Результат интеллектуальной деятельности: ПРОИЗВОДСТВЕННАЯ СИСТЕМА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЬНО-СБОРОЧНЫХ ЕДИНИЦ ИЗ ВОЛОКНИСТОГО КОМПОЗИТНОГО МАТЕРИАЛА
Вид РИД
Изобретение
СВЯЗАННЫЕ ЗАЯВКИ
Содержание заявки на патент Германии DE 102010039955.8 включено в настоящую заявку по ссылке.
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ПРЕДЛАГАЕМОЕ ИЗОБРЕТЕНИЕ
Предлагаемое изобретение относится к производственной системе для изготовления детально-сборочных единиц из волокнистого композитного материала с помощью:
- литьевого узла, снабженного по меньшей мере одной литьевой формой, расположенной на опоре для детально-сборочной единицы из волокнистого композитного материала, и
- по меньшей мере двух производственных единиц, с помощью которых осуществляется поставка волокнистого композитного материала к по меньшей мере одной литьевой форме, и которые расположены с возможностью перемещения по направляющей дорожке.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ПРЕДЛАГАЕМОГО ИЗОБРЕТЕНИЯ
Производственная система для изготовления детально-сборочных единиц из волокнистого композитного материала, в которой прямолинейные направляющие дорожки для обеспечения направления перемещения производственных единиц расположены на обеих сторонах литьевой формы, известна из публикации WO 2005/105641 А2. Две производственных единицы расположены на каждой из прямолинейных направляющих дорожек с возможностью перемещения и используются для поставки волокнистого композитного материала к литьевой форме. Такая производственная система снабжена управляющей системой типа «главный-подчиненный». Управляющее устройство одной из производственных единиц является главным управляющим устройством, а управляющие устройства прочих производственных единиц являются подчиненными управляющими устройствами. Главное управляющее устройство задает общий временной базис и через посредство подчиненных управляющих устройств синхронизирует перемещения рабочих головок производственных единиц. Благодаря наличию совокупности производственных единиц такая производственная система имеет высокую эффективность, однако у потребителей есть постоянная потребность в том, чтобы сделать производство детально-сборочных единиц из волокнистого композитного материала еще более эффективным и гибким.
ЦЕЛЬ ПРЕДЛАГАЕМОГО ИЗОБРЕТЕНИЯ
Целью предлагаемого изобретения является разработка производственной системы общего типа, обеспечивающей возможность более эффективного и более гибкого производства деталей и сборочных единиц из волокнистого композитного материала.
Цель предлагаемого изобретения достигается путем создания производственной системы, в которой:
- направляющая дорожка выполнена обегающей вокруг литьевого узла, и
- по меньшей мере две производственных единицы выполнены с возможностью их движения вокруг литьевого узла по направляющей дорожке.
КРАТКОЕ ОПИСАНИЕ ПРЕДЛАГАЕМОГО ИЗОБРЕТЕНИЯ
Направляющая дорожка выполнена обегающей вокруг литьевого узла или литьевой формы, поэтому для упомянутых по меньшей мере двух производственных единиц обеспечена возможность перемещаться по кругу вокруг литьевой формы по направляющей дорожке. Поэтому направляющая дорожка образует для упомянутых по меньшей мере двух производственных единиц для изготовления детально-сборочной единицы из волокнистого композитного материала периметрический путь, на котором для упомянутых по меньшей мере двух производственных единиц обеспечена возможность работать одновременно в круговом режиме. При таком решении обеспечивается такое состояние, при котором упомянутые по меньшей мере две производственные единицы имеют единообразное и постоянное направление перемещения, так что для упомянутых по меньшей мере двух производственных единиц обеспечивается возможность работать в тесном пространстве по отношению друг к другу. Благодаря круговому характеру перемещения упомянутых по меньшей мере двух производственных единиц удается простым способом избежать столкновений между производственными единицами. Благодаря единообразному и постоянному направлению перемещения обеспечивается возможность, в частности, задействовать большое количество производственных единиц в круговом режиме, так что обеспечивается существенное повышение эффективности. Производственная система согласно предлагаемому изобретению в зависимости от размеров изготовляемой детально-сборочной единицы из волокнистого композитного материала обеспечивает возможность использования по меньшей мере пяти, предпочтительно - по меньшей мере шести, более предпочтительно - по меньшей мере восьми производственных единиц.
Кроме того, по сравнению с решением прямолинейной и непериметрической направляющей дорожки при предлагаемом решении уменьшается продолжительность простоев производственных единиц, так как после процесса поставки материала производственная единица может непосредственно продолжать работать с новым процессом поставки материала, в то время как в случае непериметрической направляющей дорожки производственная единица вынуждена после поставки материала ждать, пока следующая производственная единица тоже не завершит свою операцию поставки материала, и эти две производственные единицы смогут изменить направление перемещения. Важное преимущество с точки зрения эффективности обеспечивается также, когда производственная единица вынуждена прерывать процесс поставки материала в результате ошибки. В этом случае производственная единица, которая прервала процесс поставки материала, после процесса перемещения может начать новый процесс поставки материала в начале литьевой формы, благодаря чему не создается помехи для следующей производственной единицы. Возможно также такое решение, при котором последующая производственная единица продолжает прерванный процесс поставки материала или компенсирует его соответствующим образом адаптированным процессом поставки материала. Таким образом, производственная система согласно предлагаемому изобретению обеспечивает более высокую по сравнению с предшествующим уровнем техники загруженность и, поэтому, более высокую эффективность производства или производительность, а также более высокую гибкость производства.
Производственная система согласно предлагаемому изобретению, в которой направляющая дорожка образует по меньшей мере один прямоугольный периметрический путь, обеспечивает короткие расстояния перемещения. В результате такого решения обеспечивается оптимизация производительности производства.
Производственная система согласно предлагаемому изобретению, в которой направляющая дорожка снабжена совокупностью поворотных станций, с помощью которых для упомянутых по меньшей мере двух производственных единиц обеспечивается возможность поворота с целью изменения направления перемещения простым способом, обеспечивает возможность быстрого изменения направления перемещения упомянутых по меньшей мере двух производственных единиц. Упомянутые поворотные станции являются частью направляющей дорожки, так что возможность изменения направления перемещения обеспечивается таким образом, что производственная единица движется к поворотной станции, а затем с помощью этой поворотной станции поворачивается таким образом, что для нее обеспечивается дальнейшее перемещение по направляющей дорожке с измененным направлением перемещения. Поворотные станции могут обеспечивать поворот, в частности, на угол до 90°, предпочтительно - на угол до по меньшей мере 180°, более предпочтительно - на угол до по меньшей мере 360°. Кроме того, представляется предпочтительным такое решение, при котором поворотные станции обеспечивают поворот в двух направлениях.
Производственная система согласно предлагаемому изобретению, в которой направляющая дорожка имеет два участка производственной дорожки, которые относительно литьевого узла расположены таким образом, что волокнистый композитный материал поставляется к упомянутой по меньшей мере одной литьевой форме на две стороны, и в которой упомянутые две производственные траектории являются, в частности, прямолинейными, обеспечивает повышенную производительность и обладает повышенной гибкостью. Как указано выше, волокнистый композитный материал может поставляться к упомянутой по меньшей мере одной литьевой форме на две стороны, поэтому, например, фюзеляж самолета можно изготовить за более короткое время, задействовав большое количество производственных единиц. При этом изготовление двух полуплоскостей крыла самолета может осуществляться одновременно, например, с использованием двух литьевых форм, расположенных на опоре. Процесс поставки материала упрощается благодаря прямолинейности частей производственной траектории.
