Результат интеллектуальной деятельности: СПОСОБ ОПРЕДЕЛЕНИЯ ТВЕРДОСТИ ОБРАБАТЫВАЕМОГО МАТЕРИАЛА В ЗОНЕ КОНТАКТА ОБРАБАТЫВАЕМОЙ ДЕТАЛИ С ИНСТРУМЕНТОМ В ПРОЦЕССЕ РЕЗАНИЯ
Вид РИД
Изобретение
Изобретение относится к области обработки металлов резанием и может быть использовано для определения твердости обрабатываемого материала при разных режимах резания в конкретных условиях обработки на выбранном технологическом оборудовании для оценки правильности выбора режимов резания и/или их коррекции в процессе обработки преимущественно закаленных материалов твердым точением.
Известен способ определения твердости материала при различных температурах (Фукс И.Г., Буяновский И.А. Введение в трибологию. - М.: Изд. «Нефть и газ», 1995, с. 57) с помощью зависимости Ито-Шишокина: НВт=НВ0×ехр(-ε×ΔТ), где НВт - твердость материала при температуре Т; НВ0 - твердость тела при номинальной температуре Т0; ε - температурный коэффициент; ΔТ=Т-Т0.
Однако существуют значительные трудности при определении температуры в зоне резания в процессе обработки закаленных материалов твердым точением. Сложность заключается в том, что интерес представляют не средние значения температуры и твердости в объеме детали или инструмента, а твердость слоев, приближенных к режущей кромке инструмента. Применение метода естественной термопары позволяет определить среднюю контактную температуру на передней и задней поверхностях инструмента (Бобров В.Ф. Основы теории резания металлов. - М.: Машиностроение, 1975, с. 144). Однако применение метода сопряжено с необходимостью изоляции режущего инструмента, встройки в шпиндельный узел токосъемника, работа с которым больше подходит для лабораторных условий.
Известен способ определения оптимальной скорости резания (Патент РФ №2538750, МПК В23В 1/00, 25/06; B23Q 15/08: «Способ определения оптимальной скорости резания в процессе металлообработки». Опубликовано 10.01.2015), в рамках которого реализован способ определения твердости обрабатываемого материала в зоне контакта обрабатываемой детали с инструментом в процессе резания как функции от измеренной эффективной амплитуды высокочастотных вибраций станка.
Недостатком способа является то, что он не предполагает оценку твердости материала у режущей кромки инструмента при текущем значении скорости резания. В настоящее время все шире применяется технология «твердого точения», заключающаяся в том, что детали с твердостью выше 47 HRC обрабатывают не шлифованием, а с помощью лезвийной обработки. Принцип твердого точения заключается в нагреве заготовки в зоне контакта с режущей кромкой за счет тепла, выделяющегося при пластическом деформировании материала, что приводит к его отпуску до твердости 23-25 HRC. После отделения стружки происходит быстрое охлаждение материала и его повторная закалка. В результате твердость детали уменьшается не более чем на 2 единицы. Однако реально контролировать в процессе резания твердость материала при отпуске непосредственно нельзя. Приходится опытным путем подбирать режимы резания, обеспечивающие требуемую твердость поверхности после обработки. Если твердость при отпуске будет завышена или занижена, можно не получить требуемого результата для обрабатываемой детали или ухудшить условия работы режущей кромки, что ведет к преждевременному износу инструмента. При обработке деталей малого диаметра станок может не обеспечить требуемой скорости вращения заготовки, тогда для достижения требуемой твердости при отпуске можно использовать материал режущего инструмента с меньшей теплопроводностью. Процесс управления режимами твердого точения и подбора оптимальных режимов обработки закаленных поверхностей может быть надежным и занимать немного времени, если обеспечить возможность получать информацию о текущем значении твердости материала в зоне контакта с режущей кромкой.
Задачей предлагаемого способа определения твердости обрабатываемого материала в зоне контакта обрабатываемой детали с инструментом в процессе резания является определение текущего значения твердости обрабатываемого материала в зоне контакта с режущей кромкой для выбора режимов и условий резания при обработке закаленных поверхностей твердым точением.
Технический результат - расширение технологических возможностей способа определения твердости обрабатываемого материала в зоне контакта обрабатываемой детали с инструментом в процессе за счет определения твердости обрабатываемого материала в зоне контакта с режущей кромкой.
