Результат интеллектуальной деятельности: СПОСОБ УЛЬТРАЗВУКОВОГО ИЗМЕРЕНИЯ УПРУГИХ СВОЙСТВ
Вид РИД
Изобретение
Область техники
Изобретение относится к способу неразрушающего испытания и, в частности, к способу неразрушающего определения упругих свойств изотропного металлического материала при помощи ультразвуков.
Уровень техники
Существует постоянная потребность в наличии способов, позволяющих определять упругие свойства, такие как модуль Юнга или коэффициент Пуассона, деталей, выполненных из однородных и изотропных материалов. В частности, существует потребность в способе, относящемся к детали с изогнутыми наружными поверхностями. Определение модуля Юнга при помощи ультразвуковых волн известно для плоских деталей, но для сложных деталей, когда наружные поверхности изогнуты, очень трудно правильно разместить передатчики и приемники для получения надежных результатов.
Известным средством для оценки продольного модуля упругости, то есть модуля Юнга сложных деталей, является выполнение образцов в виде гантели, которую помещают между зажимами машин для растяжения. Однако выполнение образцов в виде гантелей не всегда возможно и может быть очень затратным для некоторых материалов. Кроме того, часто форма образца может намного отличаться от формы используемой детали. В зависимости от способа изготовления деталей измерение их модуля упругости не всегда может быть надлежащим.
Заявитель поставил перед собой задачу разработать способ неразрушающего контроля сложных деталей, в частности, имеющих изогнутые формы, и предлагает применять ультразвуковые волны для определения упругих свойств, таких как продольный модуль упругости и коэффициент Пуассона.
В документе US 3416365 описан метод определения упругих свойств детали с изогнутой поверхностью и заданной толщины, при помощи средства измерения продольных и поперечных волн, проходящих через материал, толщина которого известна, однако в этом документе не указано применение этого метода для детали, имеющей две толщины в разных направлениях.
Сущность изобретения
Согласно изобретению, способ определения упругих свойств детали с изогнутой поверхностью, включающий в себя излучение пучков ультразвуковых волн в направлении точки падения на поверхность детали таким образом, чтобы генерировать передачу волн в упомянутой детали, отличается тем, что, зная толщину d1 детали в упомянутой точке падения в первом направлении D1, перпендикулярном к касательной плоскости в этой точке, и толщину d2 во втором направлении D2, образующем определенный угол α относительно первого направления, осуществляют
- измерение времени t1, необходимого передаваемым продольным волнам для прохождения в детали расстояния d1 от упомянутой точки падения,
- измерение времени t2, необходимого передаваемым поперечным волнам для прохождения в детали расстояния d2 от упомянутой точки падения.
Модуль Юнга и/или коэффициент Пуассона материала определяют на основании продольной VL=d1/t1 и поперечной VT=d2/t2 скоростей.
Предпочтительно пучок ультразвуковых волн излучают через соединительную текучую среду, такую как вода.
Предпочтительно способ применяют для детали, выполненной из изотропного материала.
В частности, способ применяют для сферической детали, при этом d1 соответствует диаметру сферы и d2 соответствует длине хорды, образующей упомянутый угол α. Например, способ предпочтительно применяют для исследования металлических шариков, в частности, из нержавеющей стали; он представляет также интерес для шариков из керамического материала, такого как Si3N4, SiC или ZrO2, которые используют в подшипниках качения. Однако способ не ограничивается сферической деталью и может применяться для более сложных форм, если есть возможность производить компьютерное моделирование, позволяющее математически предсказать путь ультразвуковых волн внутри детали.
Следует напомнить, что волны, передаваемые в детали, определены относительно плоскости границы раздела между деталью и внешней средой, которая служит отсчетом для определения поляризации поперечных и продольных волн. Эти волны поляризуются в сагиттальной плоскости, перпендикулярной к плоскости границы раздела, при этом поперечные волны генерируются при передаче продольных волн через границу раздела.
Известно, что упругие свойства металлического образца оказывают влияние на прохождение продольных и поперечных волн и на их скорость, что, в свою очередь, позволяет оценить упругие свойства на основании этих скоростей. Механика малых деформаций связывает скорости распространения продольных VL и поперечных VT волн с модулем Юнга Е и с коэффициентом Пуассона ν.