Производственная система согласно предлагаемому изобретению, в которой направляющая дорожка образует первый периметрический путь для производства детально-сборочной единицы из волокнистого композитного материала и отдельную восстановительную часть пути, предназначенную для восстановления работоспособности упомянутых по меньшей мере двух производственных единиц, обеспечивает более высокую эффективность и обладает более высокой гибкостью. Благодаря наличию отдельного восстановительного путевого участка производственная единица может быть подвергнута процессу восстановления ее работоспособности и/или процессу наладки (подготовки к работе) без того, чтобы производственные единицы, находящиеся на первом периметрическом пути, испытывали помехи в процессе их перемещения. Тем самым для производственных единиц обеспечивается возможность осуществления процессов восстановления их работоспособности и/или их наладки (подготовки к работе), которые разделены и независимы от процесса производства детально-сборочной единицы из волокнистого композитного материала. Например, одна часть производственных единиц может быть задействована в производственном процессе, в то время как другая часть производственных единиц подвергается наладке, так что для подготовленных к работе производственных единиц обеспечивается возможность продолжать производство детально-сборочной единицы из волокнистого композитного материала, если производственные единицы, задействованные в производстве, вынуждены прерывать производственный процесс по причине отсутствия материала.
Производственная система согласно предлагаемому изобретению, в которой упомянутая восстановительная часть пути является частью второго периметрического пути, обеспечивает повышенную гибкость во время восстановления работоспособности и наладки производственных единиц. Как сказано выше, при этом решении восстановительная часть пути является частью периметрического пути, поэтому в разных точках периметрического пути для производства детально-сборочной единицы из волокнистого композитного материала для производственных единиц обеспечивается возможность их изъятия из производственного процесса для целей восстановления работоспособности и наладки, а также возможность их возвращения на этот периметрический путь в разных точках. При таком решении производственная единица может быть изъята из производственного процесса, например, для целей наладки, а в производственный процесс может быть одновременно введена другая производственная единица.
Производственная система согласно предлагаемому изобретению, в которой на восстановительной части пути с целью образования восстановительных станций расположена некоторая совокупность станционных путевых участков тупикового типа, обладает повышенной гибкостью при восстановлении работоспособности и наладке производственных единиц. Благодаря наличию упомянутых станционных путевых участков тупикового типа производственные единицы, находящиеся в процессе восстановления их работоспособности или их наладки, не блокируют восстановление работоспособности или наладку других производственных единиц. Такая производственная система имеет, в частности, по меньшей мере три, предпочтительно - по меньшей мере четыре, более предпочтительно - по меньшей мере шесть восстановительных станций.
Производственная система согласно предлагаемому изобретению, в которой восстановительная часть пути отделяет внутреннее пространство от внешнего пространства и станционные путевые участки расположены в упомянутом внутреннем пространстве и/или в упомянутом внешнем пространстве, обеспечивает такое расположение восстановительных станций, которое соответствует потребности. Расположение станционных путевых участков во внутреннем пространстве оптимальным образом отвечает требованиям к объему производственной системы, в то время как расположение станционных путевых участков во внешнем пространстве обеспечивает легкую доступность. При этом количество восстановительных станций может быть увеличено, и станционные путевые участки расположены как во внутреннем пространстве, так и во внешнем пространстве.
Производственная система согласно предлагаемому изобретению, содержащая по меньшей мере пять, предпочтительно- по меньшей мере шесть, более предпочтительно - по меньшей мере восемь производственных единиц, которые являются автономными и выполнены с возможностью перемещения независимо друг от друга, обеспечивает значительное повышение производительности производства. В процессе производства детально-сборочной единицы из волокнистого композитного материала производственные единицы работают в круговом режиме, поэтому на малых интервалах может быть задействовано на кооперативных началах сравнительно большое количество производственных единиц. Кроме того, параллельно с производством некоторое разумное количество производственных единиц может находиться в процессе восстановления работоспособности и наладки, так что обеспечивается непрерывный и высокопроизводительный производственный процесс.
Производственная система согласно предлагаемому изобретению, в которой каждая производственная единица содержит
- скользящую платформу, выполненную с возможностью перемещения путем скольжения по направляющей дорожке,
- позиционирующее устройство, расположенное на упомянутой скользящей платформе,
- обрабатывающий инструмент, расположенный на упомянутом позиционирующем устройстве и предназначенный для наложения волокнистого композитного материала,
- хранилище для материала, расположенное на упомянутой скользящей платформе и предназначенное для хранения запаса волокнистого композитного материала, при этом данное хранилище является, в частности, охлаждаемым,
- устройство для подачи энергии, расположенное на упомянутой скользящей платформе и конфигурированное таким образом, что для производственной единицы обеспечена возможность свободного перемещения по всей направляющей дорожке, и
- управляющее устройство, расположенное на упомянутой скользящей платформе,
имеет полностью автономные производственные единицы. Упомянутое устройство для подачи энергии, в частности, конфигурировано таким образом, что для соответствующей производственной единицы обеспечена возможность свободного перемещения по всей направляющей дорожке. Для обеспечения возможности передачи энергии устройство для подачи энергии может, например, быть снабжено батареей или иметь скользящие контакты, также направляемые по упомянутой скользящей платформе. Однако производственные единицы не имеют средств передачи энергии, связанных с проводами, как например, энергетических цепей, так что обеспечивается возможность свободного перемещения производственных единиц.
Производственная система согласно предлагаемому изобретению, в которой устройство для подачи энергии имеет первый скользящий контакт, для передачи электрической энергии находящийся в контакте со вторым скользящим контактом, расположенным на направляющей дорожке, обеспечивает возможность свободного перемещения соответствующей производственной единицы. Упомянутый первый скользящий контакт расположен, например, на скользящей платформе и находится в контакте со связанным с ним вторым скользящим контактом, который расположен на направляющей дорожке. Подача энергии на соответствующую производственную единицу осуществляется с помощью скользящих контактов, так что не возникает препятствий для свободного перемещения производственных единиц. В частности, поворотные части поворотных станций также снабжены скользящими контактами для подачи энергии на соответствующую производственную единицу на поворотной станции.
Производственная система согласно предлагаемому изобретению, в которой позиционирующее устройство выполнено в виде робота и имеет по меньшей мере четыре, предпочтительно - по меньшей мере пять, более предпочтительно - по меньшей мере шесть осей поворота обрабатывающего инструмента, обеспечивает большую гибкость при производстве детально-сборочных единиц из волокнистого композитного материала. Благодаря большому количеству осей поворота обеспечивается возможность гибкого позиционирования обрабатывающего инструмента относительно литьевой формы. В качестве упомянутого обрабатывающего инструмента используются волокнонакладывающие головки, выполненные с возможностью закладывать так называемые препреги (армирующие материалы, предварительно пропитанные связующим), иначе говоря, имеющий паутинообразную структуру волокнистый композитный материал в литьевую форму.
Производственная система согласно предлагаемому изобретению, в которой по меньшей мере одна производственная единица имеет совокупность обрабатывающих инструментов с возможностью съемного крепления каждого обрабатывающего инструмента на позиционирующем устройстве, обеспечивает повышенную производительность производства и обладает повышенной гибкостью. Благодаря обрабатывающим инструментам, которые могут съемным образом крепиться на позиционирующем устройстве, с помощью такой производственной системы может выполняться большое количество производственных операций. После нанесения волокнистого композитного материала, с помощью специального обрабатывающего инструмента или специального исполнительного элемента может быть осуществлен контроль качества нанесенного волокнистого композитного материала или нанесенного слоистого материала. По завершении отдельного процесса затвердевания слоистого материала возможна механическая обработка. По завершении затвердевания волокнистого композитного материала могут выполняться, например, такие операции, как сверление или фрезерование.
