Результат интеллектуальной деятельности: СИНХРОННЫЙ ЭЛЕКТРОПРИВОД ЛЕНТОЧНОГО КОНВЕЙЕРА И СПОСОБ УПРАВЛЕНИЯ ИМ
Вид РИД
Изобретение
Изобретение относится к конвейерному транспорту, а именно к электрическим приводам ленточных конвейеров мощностью более 500 кВт.
Известен привод ленточного конвейера, содержащий два или три приводных барабана, валы которых посредством муфт и редукторов соединены с асинхронными электродвигателями [1]. Недостатками этого привода являются большие потери электроэнергии, существенно возрастающие при неполной загрузке асинхронных электродвигателей, а также использование громоздких дорогостоящих редукторов.
Известен ленточный конвейер, включающий несущую конструкцию, конвейерную ленту и приводное устройство конвейерной ленты [2]. Приводное устройство включает по меньшей мере один приводной барабан с приводным валом и один приводной синхронный электродвигатель переменного тока с питанием через преобразователь частоты с посторонним возбуждением. При этом приводной вал и приводной электродвигатель соединены друг с другом без редуктора с коаксиальным расположением ротора электродвигателя и приводного вала.
Отсутствие редуктора уменьшает габариты и массу электропривода. Недостатком данного синхронного электропривода ленточного конвейера является сильное скольжение и износ конвейерной ленты при использовании нескольких приводных барабанов.
Известен способ управления электроприводом ленточного конвейера, заключающийся в изменении скорости вращения приводного барабана согласно заданному режиму работы ленточного конвейера [3].
Данный способ не учитывает разницу скоростей вращения нескольких приводных барабанов, поэтому недостатком этого способа управления является сильное скольжение и износ конвейерной ленты на приводных барабанах.
Задачей изобретения является повышение эффективности электропривода ленточного конвейера.
Синхронный электропривод ленточного конвейера, включающий первый и последующие по ходу движения ленты приводные барабаны, соединенные муфтами с синхронными электродвигателями (СД), отклоняющие барабаны, тормоза, систему управления частотой, напряжением и силой тока электропитания.
Согласно изобретению система управления содержит датчики скорости ленты (ДСЛ), установленные перед приводными барабанами, датчики натяжения ленты (ДНЛ) установленные перед и за приводными барабанами, или только перед или только за приводными барабанами.
ДНЛ установлены парами перед и за приводными барабанами.
Способ управления синхронным электроприводом ленточного конвейера, включающий изменение скорости вращения и крутящих моментов приводных барабанов посредством изменения системой управления частоты, напряжения и силы тока электропитания СД.
Согласно изобретению ДСЛ замеряют скорость ленты перед приводными барабанами, ДНЛ замеряют силу натяжения ленты перед и за приводными барабанами, или только перед или только за приводными барабанами, система управления задает синхронную частоту ω1 СД, соединенного с первым по ходу движения ленты приводным барабаном
ω1=Vn/R1,
где Vn - номинальная скорость ленты, R1 - радиус первого по ходу движения ленты приводного барабана;
система управления задает синхронные частоты ωi СД, соединенных с последующими по ходу движения ленты приводными барабанами
ωi=Vi/Ri+Δi, i=2…n,
где n - количество приводных барабанов, Vi - скорость ленты перед i-м приводным барабаном, Ri - радиус i-го приводного барабана, Δi - допускаемое увеличение синхронной частоты i-го СД;
система управления задает крутящие моменты Mi СД,
Mi=0…1,0 Mimax, i=1…n,
где Mimax - предельно допустимый момент i-го приводного барабана;
система управления синхронизирует пуск, изменение скорости и остановку приводных барабанов так, что отношения синхронных частот СД
ωi/ωi+1 (i=1…n-1) остаются постоянными;
система управления останавливает СД, если сила натяжения ленты перед или за приводными барабанами выходит за допустимые границы и/или сила тока превышает допустимое значение.
