Результат интеллектуальной деятельности: РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН И СПОСОБ ЕГО ЭКСПЛУАТАЦИИ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к реверсивному прокатному стану и способу эксплуатации реверсивного прокатного стана, содержащего по меньшей мере одну реверсивную прокатную клеть для прокатки прокатываемого материала, причем прокатываемый материал за счет последовательности проходов пропускается с изменяющимся направлением движения через по меньшей мере одну реверсивную прокатную клеть и после каждого прохода наматывается посредством действующей в качестве наматывателя реверсивной моталки.
УРОВЕНЬ ТЕХНИКИ
В реверсивной клети прокатываемый материал во время возвратно-поступательного перемещения за счет последовательности проходов уменьшается по толщине. В известных холоднопрокатных станах для смазки межвалкового зазора, охлаждения и очистки валков в большинстве случаев используется масловодяная эмульсия с концентрацией масла примерно 0,5-5%. При повышении концентрации масла смазывающее действие, как правило, возрастает, т.е. трение в межвалковом зазоре уменьшается, а охлаждающее действие снижается.
В непрерывных станах для смазки межвалкового зазора со стороны входа на рабочие валки или на металлическую полосу перед самым межвалковым зазором на каждую клеть наносится приблизительно треть количества эмульсии. Оставшиеся две трети используются со стороны выхода, в первую очередь, для охлаждения рабочих валков и очистки валков, в частности опорных валков.
В реверсивной клети со стороны входа на рабочие валки или на полосу перед межвалковым зазором наносится, как правило, все количество эмульсии.
В зависимости от установленной мощности двигателей главных приводов объемный поток в холоднопрокатном стане составляет, например, 0,8 л в минуту на 1 кВт приводной мощности. Например, при приводной мощности 6000 кВт на клеть это означает объемный поток СОЖ (эмульсии) 4800 л/мин.
Несмотря на такое большое количество смазочного средства его необходимое количество в межвалковом зазоре может быть недостаточным. Возникает та проблема, что имеющееся в распоряжении в межвалковом зазоре количество масла для его смазки задано, в первую очередь, требованиями к охлаждению, а не текущими требованиями к смазке. Следует исходить из того, что в случае эмульсионной смазки концентрация масла в межвалковом зазоре заметно ниже 100%, что приводит к снижению смазывающего действия. На практике это означает, что расход прокатного масла заметно выше, чем количество смазочного средства, фактически необходимого для смазки межвалкового зазора. Целенаправленное воздействие на текущие условия смазки и трения возможно, таким образом, лишь ограниченно, например только за счет концентрации масла в эмульсии или за счет добавок.
Поэтому в WO 2005/115651 А1 предложено подавать в межвалковый зазор исключительно базовое масло без воды в качестве среды-носителя. Поскольку смазочное средство перед входом в межвалковый зазор наносится на прокатываемый материал, для равномерного нанесения требуется соответствующее количество смазочного средства.
ИЗЛОЖЕНИЕ ИЗОБРЕТЕНИЯ
В основе изобретения лежит задача создания реверсивного прокатного стана и способа его эксплуатации, который позволил бы при сохранении хорошей смазки межвалкового зазора дополнительно сократить расход прокатного масла.
Эта задача решается посредством реверсивного прокатного стана с признаками п. 1 и способа его эксплуатации с признаками п. 6 формулы.
В соответствии с основной идеей изобретения смазочное средство подводится к межвалковому зазору не со стороны входа, а прокатываемый материал промасливается на предшествующем этапе при наматывании. За счет этого смазочное средство сплющивается и равномерно распределяется лежащими друг на друге слоями прокатываемого материала, что позволяет дополнительно уменьшить количество смазочного средства. За счет равномерного поверхностного нанесения смазочного средства достаточная смазка межвалкового зазора возможна несмотря на небольшое количество смазочного средства. Если смотреть в осевом направлении рабочих валков, то господствуют одинаковые условия трения. Поэтому прокатываемый материал испытывает равномерные деформацию и нагрев. Это предпочтительным образом сказывается на качестве поверхности прокатываемого материала, поскольку он имеет меньше рябизны. Поскольку поток охлаждающего средства полностью отделен от подвода смазочного средства, смазку можно лучше настроить на параметры процесса прокатки. Кроме того, возникает то преимущество, что охлаждающее средство, например вода, может подводиться с температурой, низкой по сравнению с эмульсионной смазкой, благодаря чему нагрев происходит лучше.