Поставленная задача решается, а заявленный технический результат достигается тем, что в способе определения твердости обрабатываемого материала в зоне контакта обрабатываемой детали с инструментом в процессе резания, включающем измерение эффективной амплитуды высокочастотных вибраций станка при обработке детали, осуществляют предварительную обработку детали на скоростях резания V0 и V1 и регистрируют при этом соответствующие значения эффективных амплитуд высокочастотных вибраций станка А0 и А1, причем V0 и V1 - скорости резания, при которых зависимость амплитуды высокочастотных вибраций от скорости резания носит линейный характер и V0<V1, выполняют обработку детали с текущей скоростью резания VT и измеряют при этом текущее значение эффективной амплитуды высокочастотных вибраций станка AT, а значение твердости НВТ материала в зоне контакта детали с инструментом определяют по формуле НВт=НВ0×Ат×Ap -1, где НВ0 - значение твердости материала в исходном состоянии до обработки; Ар - расчетное значение амплитуды высокочастотных вибраций станка, которое определяют по формуле Ар=А0+(Vт-V0)×(A1-A0)×(V1-V0)-1.
Способ определения твердости обрабатываемого материала в зоне контакта обрабатываемой детали с инструментом в процессе резания поясняется графиками:
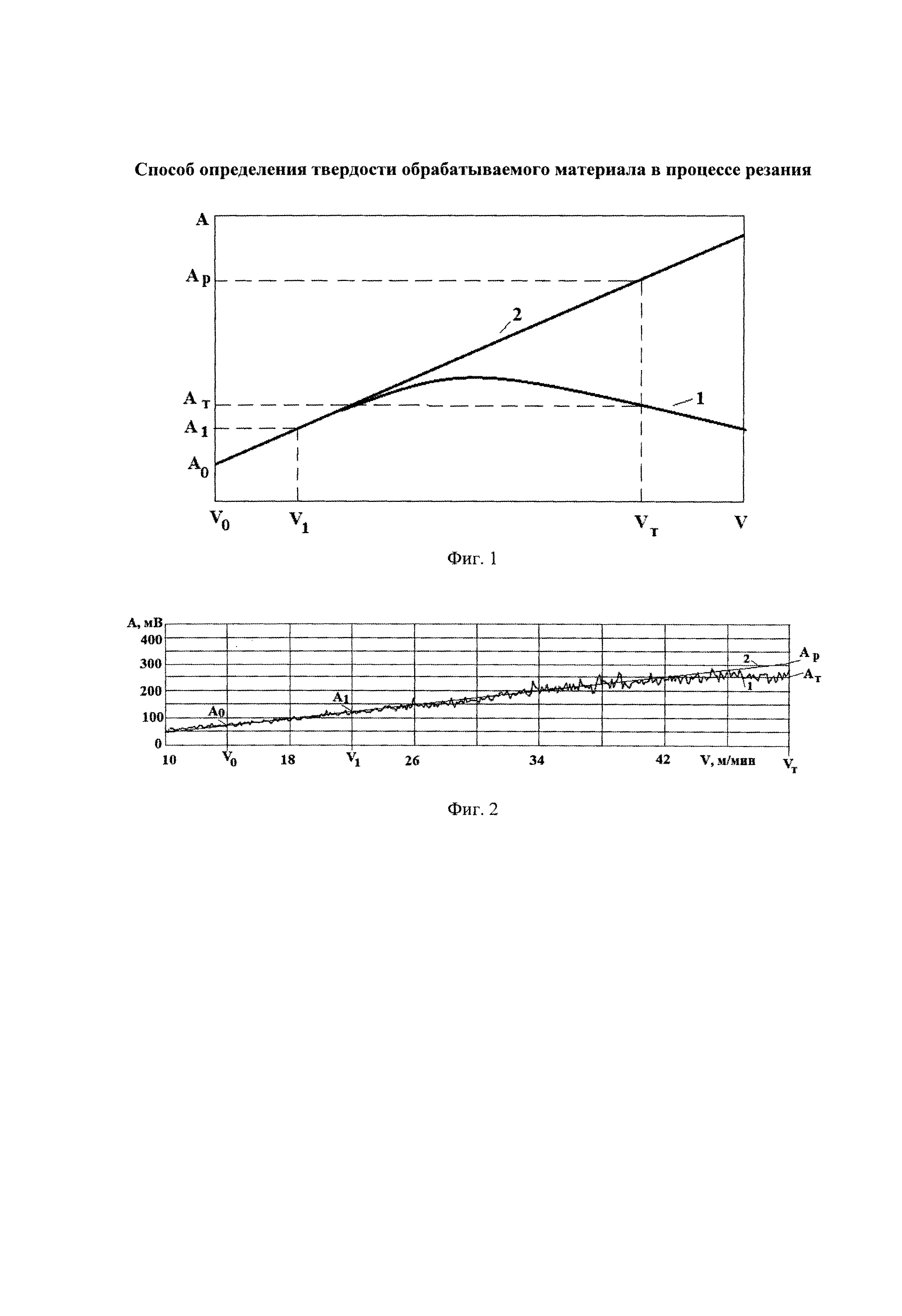
- Фиг. 1 - зависимость амплитуды высокочастотных вибраций от скорости резания;
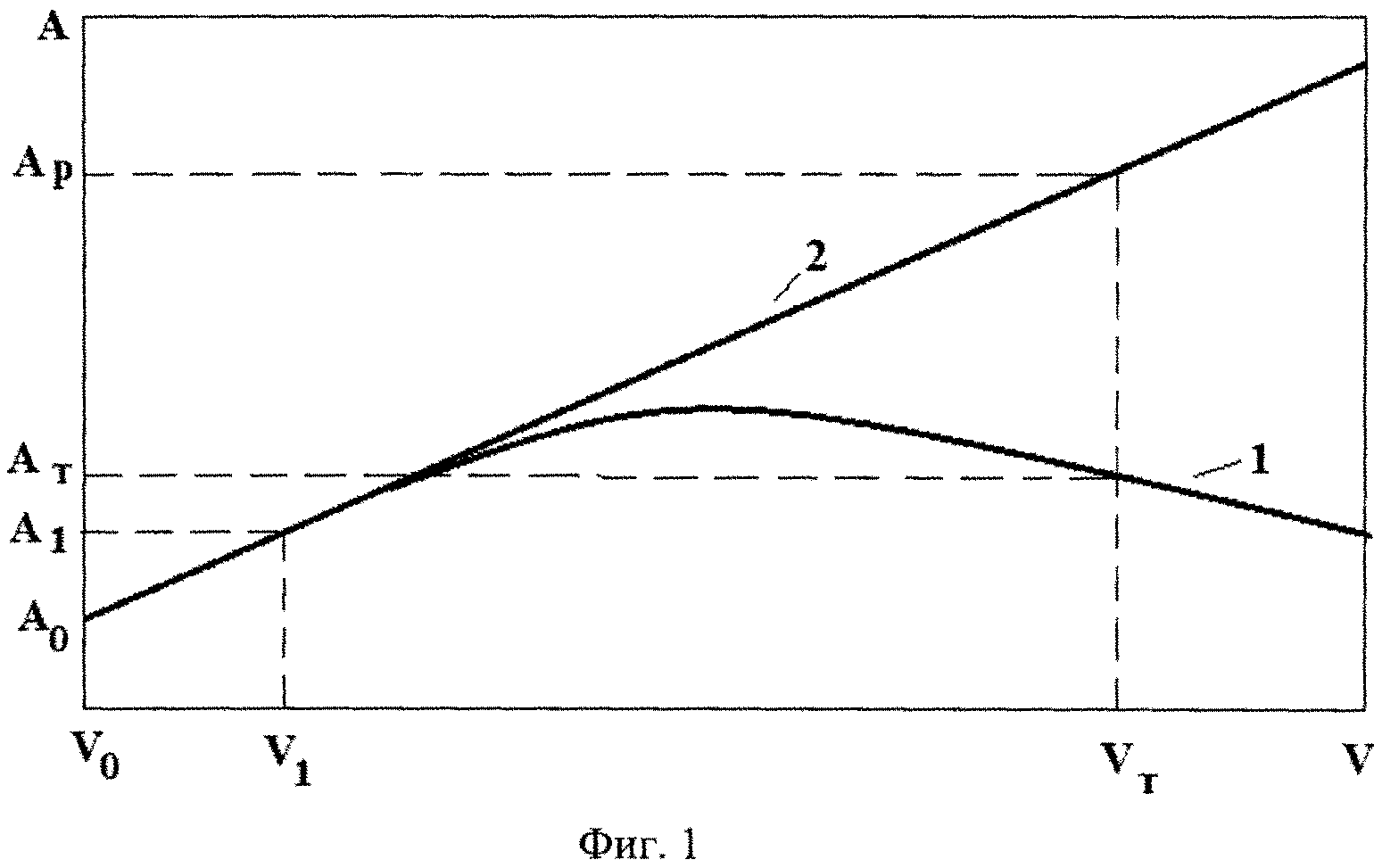
- Фиг. 2 - пример записи эффективной амплитуды высокочастотных вибраций.