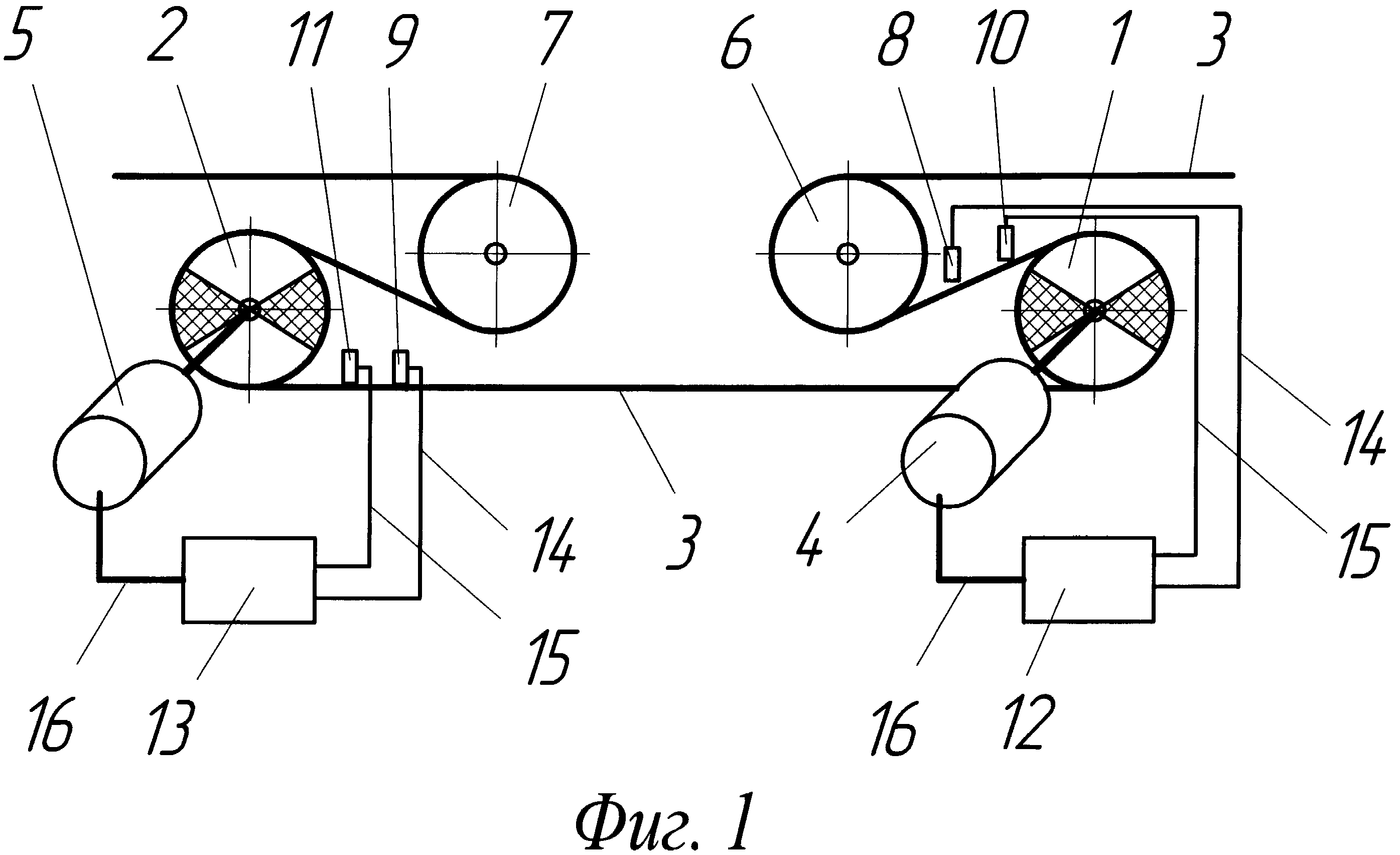
На фиг. 1 изображена схема синхронного электропривода ленточного конвейера с двумя приводными барабанами;
на фиг. 2 - то же;
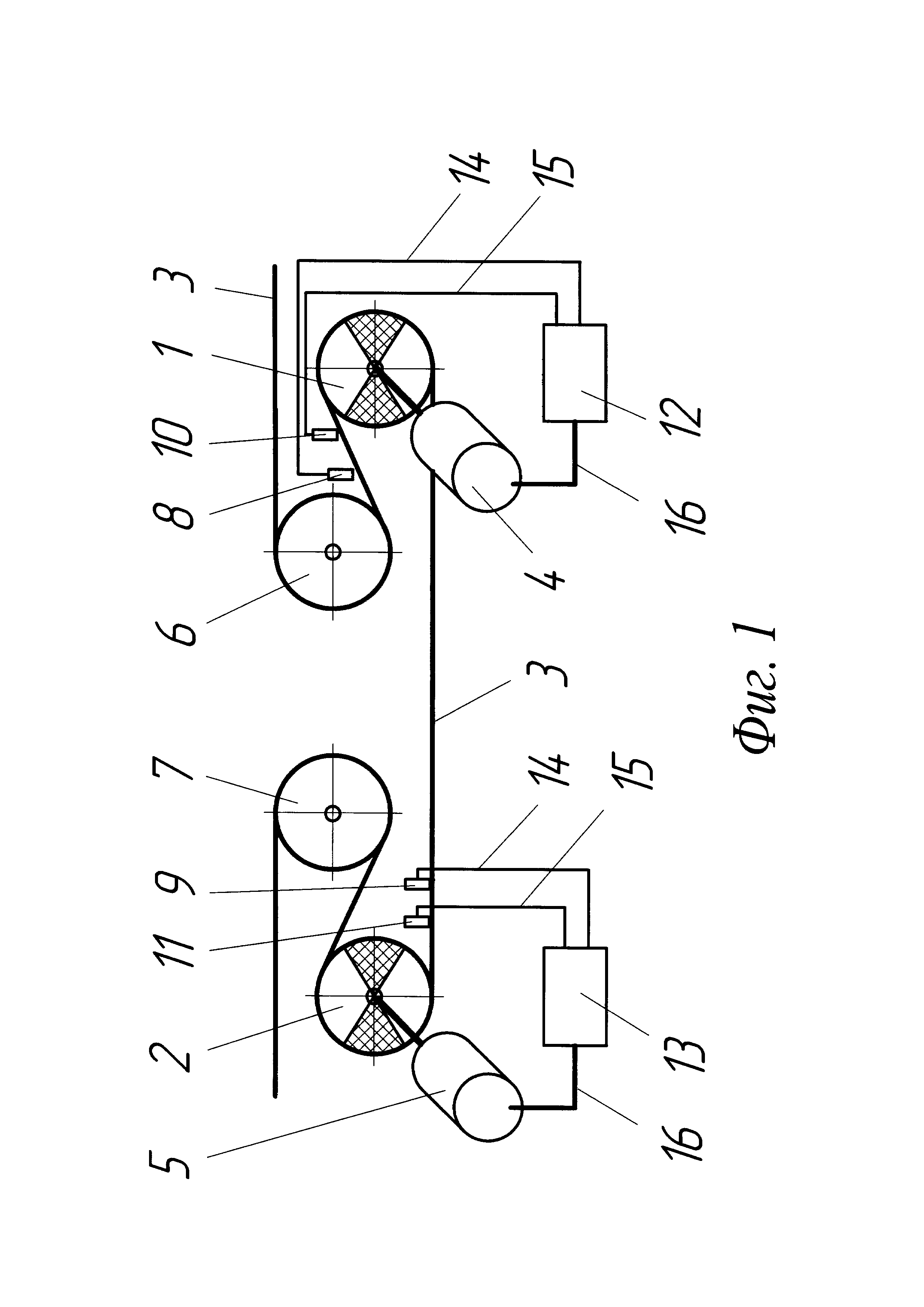
на фиг. 3 - схема взаимодействия ленты с барабанами.
Синхронный электропривод ленточного конвейера включает первый 1 и второй 2 по ходу движения ленты 3 приводные барабаны, соединенные муфтами с синхронными электродвигателями (СД) 4 и 5. Возможно применение СД 4 и 5 с установленными на роторах обмотками возбуждения или постоянными магнитами. Лента 3 огибает приводные барабаны 1 и 2, отклоняющие барабаны 6, 7. Приводные барабаны 1 и 2 соединены с тормозами и/или храповыми механизмами (на чертежах не показаны). Возможно соединение тормозов и/или храповых механизмов с отклоняющими барабанами 6, 7 (на чертежах не показано). Электропривод ленточного конвейера не содержит редукторы, поэтому скорости вращения приводного барабана 1 и ротора СД 4 одинаковы. Аналогично скорости вращения приводного барабана 2 и ротора СД 5 также одинаковы.
Система управления электроприводом содержит датчики скорости ленты (ДСЛ) 8 и 9, датчики натяжения ленты (ДНЛ) 10 и 11, блоки управления 12 и 13. Блоки управления 12 и 13 соединены с ДСЛ 8 и 9, с ДНЛ 10 и 11, например, кабелями 14 и 15 и с СД 4 и 5 кабелями 16. Блоки управления 12 и 13 регулируют напряжение, частоту, ток возбуждения электропитания СД 4 и 5 согласно заявляемому способу управления.