Производственная система согласно предлагаемому изобретению, в которой управляющее устройство выполнено таким образом, что обеспечена беспроводная передача на него данных от ведущего управляющего устройства, обеспечивает возможность простой организации обмена управляющими программами систем числового программного управления между упомянутым ведущим управляющим устройством и контрольными устройствами производственных единиц. Передача данных или передача управляющих программ систем числового программного управления осуществляется с помощью беспроводной сети передачи данных WLAN (аббревиатура от wireless local area network - беспроводная сеть передачи данных или беспроводная локальная вычислительная сеть). Для этого беспроводная сеть передачи данных может быть снабжена, например, совокупностью так называемых точек доступа, иначе говоря, областей соединения, в которых может осуществляться передача данных.
Производственная система согласно предлагаемому изобретению, в которой управляющее устройство выполнено с возможностью управления перемещением производственной единицы независимо от ведущего управляющего устройства, обладает большой гибкостью и обеспечивает высокую степень безопасности. Управление соответствующей производственной единицей осуществляется с помощью его управляющего устройства, так что нет необходимости в трудоемкой передаче данных между ведущим управляющим устройством и отдельными управляющими устройствами производственных единиц. В частности, ведущее управляющее устройство и управляющие устройства производственных единиц не имеют общей временной базы в смысле компьютерной синхронизации цикла, а также не имеют общего временного цикла. То же можно сказать об отношении управляющих устройств производственных единиц по отношению друг к другу. Столкновений между отдельными производственными единицами можно избежать, например, задействовав чувствительные элементы расстояния, установленные на производственных единицах с возможностью отслеживания перемещения соответствующей производственной единицы в связи с соответствующим управляющим устройством. Кроме того, для избежания столкновений между отдельными производственными единицами производственная система согласно предлагаемому изобретению может быть снабжена системой мониторинга местоположения, которая может быть выполнена, например, по типу глобальной системы позиционирования GPS. При отклонении фактического местоположения от желательного, которое задано в управляющей программе системы числового программного управления, рассогласование устраняется путем надлежащего перемещения производственной единицы. Благодаря местному управлению, для ведущего управляющего устройства нет необходимости направлять производственные единицы и управлять ими в процессе производства детально-сборочной единицы из волокнистого композитного материала. Однако в случае аварии ведущее управляющее устройство может быть использовано для аварийной остановки системы. Перед тем как система приступит к реальному производству детально-сборочной единицы из волокнистого композитного материала, ведущее управляющее устройство передает на соответствующие производственные единицы или связанные с ними управляющие устройства управляющие программы системы числового программного управления.
Другие признаки, преимущества и подробности предлагаемого изобретения станут понятны из дальнейшего подробного описания одного из вариантов его осуществления со ссылками на прилагаемые чертежи.
КРАТКОЕ ОПИСАНИЕ ПРИЛАГАЕМЫХ ЧЕРТЕЖЕЙ
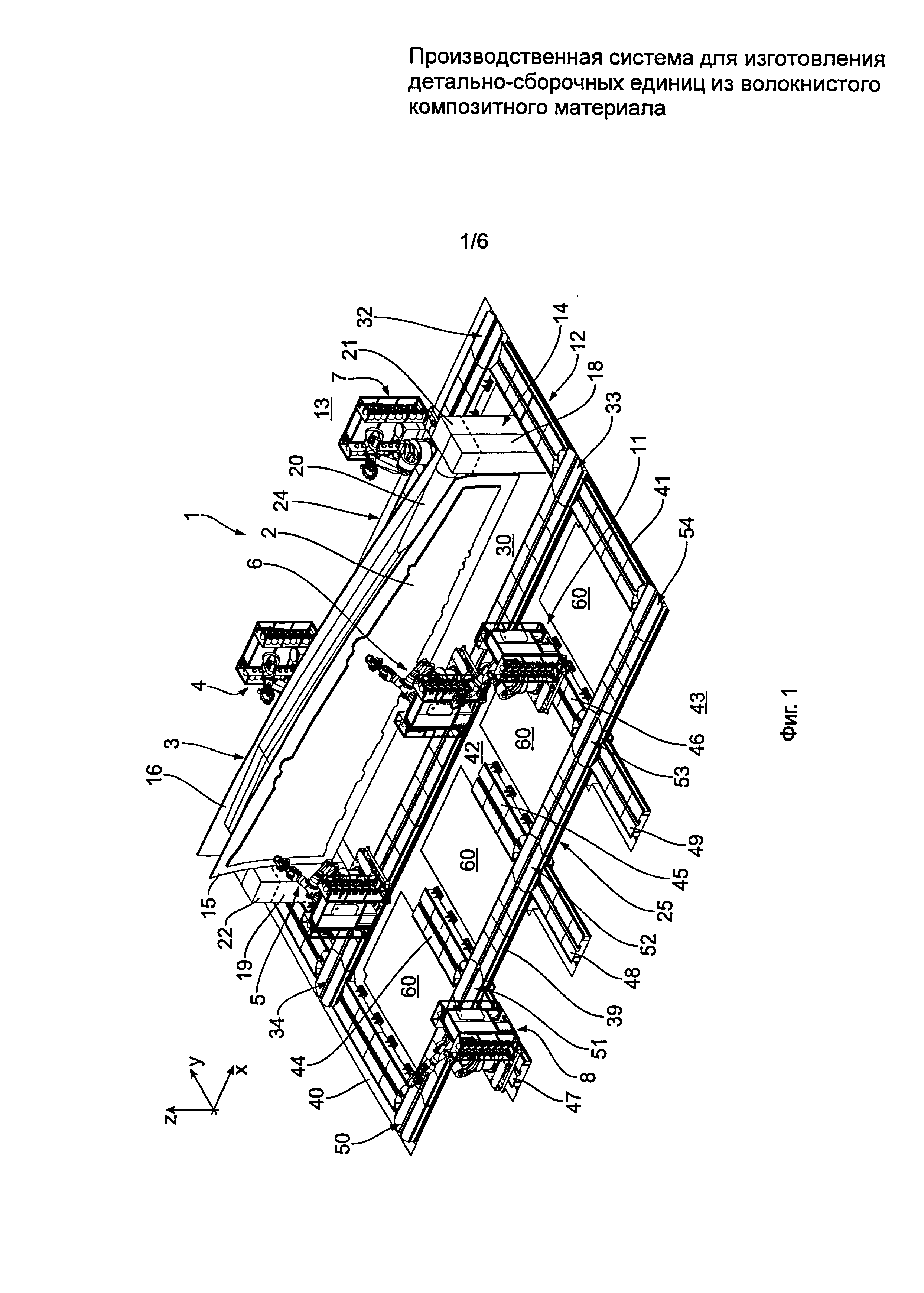
На фиг.1 в аксонометрии показана производственная система для производства детально-сборочной единицы из волокнистого композитного материала, снабженная совокупностью производственных единиц, выполненных с возможностью перемещения по направляющей дорожке.
