Результат интеллектуальной деятельности: АРМАТУРНЫЙ ПРОКАТ ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКИХ СЕТОК И КАРКАСОВ
Вид РИД
Изобретение
Изобретение относится к металлургии, а именно к производству арматурного проката для изготовления сварных сеток и каркасов для железобетонных конструкций.
С целью преодоления таких недостатков бетона, как низкая прочность при растяжении и хрупкость разрушения, бетон армируется арматурным прокатом в основном в форме сеток и каркасов. Использование для этого пластичного и прочного арматурного проката позволяет армированному железобетону превосходить обычный по показателю работы разрушения в десятки раз.
Готовые унифицированные сетки, а также сетки и каркасы различной сложности по форме и геометрии позволяют с высокой производительностью армировать большие площади при минимальных затратах труда. А сложность конструкций каркасов, произведенных машинным способом, практически не влияет на себестоимость сварного каркаса.
Производительность армирования некоторых плоских плит сварной готовой сеткой может быть увеличена на 250%. При использовании сварной сетки вместо сетки ручного изготовления в среднем производительность при армировании одной плиты может быть увеличена на 15 чел. - ч/т сетки. Это позволяет сэкономить рабочее время в 4-11 раз.
Качество сварной продукции по обеспечению ее эксплуатационных свойств, экономическая эффективность применения и эффективность производства, влияющие на себестоимость железобетона, напрямую зависит от качества арматурного проката, формата его поставки в качестве сырья для производства сварных сеток.
Для повышения качества сеточной продукции изготавливают арматурный прокат гладкого и периодического профиля класса прочности 500-600 Н/мм2, диаметром от 5,5 до 22 мм, выполненный из горячекатаной стали, упрочненной с применением холодной немонотонной накопленной деформации, с содержанием углерода не более 0,24%, с фактической величиной предела текучести, не превышающей более чем в 1,2 раза минимально нормируемую, с отношением временного сопротивления разрыву к пределу текучести от 1,15 до 1,35, относительным равномерным удлинением при максимальном усилии разрыва не менее 7,0%, с допуском на линейную массу в минусовом поле от номинального до 6%, с поверхностью, свободной от прокатной окалины и смотанный в бунт, сформированный силовой рядной намоткой с относительной плотностью от 65 до 80% и массой от 1,5 до 8,0 т.
Известен арматурный прокат по ГОСТ 5781-82 класса А400 (AIII). Однако указанный класс проката имеет пониженные прочностные свойства, что не позволяет его использовать как рабочую арматуру с необходимой эффективностью по прочностным свойствам при армировании железобетона. Кроме того, такой прокат изготавливается в бунтах диаметром не более 10 мм, хотя реализуемая потребность для эффективного применения сегодня составляет до 16 мм. В соответствии со стандартом, для изготовления такого проката регламентируется марка стали 35ГС с высоким (до 37%) содержанием углерода, что повышает риски разрушения сварных соединений при эксплуатации, в особенности при применении сварки прихватками.
Известен арматурный стержень периодического профиля из термомеханически упрочненной стали класса А500С с содержанием углерода 0,14-0,27%, и пределом текучести 500-680 Н/мм2, и композитной структурой сечения с наружным слоем отпущенного мартенсита арматурного стержня, выполненного толщиной, равной 0,05-0,20 приведенного диаметра стержня твердостью 23-30 HRC, а отношение временного сопротивления разрыву к пределу текучести арматурного стержня равно 0,05-1,25 при относительном удлинении не менее 16% и удельной энергии разрушения не менее 36 Н/мм2 / RU №2133805, кл. E04C 5/01, опубл. 27.07.1999 г./.
Недостатком данного арматурного стержня класса А500С, упрочненного путем закалки поверхностного слоя, является то, что при такой обработке в сечении создается значительная неравномерность напряженного состояния, с высоким уровнем на поверхности и низким уровнем в центре. Такое состояние снижает пластические свойства проката. Фактическое отношение временного сопротивления к пределу текучести не выше 1,25 в сочетании с относительным удлинением не менее 16% не позволяет классифицировать прокат как высокопластичный (сейсмостойкий), что важно при изготовлении сеточной продукции для применения в зданиях и сооружениях, возводимых в сейсмоактивных районах и в высотных зданиях.
