Результат интеллектуальной деятельности: ИМЕЮЩИЙ ДЕТЕКТИРУЕМУЮ МЕТКУ УПАКОВОЧНЫЙ МАТЕРИАЛ ДЛЯ ИЗГОТОВЛЕНИЯ УПАКОВОЧНЫХ КОНТЕЙНЕРОВ ИЗ КАРТОНА ИЛИ НА КАРТОННОЙ ОСНОВЕ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к упаковочному материалу с линиями сгиба и способу изготовления имеющего линии сгиба упаковочного материала из тонколистового исходного материала, который снабжен шаблоном линий сгиба и знаком, который выполнен первым и вторым роликами.
Предпосылки создания изобретения
При производстве упаковочных контейнеров одноразового использования для различных типов напитков, например сока и молока, часто применяют слоистый упаковочный материал, который разрезают, сгибают и запечатывают для формирования непроницаемого для жидкости, заполненного и герметичного упаковочного контейнера. Общеизвестный тип материала состоит из ламината, который содержит центральный относительно толстый несущий слой волокнистого материала, например бумаги, который покрыт с обеих сторон слоями термопластического материала. Также возможно включение других слоев, например барьерных слоев, таких как алюминиевая фольга или некоторая форма барьерного пластика, например, такого как, EVOH. Для облегчения формирования упаковочного контейнера упаковочный ламинат ослабляют линейным шаблоном линий сгиба, которые посредством сжатия прежде всего несущего слоя ламината облегчают его сгибание. Обычно линии сгиба проходят как параллельно продольному направлению полотна, так и под разными углами к нему, например поперек или под косым углом по полотну материала.
Печатаемые метки для определения продольного положения полотна материала, используемые много лет, просты в изготовлении и легко считываются; фактически печатаемая метка представляет собой просто часть оформления упаковки и, таким образом, не вызывает дополнительных затрат. Однако то, что она служит в качестве части печатаемого оформления означает, что сама приводочная метка совмещения не находится в точном соответствии с шаблоном линии сгиба, поскольку этапы печати и сгиба являются двумя разными последовательными этапами при производстве полотна материала, и хотя относительные сдвиги между этими двумя этапами сводятся к минимуму, в производственном процессе существуют присущие допуски.
ЕР-А-0772760 раскрывает способ и устройство для определения положения линии сгиба полотна упаковочного материала посредством технологии отражения лазерного луча, в частности, с применением двух фотоприемников, обнаруживающих свет, отраженный материалом вдоль двух направлений, отклоняющихся относительно направления падения света, и посредством обработки таким образом принятых сигналов.
WO 03/037729 и WO 03/037722 раскрывают использование линий сгиба для определения как продольного, так и поперечного положения полотна материала.
DE-A-10246449 и ЕР-А-1406061 раскрывают способ определения продольного и поперечного положения полотна упаковочного материала посредством считывания двух взаимно пересекающихся тисненых линий посредством технологии лазерного дифференциального отражения, подобной раскрытой в указанном выше документе ЕР-А-0772760. Однако этот способ не может обеспечивать получение всех данных, которые необходимы для управления подачей полотна, поскольку не может быть получена информация о скорости подачи полотна, которая является существенным параметром, который следует определять и который необходимо определять другим способом.
