СПОСОБ УСТАНОВКИ КОЛЛЕКТОРОВ С ЭЛЕМЕНТАМИ ФОРМИРОВАНИЯ СТРУЙНЫХ ПОТОКОВ ОБРАБАТЫВАЮЩЕЙ СРЕДЫ В ГАЛЬВАНИЧЕСКИХ ВАННАХ ОБЪЁМНОЙ, ВЫПОЛНЯЕМОЙ С НАГРЕВОМ, ОБРАБОТКИ
Вид РИД
Изобретение
Изобретение относится к области гальванохимической обработки деталей, размещаемых на подвесках, в перфорированных барабанах или корзинах, и печатных плат, при использовании нагреваемых электролитов и растворов ванн гальванических линий, в частности ванн обезжиривания, горячей промывки, фосфатирования, хромирования, цинкования, меднения и др., и применимо как в существующем, так и в проектируемом гальваническом производстве для реализации операций струйной очистки зеркала ванны, струйно-динамической промывки и/или струйно-динамического обдува деталей сжатым воздухом, а также струйной передувки в условиях ограниченности рабочего пространства для размещения соответствующих коллекторов, в частности в процессной ванне, и повышенных требований к удобству и точности их установки, возможности настройки, замены и обслуживания.
Широко известны способы реализации и установки коллекторов с элементами формирования струйных потоков жидкой или воздушной обрабатывающей среды в гальванических ваннах, включающие крепление на бортах ванны участков подводящих труб, выполненных с сформированными в них или установленными на них элементами формирования струйных потоков (ЭФСП) жидкой или воздушной обрабатывающей среды для струйной очистки зеркала электролита ванны или струйно-динамической промывки или струйной воздушной обработки, в частности передувки, соответственно [1, 2].
Общим недостатком известных способов является необходимость наличия относительно большого рабочего пространства в процессной ванне, например, электрохимического обезжиривания деталей на подвесках, необходимого для одновременного размещения в ней коллекторов с ЭФСП с целью:
- струйной очистки зеркала электролита ванны;
- струйно-динамической промывки;
- струйной передувки (в случае одностороннего бортового отсоса),
что, учитывая необходимость дополнительного размещения по краям ванны штанг для завеса технологических приспособлений и анодов, заборного и напорного патрубков для подключения фильтровальной установки и т.п., еще больше затрудняет размещение данных коллекторов или приводит к необходимости искусственного увеличения габаритов (по ширине) процессной ванны.
Кроме того, другим недостатком известных способов являются их сравнительно ограниченные функционально-технологические возможности, не позволяющие, в частности, обеспечивать требуемые показатели по удобству и точности установки коллекторов, возможности настройки их положения в ванне, замене и обслуживанию.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату известным решением, выбранным в качестве прототипа, является способ реализации и установки коллекторов с элементами формирования струйных потоков жидкой обрабатывающей среды в гальванических ваннах объемной, выполняемой с нагревом, обработки деталей на подвесках, включающий крепление на бортах ванны участков подводящих труб, выполненных с сформированными в них или установленными на них элементами формирования струйных потоков жидкой обрабатывающей среды для струйной очистки зеркала электролита ванны и струйно-динамической промывки деталей при их выгрузке [3].
Недостатком известного способа, выбранного в качестве прототипа, является необходимость, при его реализации, увеличения габаритов процессной ванны, например, электрохимического обезжиривания, необходимого для одновременного размещения в ней коллекторов с ЭФСП для:
- струйной очистки зеркала электролита ванны;
- струйно-динамической промывки;
что, учитывая необходимость дополнительного размещения по краям ванны (в данном случае) штанг для завеса подвески с деталями и анодов, заборного и напорного патрубков для подключения фильтровальной установки и т.п., еще больше затрудняет размещение данных коллекторов или приводит к необходимости искусственного увеличения габаритов (по ширине) процессной ванны.
Кроме того, в случае одностороннего бортового отсоса у процессной ванны, для устранения поступления вредных испарений последней в атмосферу цеха необходимо размещение и коллектора, формирующего воздушные струи для реализации передувки, что еще больше затрудняет выше приведенное размещение.
Наконец, другим недостатком известного способа являются его сравнительно ограниченные функционально-технологические возможности, не позволяющие, в частности, обеспечивать требуемые показатели по удобству и точности установки коллекторов, возможности оперативной настройки их положения в ванне, замене и обслуживанию.
Новый технический результат заключается в снижении габаритов ванны объемной, выполняемой с нагревом, обработки и трудозатрат, связанных с установкой коллекторов, расширении функционально-технологических возможностей, а также в повышении удобства и точности установки коллекторов, обеспечении возможности оперативной настройки их положения, замены и обслуживания.