Уровень превышения предела текучести относительно регламентированного классом прочности составляет 160 Н/мм2, что увеличивает нагрузку на электродвигатели, а также режущий и приводной инструмент, повышая износ и существенно увеличивая себестоимость по статьям «электроэнергия» и «сменный инструмент».
Важным является и то обстоятельство, что при закалке такого проката из рядовых марок сталей, задние и передние концы (до 40 м каждый) из-за конструктивных особенностей трасс охлаждения современных мелкосортных и проволочных станов горячей прокатки остаются не упрочненными, соответствующими классам А240 - A300. В сумме до 80 м на бунт. При применении таких бунтов не упрочненные концы должны вырезаться, что значительно увеличивает необоснованные расходы металлопроката (до 5-6%) при изготовлении армирующих изделий.
Так как формирование витков на конвейере Стелмор на современных мелкосортных и проволочных станах горячей прокатки осуществляется после закалки, то из-за высокого сопротивления изгибу прочного проката и из-за отсутствия, зачастую, необходимой мощности, например, двигателя виткоукладчика, современные станы горячей прокатки не могут сматывать в бунт упрочненный прокат диаметром более 12 мм, останавливаясь только на этом размере.
Кроме этого, данный стержень имеет низкие показатели по свариваемости. Связано это с тем, что упрочненный слой имеет неравновесный фазовый состав и структуру. При нагреве происходит освобождение энергии и фазовый состав и структура переходят в более равновесное состояние. Например, упрочненный слой из отпущенного мартенсита переходит в феррит, что очень негативно сказывается на прочности сварных изделий.
Прототипом предлагаемого изобретения, как наиболее близкого по технической сущности и достигаемому результату, является арматурный прокат периодического профиля класса В500С диаметром от 4 до 12 мм для армирования железобетонных конструкций (RU №2389804, кл. C21D 8/08, C22C 38/14, опубл. 20.05. 2010 г.), который получают из стали, содержащей компоненты при следующем соотношении компонентов, мас.%: углерод 0,14-0,22, марганец 0,40-1,10, кремний 0,15-0,70, алюминий 0,025-0,070, титан 0,005-0,040, азот 0,015-0,030, железо и неизбежные примеси - остальное, при выполнении условия - 0,29Ti+0,52Al≥N≥0,38Ti, заготовку прокатывают при температуре окончания прокатки 980-1050°C с получением катанки, затем осуществляют охлаждение катанки водой до среднемассовой температуры 800-950°C, после чего проводят смотку катанки в бунты и осуществляют охлаждение на воздухе до температуры окружающей среды, далее катанку подвергают холодному деформированию со степенью 12-30% при одновременном формировании периодического профиля и ведут циклическую обработку готового проката путем изгиба в одной плоскости или двух взаимно перпендикулярных плоскостях посредством роликов изгибающих устройств с обеспечением от 1 до 5 перегибов проката в плоскости, при отношении диаметра роликов к диаметру готового проката, составляющему 10-20, а в завершении арматурный прокат сматывают в бунты.
Недостатком такого проката является, прежде всего, его низкие эксплуатационные свойства, снижающие эффективность применения такого проката в сварных изделиях. Конечные свойства готового проката формируются на конечной стадии производства, а именно при холодной деформации и нанесении периодического профиля. Прежде всего, это низкие величины показателей деформативности.
Согласно нормам, например, ГОСТ Р 52544-2006 полное равномерное удлинение при максимальном усилии разрыва для такого проката, не более 2,5% и отношение временного сопротивления разрыву к пределу текучести не более 1,05. На практике указанные величины могут быть еще ниже. Это может создавать реальную угрозу хрупкого разрушения железобетона даже при незначительных неупругих деформациях в зонах растяжения строительных конструкций при их эксплуатации.
Высокая степень холодной деформации, необходимая для получения заявляемой прочности проката, приводит его структуру, а именно напряженное состояние в худшее для последующей эксплуатации как арматурного проката из всех известных способов упрочнения. Высокая неравномерность и локализация напряжений, в особенности растягивающих, приводит к вариабельности механических свойств по сечению и длине. Кроме низких показателей деформативности, прокат не сваривается при больших тепловыделениях при сварке, в особенности самой распространенной дуговой сваркой, имеет низкую стойкость против коррозионного растрескивания, выносливость и огнестойкость.