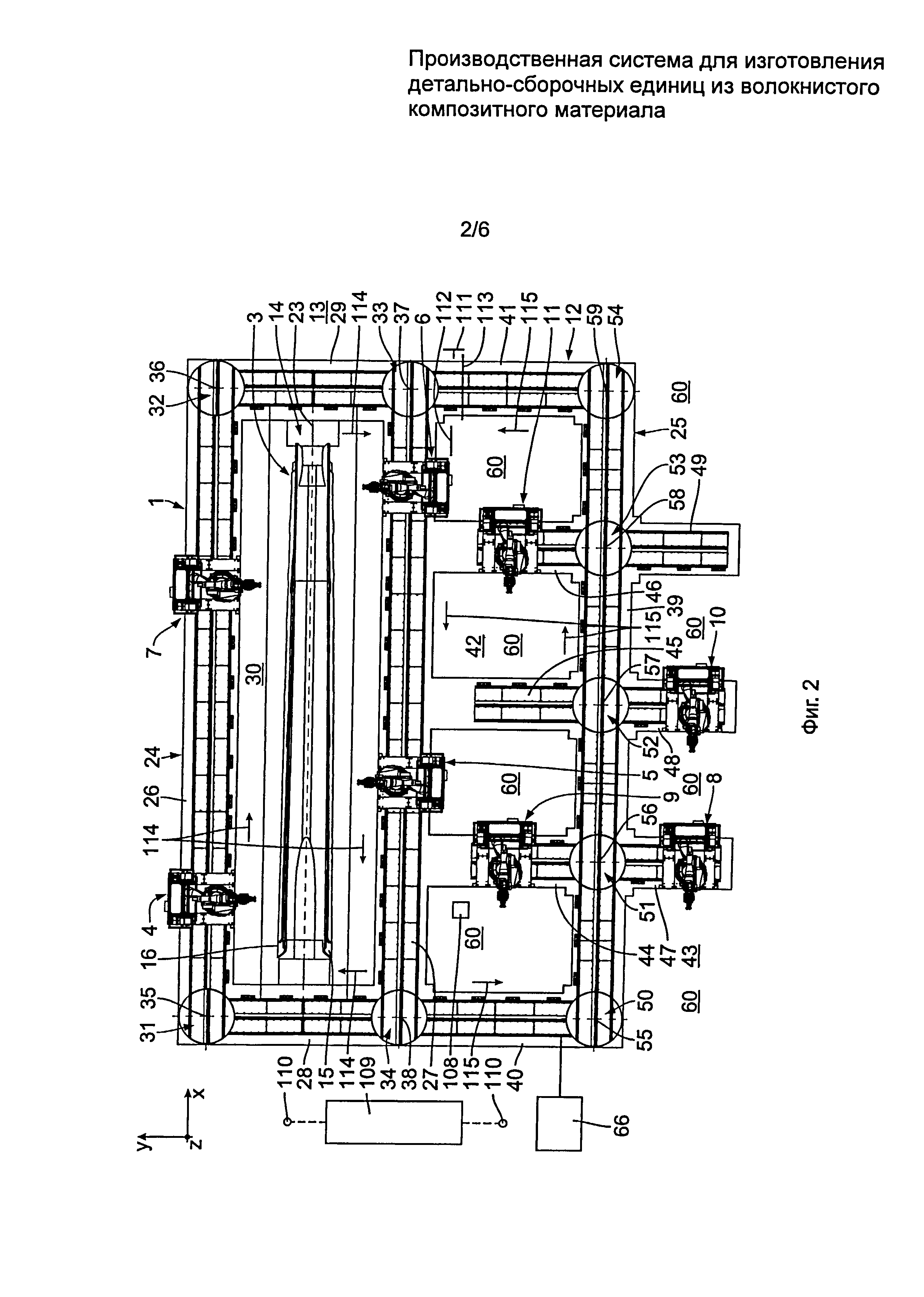
На фиг.2 производственная система, изображенная на фиг.1, показана на виде сверху.
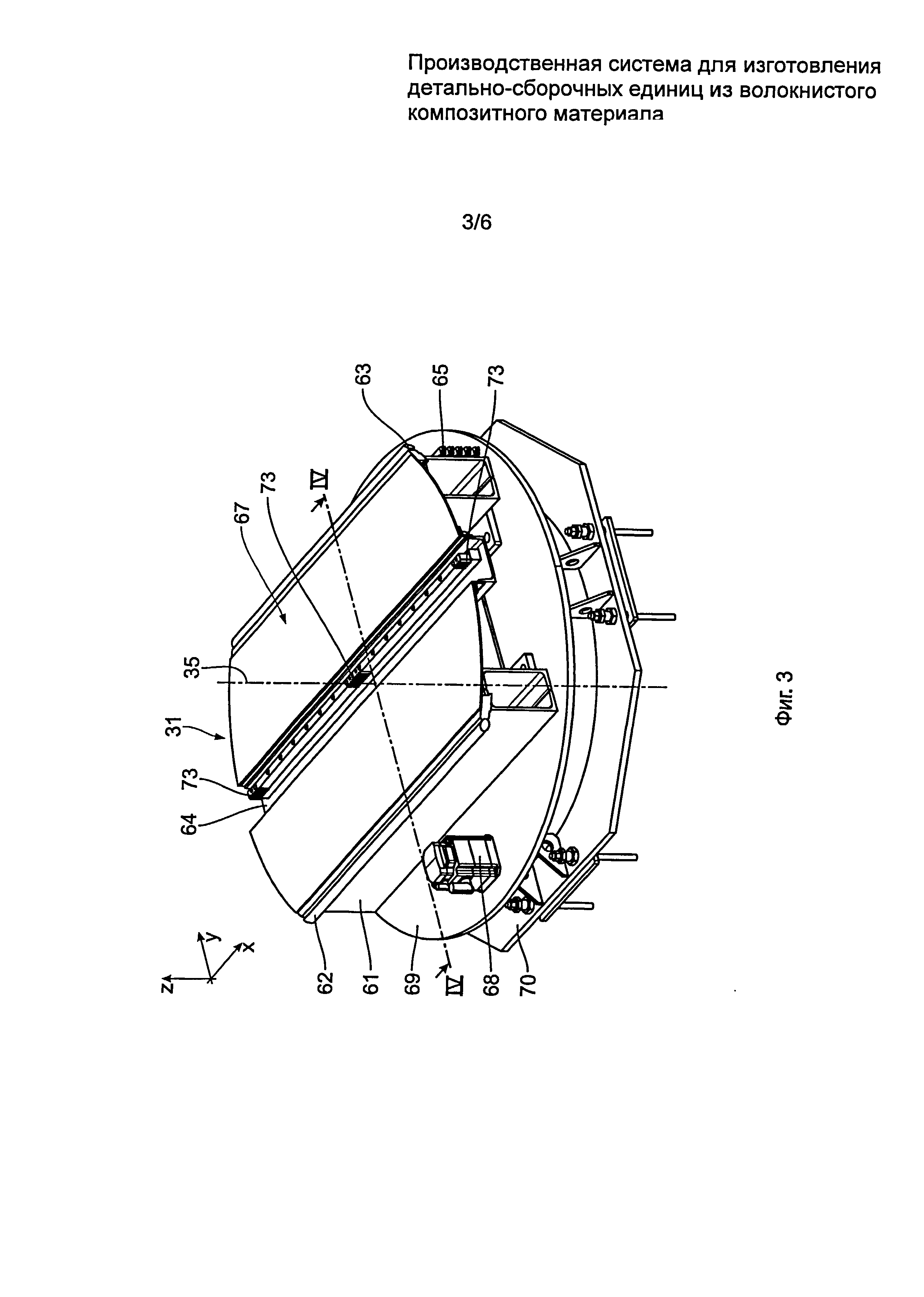
На фиг.3 в аксонометрии показана поворотная станция направляющей дорожки в производственной системе, изображенной на фиг.1.