Суть представленного способа заключается в следующем.
График 1 (Фиг. 1) показывает типичное изменение осредненной амплитуды высокочастотных вибраций А при непрерывном росте скорости резания. Такой график можно получить, если проводить торцевое точение заготовки в виде диска от малого диаметра к периферии с постоянной частотой вращения, т.е. с постоянно растущей скоростью резания V. Скорость V0 - это начальная скорость, скорость V1 - несколько больше V0, но при этих скоростях температура резания не очень высокая и твердость материала практически сохраняет свое начальное значение. У металлов быстрое снижение твердости начинается при гомологической температуре (отношение текущей температуры материала к температуре плавления), равной 0,5 (Крагельский И.В., Добычин М.Н., Комбалов B.C. Основы расчета на трение и износ. - М.: Машиностроение, 1977, с. 218, 219). При невысоких скоростях резания амплитуда высокочастотных вибраций практически линейно увеличивается с ростом скорости резания (Григорьев С.Н., Турин В.Д., Козочкин М.П. и др. Диагностика автоматизированного производства. - М.: Машиностроение, 2011, с. 192). В связи с этим по результатам замеров амплитуд высокочастотных вибраций А0 и A1 на умеренных скоростях резания V0 и V1 (при которых зависимость амплитуды высокочастотных вибраций от скорости резания носит линейный характер), соответственно, можно построить линию (график 2 на Фиг. 1), продолжающуюся и в диапазон высоких скоростей. Если бы твердость материала не менялась при больших скоростях резания (при росте температуры материала в зоне контакта с режущей кромкой), то текущему значению скорости резания Vт должна была соответствовать амплитуда Ар, лежащая на графике 2, которую можно рассчитать с помощью уравнения графика 2 по формуле:

Однако из-за снижения твердости материала в зоне контакта реальное значение амплитуды вибрации находится на уровне Ат (на графике 1). Поскольку амплитуда высокочастотных вибраций при трении и резании связана с твердостью наименее прочного компонента пары материалов при трении и резании линейной зависимостью (Григорьев С.Н., Гурин В.Д., Козочкин М.П. и др. Диагностика автоматизированного производства. - М.: Машиностроение, 2011, с. 197), то оценивать текущее значение твердости при скорости Vт можно в долях от твердости НВ0, где доли определяются отношением текущей амплитуды Ат и расчетной амплитуды Ар. Таким образом, получаем

Пример реализации способа определения твердости обрабатываемого материала в процессе резания.
Проводилось торцевое точение жаропрочного сплава ХН77ТЮР с подачей 0,1 мм/об и глубиной 1 мм. При торцевом точении скорость резания V менялась от 10 до 50 м/мин. На Фиг. 2 показан пример записи эффективной амплитуды высокочастотных вибраций в частотном диапазоне 5,6-10 кГц.
Исходные данные были следующими:
V0=14 м/мин,
V1=22 м/мин,
Vт=50 м/мин,
А0=73 мВ,
A1=125 мВ,
Ат=250 мВ,
Ар=307 мВ,
НВ0=285 единиц по Бринелю.
На Фиг. 2 видно, что до скорости 40 м/мин амплитуда сигнала высокочастотных вибраций (график 1) колеблется около прямой линии (график 2), которая построена для точек с координатами (V0; А0) и (V1; А1). До скорости 40 м/мин твердость обрабатываемого материала мало менялась с ростом скорости и соответствующей температуры. При Vт=50 м/мин отклонение графика 1 от прямой - графика 2 (Фиг. 2) - становится ощутимым. Это связано с разогревом зоны резания и снижением твердости. С помощью формул (1) и (2) можно оценить твердость материала в зоне резания. Текущее значение твердости по формуле (2) подсчитывается следующим образом: НВт=НВ0×Ат×Ар -1=285×(250/307)=232 единицы твердости по Бринелю.
Таким образом, на скорости 50 м/мин твердость материала в зоне резания составляет 81% от исходной. Представленный расчет проводится после расчета амплитуды Ар по формуле (1), которая составляет 307 мВ. В данном примере все эти данные дублируются показаниями графиков на Фиг. 2. Однако, зная диапазон скоростей, где амплитуда высокочастотных вибраций линейно зависит от скорости резания, достаточно провести испытания для 2-х скоростей и построить зависимость, аналогичную линии 2 на Фиг. 1 и Фиг. 2.