Согласно отечественным стандартам, такой прокат запрещается использовать при армировании железобетонных конструкций в сейсмически активных районах и в высотном и ответственном строительстве, что существенно ограничивает область его применения.
Более того, дополнительное карбонитридное упрочнение при выплавке стали с увеличенным содержанием марганца и кремния путем ее модифицирования азотом, титаном и алюминием для дополнительного упрочнения холодной деформации ведет к существенному удорожанию конечного продукта, что делает такой продукт полностью неконкурентоспособным, например, с арматурным прокатом класса А500С по ГОСТ Р 52544 -2006, традиционно получаемым из рядовых сталей термической обработкой в потоке на станах горячей прокатки.
Признаки прототипа, совпадающие с существенными признаками заявляемого изобретения: выбор стали для производства с заданным химическим составом, и формирование конечных эксплуатационных свойств и заданного профилеразмера на завершающей, окончательной стадии при упрочнении проката и формирование бунта.
Технической задачей предлагаемого изобретения является обеспечение возможности получения упрочненного арматурного проката периодического профиля для армирования железобетона с полным комплексом высоких и контролируемых при производстве эксплуатационных свойств, не достигнутых в таком сочетании на данный момент известными способами упрочнения за счет выбора и сочетания химического состава стали, технологии получения самого проката и его смотки для последующего применения.
Поставленная задача достигается тем, что арматурный прокат для изготовления металлических сеток и каркасов класса прочности 500-600 Н/мм2, диаметром 5,5-22 мм, смотанный в бунт, согласно изобретению выполнен из горячекатаной стали с содержанием углерода не более 0,24%, упрочненной путем холодной немонотонной деформации, накопленной знакопеременным изгибом, с фактической величиной предела текучести не менее 500 Н/мм2,, но не превышающей более чем в 1,2 раза нормируемую, отношением временного сопротивления разрыву к пределу текучести 1,15-1,35, относительным равномерным удлинением при максимальном усилии разрыва не менее 7,0%, допуском на линейную массу в минусовом поле от номинального значения до 6% и поверхностью, свободной от прокатной окалины, при этом бунт сформирован силовой рядной намоткой с относительной плотностью 65-80% и массой 1,5-8,0 т.
Предлагаемый прокат отличается от известного тем, что выполнен из горячекатаной стали с содержанием углерода не более 0,24%, упрочненной путем холодной немонотонной деформации, накопленной знакопеременным изгибом, с фактической величиной предела текучести, не менее 500 Н/мм2,, но не превышающей более чем в 1,2 раза нормируемую, отношением временного сопротивления разрыву к пределу текучести 1,15-1,35, относительным равномерным удлинением при максимальном усилии разрыва не менее 7,0%, допуском на линейную массу в минусовом поле от номинального значения до 6% и поверхностью, свободной от прокатной окалины, при этом бунт сформирован силовой рядной намоткой с относительной плотностью 65-80% и массой 1,5-8,0 т.
При этом за счет выбранного способа упрочнения и химического состава стали арматурный прокат имеет фактическую величину предела текучести, не превышающую более чем в 1,2 раза минимально нормируемую, отношение временного сопротивления разрыву к пределу текучести от 1,15 до 1,3 5, относительное равномерное удлинение при максимальном усилии разрыва не менее 7,0%, допуск на линейную массу в минусовом поле от номинального значения до 6% и поверхность, свободную от прокатной окалины.
Арматурный прокат имеет величину относительного удлинения δ5 не менее 16% и овальность, не превышающую 0,3 мм.
Техническим результатом предлагаемого изобретения является получение арматурного проката гладкого и периодического профиля для армирования железобетонных конструкций с нормируемыми эксплуатационными свойствами, отвечающими европейским нормам EN 1992-1 - 1 по классу В500В и В500С, а также всем национальным стандартам, включающим указанные классы.
Арматурный прокат имеет величину относительного удлинения δ5 не менее 16% и овальность, не превышающую 0,3 мм.
Приведенное значение величины содержания углерода по массе не более 0,24% позволяет при контактной электросварке при производстве сварных сеток и каркасов получать сварное соединение, исключающее появление холодных трещин.