Таким образом, традиционная смазка валков при входе в межвалковый зазор является устаревшей. Согласно изобретению смазывающее действие обеспечивается исключительно за счет предварительно промасленной входящей металлической полосы.
Как правило, исходный материал поступает в реверсивную клеть из травильной установки (непрерывное травление или травление проталкиванием), в которой металлические полосы после травления промасливаются для защиты от коррозии. Эти промасленные полосы в качестве входного материала входят для первого прохода в реверсивную клеть. После первого прохода металлическая полоса наматывается на действующую в качестве наматывателя реверсивную моталку и, если вслед за этим предусмотрен дополнительный проход, промасливается перед наматыванием.
Чтобы достичь максимально равномерного смазывающего действия при минимальном расходе смазочного средства, может быть благоприятным, если прокатное масло равномерно наносится по всей ширине прокатываемого материала в виде распыленной масляной смеси. При наматывании отдельные слои металлической полосы вступают в контакт между собой и вызывают равномерность нанесенного прокатного масла. Оно хорошо проникает в микронеровности прокатываемого материала и в последующем процессе его прокатки проявляет свое хорошее смазывающее действие.
В одном предпочтительном варианте предусмотрено, что прокатное масло наносится в сравнительно малом количестве менее 200 мл/мин, предпочтительно в диапазоне 50-100 мл/мин.
Поскольку прокатка за последний проход происходит так и так с небольшим обжатием, может быть предпочтительным, если перед последним и/или предпоследним проходом прокатное масло не наносится на прокатываемый материал. Это позволяет дополнительно сократить расход смазочного средства, поскольку при последнем проходе требования к смазке ниже. Для последнего прохода в