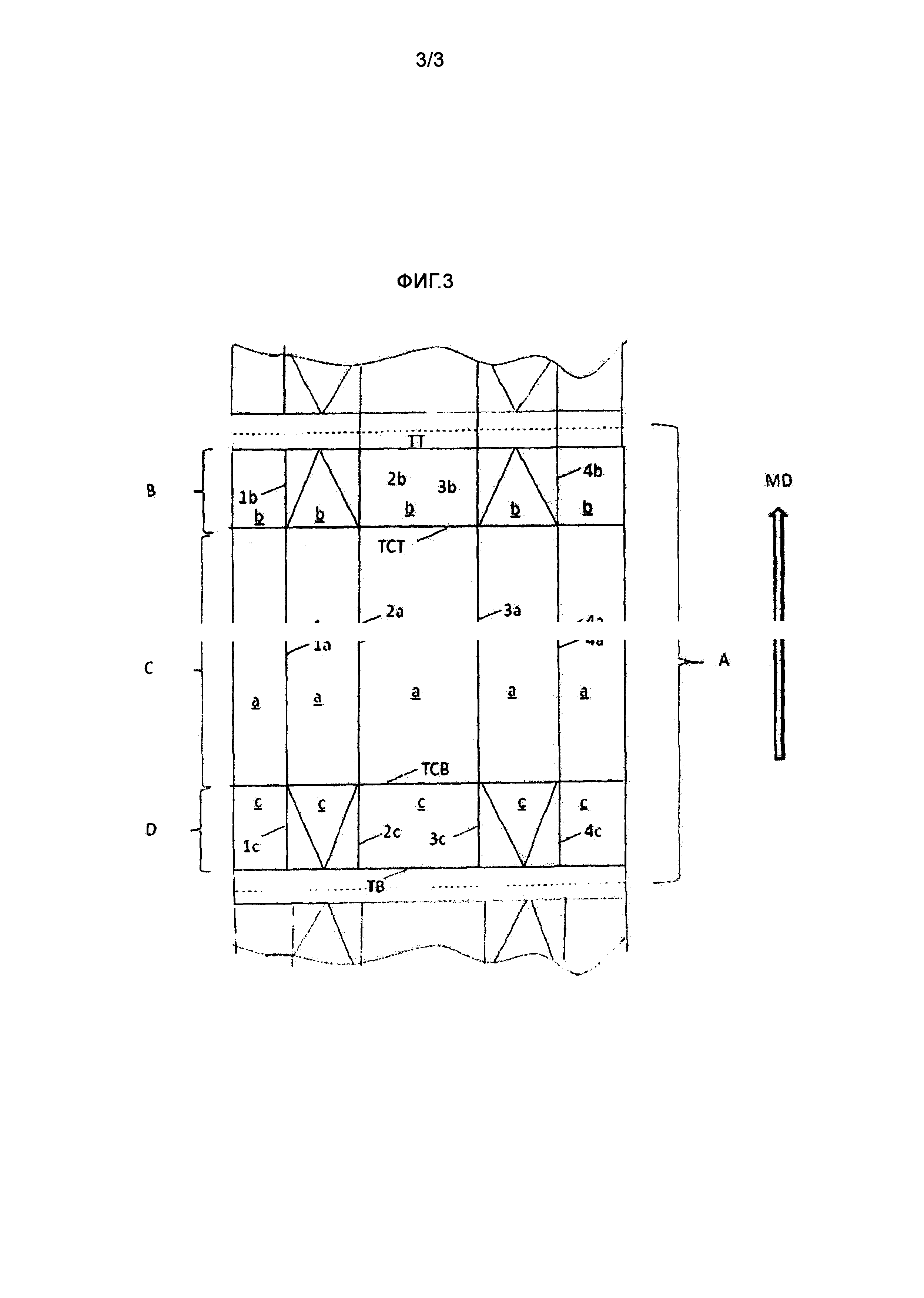
Известны дополнительные операции рилевания. Например, как схематично показано на фиг. 3, известно полотно упаковочного материала А, имеющее верхние панели В, панели С боковых стенок и донные панели D, расположенные в направлении (MD) обработки полотна. Панели, расположенные в указанном порядке, с возможностью сгиба соединены друг с другом поперечными линиями сгиба (ТСТ - верхняя поперечная линия и ТСВ - нижняя поперечная линия сгиба). Показаны продольные линии 1-4 сгиба, и известно, что продольные линии сгиба могут наноситься с двух направлений, позволяя выполнять сгибы 1а, 2а, 3а и 4а в ходе одной операции с одной стороны полотна упаковочного материала. Дополнительные части, то есть 1b, 1с; 2b, 2с; 3b, 3с; и 4b, 4с, выполняют в ходе второй операции рилевания на противоположной стороне полотна упаковочного материала. Описанная двухэтапная операция рилевания особенно полезна для производства упаковок, имеющих вертикальный трубчатый корпус контейнера, имеющий по существу плоские концевые уплотнения. Он, например, представлен на рынке как Tetra Prisma™ и имеет трубчатый корпус контейнера с по существу восьмиугольным горизонтальным поперечным сечением. В случае изменений, например натяжения полотна, может быть получен ухудшенный результат, то есть получение невыровненных линий сгиба.
Одной необходимостью в области изготовления упаковочного материала, таким образом, является получение способа изготовления упаковочного материала с линиями сгиба и достижение достаточно точного конечного результата, то есть упаковочного контейнера, имеющего хорошо определенную форму, без ухудшения его целостности.
Сущность изобретения
Целью настоящего изобретения является получение полотна упаковочного материала, пригодного для производства упаковочных контейнеров, таких как упаковочные контейнеры из картона или на картонной основе.