Если приводные барабаны 1 или 2 работают без пробуксовки, то скорость ленты 3 в точке набегания на приводной барабан 1 или 2 равна скорости поверхности приводного барабана 1 или 2, поэтому для управления СД 4 и 5 необходимо замерять скорость ленты 3 перед точками набегания на приводные барабаны 1 и 2. ДСЛ 8 и 9 установлены перед приводными барабанами 1 и 2.
ДНЛ 10 и 11 также установлены перед приводными барабанами 1 и 2. Возможно расположение ДНЛ 10 и 11 за приводными барабанами 1 и 2 (на чертежах не показано). Возможно расположение ДНЛ 10 перед приводным барабаном 1, а ДНЛ 11 за приводным барабаном 2 или наоборот (на чертежах не показано).
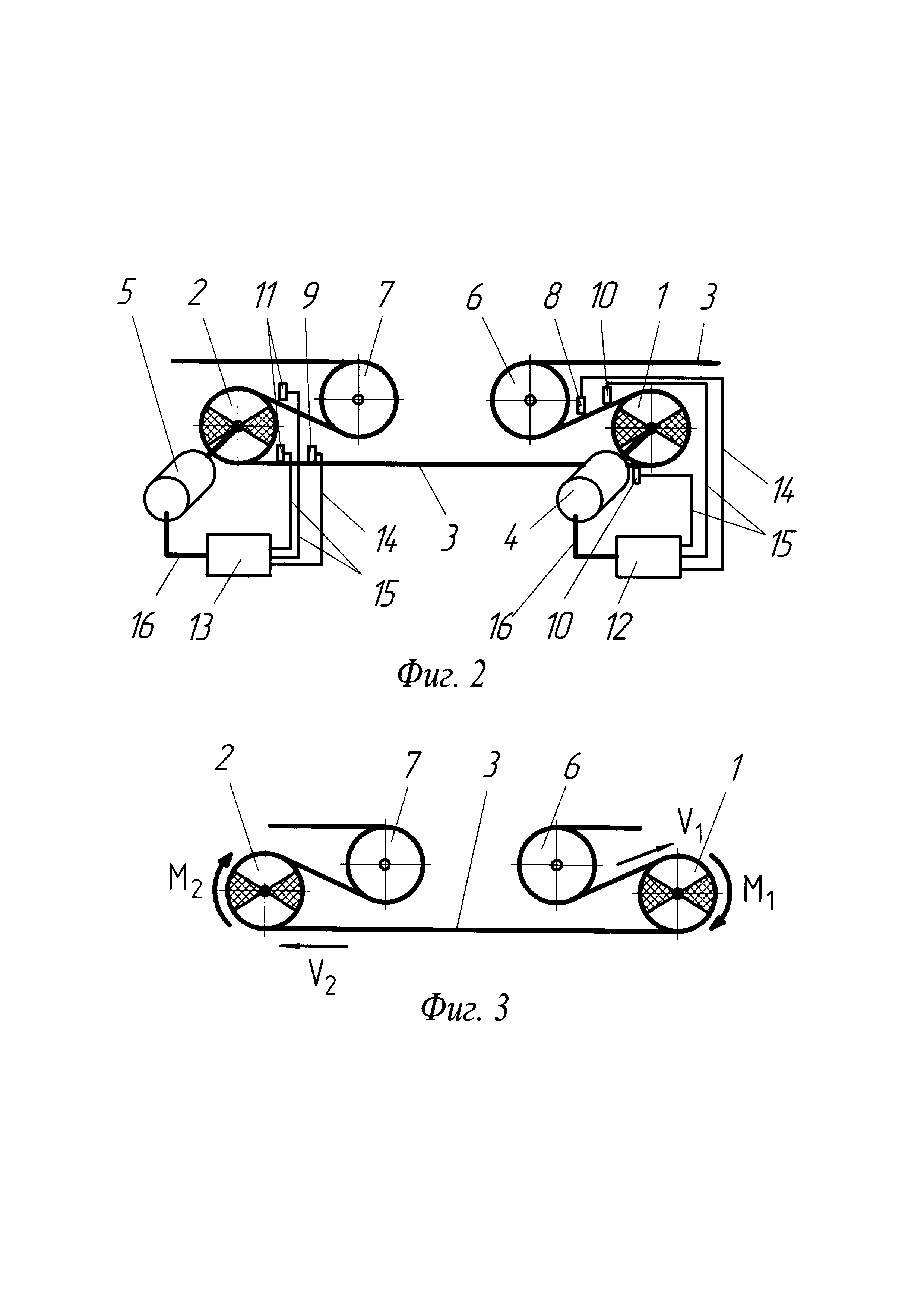
На фиг. 2 приведена схема синхронного электропривода ленточного конвейера с ДНЛ 10 и 11, установленными парами перед и за приводными барабанами 1 и 2. Установка двух ДНЛ 10 перед и за первым приводным барабаном 1 позволяет системе управления замерять силу натяжения ленты 3 перед и за приводным барабаном 1 и определять реализуемый первым приводным барабаном 1 крутящий момент M1. Установка двух ДНЛ 11 перед и за вторым приводным барабаном 2 позволяет системе управления аналогично определять реализуемый вторым приводным барабаном 2 крутящий момент М2.
