Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ПРОВОЛОКИ
Вид РИД
Изобретение
Изобретение относится к металлургии, в частности к обработке металлов давлением композиционных материалов, и может быть использовано при изготовлении биметаллической проволоки на стальной основе с оболочками из различных металлов, преимущественно цветных.
Известен способ производства биметаллической проволоки, включающий очистку поверхности сердечника методом химического травления, осаждение подслоя меди в гальванических ваннах и последующее оборачивание оболочкой, нагрев и прокатку. При этом способе изготовления с поверхности стального сердечника удаляются загрязнения и окислы железа, а осажденный подслой меди содействует соединению медной оболочки со стальным сердечником (А.Л. Тарновский и др. Биметаллическая проволока. М.: Металлургиздат, 1963 г.).
Недостатком этого способа изготовления биметаллической проволоки является его низкая производительность, необходимость применения сложного химического оборудования, вредность производства, так как применяются растворы серных и соляных кислот. Кроме того, в составе электролитов для осаждения подслоя используют цианистые соединения, которые являются ядовитыми, дорогими и нестабильными.
Известен способ изготовления биметаллической проволоки, в котором поверхность стального сердечника после термообработки, травления кислотой, промывки и обтирки подвергают обработке раствором кальцинированной соды (Na2CO3) концентрацией 20-25 г/л при температуре 60-65°С, после чего производят нанесение на сердечник алюминиевой оболочки и последующее их совместное обжатие (Авторское свидетельство СССР №1172624, опубликовано 15.08.85).
Недостатки данного способа состоят в том, что предварительная обработка в значительной мере усложняет процесс и снижает его технологические возможности. Кроме того, при операциях травления, промывки и последующей обработки в растворе кальцинированной соды поверхность стального сердечника пассивируется, в то время как для получения высокой прочности соединения она должна быть максимально активной.
Известен способ изготовления биметаллической проволоки, включающий подачу сердечника, оборачивание его оболочкой с соединением кромок, нагрев и прокатку заготовки (Патент US №4331283, от 25.05.1989). В этом способе отсутствует применение химически агрессивных или ядовитых веществ, и он более производителен, чем ранее описанный.
Однако недостаток известного способа заключается в том, что с его помощью нельзя получить биметаллические изделия, обладающие достаточно высокой прочностью соединения двух металлов, например стали и меди. Это объясняется тем, что поверхность стального сердечника содержит оксиды, которые препятствуют развитию соединения при прокатке. Эти оксиды разрушаются с образованием активных поверхностей лишь при достаточно высоких степенях деформации - 40-50%. Но при такой степени деформации, медная оболочка при входе в прокатные валки выдавливается в разъемы за счет переполнения, недопустимо утончается и образует грат. Кроме того, за счет интенсивного упрочнения металлов в очаге деформации происходит накопление внутренних напряжений, которые приводят к частичному разрушению образовавшихся связей и снижению общей прочности соединения.
Известен способ изготовления биметаллической проволоки, включающий обработку поверхности сердечника в электрическом поле постоянного тока напряженностью 100-400 В/см при катодной поляризации в водном растворе кальцинированной соды (Патент РФ 2008109 от 28.02.1994).
Судя по описанию явлений, протекающих вокруг активного катода («катодная поляризация»), авторы имеют в виду коммутационный режим катодного процесса. Этот режим наблюдается на активном катоде в области напряжений 100-140 В (Лазаренко Б.Р. и др. Коммутация тока на границе металл-электролит. 1971 г. 74 с.). В коммутационном режиме вокруг активного катода периодически образуется парогазовая оболочка, в которой в момент коммутации между металлическим катодом и электролитным анодом протекают импульсно-дуговые разряды. При напряжении менее 100 В (в описании ошибочно указана напряженность электрического поля 100 В/см) протекают обычные классические электрохимические процессы. В действительности при напряжении на электродах 100 В и выше в оболочке, изменяющейся в пределах от 0,05 до 0,2 см, напряженность электрического поля составляет 2000-500 В/см. При этой напряженности поля могут протекать импульсно-дуговые разряды между металлическим катодом и электролитным анодом. При напряжении свыше 140 В коммутационный режим переходит в режим нагрева, когда вокруг активного катода образуется стабильная парогазовая оболочка. В этом режиме между металлическим катодом и электролитным анодом также протекают импульсно-дуговые разряды, переходящие в дуговой разряд. В результате образования стабильной оболочки и протекания электрических разрядов температура катода возрастает вплоть до его плавления. Ввиду того, что в коммутационном режиме импульсно-дуговые разряды возникают кратковременно только в момент коммутации, а в остальное время наблюдается контакт металла с электролитом, то очистка поверхности катода является неполной. В результате чего при последующем обжатии сердечника с оболочкой формируется соединение с низкой прочностью.