Целью изобретения является получение способа изготовления упаковочного материала, пригодного для формирования упаковочных контейнеров сгибанием.
Изобретение относится к упаковочному материалу для производства упаковочных контейнеров из картона или на картонной основе посредством формирования сгибанием, достигаемым при выполнении в одной секции, первой части одной или более линий сгиба и первой метки на движущемся полотне упаковочного материала из картона или на картонной основе, и выполнении во второй секции, по меньшей мере, второй части одной или более линий сгиба, а также второй метки, при этом первая и вторая метки совместно формируют детектируемую метку.
Изобретение также относится к упаковочному контейнеру, имеющему по существу плоские верхнюю и нижнюю части и выполненному из картона или материала на картонной основе и полученному посредством сгибания, запечатывания и резания упаковочного материала, как здесь указано. Контейнер согласно одному объекту имеет трубчатый корпус контейнера, имеющий по меньшей мере один по существу плоский конец, при этом корпус контейнера имеет по существу квадратное или прямоугольное поперечное сечение.
Изобретение также относится к способу изготовления полотна упаковочного материала для формирования упаковочных контейнеров из картона или на картонной основе посредством сгибания, где указанное полотно упаковочного материала снабжено опциональным шаблоном линий сгиба, в котором по меньшей мере одна линия сгиба ориентирована в направлении, параллельном продольным краям полотна, при этом указанный способ содержит этапы: прохождения полотна из картона или на картонной основе через первую секцию, в которой полотно снабжают первой частью одной или более продольных линий сгиба; прохождения полотна из картона