Новый технический результат достигается тем, что в известном способе установки коллекторов с элементами формирования струйных потоков обрабатывающей среды в гальванических ваннах объемной, выполняемой с нагревом, обработки, включающем соединение коллекторов с элементами формирования струйных потоков обрабатывающей среды с соответствующими участками подводящих труб, согласно изобретению коллекторы с элементами формирования струйных потоков обрабатывающей среды подключают к участкам подводящих труб через разъемные муфты и соединяют между собой с помощью установочно-соединительных элементов, выполненных в виде неразъемного соединения опор-клипс через элементы с регулируемой высотой, при этом диаметры опор-клипс соответствуют диаметрам устанавливаемых в них труб соответствующих коллекторов.
При этом опоры-клипсы выполняют из термопластичных материалов в виде полипропилена, поливинилхлорида или полиэтилена.
Участки подводящих труб, коллекторы, элементы формирования струйных потоков и разъемные муфты также выполняют из термопластичных материалов в виде полипропилена, поливинилхлорида или полиэтилена.
Причем элементы с регулируемой высотой выполняют в виде пружины, сжатие которой производят путем вращения установленного внутри пружины винта в гайке, размещенных в сочленяемых опорах-клипсах.
При этом в ваннах с токсичными электролитами пружину выполняют из устойчивого к воздействию токсичных электролитов материала, или покрывают соответствующим материалом, или размещают в сильфоне из полипропилена или поливинилхлорида, соединенным сваркой или склеиванием с торцевыми поверхностями используемых опор-клипс.
Сопоставительный анализ заявляемого решения с прототипом показывает, что заявляемый способ позволяет обеспечить:
- снижение габаритов (по ширине) ванны объемной, выполняемой с нагревом, обработки и трудозатрат, связанных с установкой коллекторов;
- расширение функционально-технологических возможностей;
- повышение удобства и точности установки коллекторов;
- возможность оперативной настройки положения коллекторов, их замене и обслуживанию.
Таким образом, заявляемый способ соответствует критерию изобретения «новизна».
Сравнение заявляемого технического решения не только с прототипом, но и с другими техническими решениями в данной и родственных областях техники показало, что известен способ изготовления ванны для электролитической обработки деталей на подвесках, включающий выполнение резервуара процессной ванны в виде последовательно сочленяемых по своим боковым и/или торцевым стенкам модулей: технологического; локализации и экранирования испарений; жидкостной и/или воздушной струйной обработки, включающего сплошные боковые и торцевые стенки, жестко соединенные, по крайней мере, с последними, элементы для экранирования брызг и улавливания капель обрабатывающей среды, распределительные коллекторы для подвода жидкости и/или сжатого воздуха с установленными на них или реализованными в их конструкции элементами формирования струй обрабатывающей среды; и крышки резервуара, выполненной в виде фланца с установленными на его торцевых сторонах ловителями электродных штанг с анодами и/или катодами и технологических приспособлений [4].
Недостатками известного способа являются:
- сложность его реализации, учитывая особенности конструкции, на стандартных ваннах объемной, выполняемой с нагревом, обработки деталей на подвесках;
- увеличенное (по ширине) пространство в ванне объемной обработки, требуемое для размещения коллекторов с элементами формирования струйных потоков соответствующей обрабатывающей среды;
- сравнительно ограниченные функционально-технологические возможности, не позволяющие, в частности, производить струйную очистку зеркала электролита ванны и обеспечивать требуемые показатели по удобству и точности установки коллекторов для жидкостной и/или воздушной обработки, возможности оперативной настройки их положения в ванне, замене и обслуживанию.
Это позволяет сделать вывод о соответствии заявляемого технического решения критерию «существенные отличия».
На фиг. 1 представлен вариант реализации установочно-соединительного элемента, выполненного (в данном случае) из двух стандартных опор-клипс одного вида, содержащих расположенные в их нижней части, по длинным противоположным сторонам, пазы прямоугольной формы, с установочными диаметрами трубы 40 и 32 мм, соответственно, соединенными между собой (в данном случае) путем сварки (материал - полипропилен) или склеивания (материал - поливинилхлорид) либо путем их механического соединения - винт-гайка (на фиг. 1 не показаны).
На фиг. 2 представлен вид А на фиг. 1.