Способ управления синхронным электроприводом ленточного конвейера реализуют следующим образом.
При работе конвейера ДСЛ 8 и 9 замеряют скорости V1 и V2 ленты 3 перед приводными барабанами 1 и 2. V1 - скорость ленты 3 перед первым приводным барабаном 1, V2 - скорость ленты 3 перед вторым приводным барабаном 2 (фиг. 3).
Если ДНЛ 10 и 11 установлены перед приводными барабанами 1 и 2 (фиг. 1), то ДНЛ 10 и 11 замеряют силу натяжения S1 и S2 ленты 3 перед приводными барабанами 1 и 2. S1 - сила натяжения ленты 3 перед первым приводным барабаном 1, S2 - сила натяжения ленты 3 перед вторым приводным барабаном 2.
Блок управления 12 задает синхронную частоту ω1 СД 4, соединенного с первым по ходу движения ленты 3 приводным барабаном 1,
ω1=Vn/R1 (рад/с),
где Vn - номинальная скорость ленты 3, R1 - радиус первого по ходу движения ленты 3 приводного барабана 1. При переходных режимах работы конвейера, например при пуске и остановке, блок управления 12 изменяет номинальную скорость Vn ленты 3 согласно принятой зависимости.
Сила натяжения S2 ленты 3 перед вторым приводным барабаном 2 меньше, чем сила натяжения S1 ленты 3 перед первым приводным барабаном 1, поэтому скорость V2 меньше V1. Для работы второго приводного барабана 2 без скольжения и интенсивного износа ленты 3 скорость вращения второго приводного барабана 2 должна быть согласована со скоростью V2 ленты 3.
Блок управления 13 задает синхронную частоту ω2 СД 5, соединенного со вторым по ходу движения ленты 3 приводным барабаном 2,
ω2=V2/R2+Δ2 (рад/с),
где R2 - радиус второго приводного барабана 2, Δ2 - допускаемое увеличение синхронной частоты СД 5.
Использование допуска Δ2 на увеличение синхронной частоты ω2 упрощает регулирование СД 5, не допуская скольжения ленты 3 по поверхности второго приводного барабана 2. Величина допуска Δ2 зависит, в основном, от упругих свойств ленты 3 и поверхности второго приводного барабана 2.
Блоки управления 12 и 13 задают напряжение и/или ток возбуждения СД 4 и 5 так, чтобы крутящие моменты Μ1 и М2 СД 4 и 5 имели требуемые значения
M1=0…1,0M1max, M2=0…1,0M2max,
где M1max - предельно допустимый момент первого приводного барабана 1, M2max - предельно допустимый момент второго приводного барабана 2. Блоки управления 12 и 13 вычисляют значения предельно допустимых моментов M1max и Μ2max, используя значения силы натяжения S1 и S2 ленты 3 перед приводными барабанами 1 и 2
M1max=S1[1-exp(-μ1α1)]R1 (Н⋅м), M2max=S2[1-exp(-μ2α2)]R2 (Н⋅м),
где μ1 и μ2 - коэффициенты сцепления ленты 3 с приводными барабанами 1 и 2, α1 и α2 - углы охвата (рад) лентой 3 приводных барабанов 1 и 2, ехр(…) - экспоненциальная функция.