или на основе картона далее через вторую секцию, в которой полотно снабжают по меньшей мере второй частью указанной одной или более продольных линий сгиба, при этом указанное полотно в первой секции снабжают меткой, выровненной с указанной первой частью указанной одной или более продольных линий сгиба, и указанное полотно во второй секции снабжают меткой второй части, выровненной с указанной второй частью указанной одной или более продольных линий сгиба, причем указанные первая и вторая части формируют детектируемую метку.
Краткое описание чертежей
Указанные выше, а также дополнительные цели, признаки и преимущества настоящего изобретения будут понятнее при ознакомлении с нижеследующим иллюстративным и не вносящим ограничений подробным описанием предпочтительных вариантов осуществления настоящего изобретения со ссылками на прилагаемые чертежи, на которых:
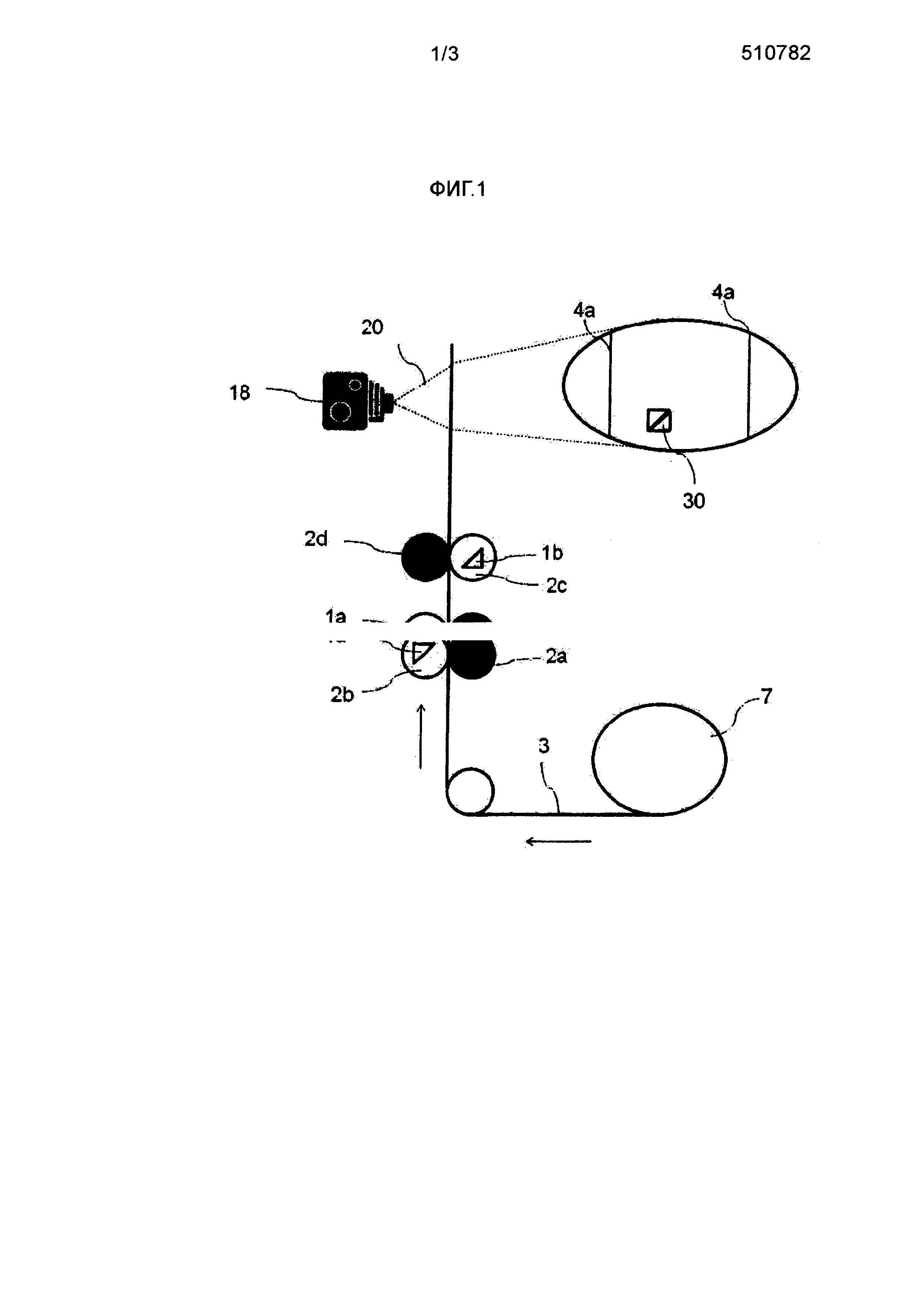
фиг. 1 - схематичная иллюстрация способа получения упаковочного ламината с меткой или тиснением.
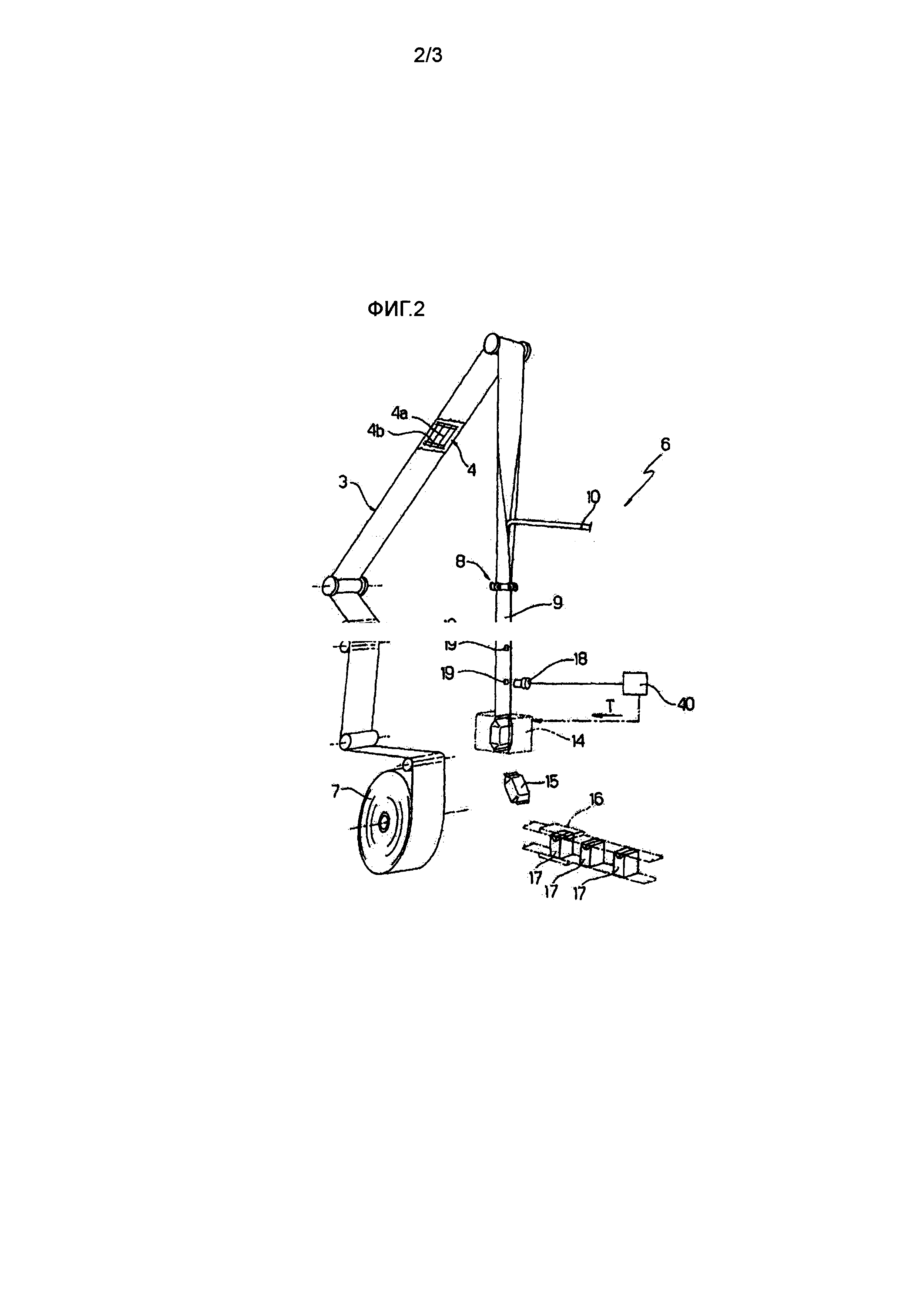
Фиг. 2 - схематичная иллюстрация части производственной линии для упаковочных контейнеров.
Фиг. 3 - схематичная иллюстрация полотна упаковочного материала, включающего в себя шаблон линии сгиба.
Подробное описание предпочтительных вариантов осуществления изобретения
На фиг. 3 схематично показан известный рулонный упаковочный материал А, имеющий верхние панели В, панели С боковых стенок и донные панели D, расположенные в направлении обработки (MD) полотна. Панели, расположенные в указанном порядке, с возможностью сгиба соединены друг с другом поперечными линиями сгиба (ТСТ - верхняя поперечная линия сгиба и ТСВ - нижняя поперечная линия сгиба). Показаны продольные линии 1-4 сгиба. Продольные линии сгиба