Практическая реализация предлагаемого способа состоит в том, что на упругой системе станка в точке, приближенной к зоне резания, устанавливается акселерометр, который регистрирует сигналы виброускорения, сопровождающие процесс резания. Из этого сигнала с помощью полосового фильтра выделяется высокочастотная составляющая вибраций, эффективная амплитуда которых и используется для реализации способа.
Важно знать, что иногда при резании и трении возникают режимы интенсивных автоколебаний, которые нарушают представленные закономерности. Интенсивные автоколебания обычно сопровождаются тональным шумом и ударным взаимодействием контактирующих тел и существенно влияют на температуру в контакте, обычно в сторону ее снижения. При твердом точении автоколебания являются крайне нежелательным явлением, поскольку нарушают процесс отпуска в зоне контакта, поэтому при получении информации о текущей твердости в зоне контакта необходимо избегать режимов с автоколебаниями. Это относится и к предварительной обработке. При предварительной обработке заготовки не рекомендуется использовать очень низкие скорости резания, поскольку на таких скоростях особенно вероятны автоколебания. Важно, чтобы при предварительной обработке скорости V0 и V1 не вызывали такого разогрева материала в области режущей кромки, при котором значительно снижается твердость материала. Оптимально эту температуру ограничивать 10% от температуры плавления материала обрабатываемой детали. В примере реализации, показанном на Фиг. 2, скорости для предварительной обработки могут браться из диапазона, в котором значения амплитуды высокочастотной составляющей вибраций находятся вблизи одной линии (линия 2 на Фиг. 1 и Фиг. 2).
Изобретение может быть использовано, например, при определении режимов резания для обработки закаленных поверхностей твердым точением на высоких скоростях резания. Изобретение может также использоваться для оценки эффективности использования других материалов для режущей пластины и державки с новыми значениями теплопроводности.
Изложенное позволяет сделать вывод о том, что поставленная задача - определение текущего значения твердости обрабатываемого материала в зоне контакта с режущей кромкой для выбора режимов и условий резания при обработке закаленных поверхностей твердым точением - решена, а технический результат - расширение технологических возможностей способа определения твердости обрабатываемого материала в процессе резания за счет определения твердости обрабатываемого материала в зоне контакта с режущей кромкой - достигнут.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности, неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленной совокупности отдельными признаками, общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении может быть использовано для определения твердости обрабатываемого материала при разных режимах резания в конкретных условиях обработки на выбранном технологическом оборудовании для оценки правильности выбора режимов резания и/или их коррекции в процессе обработки преимущественно закаленных материалов твердым точением;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки и известных из уровня техники на дату приоритета способов, средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Способ определения твердости обрабатываемого материала в зоне контакта обрабатываемой детали с инструментом в процессе резания, включающий измерение эффективной амплитуды высокочастотных вибраций станка при обработке детали, отличающийся тем, что осуществляют предварительную обработку детали на скоростях резания V и V и регистрируют при этом соответствующие значения эффективных амплитуд высокочастотных вибраций станка A и A, причем V и V - скорости резания, при которых зависимость амплитуды высокочастотных вибраций от скорости резания носит линейный характер и V
Устройство для вибрационной обработки деталей резанием
Способ установки осевых двухлезвийных режущих инструментов
Спиральное сверло с криволинейными режущими кромками
Способ установки осевого двухлезвийного режущего инструмента
Двенадцатипульсный повышающий автотрансформаторный преобразователь напряжения
Двенадцатипульсный повышающий автотрансформаторный преобразователь напряжения
Двенадцатифазный понижающий автотрансформаторный преобразователь числа фаз
Двенадцатипульсный трансформаторный преобразователь напряжения
Устройство для синтеза покрытий
Режущая многогранная пластина
Двенадцатипульсный повышающий автотрансформаторный преобразователь напряжения
Двенадцатипульсный повышающий автотрансформаторный преобразователь напряжения
Двенадцатифазный понижающий автотрансформаторный преобразователь числа фаз
Двенадцатипульсный трансформаторный преобразователь напряжения
Устройство для синтеза покрытий
Режущая многогранная пластина
Устройство для определения смещения оси шпинделя токарного станка
Способ определения прочности металлических запорных элементов обратного клапана гидрорезного оборудования
Способ правки абразивного круга
Устройство для профилирования шлифовального круга алмазным стержневым правящим инструментом

