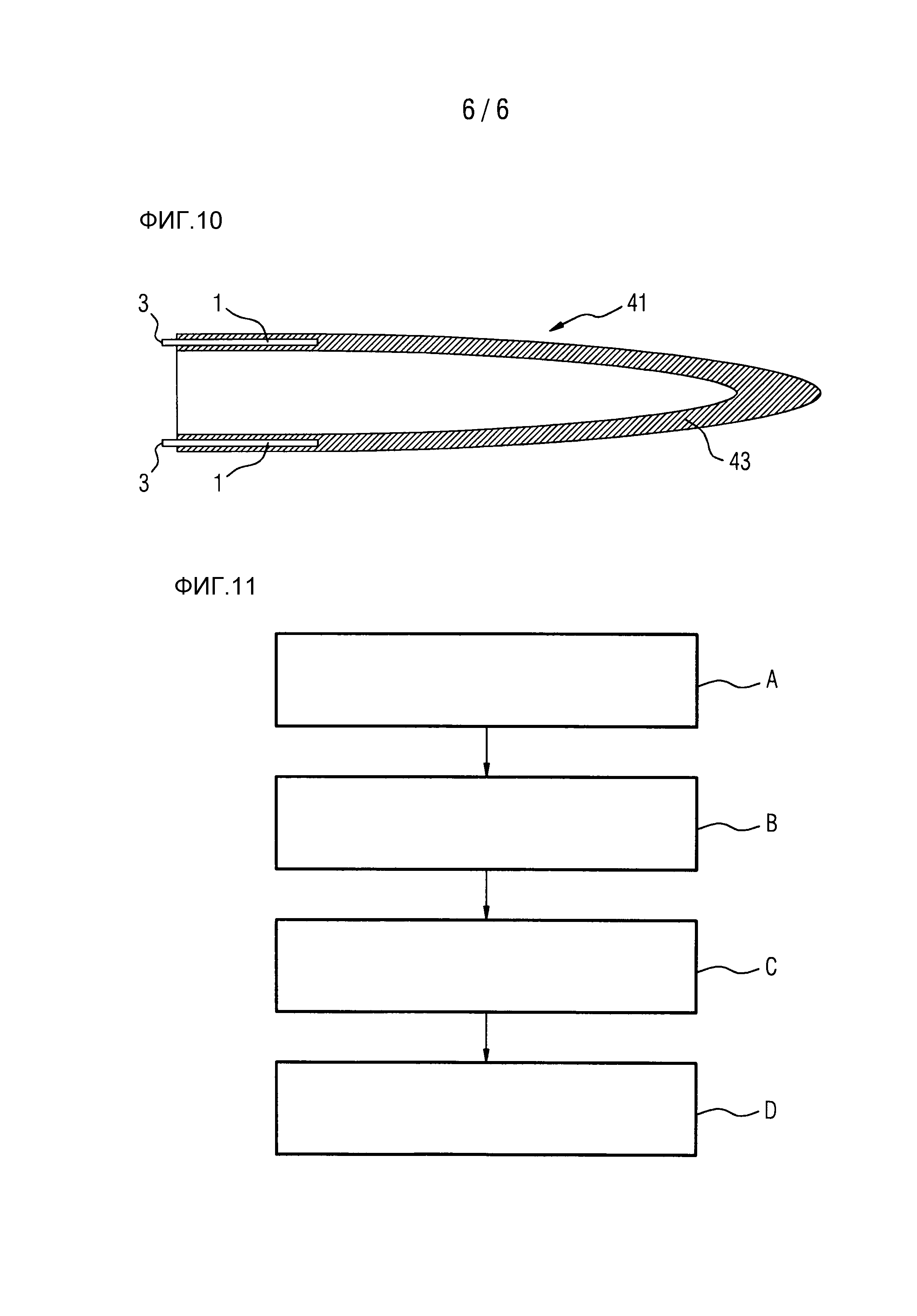
Фиг. 10 изображает рабочую лопатку 41 ветровой турбины в соответствии с вариантом осуществления изобретения. Ради ясности выражение "конец корневой части" рабочей лопатки 41 применяется в данном описании для всей рабочей лопатки 41, поскольку в данном случае рабочая лопатка 41 производится как одно целое. Рабочая лопатка 41 содержит основную часть 43, изготовленную из композиционного материала, содержащего волокна, так же как литьевой материал, который прочно соединен, то есть связан, с волокнами. На левом конце рабочей лопатки 41 можно заметить два опорных стержня 1, которые отлиты в основной части 43 и которые прочно связаны с основной частью 43. За основную часть 43 выступают только секции 3 концов лопаток, так что они могут быть присоединены к втулке ветровой турбины.
Фиг. 11 показывает на блок-схеме основные этапы варианта осуществления способа в соответствии с изобретением: на первом этапе А несколько опорных стержней 1 такого вида, как показано на фиг. 4 – 6, собирают по существу вдоль округлой формы так, что между опорными стержнями 1 имеются промежутки 33. Затем, на втором этапе B, в промежутки вводят волокна 31. Эти волокна 31 являются физически и/или химически совместимыми с литьевым материалом, например полимером, для их прочного сцепления. На третьем этапе С первый формовочный инструмент 35 помещают вдоль наружной поверхности округлой формы, а второй формовочный инструмент вдоль внутренней поверхности округлой формы. На четвертом этапе D такой литьевой материал обрабатывают так, чтобы образовалось его прочное сцепление с волокнами 31. Такая обработка может содержать нагревание, в частности расплавление, и/или введение литьевого материала, и/или всасывание литьевого материала в промежуток между двумя формовочными инструментами.
Хотя данное изобретение было раскрыто в форме предпочтительных вариантов осуществления и их изменений, должно быть понятно, что к нему могут быть сделаны многочисленные дополнительные модификации и изменения, не выходя при этом за пределы объема изобретения. Как было упомянуто выше, конец корневой части может быть изготовлен в виде одной части или в виде нескольких частей, и вариант осуществления опорного стержня представляет собой один выгодный пример, который, однако, может быть изменен разными способами.
Ради ясности нужно подразумевать, что использование неопределенного артикля "a" или "an" на всем протяжении данной заявки не исключает множественности, и термин "содержащий" не исключает другие этапы или элементы.
Устройство для аккумулирования электроэнергии, включающее батарею оксидно-ионных аккумуляторных элементов и модульные конфигурации
Динамоэлектрическая машина с собственным вентилятором
Система и способ для определения состояния подшипника
Способ для генерации пара с высоким кпд
Быстродействующая дистанционная защита для сетей энергоснабжения
Топливная трубка для горелки
Подставка для горелки камеры сгорания газовой турбины и газовая турбина
Электрический контактный элемент с главной осью
Переходный канал газотурбинного двигателя и способ его изготовления, а также газотурбинный двигатель
Каскадный ускоритель
Способ и устройство для увеличения добычи в месторождении
Способ функционирования рельсового транспортного средства
Способ и система для режима медленного проворачивания турбоагрегата
Энергетическая установка, работающая на органическом топливе, с устройством для отделения диоксида углерода и способ эксплуатации такой установки
Способ и устройство для определения скорости потока магнитных или ферромагнитных частиц и их применение
Способ работы подстанции системы электроснабжения
Защита параллельных линий электрической сети энергоснабжения
Способ дооборудования работающей на ископаемом топливе энергоустановки устройством отделения диоксида углерода
Переходной элемент герметизированного корпуса
Модуль подшипника с сенсорным устройством