проходят между поперечными линиями ТТ и ТВ сгиба (поперечными верхней и нижней линиями сгиба, соответственно). На фиг. 3 показано, что части 1а-4а продольных линий сгиба совместно с верхней поперечной линией ТСТ сгиба и нижней поперечной линией ТСВ сгиба образуют соединенные линиями сгиба панели а боковых стенок. Части 1b-4b линий сгиба продольных линий 1-4 сгиба совместно с верхней поперечной линией ТСТ сгиба и верхней поперечной линией ТТ сгиба образуют соединенные с возможностью сгиба верхние панели b. Части 1с-4с линий сгиба продольных линий 1-4 сгиба совместно с нижними поперечными линиями ТСВ и ТВ сгиба образуют соединенные с возможностью сгиба донные панели с.
Как описано выше, известно, что продольные линии сгиба могут создаваться с двух направлений, позволяя выполнять линии 1а, 2а, 3а и 4а сгиба в одном пункте на одной стороне полотна упаковочного материала. Дополнительные части, то есть 1b, 1с; 2b, 2с; 3b, 3с; и 4b, 4с, выполняют во второй секции рилевания на противоположной стороне полотна упаковочного материала. Указанная выше секция релевания, выполняемого в двух направлениях, предусматривает получение упаковочного контейнера, имеющего определенную внешнюю геометрическую форму, включающую в себя четкие продольные кромки. Четкие продольные кромки образуются посредством линий 1а, 2а, 3а и 4а сгиба, таким образом, формируя выступающую и выпуклую сгибаемую часть на наружной стороне завершенного упаковочного контейнера. Следовательно, остальные части 1b, 1с; 2b, 2с; 3b, 3с и 4b, 4с формируют посредством сгибания таким образом, что указанные части должны быть расположены внутри завершенного упаковочного контейнера. Указанное выше расположение линий сгиба, таким образом, предусматривает формирование четко определенной упаковки.