На фиг. 3 представлен вариант реализации установочно-соединительного элемента, выполненного (в данном случае) из двух стандартных опор-клипс одного вида, содержащих расположенные в их нижней части, по длинным противоположным сторонам, пазы прямоугольной формы, с установочными диаметрами трубы 25 и 20 мм, соответственно, соединенными между собой (в данном случае) путем сварки (материал - полипропилен) или склеивания (материал -поливинилхлорид) либо путем их механического соединения - винт-гайка (на фиг. 1 не показаны).
На фиг. 4 представлен вид А на фиг. 3.
На фиг. 5 представлен вид необходимой высоты вставки, оснащенной, по своим длинным боковым противоположным сторонам, выступами прямоугольной формы опор-клипс, представленных на фиг. 1, 2.
На фиг. 6 представлен вид необходимой высоты вставки, оснащенной, по своим длинным боковым противоположным сторонам, выступами прямоугольной формы опор-клипс, представленных на фиг. 3, 4.
На фиг. 7 представлена реализация установочно-соединительного элемента, выполненного путем механического сочленения выступов вставки с пазами опор-клипс, представленных на фиг. 1, 2.
На фиг. 8 представлен вид А на фиг. 7.
На фиг. 9 представлена реализация установочно-соединительного элемента, выполненного путем механического сочленения выступов вставки с пазами опор-клипс, представленных на фиг. 3, 4.
На фиг. 10 представлен вид А на фиг. 9.
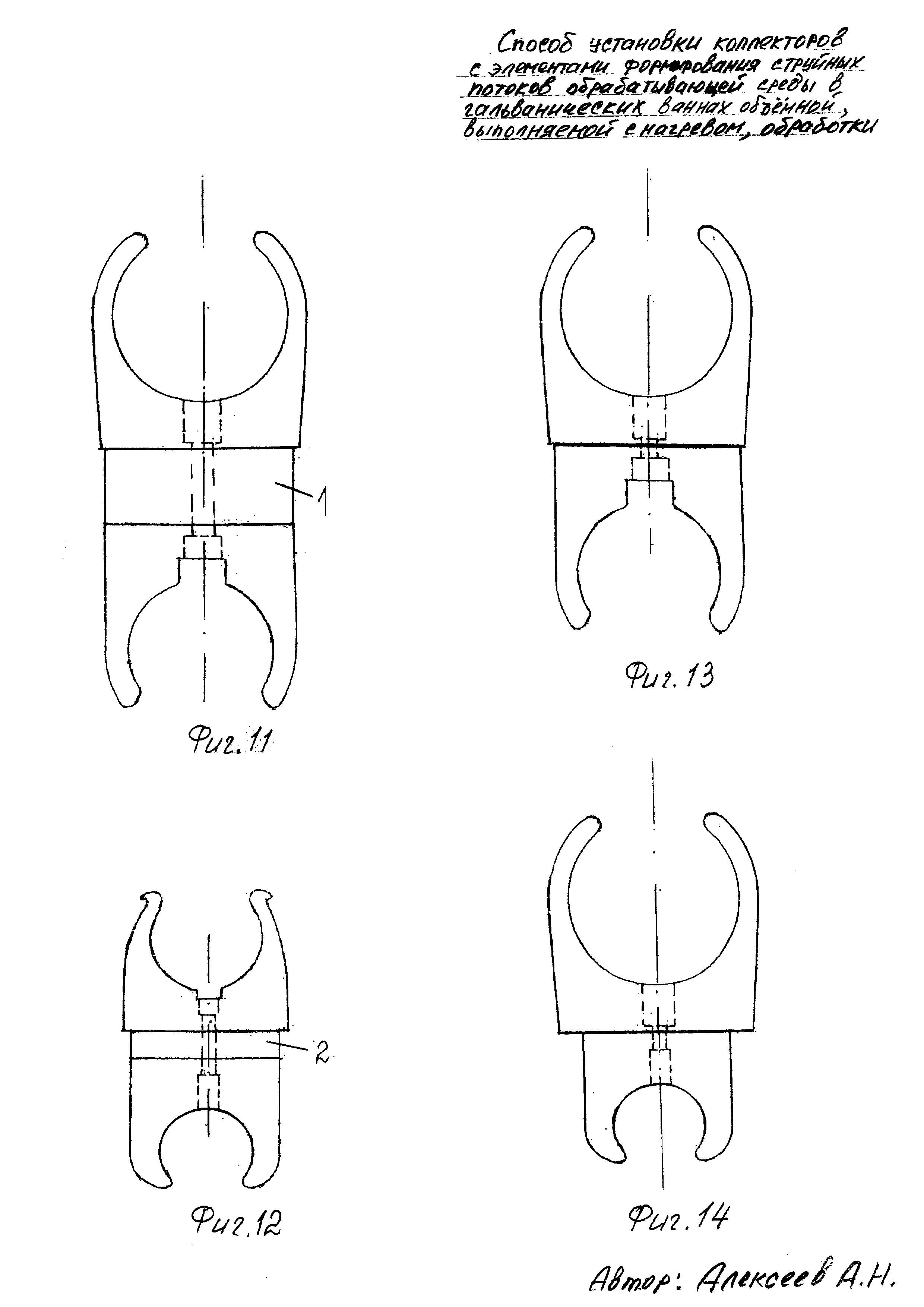
На фиг. 11 представлен вид А на фиг. 8 с уменьшенной вдвое высотой вставки в сочлененном ее состоянии с пазами опор-клипс, представленных на фиг. 1, 2.