большинстве случаев масла, оставшегося на металлической полосе от предшествующих проходов, достаточно, чтобы для хорошего уменьшения по толщине обеспечить достаточное смазывающее действие.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для дополнительного пояснения изобретения в нижеследующей части описания дана ссылка на чертежи, из которых другие подробности и предпочтительные варианты изображены с помощью примера его осуществления, который не является его ограничением. На чертежах представлено:
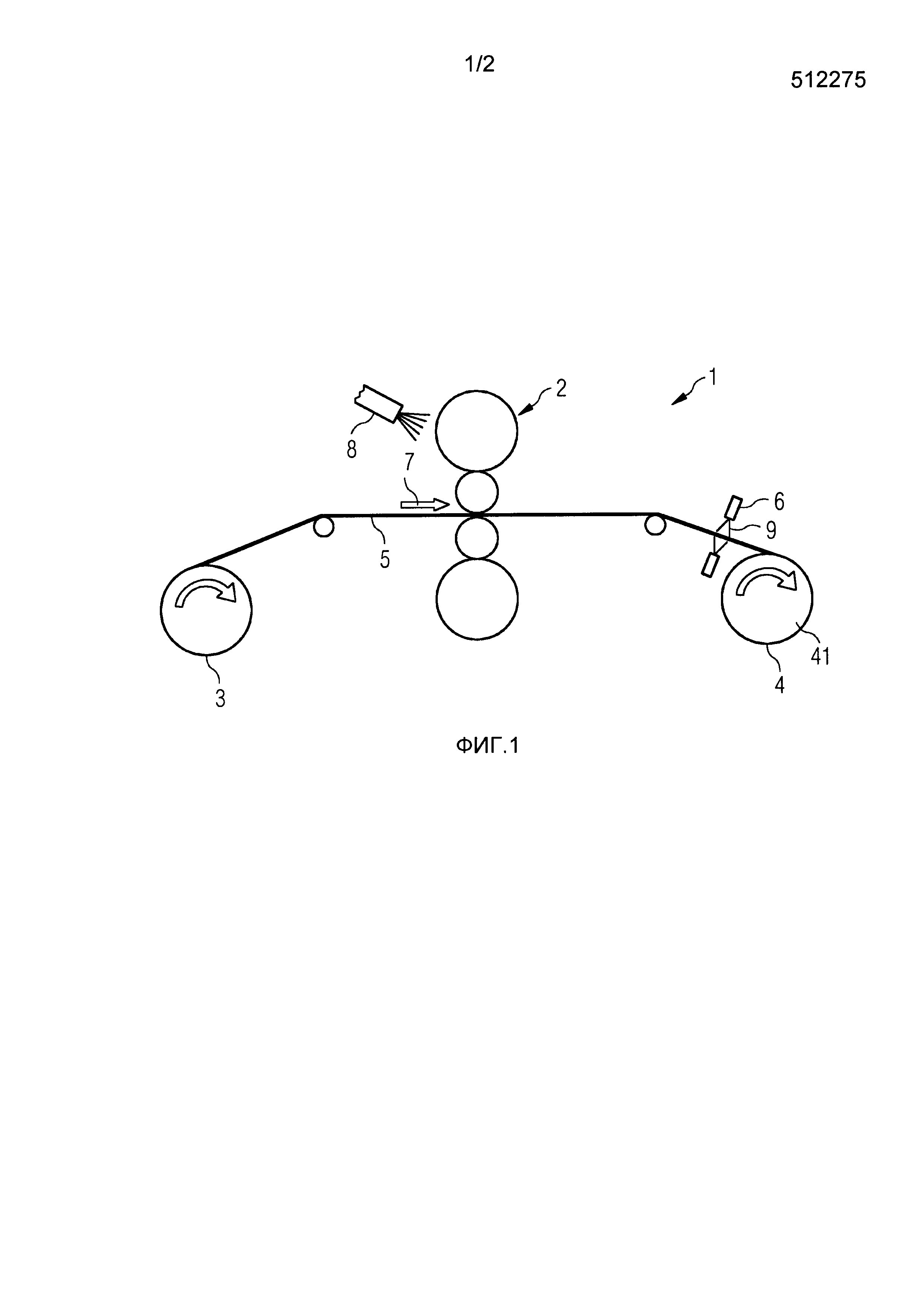
- фиг. 1: схематично реверсивный прокатный стан, состоящий из прокатной клети и двух реверсивных моталок, в состоянии первого прохода;
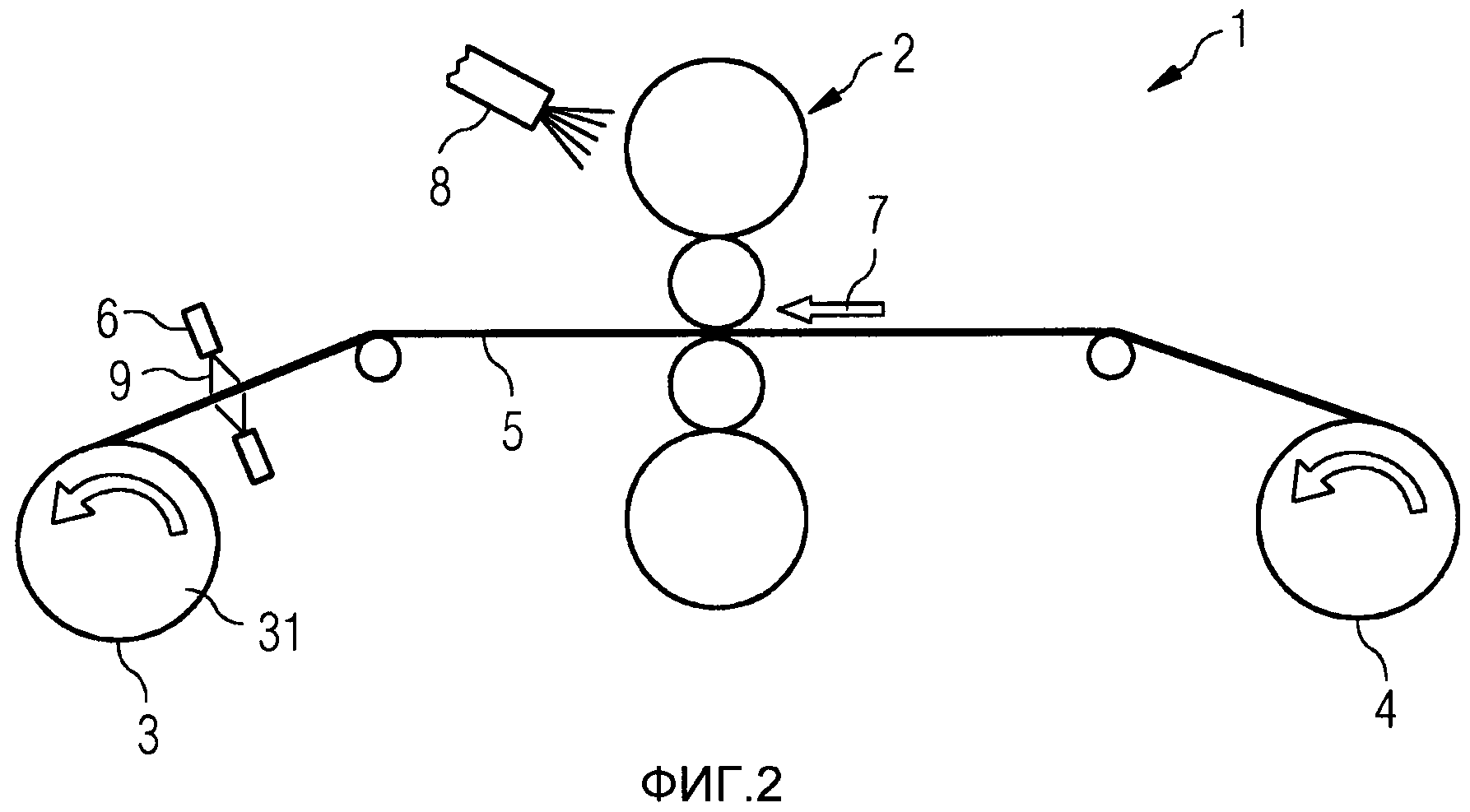
- фиг. 2: реверсивный прокатный стан из фиг. 1 в состоянии второго прохода;
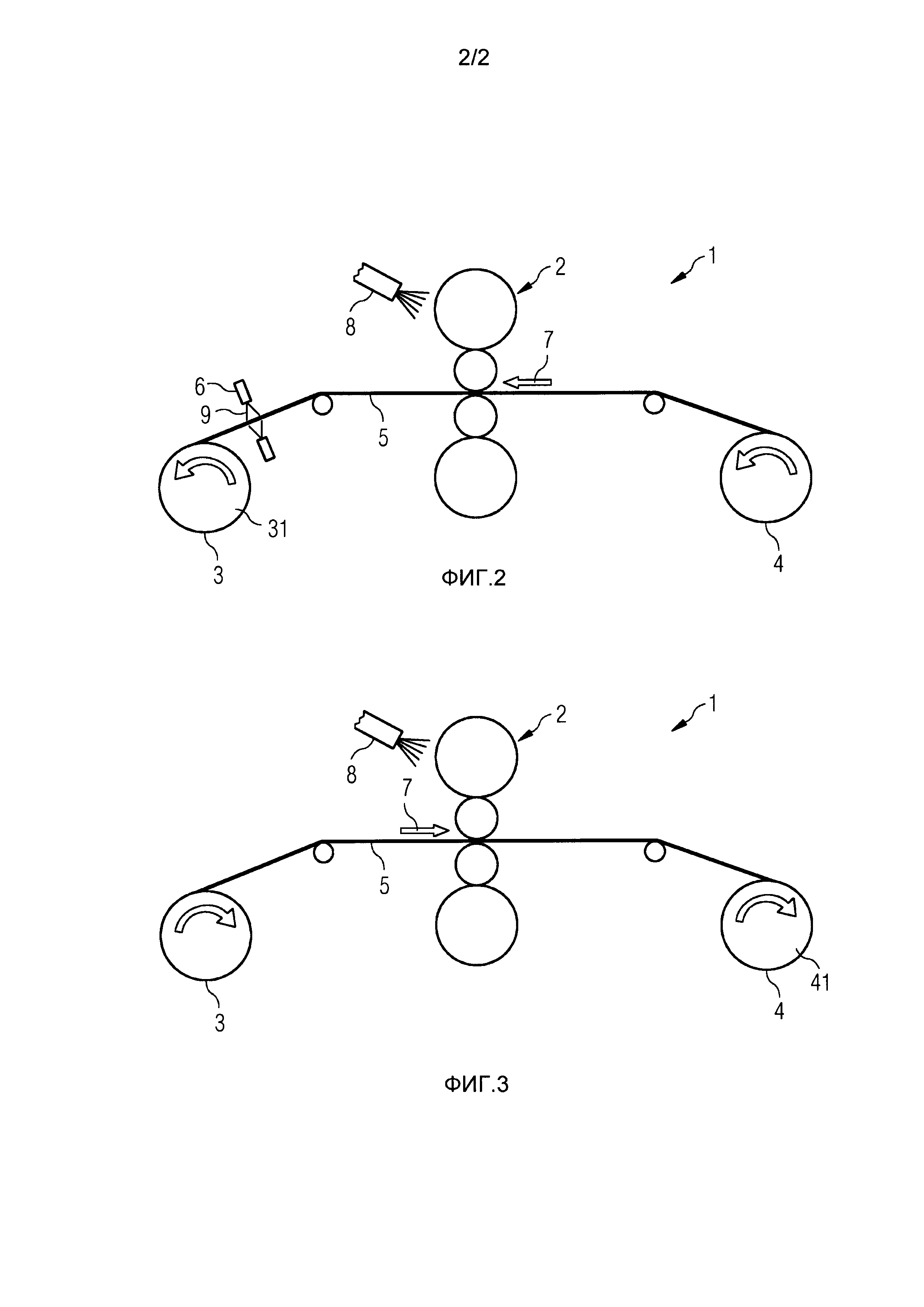
- фиг. 3: реверсивный прокатный стан из фиг. 1 в состоянии последнего прохода.