Описанное двухэтапное рилевание особенно полезно для изготовления таких упаковок, как существующие на рынке Tetra Prisma™, имеющие трубчатый корпус контейнера с по существу восьмиугольным горизонтальным поперечным сечением. Восьмиугольный корпус контейнера предусматривает, что продольные скошенные торцевые стенки расположены под углом приблизительно 135 градусов. Фальцовка восьмиугольного корпуса контейнера также может рассматриваться как сгибание полотна упаковочного материала на 45 градусов относительно плоского положения при транспортировке. Указанное выше двухэтапное рилевание, с выполнением линий сгиба с двух направлений и где применяют линии 1b, 1с; 2b, 2с; 3b, 3с и 4b, 4с сгиба, пригодно для такого сгибания. Однако если применяют операцию двухэтапного рилевания полотна упаковочного материала для формирования сгибанием с получением упаковки, имеющей трубчатый корпус контейнера, имеющий по существу прямоугольное или квадратное поперечное сечение, то есть корпус контейнера, имеющий вертикальные скошенные торцевые стенки, проходящие под углом приблизительно 90 градуса друг к другу, то выравнивание линий сгиба, выполняемых в двух секциях рилевания, более важно.
В противоположность указанному выше сгибанию на 45 градусов, при сгибании упаковочного контейнера, имеющего боковые стенки под углом 90 градусов, такого как упаковочный контейнер, имеющий корпус контейнера с квадратным или прямоугольным поперечным сечением, точная ориентация и сопряжение продольных линий сгиба полезны для получения согнутой упаковки, имеющей желательную геометрическую форму. Операцию сгибания из по существу плоского полотна осуществляют посредством сгибания под углом 90 градусов. Специалисту в данной области техники будет понятно, что точная ориентация линий сгиба, необходимых для получения квадратного или прямоугольного корпуса контейнера посредством операции двухэтапного рилевания, является более трудной, поскольку отдельные операции рилевания должны быть выполнены на полотне, движущемся, например, со скоростями свыше 500 м/мин, такими как приблизительно 600 м/мин. Специалисту в данной области техники также будет понятно, что необходимо выравнивание между линиями 1а, 2а, 3а, 4а и 1b, 1с; 2b, 2с; 3b, 3с; и 4b, 4с сгиба (когда их выполняют по меньшей мере в двух секциях рилевания). Например, увеличение или уменьшение натяжения полотна могут помещать продольные линии сгиба во второй секции в невыровненном положении относительно линий 1а, 2а, 3а, и 4а. Кроме того, факторы, относящиеся к другому процессу, могут воздействовать на расположение линий сгиба. Как можно видеть, например, на фиг. 3, линии 1-4 сгиба являются продольными линиями сгиба, выполненными параллельно краям полотна. Продольные линии сгиба также параллельны направлению конвейерной ленты, которая соответствует направлению обработки. Направление обработки также соответствует направлению волокон картона или материала на основе картона.
Таким образом, целью настоящего изобретения является выполнение рилевания в двух секциях рилевания без ухудшения рилевания или получения невыровненного рилевания или по меньшей мере изготовление полотна упаковочного материала, на котором легко обнаружить, что линии сгиба, выполненные в двух отдельных секциях рилевания, не выровнены.
Изобретение было описано выше главным образом со ссылками на несколько вариантов его осуществления. Однако, как будет понятно специалисту в данной области техники, одинаково возможны другие варианты осуществления изобретения, отличные от описанных выше, в рамках объема изобретения, определенного прилагаемой формулой изобретения. На фиг. 2 схематично показано упаковочное устройство, в котором материал 3 полотна содержит шаблон 4 линий сгиба и метку или тиснение 5, выполненную, как схематично показано на фиг. 1, а также как далее описано в настоящем описании. Шаблон 4 линий сгиба и метка или тиснение 5 повторяются с интервалами R, по меньшей мере равными отрезку материала, требуемому для изготовления одной упаковки. Шаблон 4 линий сгиба включает в себя известным образом множество продольных линий 4а сгиба, соответствующих вертикальным углам завершенных упаковок, и множество поперечных линий 4b сгиба, соответствующих горизонтальным углам упаковки и основанию поперечных уплотнительных частей или "ребрам". Метки или тиснения 5 могут быть расположена везде, где это необходимо на материале полотна, и предпочтительно они не должны пересекаться ни с одной из линий 4а, 4b сгиба шаблона 4. Материал 3 полотна может использоваться в устройстве 6, схематично показанном на фиг. 2, для производства асептических упаковок, в котором материал 3 полотна сматывается с катушки 7 и подается через асептическую камеру (не показана), где он стерилизуется, и через узел 8, которым он сгибается и запечатывается в продольном направлении для формирования известным образом непрерывной вертикальной трубы 9. Труба 9 из упаковочного материала непрерывно заполняется разливаемым продуктом питания посредством известного разливочного устройства 10 и затем подается к секции 14 формирования и поперечного запечатывания, где она захватывается между парами зажимных губок (не показаны), которые запечатывают трубу поперек для формирования упаковок 15 подушечного типа. Упаковки 15 подушечного типа затем разделяют посредством запечатанной уплотнительной части между пакетами и подают к секции 16 завершающего сгибания, где они механически сгибаются для формирования завершенных упаковок 17. Упаковки формируют посредством сгибания (формирования сгибанием) материала вдоль линий 4а и 4b сгиба и управления подачей материала посредством контрольного устройства 18 для "считывания" метки или тиснения 5, расположенных на материале с интервалами R. Контрольное устройство 18 может быть расположено в любом местоположении после выполнения метки или тиснения.