На фиг. 12 представлен вид А на фиг. 10 с уменьшенной вдвое высотой вставки в сочлененном ее состоянии с пазами опор-клипс, представленных на фиг. 3, 4.
На фиг. 13 представлен вариант реализации установочно-соединительного элемента, выполненного (в данном случае) из двух стандартных опор-клипс одного вида, без расположенных в их нижней части, по длинным противоположным сторонам, пазов прямоугольной формы, с установочными диаметрами трубы 40 и 32 мм, соответственно, соединенными между собой (в данном случае) путем сварки (материал - полипропилен) или склеивания (материал - поливинилхлорид) либо путем их механического соединения - винт-гайка (на фиг. 13 не показаны).
На фиг. 14 представлен вариант реализации установочно-соединительного элемента, выполненного (в данном случае) из двух стандартных опор-клипс одного вида, без расположенных в их нижней части, по длинным противоположным сторонам, пазов прямоугольной формы, с установочными диаметрами трубы 40 и 20 мм, соответственно, соединенными между собой (в данном случае) путем сварки (материал - полипропилен) или склеивания (материал - поливинилхлорид) либо путем их механического соединения - винт-гайка(на фиг. 14 не показаны).
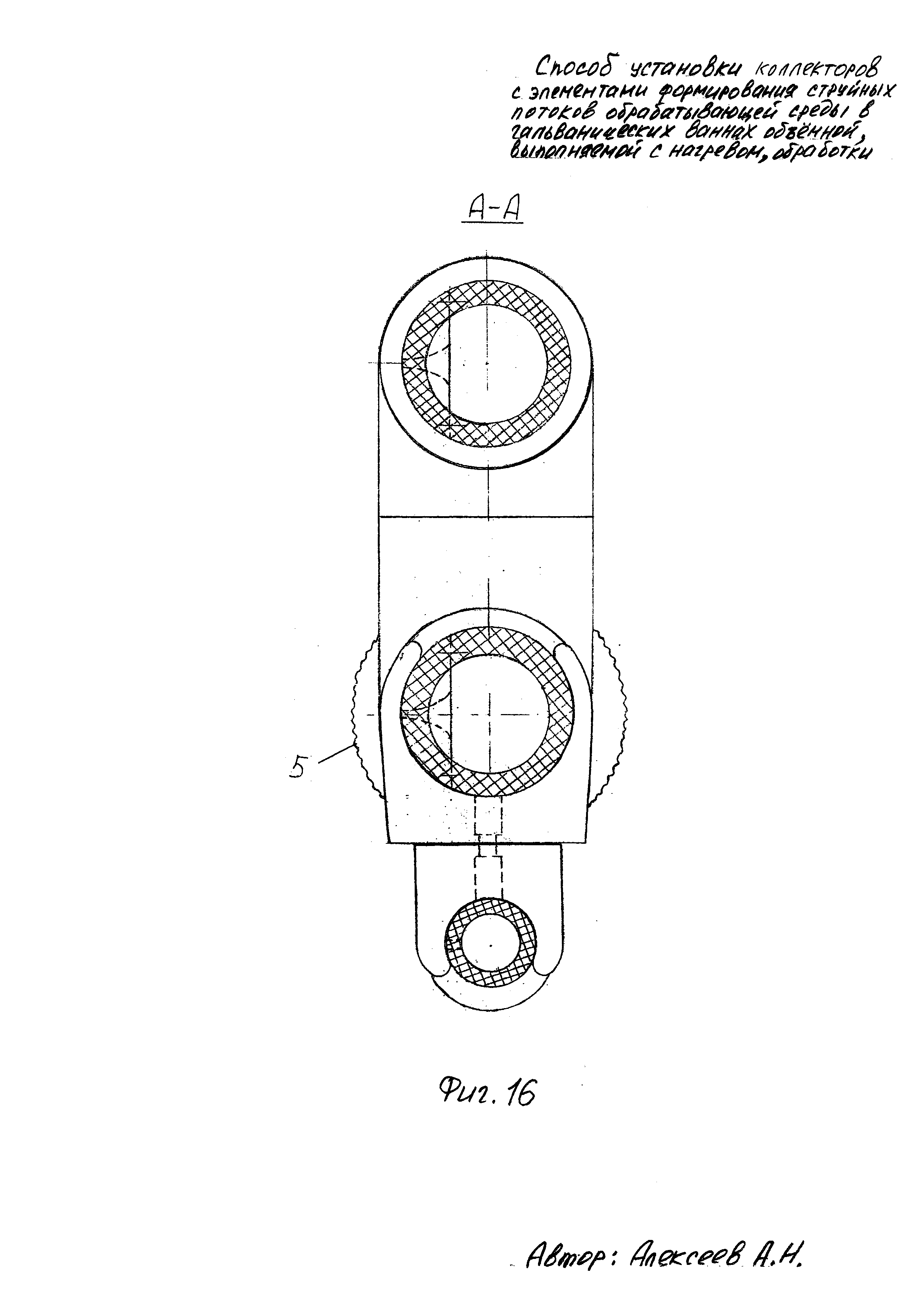
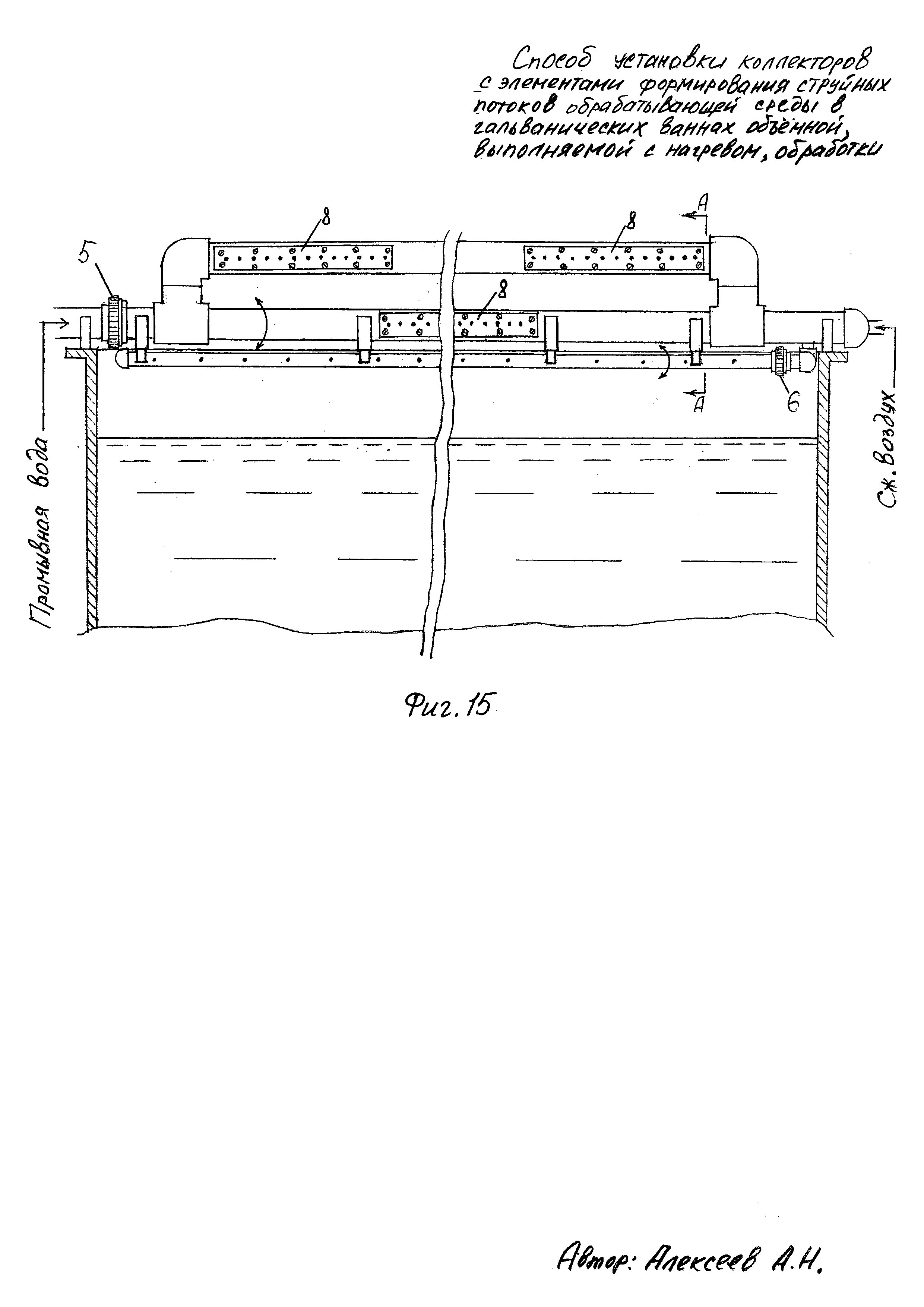
На фиг. 15 представлен вид расположенных вдоль одной из противоположных сторон ванны (например, промывки в горячей воде с односторонним бортовым отсосом) коллекторов с реализованными в их конструкции элементами формирования струй промывной воды и сжатого воздуха (для реализации режима передувки), связанными между собой с помощью установочно-соединительных элементов, представленных на фиг. 14 и оснащенных разъемными муфтами, соединенными с участками соответствующих подводящих труб.