Как показывает практика для того, чтобы обеспечить необходимый уровень упрочнения при наименьшем ухудшении деформативных и других эксплуатационных свойств готового проката при выбранном способе упрочнения, нижняя граница содержания углерода в стали должна соответствовать величине 0,16-0,18%. Кроме того, для получения высокого уровня по огнестойкости и огнесохранности, стойкости против коррозионного растрескивания и свариваемости не только контактно-точечной сваркой, но и другими традиционными видами сварки, сталь может легироваться марганцем и кремнием до уровней, характерных для сталей 18Г2С или 25Г2С в соответствии с ГОСТ 5781-82. Именно такие стадии, близкие к ним по химическому составу, как наиболее дешевые, можно эффективно упрочнять для получения арматурного проката уровнем эксплуатационных свойств.
Нанесение периодического профиля при горячей прокатке такого проката в разы снижает затраты по нанесению периодического профиля, например в холодном состоянии, и обеспечивает минимальное ухудшение свойств проката.
Перечисленные требования способствуют получению арматурного проката как сырья для последующего упрочнения со следующими механическими свойствами: предел текучести σт(0,2)≥390 Н/мм2, временное сопротивление σв≥580 Н/мм2, относительное удлинение δ5≥25%, равномерное удлинение при максимальном усилии разрыва δр≥14%. Горячая прокатка способствует образованию окалины, но ее химический состав обеспечивает повышенную способность удаления механическим путем при последующем холодном упрочнении арматурного проката.
Процесс производства готового проката осуществляется в холодном состоянии путем упрочнения выбранного горячекатаного проката способом, который обеспечивает немонотонную деформацию (вытяжку), за счет ее накопления в прокате при знакопеременном изгибе, осуществляемом последовательно в роликах. В процессе прохождения проката в системе последовательно расположенных изгибающих роликах любой элемент арматурного проката, выделенный в сечении по длине, претерпевает на каждом межроликовом участке неупругие деформации, строго последовательно: растяжения, и дорастяжения, и сжатия, и досжатия. При этом накопленная (остаточная деформация), определяемая величиной вытяжки, значительно меньше, чем деформация, накопленная в самом металле, эффект от которой и определяет значительное повышение прочностных свойств (прежде всего, предела текучести) при незначительном ухудшении деформативных свойств. Так при суммарной вытяжке 1,03-1,05 (степень деформации 3-5%) величина увеличения предела текучести при упрочнении может составить 150-170 Н/мм2. При исходной величине предела текучести в подкате 380-390 Н/ мм величина предела текучести в готовом прокате после упрочнения может составить 540-560 Н/ мм. При этом падение величин показателя деформативности происходит незначительно, на 3-4% в абсолютном измерении. При величине показателя относительного равномерного удлинения в подкате δр≥14% после упрочнения величина δр может составить δр≥9%.
Наименьшая величина передела текучести 500 Н/мм2 принята как норма, определяемая действующими отечественными стандартами, например СТО АСЧМ 7-93 и ГОСТ Р 52544-2006, и как наиболее прогрессивный класс арматурного проката, используемого в Европе и мире.
Важным показателем для упрочненного арматурного проката, применяемого при производстве сварной продукции для армирования ненапряженного железобетона, является превышение фактического предела текучести над номинальным. По многим национальным и мировым нормам коэффициент превышения должен быть не более 1,25. Даже такой показатель, не говоря о более высоком, уже ведет к существенному для потребителя увеличению затрат при переработке такого проката, так как все расчеты и закладываемые энерго- и ресурсозатраты ведутся относительно номинального (минимального значения).
Приведенный в заявляемом арматурном прокате коэффициент превышения фактического предела текучести относительно минимально нормируемого значения не более чем в 1,2 раза, является отличительным признаком и улучшает эксплуатационные свойства готового проката и его эффективность при применении.
Как показывает практика, прокат класса В500С, за счет двойного упрочнения катанки легирования и ее упрочнения в холодном состоянии может иметь существенное превышение предела текучести относительно номинального. При исходной величине предела текучести катанки 350-380 Н/мм2 из стали с содержанием углерода 0,2%, при степени деформации 20-25% предел текучести готового проката может составлять до 650 Н/мм2 и выше, что соответствует коэффициенту 1,3 и выше.