РЕАЛИЗАЦИЯ ИЗОБРЕТЕНИЯ
На фиг. 1 в упрощенном схематичном виде изображен реверсивный прокатный стан 1. У такого реверсивного прокатного стана 1 прокатываемый материал 5 проходит с изменяющимся направлением 7 движения через одну или несколько прокатных клетей. В данном примере реверсивный прокатный стан 1 состоит из одной реверсивной прокатной клети 2. С ее обеих сторон расположено по одной реверсивной моталке 3, 4. В зависимости от направления 7 движения прокатываемого материала 5 эти реверсивные моталки 3, 4 действуют в качестве то наматывателя, то разматывателя. На фиг. 1 показан первый проход, при котором реверсивная моталка 3 является разматывателем, а реверсивная моталка 4 - наматывателем 41. Уже промасленный прокатываемый материал 5, поступающий, например, из травильной установки, уменьшается по толщине в межвалковом зазоре реверсивной прокатной клети 2. При этом прокатываемый материал 5 прошел в показанном направлении 7 движения слева направо через ее рабочие валки. Как видно на фиг. 1, согласно изобретению в межвалковом зазоре смазочное средство не наносится ни на рабочие валки, ни на поверхность полосы 5. Смазывающее действие вызвано исключительно приставшим к полосе 5 прокатным маслом, которое наносится в травильной установке.
Охлаждение валков прокатной клети 2 осуществляется полностью отделенной от смазочного средства охлаждающей средой. Ею в данном примере является чистая вода, которая распыляется на валки прокатной клети 2 посредством устройства 8, представляющего собой, например, ряд форсунок. После прохождения полосы 5 через межвалковый зазор она наматывается справа на фиг. 1 посредством реверсивной моталки 4. Она действует здесь в качестве наматывателя 41. Как уже сказано, в отличие от уровня техники при входе в клеть ни на полосу, ни на валки прокатной клети не наносится эмульсия в целях смазки и охлаждения. Смазывающее действие вызвано только входящим промасленным прокатываемым материалом. Охлаждение осуществляется исключительно водой без добавления смазочного средства.
Промасливание прокатываемого материала происходит на предшествующем проходу этапе, когда прокатное масло наносится на прокатываемую полосу перед наматыванием. Это происходит посредством устройства 6 для нанесения прокатного масла 9, которое распыляет его на верхнюю и нижнюю стороны прокатываемой полосы 5. За счет этого прокатное масло очень хорошо пристает к шероховатой поверхности прокатываемого материала. Прокатным маслом может быть базовое масло, снабженное добавками.
В частности, в процессе холодной прокатки важно, чтобы нанесенная смазочная пленка была максимально равномерной по всей ширине полосы. Подходящее для этого устройство для нанесения прокатного масла может быть разной конструкции, например представлять собой устройство из нескольких форсунок в виде распыливающего, форсуночного или разбрызгивающего бруса. Такие устройства предполагаются далее как известные и не являются объектом изобретения.
На фиг. 2 изображен следующий за первым проходом второй проход. Направление 7 движения изменилось, т.е. оно проходит справа налево. Обе реверсивные моталки 3, 4 вращаются в противоположном направлении, т.е. против часовой стрелки. Реверсивная моталка 3 действует в качестве наматывателя 31. Прежде чем полоса 5 будет намотана на наматыватель 31, снова посредством устройства 6 для нанесения прокатного масла, расположенного со стороны выхода (в соответствии с измененным направлением движения слева на фиг. 2), происходит промасливание полосы 5. При этом прокатное масло 9 наносится также на ее обе стороны. Прокатное масло 9 не смешано с жидкой средой-носителем, например водой. Охлаждение валков реверсивной прокатной клети 2 происходит также чистой содой и отделено от смазки межвалкового зазора.