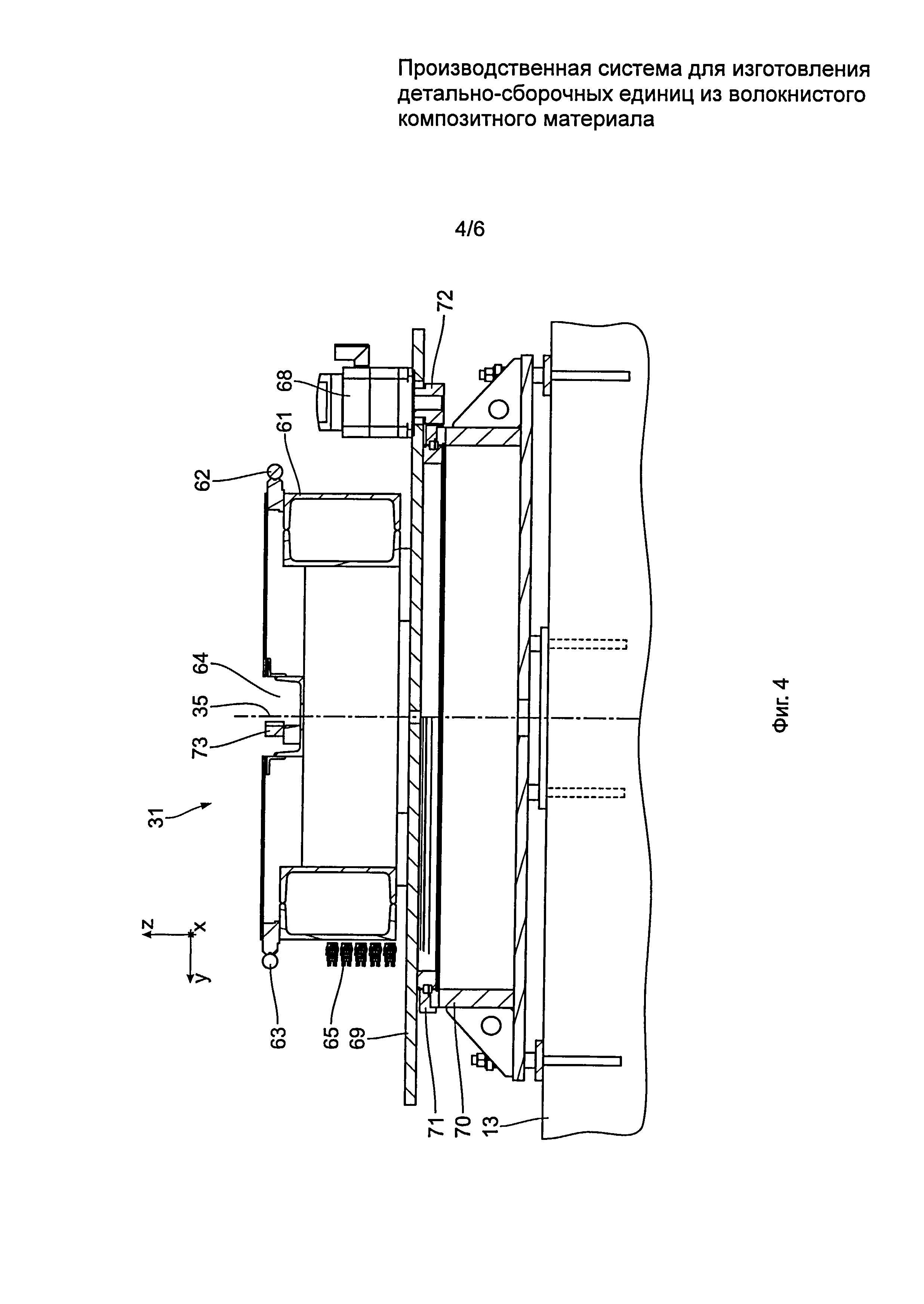
На фиг.4 поворотная станция, изображенная на фиг.3, показана в осевом разрезе.
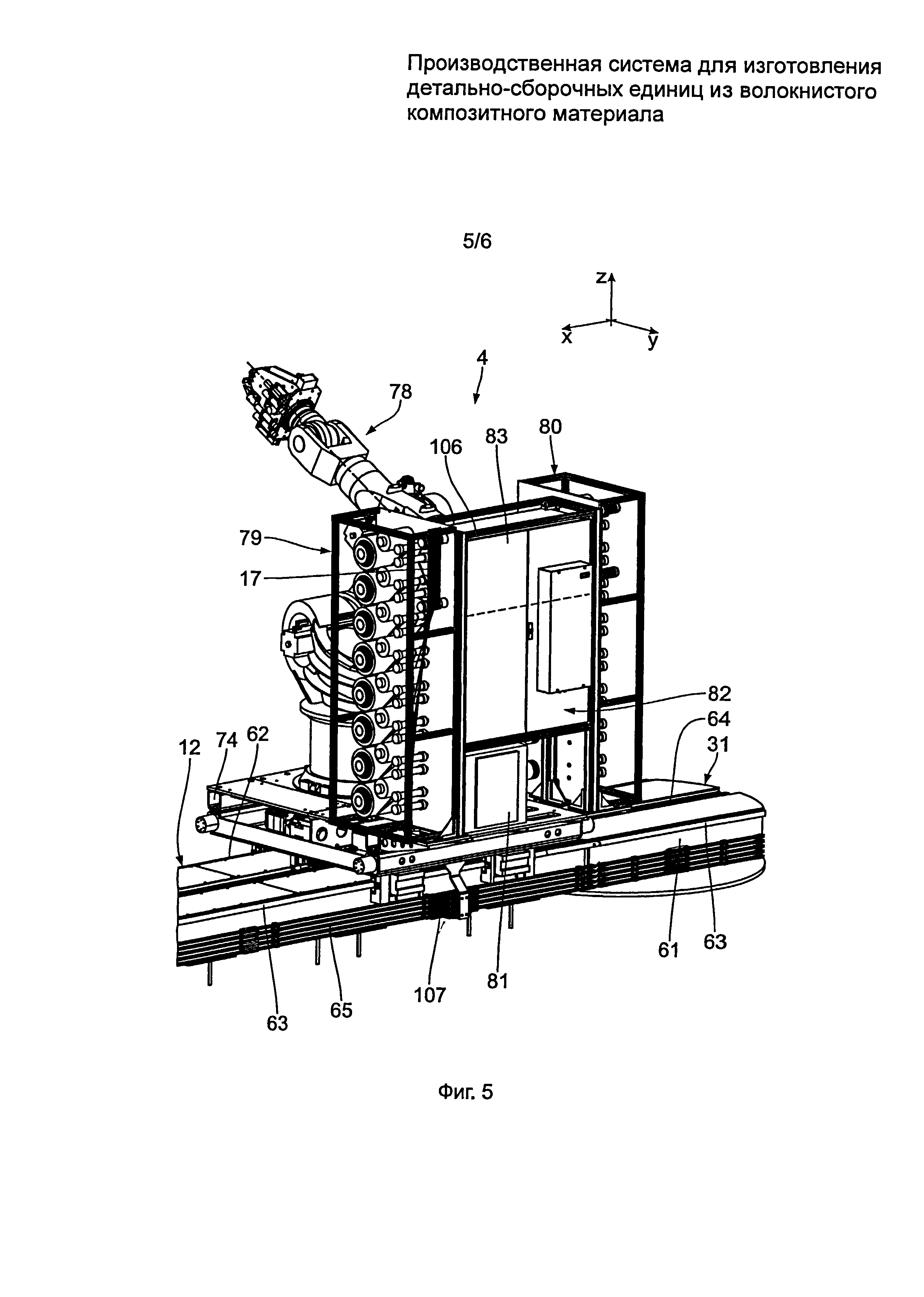
На фиг.5 в аксонометрии показана производственная единица, относящаяся к производственной системе, изображенной на фиг.1.