Наиболее близким по технической сущности к изобретению является способ изготовления биметаллической проволоки, включающий подачу сердечника, оборачивание его оболочкой с соединением кромок, нагрев и прокатку заготовки, причем перед оборачиванием проводят электролитно-плазменную обработку сердечника при анодном растворении электрода, изготовленного из того же материала, что и оболочка (Патент РФ 2136466 от 10.09.1999).
Техническим результатом изобретения является повышение прочности соединения сердечника с оболочкой за счет улучшения подготовки контактных поверхностей сердечника и оболочки перед их соединением.
Технический результат достигается следующим образом.
Способ изготовления биметаллической проволоки включает подачу предварительно обработанного в электролите стального сердечника и медной оболочки в виде ленты, сборку заготовки путем оборачивания оболочкой сердечника, соединение ее кромок и прокатку полученной заготовки. Дополнительно осуществляют предварительную обработку медной оболочки в электролите, при этом обработку медной оболочки и стального сердечника осуществляют в электрогидродинамическом режиме анодного процесса, а перед прокаткой осуществляют нагрев полученной заготовки до 750-850°С в электролитной плазме в режиме анодного процесса.
Изобретение поясняется чертежом, где на фиг. 1 показана линия для получения биметаллической (сталемедной) проволоки. Она включает в себя следующее основное оборудование - отдающий барабан 1 с запасом сердечника в виде стальной проволоки 2; отдающий барабан 3 с запасом оболочки в виде медной ленты 4; электролитическая ванна для очистки и полировки сердечника 5; электролитическая ванна для очистки и полировки медной ленты 6; оборачивающее устройство 7; сварочное устройство 8 для сварок кромки ленты с получением биметаллической заготовки; устройство для нагрева в электролитной плазме 9; прокатные валки 10 и приемный барабан 11 для накапливания готовой биметаллической проволоки 12.
На указанной линии заявленный способ осуществляется следующим образом: стальной сердечник 2 разматывают с барабана 1 и подают в электролитическую ванну 5, где на стальном сердечнике устанавливается электрогидродинамический режим анодного процесса. Одновременно оболочку - медную ленту 4 - сматывают с барабана 3 и подают в электролитическую ванну 6, где на медной ленте устанавливается электрогидродинамический режим анодного процесса. После этого медную ленту подают в устройство 7, где ее оборачивают вокруг стального сердечника 2. Далее с помощью сварочного устройства 8 кромки ленты 4 сваривают между собой. После этого биметаллическую заготовку в электролитной ванне 9 нагревают до температуры 750-850°С путем установления режима нагрева в электролитной плазме анодного процесса. При этой температуре стальной сердечник понижает предел своей прочности в несколько раз, что позволяет производить его относительное удлинение до 70%, но в структуре еще не наблюдается значительный рост зерна и снижение предела текучести после остывания (М.А. Барановский и др. Технология металлов и других конструктивных материалов. Минск, 1973). Далее заготовку прокатывают в валках 10 до получения неразъемного соединения стального сердечника с медной оболочкой.
В электролитической ванне 5, 6 и 9 в качестве электролита могут быть использованы нейтральные электролиты, например водный раствор хлористого аммония, азотнокислого аммония и др.
Использование данного способа позволяет изготавливать биметаллическую проволоку с высоким качеством соединения входящих в ее состав металлов.
Предлагаемое изобретение устраняет перечисленные недостатки и при значительно меньших усилиях прокатки обеспечивается прочное соединение двух разнородных металлов, например стали и меди, при этом медная оболочка не утончается и на ней не образуется грат.