На фиг. 2 схематично показана часть производственной линии для изготовления упаковочных контейнеров. На фиг. 2 более подробно показан материал (3) полотна, например упаковочный материал в форме ламината, такого как материал на волоконной основе, такой как картон или материал на основе картона или подобный, формирующий несущий слой ламината, снабженного внешними непроницаемыми для жидкости термопластическими слоями, например, из полиэтилена при помощи узла ламинирования. Пластмассовые слои экструдируют по всей ширине полотна и применяют охлажденные прижимные ролики для обеспечения того, что пластмасса будет сплавляться и постоянно связываться с волокнистым материалом. Могут применяться дополнительные слои, например, из алюминиевой фольги, после чего термопластический непроницаемый для жидкости внешний слой завершает процесс получения ламината. Рулонный материал снабжают необходимым шаблоном линий сгиба, который выполняют при помощи двух пар взаимодействующих (2a-d, соответственно) роликов встречного вращения, между которыми проходит рулонный материал. Ролики, которые снабжены охватываемым 2b, 2с и охватывающим 2а, 2d инструментами, соответственно сжимают упаковочный ламинат таким образом, что получают желательный шаблон линий сгиба. Дополнительно первый охватываемый инструмент 2b снабжен наносящим метку или тиснение инструментом 1а, создающим метку или тиснение на материале полотна, и второй охватываемый инструмент 2с снабжен соответствующим наносящим метку или тиснение инструментом 1b. После прохождения второй пары роликов листовой рулонный материал с линиями сгиба, имеющий метку или тиснение, проходит контрольное устройство 18, содержащее по меньшей мере устройство обнаружения, такое как камера и, в случае необходимости, вычислительный блок. Контрольное устройство 18 определяет взаимное расположение между двумя метками 5 для определения того, формирует ли метка или тиснение заданную форму или шаблон. В одном варианте осуществления изобретения применяют анализ изображения, сравнивающий метку или тиснение с заданной меткой. В одном варианте осуществления изобретения контрольное устройство связано с устройством вывода, указывающим, формирует ли сформированная метка или тиснение заданный контур или шаблон. В одном варианте его осуществления изобретение также содержит этап выдачи сигнала ошибки, если сформированная метка или тиснение находится вне заданных пределов. В одном варианте его осуществления изобретение также обеспечивает получение способа коррекции поперечного или продольного положения полотна материала, то есть таким образом, что взаимное расположение между рулонным материалом и конвейерной лентой, транспортирующей рулонный материал, изменяется таким образом, что сформированная метка или тиснение корректируется так, чтобы она находилась в заданных пределах, то есть натяжение полотна контролируют для получения выравнивания между продольными линиями сгиба, выполненными в двух отдельных секциях. Предпочтительно метка или тиснение расположена таким образом, что обнаружение контрольным устройством облегчается. В одном варианте осуществления изобретения толщина метки составляет приблизительно половину толщины упаковочного материала, хотя предусматриваются также другие толщины в рамках объема настоящего изобретения. В одном предпочтительном варианте осуществления изобретения первый и второй охватываемые инструменты 2с, 2d производят отпечаток в материале полотна, и указанный отпечаток формирует считываемую метку. В случае необходимости, предусматриваются другие метки, например печатаемая метка. Специалисту в данной области техники будет понятно, что предусматривается множество меток в связи с первой и второй секциями рилевания, при этом указанные метки совместно формируют детектируемую метку. Важно то, что две метки, формирующие детектируемую метку, наносятся в связи с соответствующей секцией рилевания, когда она выравнивает метки с линией (линиями) сгиба, выполненной в соответствующей секции рилевания. Дизайн обнаруживаемых меток не имеет важного значения для изобретения, но, естественно, некоторые геометрические формы могут быть полезны, если они легче обнаруживаются или они более легко обнаруживаются, когда они не имеют желательную форму или рисунок. Согласно настоящему изобретению также предусматриваются устройства для осуществления описанных здесь способов.