Для этого существуют следующие отношения:
E=ρVT 2(3VL 2-4VT 2)/VL 2-VT 2)
ν=0,5(VL 2-2VT 2)/VL 2-VT 2)
Таким образом, вычислив скорости распространения VL и VT, получают параметры, позволяющие вычислить модуль Юнга и коэффициент Пуассона, и на их основании - другие характеристики материала.
Краткое описание фигур
Изобретение, его другие задачи, подробности, признаки и преимущества будут более очевидны из нижеследующего описания детального описания вариантов выполнения изобретения, представленных исключительно в качестве неограничительных примеров, со ссылками на прилагаемые схематичные чертежи, на которых:
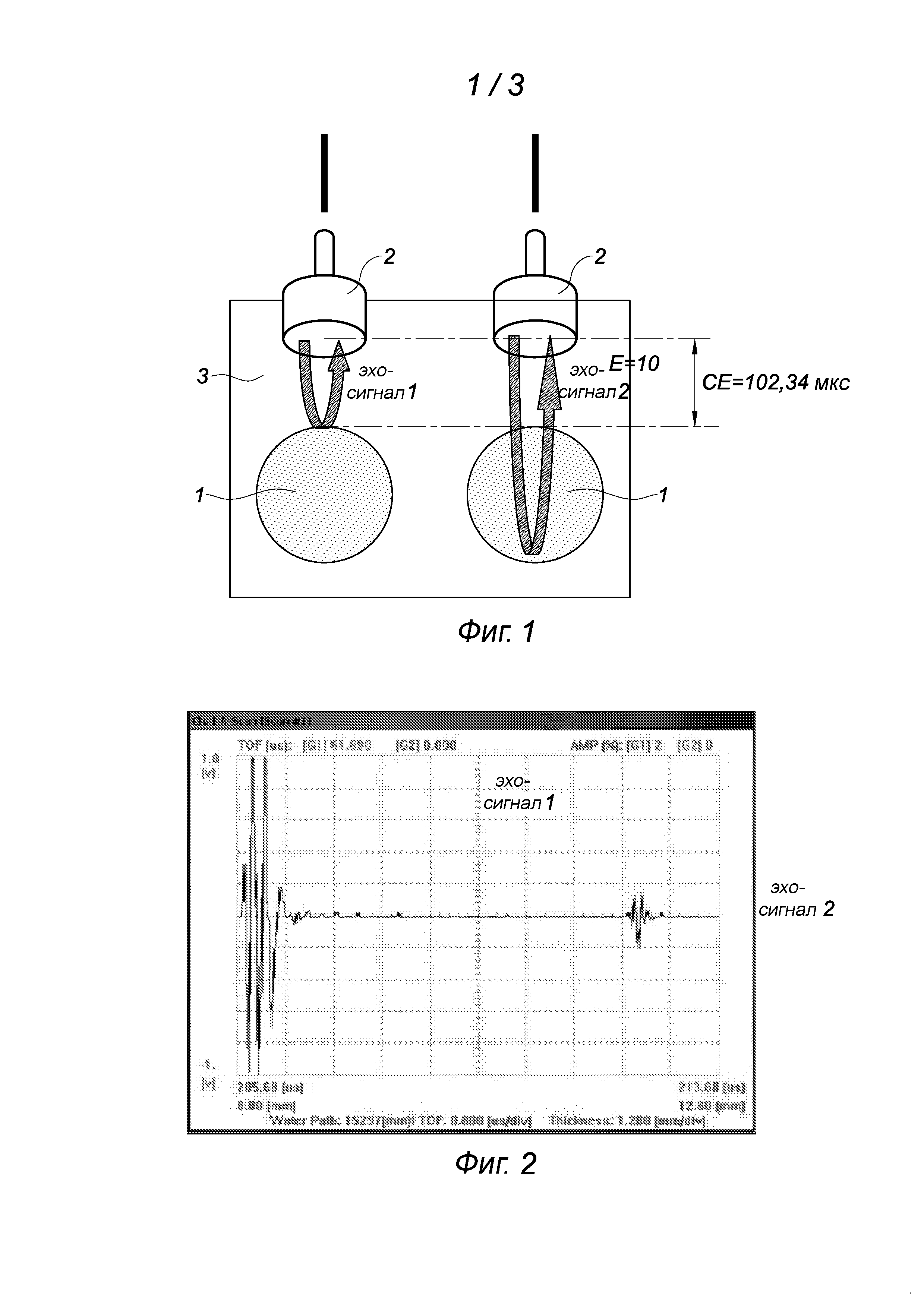
фиг. 1 - схематичная иллюстрация в режиме отражения положения ультразвукового преобразователя относительно анализируемой сферы и два последовательных отражения продольной ультразвуковой волны от сферы.