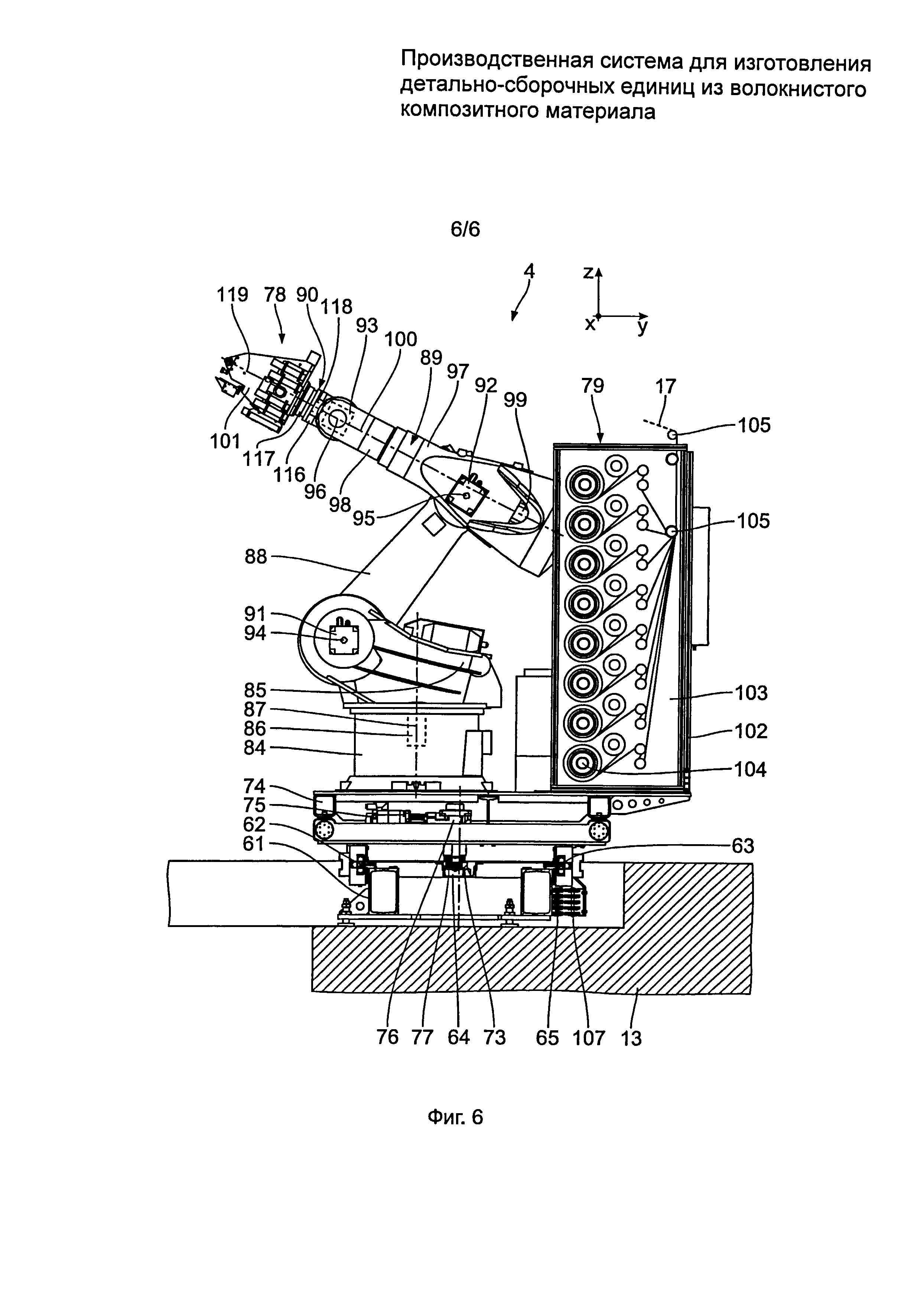
На фиг.6 производственная единица, относящаяся к производственной системе, изображенной на фиг.1, показана на виде сбоку с частичным разрезом.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДЛАГАЕМОГО ИЗОБРЕТЕНИЯ
Производственная система 1, осуществляющая производство двух детально-сборочных единиц 2 из волокнистого композитного материала, имеет литьевой узел 3 и восемь задействованных производственных единиц 4, 5, 6, 7, 8, 9, 10 и 11 (далее «производственные единицы 4-11»). Эти производственные единицы 4-11 установлены с возможностью перемещения по направляющей дорожке 12. Литьевой узел 3 и направляющая дорожка 12 закреплены на базовой пластине 13. Во избежание загромождения чертежа на фиг.1 показаны только шесть из восьми производственных единиц 4-11.
Литьевой узел 3 снабжен опорой 14, на которой установлены две литьевые формы 15 и 16 для двух самолетных плоскостей. Упомянутые самолетные плоскости производятся из имеющего паутинообразную структуру волокнистого композитного материала 17 и, поэтому, представляют собой детально-сборочные единицы 2 из волокнистого композитного материала. Опора 14 содержит два опорных элемента 18 и 19, которые отстоят друг от друга в направлении координатной оси X, и между ними с возможностью вращения установлен вал 20. Этот вал 20 выполнен с возможностью приведения его во вращение с помощью приводных двигателей 21 и 22 вокруг горизонтальной оси вращения 23, которая простирается параллельно координатной оси X. Упомянутые литьевые формы 15 и 16 прикреплены к валу 20 на его противоположных концах.
Производственные единицы 4-11 используются для поставки волокнистого композитного материала к литьевым формам 15 и 16. При этом для производственных единиц 4-11 обеспечена возможность перемещения независимо друг от друга по направляющей дорожке 12. Направляющая дорожка 12 имеет по существу форму восьмерки и образуют два периметрических пути 24 и 25. Первый периметрический путь 24 ниже называется обработочным периметрическим путем, а второй периметрический путь 25 ниже называется восстановительным периметрическим путем. Обработочный периметрический путь 24 является прямоугольным и имеет два производственных путевых участка 26 и 27, которые проходят в направлении координатной оси X, и два соединительных путевых участка 28 и 29, которые проходят перпендикулярно производственным путевым участкам в направлении координатной оси Y. Во всяком случае, путевые участки 26-29 являются прямолинейными, и ими ограничивается обработочное пространство 30, в пределах которого расположен литьевой узел 3. Поэтому направляющая дорожка 12 обегает литьевой узел 3 вокруг, так что обеспечивается возможность перемещения производственных единиц 4-11 по кругу вокруг литьевого узла 3 по обработочному периметрическому пути 24. Для того чтобы изменить направление перемещения или переместить производственные единицы 4-11 на соответствующие следующие путевые участки 26-29, предусмотрены поворотные станции 31, 32, 33 и 34 (далее «поворотные станции 31-34»), которые расположены на соответствующих углах обработочного периметрического пути 24. Поворотные станции 31-34 во всех случаях имеют связанные с ними поворотные оси 35, 36, 37 и 38 (далее «поворотные оси 35-38»), соответственно, которые простираются параллельно координатной оси Z (вертикальная ось). Упомянутые координатные оси X, Y и Z образуют Декартову систему координат.
Производственные путевые участки 26 и 27 расположены напротив друг друга и во всех случаях связаны с той или иной из литьевых форм 15 и 16. Например, производственный путевой участок 27 относительно литьевой формы 15 расположен таким образом, что волокнистый композитный материал 17 может поставляться к литьевой форме 15 с помощью производственных единиц 4-11, если они перемещаются по производственному путевому участку 27. Аналогичное рассуждение применимо в отношении производственного путевого участка 26 и литьевой формы 16.
Восстановительный периметрический путь 25 используется для восстановления работоспособности или наладки производственных единиц 4-11. Восстановительный периметрический путь 25 является прямоугольным и содержит производственный путевой участок 27 и восстановительный путевой участок 29, который расположен параллельно первому и проходит в направлении координатной оси X, она соединены между собой посредством двух соединительных путевых участков 40 и 41, которые проходят в направлении координатной оси Y. Путевые участки 39-41 также являются прямолинейными. Путевые участки 27 и 39-41 ограничивают восстановительное внутреннее пространство 42 и отделяют последнее от восстановительного внешнего пространства 43.