Заявляемая величина превышения 100 Н/мм2 принята опытным путем исходя из статистической обработки фактических данных по производству арматурного проката класса А500С по СТО АСЧМ 7-93 и ГОСТР 52544-2006 диаметром 8-12 мм.
Отношение временного сопротивления разрыву к пределу текучести 1,15-1,35, а также величина минимального значения равномерного удлинения δР>7% приняты также опытным путем на тех же условиях.
Практика подтверждает внутреннюю взаимосвязь показателей деформативности δр и отношения временного сопротивления разрыву к пределу текучести при условии создания в структуре проката после упрочнения равновесного фазового состояния. Заявляемые показатели соответствуют нормам, соответствующим наиболее качественному по эксплуатационным свойствам сейсмостойкому арматурному прокату, соответствующему европейскому классу В500С по классификации Европейских норм EN 1992 -1-1, что гарантированно обеспечивается в рамках заявляемого комплекса эксплуатационных свойств.
Так как расход арматурного проката при армировании определяется линейными размерами, то можно получить экономический эффект от снижения расхода металла при применении арматурного проката, если допуск на линейный размер имеет несимметричное поле - минусовое. Величина 6% выбрана исходя из технологических возможностей гарантированного обеспечения нормируемых стандартом величин линейной массы. При этом специальных дополнительных операций для снижения линейной массы не производится.
Важным свойством для производства арматурной сетки электроконтактной сваркой является чистота поверхности проката. Наличие остаточной окалины на поверхности арматурного проката ведет к повышенному износу электродов, увеличению тока и в целом энергозатрат, увеличению времени сварки и снижению производительности. Важным является и тот факт, что при попадании влаги на металл при наличии окалины на поверхности арматурного проката (из-за высокой разницы электрических потенциалов оксидов железа окалины и железа арматуры) могут создаваться гальванические пары, ведущие к развитию контактной коррозии, скорость и последствия которой в разы превосходят атмосферную коррозию.
Прохождение проката в роликах и осуществляемый при этом циклический изгиб проката приводит к полному механическому освобождению поверхности арматурного проката от прокатной окалины.
Специальных дополнительных операций для освобождения поверхности проката от окалины не производится, что существенно снижает энергоемкость процесса производства и оптимизирует состав оборудования и логистику производства.
Для обеспечения качества готового проката при последующих операциях переработки и эксплуатации арматурного проката, смотанного в бунты, важны параметры его смотки.
При смотке готового арматурного проката в бунт происходит пластическая деформация витков. Каждый виток арматурного проката пластически изгибается вокруг сердечника или оправки. Диаметр оправки динамически меняется. В случае равномерной укладки рядов (рядной намотки) арматурного проката в бунт диаметр оправки с каждым последующим рядом укладки проката в бунте увеличивается незначительно и равномерно.
При таком формировании бунта при его последующей размотке также происходит плавное изменение диаметра. Это значит, что режимы настройки оборудования для правки, резки и т.д. не будут иметь резких скачков и это не приведет к локальным и неконтролируемым изменениям (ухудшениям) механических свойств и геометрических размеров.
В том случае, когда рядная намотка не обеспечивается, высока вероятность перехлестов рядов в бунте. В месте перехлеста последующие ряды готового проката могут изгибаться вокруг оправки диаметром, равным диаметру самого проката.
Угол перегиба проката вокруг оправки диаметром, равным диаметру самого проката в зависимости от места перехлеста (диаметра ряда намотки, в котором произошел перехлест) может быть разным. В любом случае такие перехлесты могут создавать в металле высокие растягивающие напряжения в растянутых зонах. При обратных изгибах при правке в этих местах может создаваться риски разрушения металла.
Такие риски могут быть еще более опасны, если при обработке металл не разрушился и попал в каркас, где по причине зарождения возможных трещин или высокой концентрации напряжений может произойти разрушение стержня каркаса уже при возможном и незначительном нагружении железобетонной конструкции в строительном сооружении.