На фиг. 16 представлен вид А на фиг. 15.
На фиг. 17 представлен вид расположенных вдоль одной из противоположных сторон ванны (например, промывки в горячей воде с односторонним бортовым отсосом) коллекторов с установленными на них элементами формирования струй промывной воды и реализованными в их конструкции элементами формирования струй сжатого воздуха, соответственно, связанными между собой с помощью установочно-соединительных элементов, реализованных с помощью опор-клипс с установочными диаметрами трубы 40 и 25 мм, соответственно, соединенными между собой вставками, представленными на фиг. 5 (в данном случае) и оснащенных разъемными муфтами, соединенными с участками соответствующих подводящих труб.
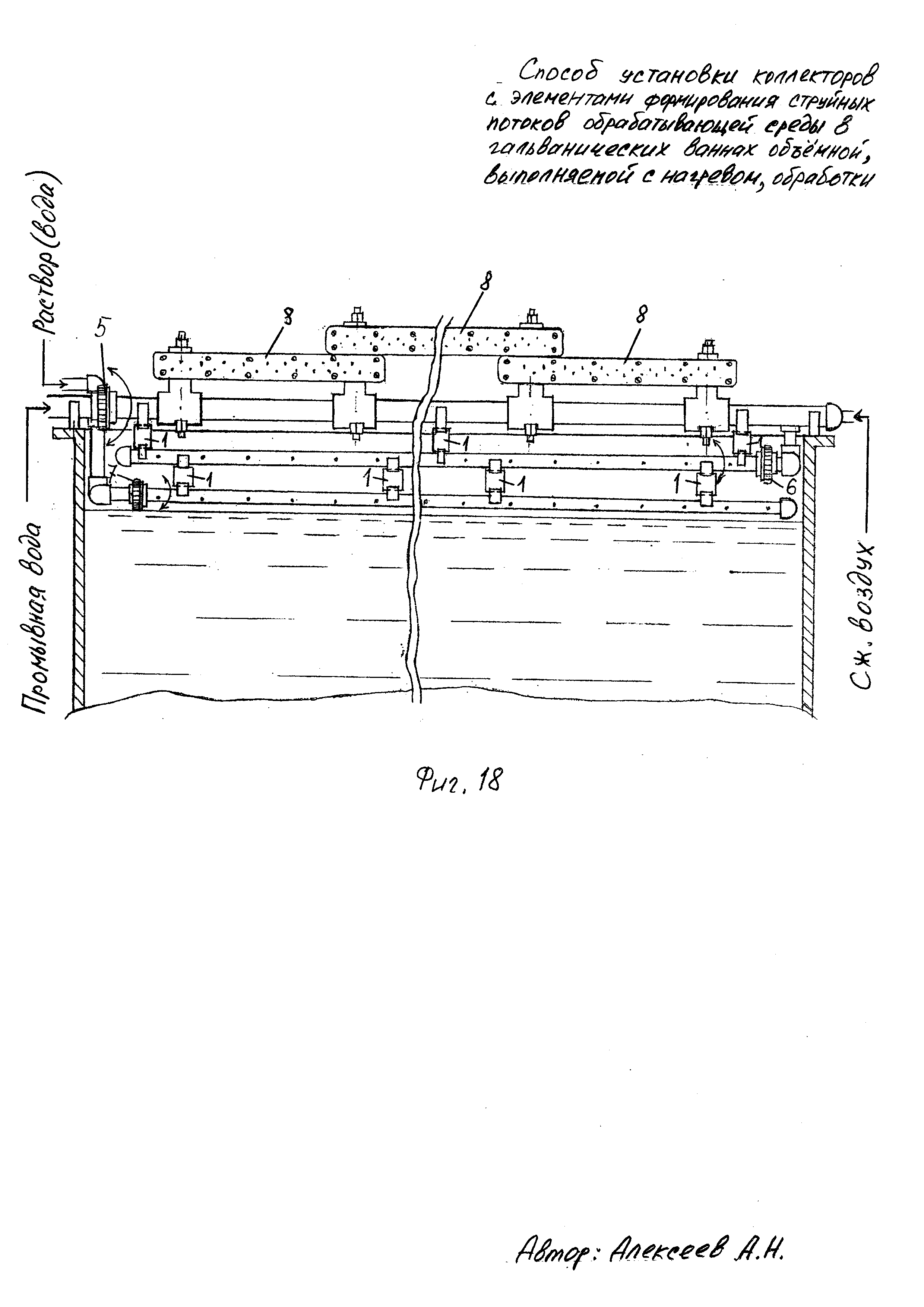
На фиг. 18 представлен вид расположенных вдоль одной из противоположных сторон ванны (например, химического или электрохимического обезжиривания с односторонним бортовым отсосом) коллекторов с установленными на них элементами формирования струй промывной воды и реализованными в их конструкции элементами формирования струй сжатого воздуха и раствора обезжиривания (или промывной воды), соответственно, связанными между собой с помощью установочно-соединительных элементов, реализованных с помощью опор-клипс с установочными диаметрами трубы 40 и 25 мм и 25 и 20 мм, соответственно, соединенными между собой вставками, представленными на фиг. 5 и 6, соответственно (в данном случае), и оснащенных разъемными муфтами, соединенными с участками соответствующих подводящих труб.
На фиг. 19 представлен вариант реализации установочно-соединительного элемента, выполненного (в данном случае) из двух стандартных опор-клипс одного вида максимальной общей высоты, с установочными диаметрами трубы 25 и 20 мм, соответственно, соединенными между собой (в данном случае) вставкой с регулируемой высотой, выполненной в виде пружины, сжатие (в данном случае) которой производят путем вращения установленного внутри пружины винта в гайке, размещенных в опорах-клипсах с установочными диаметрами трубы 25 и 20 мм, соответственно.
На фиг. 20 представлена реализация установочно-соединительного элемента, показанного на фиг. 19, минимально возможной общей высоты.