Как следует из вышесказанного, в данном примере перед каждой реверсивной моталкой 3, 4 установлено такое устройство 6 для нанесения прокатного масла, поскольку каждая из реверсивных моталок 3, 4 в соответствии с данным направлением 7 движения металлической полосы 5 действует попеременно в качестве наматывателя или разматывателя; на фиг. 1 и 2 для простоты показано только активное в данном эксплуатационном состоянии, т.е. находящееся в эксплуатации устройство 6.
Уменьшение по толщине за последующие проходы происходит известным у реверсивных клетей образом за счет того, что прокатываемый материал во время возвратно-поступательного движения в межвалковом зазоре последовательно уменьшается по толщине между рабочими валками. Эти проходы в процессе холодной прокатки не показаны.
Последний проход показан на фиг. 3. Металлическая полоса при последнем проходе больше не промасливается, а смазывающий эффект достигается за счет остаточного количества прокатного масла, уже нанесенного за предшествующий или предпоследний проход на поверхность полосы и оставшегося там. Этого остаточного количества смазочного средства достаточно, поскольку уменьшение по толщине прокатываемого материала 5 за последний проход в большинстве случаев очень мало.
Существенное преимущество изобретения заключается в том, что необходимое количество масла в холоднопрокатной клети можно заметно уменьшить. Поскольку среды для смазки и охлаждения отделены друг от друга, количество смазочного средства можно настроить в зависимости от параметров процесса, например скорости полосы, прокатного усилия, шероховатости валков и т.д. Эта дифференцированная возможность настройки смазки имеет большое преимущество.
Поскольку в межвалковом зазоре концентрация масла составляет 100%, прокатные усилия и моменты могут быть уменьшены. За счет этого можно, в целом, сэкономить энергию.
Поскольку смазка отделена от охлаждения, может использоваться охлаждающее средство сравнительно меньшей температуры, что повышает охлаждающее действие. За счет этого можно также сэкономить необходимое для охлаждения количество воды. По сравнению с этим при использовании эмульсии ее температура не должна быть ниже примерно 48ºС, поскольку иначе это способствует росту грибов и бактерий.
Предпочтительно используется метастабильное или даже нестабильное прокатное масло, которое имеет низкое содержание эмульгаторов. Метастабильное или нестабильное прокатное масло может быть очень легко отделено от воды, и в циркуляционном контуре требуется подготавливать только воду. Отделенное от воды масло можно снова использовать.
В целом, можно уменьшить, следовательно, расход прокатного масла и количество охлаждающего средства. Затраты на оборудование для подготовки сред для смазки и охлаждения сравнительно малы, что вызывает сокращение капитальных вложений и эксплуатационных расходов.
Хотя изобретение было подробно описано и проиллюстрировано на изображенном примере, оно не ограничено им, и специалист может вывести из него другие варианты, не выходя за рамки объема охраны изобретения.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
1 - реверсивный прокатный стан
2 - реверсивная прокатная клеть
3 - реверсивная моталка
4 - реверсивная моталка
5 - прокатываемый материал
6 - устройство для нанесения прокатного масла
7 - направление движения
8 - устройство для нанесения охлаждающего средства
9 - прокатное масло
31 - реверсивная моталка 3 в качестве наматывателя
41 - реверсивная моталка 4 в качестве разматывателя
Способ и устройство для загрузки железосодержащего материала
Способ прокатки прокатываемого материала
Уменьшающее пылевыделение ограждение охлаждающего устройства для охлаждения горячего сыпучего материала
Мотальное устройство с асимметричным охлаждением намотанной полосы
Смазочное устройство для нанесения смазочного средства при прокатке прокатываемого материала
Охлаждающее устройство для охлаждения сыпучего материала
Доменная печь с энергонезависимым контролем вдувания углерода
Быстродействующий гидравлический клапан с пьезоэлектрическим управлением
Очищающее устройство для прокатной клети
Способ прямого восстановления с использованием отходящего газа
Стан холодной прокатки, имеющий альтернативную подачу стальной полосы по двум разным путям