В заявляемых параметрах арматурного проката для бунта рядной намотки указан интервал относительной плотности бунта. Теоретическая расчетная плотность бунта, намотанного идеально и строго по виткам составляет 78,5%. Эта величина определила верхнюю границу интервала плотности намотки. Нижняя граница плотности намотки при фиксированных габаритных размерах бунта определена в 65%. Ниже такой плотности нецелесообразно наматывать бунт из-за необоснованного повышения тарифа на железнодорожные перевозки при отклонениях от 100% загрузки вагонов.
Интервал возможной массы бунтов арматурного проката при фиксированных габаритных размерах бунта определен исходя из относительной плотности намотки и достигнутых технических возможностей намоточных устройств.
Пример осуществления производства арматурного проката с заявляемыми признаками.
Опытное производство арматурного проката осуществлялось в условиях промышленной площадки предприятия «Русский Дом качества», расположенной в г. Коломне, Московской обл.
Для производства арматурного проката на ОАО «»Западно-Сибирский металлургический комбинат» из металла, выплавленного по действующим технологиям, была отобрана сталь марки 18Г2С из нескольких плавок. Содержание углерода не превышало 0,22%. Остальные химические элементы соответствовали требованиям ГОСТ 5781-82 для стали марки 18Г2С.
Из выплавленной стали по ТУ 14-107-268-2006 (с изменением 2) был прокатан арматурный прокат периодического профиля диаметром 8 и 10 мм, используемый в дальнейшем как подкат для производства готового проката.
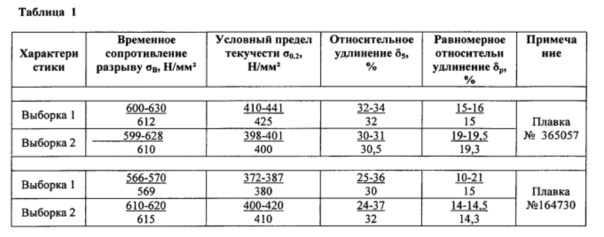
Механические свойства подката диаметром 8 мм по ТУ 14-107-268-2006 (с изменением 2) приведены в таблице 1.
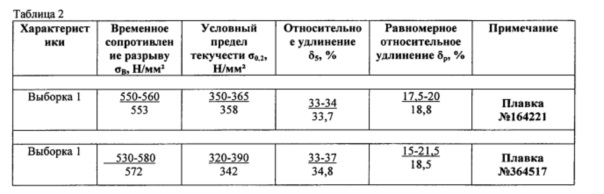
Механические свойства подката диаметром 10 мм по ТУ 14-107-268-2006 (с изменением 2) приведены в таблице 2.
Опытное производство арматурного проката осуществляли на промышленном оборудовании, произведенном и поставленном машиностроительной компанией Cheng I Machinery Co., LTD (Тайвань).
Знакопеременный изгиб проката обеспечивался в двухплоскостном устройстве с тремя роликами в каждой плоскости.
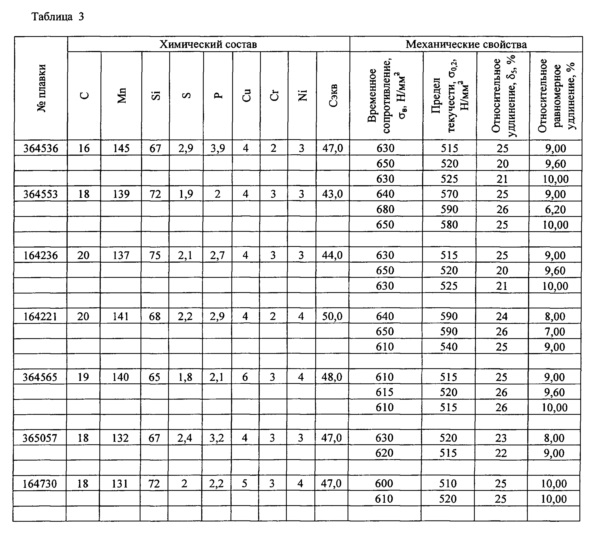
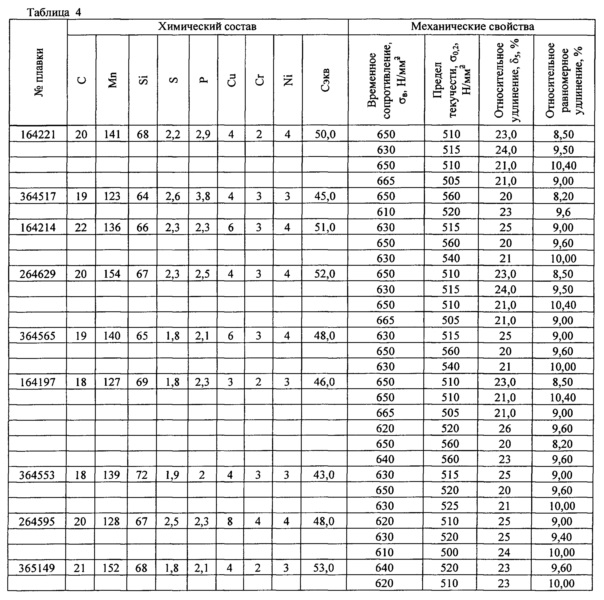
Результаты испытаний для готового проката класса А500С в соответствии с требованиями ГОСТ Р 52544 -2006 диаметром 8 мм приведены в таблице 3, диаметром 10 мм - в таблице 4.