Три станционных путевых участка 44, 45 и 46 тупикового типа (далее «станционные путевые участки 44-46 тупикового типа») и три станционных путевых участка 47, 48 и 49 тупикового типа (далее «станционные путевые участки 47-49 тупикового типа») в каждом случае простираются в восстановительном внутреннем пространстве 42 и в восстановительном внешнем пространстве 43, отходя от восстановительного путевого участка 39. Станционные путевые участки 44-46 и 47-49 единообразно разнесены в стороны друг от друга в направлении координатной оси X, так что те из станционных путевых участков 44-49, которые расположены в восстановительном внутреннем пространстве 42, и те из них, которые расположены в восстановительном внешнем пространстве 43, расположены попарно друг напротив друга. Для того, чтобы изменить направление перемещения производственных единиц 4-11, которые расположены между соединительным путевым участком 40 или 41 и восстановительным путевым участком 39 и между восстановительным путевым участком 39 и станционными путевыми участками 44-49, предусмотрено пять дополнительных поворотных станций 50, 51, 52, 53 и 54 (далее «поворотные станции 50-54»), которые образуют связанные с ними поворотные оси 55, 56, 57, 58 и 59 (далее «поворотные оси 55-59»), проходящие параллельно координатной оси Z. С примыканием к станционным путевым участкам 44-49 для восстановления работоспособности и/или наладки производственных единиц 4-11 предусмотрена совокупность восстановительных станций 60.
Направляющая дорожка 12 снабжена опорной рамой 61, которая соединена с базовой пластиной 13. На упомянутой опорной раме 61 расположены два боковых направляющих рельса 62 и 63 для производственных единиц 4-11. Кроме того, направляющая дорожка 12 имеет центральную направляющую канавку 64, которая тоже служит направляющей для производственных единиц 4-11. Для осуществления перемещения производственных единиц 4-11 по направляющей дорожке 12 предусмотрена зубчатая рейка 73, которая установлена сбоку в упомянутой центральной направляющей канавке 64.
На опорной раме 61 расположены сбоку скользящие контакты 65, которые, для передачи энергии к производственным единицам 4-11, соединены с центральным источником энергии 66.
Поворотные станции 31-34 и 50-54 идентичны в конструктивном отношении, так что далее будет описана только поворотная станция 31. Поворотная станция 31 образует поворотный путевой участок 67 направляющей дорожки 12, который выполнен с возможностью поворота вокруг поворотной оси 35 под действием приводного двигателя 68. В принципе, поворотный путевой участок 67 имеет то же строение, что и остальная направляющая дорожка 12, но между опорной рамой 61 и базовой пластиной 13 дополнительно предусмотрены два поворотных участка 69 и 70, которые выполнены с возможностью поворота друг относительно друга. На плитообразном первом поворотном участке 69 расположены опорная рама 61 и приводной двигатель 68, а второй поворотный участок 70 прикреплен к базовой пластине 13. Второй поворотный участок 70 на том своем конце, который обращен к первому поворотному участку 69, снабжен кольцевой зубчатой передачей 71, с которой находится в зацеплении зубчатое колесо 72, выполненное с возможностью приведения его во вращение с помощью приводного двигателя 68 в обоих направлениях вращения, так что для поворотного путевого участка 67 обеспечена возможность поворота в двух направлениях. Поворотный путевой участок 67 выполнен с возможностью поворота в обоих направлениях на 90°.
Производственные единицы 4-11 выполнены автономными и с возможностью перемещения независимо друг от друга. Производственные единицы 4-11 идентичны в конструктивном отношении, так что далее будет описана только производственная единица 4. Производственная единица 4 содержит скользящую платформу 74, которая установлена и направляется на направляющих рельсах 62 и 63 и в направляющей канавке 64. К нижней стороне скользящей платформы 74 прикреплены два приводных двигателя 75, выполненных с возможностью приведения во вращательное движение зубчатого колеса 77 через посредство угловой зубчатой передачи 76. Соответствующее зубчатое колесо 77 находится в зацеплении с зубчатой рейкой 73, так что для производственной единицы 4 обеспечивается возможность перемещения по направляющей дорожке 12 по прямолинейной траектории. Верхняя сторона скользящей платформы 74 используется в качестве платформы для позиционирующего устройства 78, двух охлаждаемых хранилищ 79 и 80 для материала, охлаждающего устройства 81, устройства для подачи энергии 82 и управляющего устройства 83. Упомянутые приводные двигатели 75 выполнены с возможностью приведения их в действие с помощью упомянутого управляющего устройства 83 таким образом, что между зубчатыми колесами 77 и зубчатой рейкой 73 обеспечено предварительное напряжение и, следовательно, отсутствие зазоров, таким образом обеспечивается получение приводной системы с высокой степенью точности позиционирования.
Упомянутое позиционирующее устройство 78 выполнено в виде робота или промышленного робота и жестко зафиксировано на скользящей платформе 74 с базовой рамой 84. На упомянутой базовой раме 84 установлена поворотная деталь 85, называемая карусель, которая выполнена с возможностью поворота с помощью приводного двигателя 86 вокруг вертикальной поворотной оси 87, простирающейся параллельно координатной оси Z. На упомянутой поворотной детали 85 установлены три поворотных плеча 88, 89 и 90, соединенные друг с другом на конце и выполненные с возможностью поворота с помощью приводных двигателей 91, 92 и 93, соответственно, вокруг связанных с ними и простирающихся горизонтально поворотных осей 94, 95 и 96, соответственно. Поворотное плечо 89 имеет двухсоставное строение и содержит две поворотных части 97 и 98, которые выполнены с возможностью поворота друг относительно друга вокруг их центральной продольной оси 100 под действием приводного двигателя 99. Упомянутая центральная продольная ось 100 поворотных частей 97 и 98, таким образом, образует еще одну поворотную ось. Соответственно, поворотное плечо 90 имеет двухсоставное строение и содержит две поворотные части 116 и 117, которые выполнены с возможностью поворота друг относительно друга вокруг их центральной продольной оси 119 под действием приводного двигателя 118. На фиг.6 центральная продольная ось 100 и центральная продольная ось 119 совпадают. Центральная продольная ось 119 поворотных частей 116 и 117, таким образом, образует еще одну поворотную ось. На конце поворотного плеча 90 расположен обрабатывающий инструмент 101, реализованный как волокнонакладывающая головка. Для обрабатывающего инструмента 101, таким образом, обеспечивается возможность поворота вокруг шести поворотных осей 87, 94, 95, 96, 100 и 119. Позиционирующее устройство 78 имеет возможность перемещаться по направляющей дорожке 12, поэтому последняя дополнительно обеспечивает прямолинейную ось для позиционирующего устройства 78.
Обрабатывающий инструмент 101, являющийся исполнительным элементом, используется для поставки волокнистого композитного материала 17 к литьевым формам 15 и 16. Хранилища 79 и 80 для материала, расположенные на скользящей платформе 74, используются для хранения запасов волокнистого композитного материала 17. Упомянутые хранилища 79 и 80 для материала имеют идентичную конструкцию, поэтому далее будет описываться только хранилище 79 для материала. Хранилище 79 для материала имеет корпус 102, для внутреннего пространства 103 которого обеспечена возможность охлаждения с помощью охлаждающего устройства 81. В упомянутом внутреннем пространстве 103 с возможностью вращения установлена совокупность катушек 104 с паутинообразным волокнистым композитным материалом 17. В каждом случае волокнистый композитный материал 17 направляется через совокупность отклоняющих блоков 105 из хранилища 79 для материала и направляется на обрабатывающий инструмент 101. Волокнистый композитный материал 17 может быть удален из хранилища 79 для материала с помощью обрабатывающего инструмента 101 путем приложения растягивающего усилия. Что касается охладительного устройства 81, с помощью которого осуществляется охлаждение хранилищ 79 и 80 для материала, то оно расположено между этими хранилищами.