Всякий раз, когда используется формулировка "управление" в пределах объема настоящего изобретения, ее не следует рассматривать как ограничивающую, и она должна, например, включать в себя контроль, регулирование и направление, а также их синонимы.
Таким образом произведенный и снабженный линиями сгиба и маркированный рулонный материал затем разделяют посредством режущих инструментов на желательное количество параллельных парциальных или частичных полотен, каждое из которых имеет ширину, которая соответствует ширине материала, потребляемого для производства одного упаковочного контейнера соответствующего типа.
Упаковочный материал из картона или на основе картона или упаковочный контейнер означает материал или контейнер, в котором существенную часть составляет волокнистый материал, например, в форме ламината между пластмассовым слоем и картоном.
Форма торца упаковки отличается наличием выемок для сгибания, созданных в материале полотна, то есть линий сгиба. Если метка или тиснение, создаваемые двумя парами роликов, применяют в качестве точки отсчета положения при резании, нанесении и других процессах, их позиционирование может быть выполнено с улучшенной точностью по сравнению с линиями сгиба. Следовательно, меньше полотна материала идет в отходы, и варьирование разновидностей, то есть функций и внешнего вида, уменьшается.
В соответствии с изобретением, сгиб или линия сгиба означает ослабление материала, например, при помощи линии, выполненной посредством прессования, сгибания или образования складок. Таким образом, рилевание означает ослабление, например, посредством прессования, сгибания или образования складок.
Ввиду приведенных выше вариантов осуществления изобретения и прилагаемой формулы изобретения и чертежей, достигнуты цели настоящего изобретения, то есть возможность получения достаточно точного конечного продукта при изготовлении слоистого упаковочного материала. Обеспечение детектируемой метки в соответствии с настоящим изобретением имеет преимущества, очевидные для специалиста, и может, в принципе, привести к улучшенному изготовлению упаковочных контейнеров, а также к получению улучшенных упаковочных контейнеров, поскольку риск сгибания там, где нет линии сгиба, уменьшен. Метку легко получают, как указано выше, с применением разметочных инструментов 1a, 1b и первого и второго охватываемых инструментов 2с, 2d, и получаемая метка дает возможность определения того, что рулонный материал правильно размещен по меньшей мере в продольном направлении.
Способ инжекционного формования открывающих устройств на листовом материале для упаковывания текучих пищевых продуктов, а также упаковочный материал и упаковка, получаемые таким способом
Устройство индукционной герметизации с автоматическим конфигурированием для использования в производстве упаковок для жидких пищевых продуктов
Индукционное запечатывающее устройство для термосварки упаковочного материала, предназначенного для изготовления запечатанных упаковок разливных пищевых продуктов
Устройство для преобразования полотна материала
Способ контролирования приводки между отпечатанным изображением и трехмерной структурой на упаковочном материале
Ламинационная станция для ламинирования полотна картона или тонкого картона
Предохранительная камера для использования в упаковочной машине
Упаковочный многослойный материал, способ получения упаковочного многослойного материала и изготовленный из него упаковочный контейнер
Барьерный слой для упаковочного ламината и упаковочный ламинат, включающий такой барьерный слой
Сварочный зажим для получения запечатанных упаковок с пищевым продуктом
Способ инжекционного формования открывающих устройств на листовом материале для упаковывания текучих пищевых продуктов, а также упаковочный материал и упаковка, получаемые таким способом
Устройство индукционной герметизации с автоматическим конфигурированием для использования в производстве упаковок для жидких пищевых продуктов
Индукционное запечатывающее устройство для термосварки упаковочного материала, предназначенного для изготовления запечатанных упаковок разливных пищевых продуктов
Устройство для преобразования полотна материала
Способ контролирования приводки между отпечатанным изображением и трехмерной структурой на упаковочном материале
Ламинационная станция для ламинирования полотна картона или тонкого картона
Предохранительная камера для использования в упаковочной машине
Упаковочный многослойный материал, способ получения упаковочного многослойного материала и изготовленный из него упаковочный контейнер
Барьерный слой для упаковочного ламината и упаковочный ламинат, включающий такой барьерный слой
Сварочный зажим для получения запечатанных упаковок с пищевым продуктом