Арматурный прокат диаметром 8 мм имел линейную массу от 390 до 385 кг/м, что соответствовало минусовому допуску от 1,0 до 2,3%. Прокат был смотан в бухту рядной намотки относительной плотности 71% и массой 1,8 т. Прокат после протяжки в роликах имел поверхность, полностью свободную от прокатной окалины.
Арматурный прокат диаметром 10 мм имел линейную массу от 600 до 590 кг/м, что соответствовало минусовому допуску от 2,5 до 4,1%. Прокат был смотан в бухту рядной намотки относительной плотности 70% и массой 2,2 т. Прокат после протяжки в роликах имел поверхность, полностью свободную от прокатной окалины.
Из анализа данных, приведенных в таблицах 1-4, видно, что в результате выплавки стали с содержанием углерода не более 0, 24% (марка стали 18Г2С), прокатки из нее подката периодического профиля и последовательного упрочнения такого подката с применением способа упрочнения холодной немонотонной деформации, накопленной знакопеременным изгибом, получается арматурный прокат класса прочности 500 Н/мм2 (А500С) диаметром 8 и 10 мм с фактическим пределом текучести, не превышающим минимально нормируемой величины более чем в 1,2 раза, с отношением временного сопротивления разрыву к пределу текучести от 1,15 до 1,35, относительным равномерным удлинением при максимальном усилии разрыва не менее 7,0, допуском на линейную массу в минусовом поле от номинального значения до 6%, с поверхностью, свободной от прокатной окалины, при этом бунт сформирован силовой рядной намоткой с относительной плотностью от 65 до 80% и массой от 1,5 до 8,0 т.
Данный прокат полностью соответствует требованиям в европейским нормами EN1992-1 -1 по классу В500В и В500С. Заявленный прокат может найти широкое применение для производства сварной продукции для армирования железобетонных конструкций с высокими прогнозируемыми прочностными и деформативными свойствами, в соответствии не только с отечественными, но и зарубежными стандартами. Арматурный прокат с заявляемыми свойствами обеспечивает высокий уровень ресурсосбережения и импортозамещения при изготовлении как железобетонных изделий для сборного, так и для монолитного строительства.
Способ сооружения буронабивной сваи
Способ возведения высотного здания на естественном основании
Вибростенд для испытаний строительных конструкций на сейсмическую нагрузку
Сухая смесь для огнезащитного покрытия
Способ устройства свайно-плитного фундамента и свайно-плитный фундамент, возведенный этим способом
Способ устройства свайного фундамента и винтовая свая для осуществления способа
Бетонная смесь
Способ определения однородности бетона в сечении бетонных и железобетонных конструкций
Способ возведения монолитного здания, сооружения методом 3d печати и устройство для его осуществления
Способ предотвращения продавливания плитного фундамента здания под колонной при дополнительной нагрузке
Способ сооружения буронабивной сваи
Способ возведения высотного здания на естественном основании
Арматурный стержень периодического профиля
Способ возведения монолитного здания, сооружения методом 3d печати и устройство для его осуществления
Способ преднапряжения композитных полимерных арматурных стержней и устройство для его осуществления