Коммутационный отсек 106, в котором расположены устройство для подачи энергии 82 и управляющее устройство 83, находится над охлаждающим устройством 81 и между хранилищами 79 и 80 для материала. Устройство для подачи энергии 82 выполнено таким образом, что для производственной единицы 4 обеспечивается возможность свободного перемещения по всей направляющей дорожке 12. Для этого устройство для подачи энергии 82 снабжено скользящими контактами 107, которые, будучи расположенными на скользящей платформе 74, контактируют со скользящими контактами 65. Через скользящие контакты 65 и 107 обеспечивается возможность передачи электрической энергии от центрального источника энергии 66 к устройству для подачи энергии 82. Устройство для подачи энергии 82 с помощью подходящей схемы обеспечивает все нагрузки, находящиеся на скользящей платформе 74, в частности, приводные двигатели 75, 86, 91, 92, 93, 99 и 118, охлаждающее устройство 81 и управляющее устройство 83, электрической энергией.
Обрабатывающий инструмент 101 с возможностью замены прикреплен к поворотному плечу 90, так что он может быть заменен на другой обрабатывающий инструмент или другой концевой исполнительный элемент 108. Упомянутый обрабатывающий инструмент или другой концевой исполнительный элемент 108 лежит наготове, например, у одной из восстановительных станций 60 и используется для операции механической обработки волокнистого композитного материала. Например, обрабатывающий инструмент 108 может обеспечивать возможность сверления или фрезерования.
Производственная система 1 имеет ведущее управляющее устройство 109. сигнальное соединение которого с управляющими устройствами 83 производственных единиц 4-11 с целью передачи данных обеспечивается с помощью беспроводной сети передачи данных (иначе говоря, с помощью беспроводной локальной вычислительной сети). Ввиду обширных размеров производственной системы 1 ведущее управляющее устройство 109 для этой цели снабжено совокупностью соединительных точек 110, которые называются также точками доступа. Ведущее управляющее устройство 109 используется для передачи на производственные единицы 4-11 управляющих программ систем числового программного управления. Поэтому производственная система 1 может быть построена централизованно, так что обеспечена возможность быстрой конверсии производства. Управление производственными единицами 4-11 осуществляется локально с помощью соответствующих управляющих устройств 83. Поэтому управляющие устройства 83 выполнены таким образом, что они управляют производственными единицами 4-11 независимо от ведущего управляющего устройства 109.
Производственная система 1 снабжена защитной оградой 111, которая по периферии окружает всю производственную систему 1. Кроме того, между производственным путевым участком 27 и восстановительными станциями 60 установлена защитная ограда 112, которая в области соединения путевых участков 40 и 41 снабжена дверью 113, которая может приводиться в действие с помощью соответствующей световой преграды. Упомянутые защитные ограды 111 и 112 показаны только на фиг.2.
Для производства двух детально-сборочных единиц 2 из волокнистого композитного материала производственные единицы 4-7 приводятся в работу в круговом режиме по обработочному периметрическому пути 24 и перемещаются вокруг литьевых форм 15 и 16 в направлении 114. Изменение направления перемещения между производственными путевыми участками 26 и 27 с одной стороны и соединительными путевыми участками 28 и 29 с другой стороны, расположенными в промежутке, осуществляется с помощью соответствующих поворотных станций 31-34. Если производственные единицы 4-7 расположены на производственных путевых участках 26 и 27, волокнистый композитный материал 17 поставляется к соответствующим литьевым формам 15 и 16. Остальные производственные единицы 8-11 находятся на станционных путевых участках 44, 46, 47 и 48, и их восстановление работоспособности и/или наладка осуществляется на связанных с ними восстановительных станциях 60.
Если у одной из производственных единиц 4-7 возникает техническая проблема, или если она вынуждена остановиться по причине отсутствия материала, то для ее замены имеется наготове одна из производственных единиц 8-11, которая может возобновить и продолжить прерванный производственный процесс. Если прервать производственный процесс вынуждена, например, производственная единица 5, то с помощью поворотных станций 34, 50 и 52 она может быть направлена на станционный путевой участок 45. В то же время с помощью поворотных станций 53, 54 и 33 на обработочный периметрический путь 24 может быть введена, например, производственная единица 11, которая может возобновить и продолжить прерванный производственный процесс. Если же по причине отсутствия материала прервать производственный процесс вынуждена производственная единица 7, то она может быть удалена с обработочного периметрического пути 24 уже с помощью поворотной станции 33 и подана на станционный путевой участок 49 с помощью поворотных станций 54 и 53. В то же время на обработочный периметрический путь 24 через поворотные станции 51 и 50 может быть подана, например, производственная единица 8, которая может возобновить и продолжить прерванный производственный процесс. Поэтому поворотные станции 33 и 34 выступают в качестве отклоняющих устройств, которые либо оставляют производственные единицы 4-11 на обработочном периметрическом пути 24, либо переводят их на восстановительный периметрический путь 25. В то же время поворотные станции 33 и 34 используются для возвращения производственных единиц 4-11, работоспособность которых восстановлена, или которые налажены (подготовлены к работе) на обработочный периметрический путь 24. Представляется предпочтительным такое решение, при котором работа производственных единиц 4-11 организована таким образом, что удаление их с обработочного периметрического пути 24 осуществляется с помощью поворотной станции 34, а их возвращение на обработочный периметрический путь 24 осуществляется с помощью поворотной станции 33. Поэтому производственные единицы 4-11 имеют постоянное направление 115 перемещения по восстановительному периметрическому пути 25.
Управление производственными единицами 4-11 для их перемещения осуществляется с помощью соответствующих управляющих устройств 83. Поэтому управляющие устройства 83 производственных единиц 4-11 не имеют общего временного базиса ни друг с другом, ни с ведущим управляющим устройством 109. Упомянутое ведущее управляющее устройство 109 используется для быстрой конфигурации управляющих устройств 83 в процессе смены детально-сборочной единицы.
Слежение за безопасностью с целью избежать столкновений между производственными единицами 4-11 может осуществляться, например, с помощью чувствительных элементов расстояния, установленных на производственных единицах 4-11, или же с помощью системы мониторинга местоположения, которая может быть выполнена, например, по типу глобальной системы позиционирования GPS и способна отслеживать местоположение производственных единиц 4-11. Например, система отслеживания местоположения может иметь сигнальное соединение с производственными единицами 4-11 и/или с ведущим управляющим устройством 109, так что отдельные производственные единицы для предотвращения столкновения могут быть остановлены, или же для всех производственных единиц 4-11 может быть сгенерирован общий аварийный сигнал. Кроме того, между контрольными устройствами 83 отдельных производственных единиц 4-11 может осуществляться коммуникация с помощью беспроводной сети передачи данных, так что столкновений между производственными единицами 4-11 можно избежать с помощью локальной коммуникации.
По сравнению с известными производственными системами производственная система 1 согласно предлагаемому изобретению имеет существенно более высокую производительность и обладает существенно более высокой гибкостью. Благодаря конфигурации направляющей дорожки 12, которая образует два периметрических пути 24 и 25, образуется большое количество вариантов перемещения, так что обеспечивается высокая степень гибкости системы как в процессе производства, так и при восстановлении работоспособности и наладке производственных единиц 4-11. Эта гибкость проявляется, в частности, когда одна из производственных единиц 4-11 быстро и неожиданно прерывает производственный процесс из-за возникновения проблемы технического характера.
Способ и производственный узел для изготовления элементов из волокнистого композитного материала
Способ и производственный узел для изготовления элементов из волокнистого композитного материала
Машина для укладки волокон и способ изготовления волокнистых нетканых матов
Машина для укладки волокон