Способ изготовления биметаллической проволоки, включающий подачу предварительно обработанного в электролите стального сердечника и медной оболочки в виде ленты, сборку заготовки путем оборачивания оболочкой сердечника, соединение ее кромок и прокатку полученной заготовки, отличающийся тем, что дополнительно осуществляют предварительную обработку медной оболочки в электролите, при этом обработку медной оболочки и стального сердечника осуществляют в электрогидродинамическом режиме анодного процесса, а перед прокаткой осуществляют нагрев полученной заготовки до 750-850°С в электролитной плазме в режиме анодного процесса.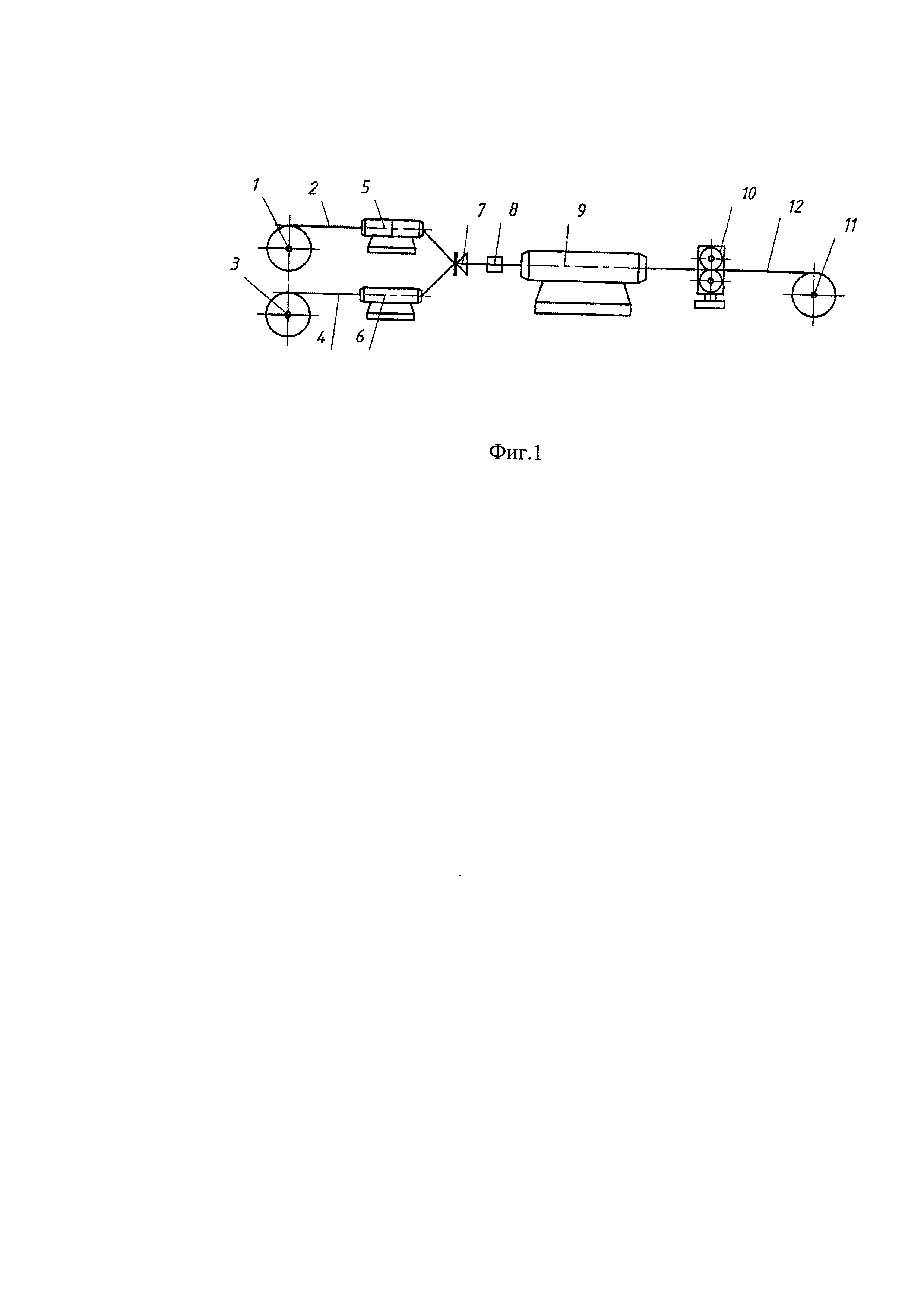
Способ электролитно-плазменной обработки поверхности металлов
Конструкционная криогенная аустенитная высокопрочная свариваемая сталь и способ ее получения
Способ электролитно-плазменной обработки поверхности металлов
Способ обработки поверхности металлов
Измерительный инструмент для контроля радиуса кривизны цилиндрических поверхностей бесконечной длины
Способ электролитической очистки от окалины ленточного проката
Оправка прошивного стана
Способ изготовления струеформирующих сопел
Усиливающий сверхпроводящий метаматериал
Способ акустического каротажа
Способ электролитно-плазменной обработки поверхности металлов
Конструкционная криогенная аустенитная высокопрочная свариваемая сталь и способ ее получения
Способ электролитно-плазменной обработки поверхности металлов
Способ обработки поверхности металлов
Измерительный инструмент для контроля радиуса кривизны цилиндрических поверхностей бесконечной длины
Способ электролитической очистки от окалины ленточного проката
Оправка прошивного стана
Способ изготовления струеформирующих сопел
Усиливающий сверхпроводящий метаматериал
Способ акустического каротажа