Кроме того, при реализации данного варианта исполнения установочно-соединительного элемента в ваннах с токсичными электролитами (хромирования, никелирования, фосфатирования и др.) пружина может быть выполнена из устойчивого к воздействию токсичных электролитов материала, либо покрыта соответствующим материалом, либо размещена в сильфоне из полипропилена или поливинилхлорида, соединенным сваркой или склеиванием с торцевыми поверхностями используемых опор-клипс.
Реализацию предлагаемого способа рассмотрим на примере использования нагреваемого раствора ванн, например обезжиривания и горячей промывки, оснащенных односторонними бортовыми отсосами.
При этом при размещении установочно-соединительных элементов, в зависимости от расстояния между трубами соответствующих коллекторов и вида опор-клипс, могут быть использованы как соединенные между собой непосредственно стандартные опоры-клипсы, представленные на фиг. 1-4 или 13, 14, так и стандартные опоры-клипсы, соединенные между собой, в зависимости от требуемого расстояния между трубами соответствующих коллекторов вставками 1, 2 или 3, 4 (см. Фиг. 5-12), а также не подключаемые к какому-либо виду обрабатывающей среды участки трубы (на фиг. 15, 17, 18 не показаны).
А сами коллекторы (на фиг. 15-18 не обозначены) для подачи потоков струй соответствующей обрабатывающей среды (промывной воды, сжатого воздуха нечетного класса загрязнений и раствора обезжиривания или промывной воды, в данном случае) оснащены разъемными муфтами, соответственно, 5, 6, 7, соединенными с участками соответствующих подводящих труб.
С помощью муфт 5, 6 или 7 производят, соответственно:
- задание угла атаки потоков струй промывной воды, формируемых установленными в коллекторах или на них элементами 8 формирования струйных потоков;
- установку коллектора для подачи струй сжатого воздуха, а также регулировку угла атаки для реализации режима струйной передувки в случае наличия, например, бортового отсоса с горизонтальной щелью всасывания [1];
- установку коллектора для подачи струй раствора процессной ванны (или промывной воды) для удаления пены и загрязнений с поверхности зеркала ванны (см. Фиг. 18) в переливной карман (на фиг. 15, 17, 18 не показан) ванны (на фиг. 15, 17, 18 не обозначена).