Если ДНЛ 10 и 11 установлены за приводными барабанами 1 и 2, они замеряют силу натяжения S1C и S2C ленты 3 за приводными барабанами 1 и 2. В этом случае блоки управления 12 и 13 вычисляют значения предельно допустимых моментов Μ1max и M2max, используя значения силы натяжения S1C и S2C ленты 3 за приводными барабанами 1 и 2
M1max=S1C[exp(μ1α1)-1]R1 (Н⋅м), M2max=S2C[exp(μ2α2)-1]R2 (Н⋅м).
Значения предельно допустимых моментов Μ1max и могут быть вычислены и по другим, например, эмпирическим формулам.
Если ДНЛ 10 и 11 установлены парами перед и за приводными барабанами 1 и 2 (фиг. 2), то система управления замеряет значения силы натяжения S1, S1C, S2, S2C ленты 3 перед и за приводными барабанами 1 и 2, определяет реализуемые первым приводным барабаном 1 крутящий момент Μ1 и вторым приводным барабаном 2 крутящий момент М2.
M1=(S1-S1C)R1 (Н⋅м), M2max=(S2-S2C)R2 (Н⋅м).
Такая установка ДНЛ 10 и 11 парами позволяет системе управления контролировать соотношение фактически реализуемых крутящих моментов М1, М2 и предельно допустимых моментов M1max, M2max. При нормальной работе электропривода значения крутящих моментов М1, М2 не должны превышать M1max, M2max соответственно.
При неисправности электропривода превышение крутящими моментами Μ1 и/или М2 СД 4 и 5 значений предельно допустимых моментов M1max и/или M2max приводит к срыву сцепления ленты 3 с приводным барабаном 1 и/или 2. Такой режим работы электропривода ленточного конвейера недопустим.
Система управления синхронизирует пуск, изменение скорости и остановку приводных барабанов 1 и 2 так, что отношение синхронных частот ω1 и ω2 СД 4 и 5 остается постоянным ω1/ω2=const. Например, при остановке конвейера блоки управления 12 и 13 уменьшают значения синхронных частот ω1 и ω2 с сохранением пропорции.
Система управления останавливает СД 4 и 5, если сила натяжения S1 и/или S2 ленты 3 перед приводными барабанами 1 и 2 (или сила натяжения S1C и/или S2C ленты 3 за приводными барабанами 1 и 2) выходит за допустимые границы.
Система управления останавливает СД 4 и 5, если сила тока превышает допустимое значение.
При осуществлении изобретения может быть получен технический результат, заключающийся в повышении эффективности работы ленточного конвейера за счет уменьшения потерь электроэнергии и износа приводных барабанов и конвейерной ленты. Кроме того, повышается надежность работы привода за счет исключения пробуксовки барабанов, возможности нагрева и воспламенения конвейерной ленты, улучшаются характеристики электросети.
Источники информации, использованные при составлении заявки
1. Реутов А.А. Моделирование приводов ленточных конвейеров / А.А. Реутов. - Брянск: Брянский гос. техн. ун-т, 2011. - с. 7-14.
2. Ленточная конвейерная установка, способ ее эксплуатации, а также ее применения / Заявка на изобретение РФ №2014111059/11 от 02.08.2012, опубл. 27.09.2015.
3. Спиваковский А.О. Транспортирующие машины / А.О. Спиваковский, В.К. Дьячков. - М.: Машиностроение, 1983. - с. 94-97.
Технологическое полотно
Резинотканевая заготовка и способ изготовления конвейерной ленты
Способ изготовления многослойной ленты
Способ навески грузонесущей и прижимной лент конвейера
Приводной ремень и ременный привод каната
Способ регулирования скорости ленты конвейера
Способ монтажа прижимной ленты конвейера
Промежуточный привод ленточного конвейера
Способ регулирования скорости конвейера с загрузочным бункером
Электрический привод уклонного ленточного конвейера
Технологическое полотно
Резинотканевая заготовка и способ изготовления конвейерной ленты
Способ изготовления многослойной ленты
Способ навески грузонесущей и прижимной лент конвейера
Приводной ремень и ременный привод каната
Способ регулирования скорости ленты конвейера
Способ монтажа прижимной ленты конвейера
Промежуточный привод ленточного конвейера
Способ регулирования скорости конвейера с загрузочным бункером
Электрический привод уклонного ленточного конвейера