Таким образом, предлагаемый способ по сравнению с известным, выбранным в качестве прототипа, позволяет обеспечить:
- снижение габаритов (по ширине) ванны объемной, выполняемой с нагревом обработки и трудозатрат, связанных с установкой коллекторов;
- расширение функционально-технологических возможностей;
- повышение удобства и точности установки коллекторов;
- возможность оперативной настройки положения коллекторов, их оперативную замену и удобство обслуживания.
Реализация предлагаемого способа не встречает принципиальных затруднений.
Так, соединяемые непосредственно друг с другом опоры-клипсы, как и наборные вставки соответствующей или регулируемой высоты, могут быть получены методом литья термопластичных материалов (полипропилен, поливинилхлорид и др.) под давлением, используя пресс-формы и оборудование, например термопластавтомат типа ARBURG - А 270-21-500.
Таким же образом могут быть изготовлены, в частности, по патенту РФ №2046685, и струеформирующие панели элементов формирования струй соответствующих коллекторов.
Кроме того, реализацию установочно-соединительных элементов можно осуществить и используя стандартные, соединяемые непосредственно друг с другом (или через полученные также литьевым методом вставки) опоры-клипсы фирмы «AQUART».
Сами коллекторы для подвода воды можно изготовить из стандартных комплектующих: тройник, уголок 90°, разъемные муфты, трубы и др. той же фирмы.
Проверка предлагаемого способа на выполненном в двухуровневой компоновке операционном модуле электрохимического обезжиривания, содержащем оснащенные односторонними бортовыми отсосами ванны электрохимического обезжиривания и горячей промывки с коллекторами струйно-динамической промывки, передувки и очистки зеркала ванны (для ванны электрохимического обезжиривания) в гальваническом цехе ФГУП ФНПЦ «ПО «Старт» им. М.В. Проценко» показала его осуществимость, эффективность в части заявленных улучшений и достижение целей в сравнении как со способом, выбранным в качестве прототипа, так и с другими решениями в этой области, известными по данным открытых публикаций.
Источники информации
1. УДК [621.357.7:658.52.011.56.012.3] (035) Гибкие автоматизированные гальванические линии: Справочник. Под общ. Ред. В.Л. Зубченко. - М.: Машиностроение, 1989 г., стр. 282, 283, рис. 1, в, г.
2. УДК 621.3.035 ()075.3 Дасоян М.А., Пальмская И.Я. Оборудование цехов электрохимических покрытий. Л.: Машиностроение, 1979 г., стр. 107-112.
3. УДК [621.357.7.035-52:650.527]:621.316.544.1 Типовые автооператорные и кареточные автоматические линии для нанесения гальванических, химических и анодизационных покрытий и их компоновка с использованием унифицированных, стандартизированных и нормализованных узлов. Командоаппараты. Информационные материалы для проектировщиков, эксплуатационников линий и технологов. М.: НИИИ по машиностроению, 1969 г., стр. 49, 50, рис. 47, 48; стр. 28, рис. 22; стр. 136, 137 - прототип.
4. Патент №2165480 РФ. Способ изготовления ванны для электролитической обработки деталей на подвесках. А.Н. Алексеев. М. Кл. C23G 3/00, C25D 17/02, 1999 г.
Способ проведения гидромассажных процедур динамического вида
Душевая головка
Способ изготовления распределительного коллектора из термопластичных комплектующих и материалов для установки элементов формирования струйных потоков со струеформирующими панелями
Способ изготовления выполняемых из термопластичных комплектующих и материалов распределительного коллектора и/или его активных участков, обеспечивающих формирование струйных потоков
Способ проведения гидромассажных процедур динамического вида
Душевая головка
Способ проведения водных процедур в гидромассажной кабине
Способ проведения гидромассажных процедур динамического вида
Способ реализации гидромассажного сканера для проведения водных процедур
Способ проведения гидромассажных процедур
Способ проведения гидромассажных процедур динамического вида
Душевая головка
Способ изготовления распределительного коллектора из термопластичных комплектующих и материалов для установки элементов формирования струйных потоков со струеформирующими панелями
Способ изготовления выполняемых из термопластичных комплектующих и материалов распределительного коллектора и/или его активных участков, обеспечивающих формирование струйных потоков
Способ проведения гидромассажных процедур динамического вида
Душевая головка
Способ проведения водных процедур в гидромассажной кабине
Способ проведения гидромассажных процедур динамического вида
Способ реализации гидромассажного сканера для проведения водных процедур
Способ проведения гидромассажных процедур