Фиг. 2 - след на осциллоскопе изменения сигнала, производимого преобразователем в случае, показанном на фиг. 1, с эхо-сигналом на границе раздела и с отражением от дна сферы.
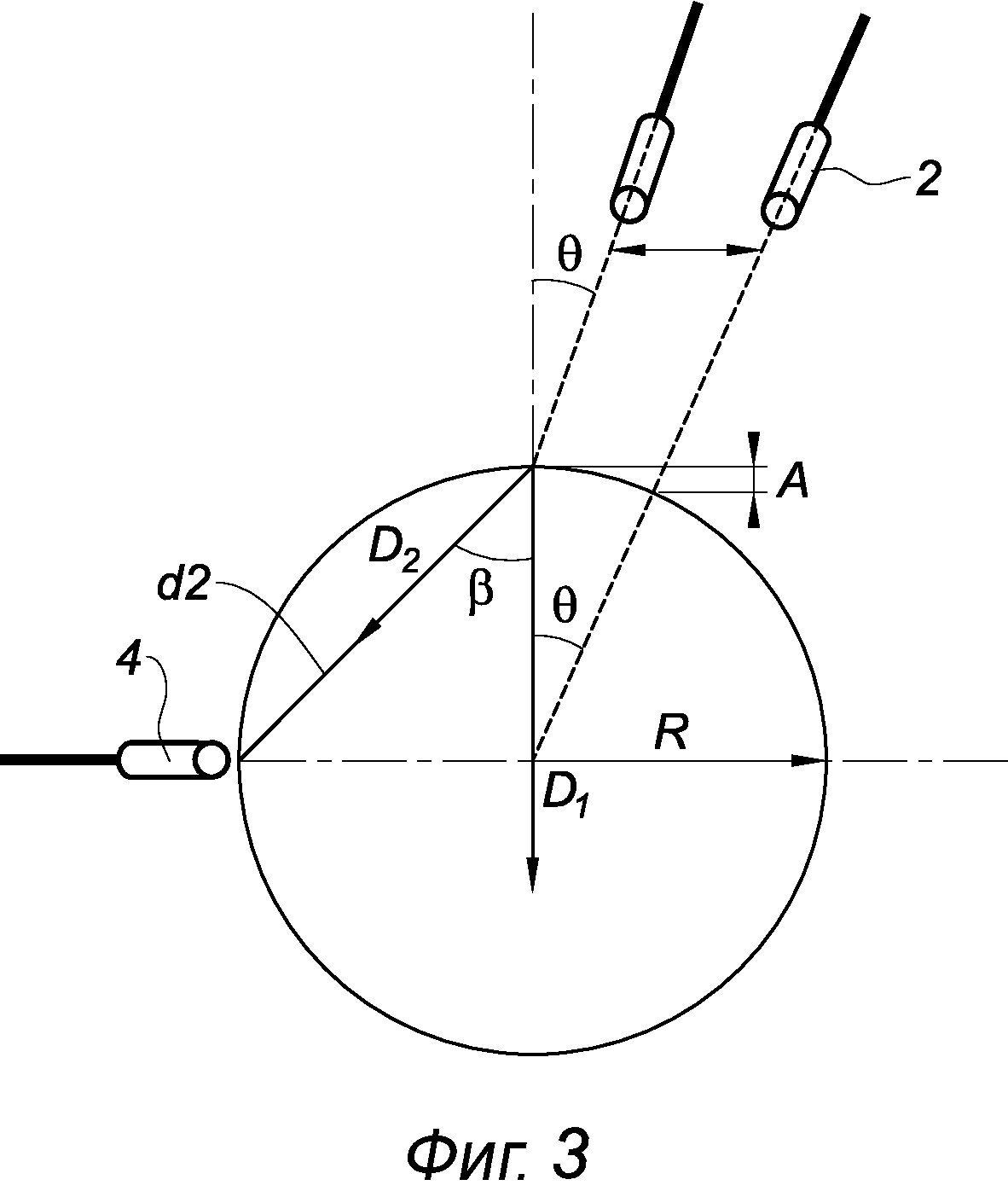
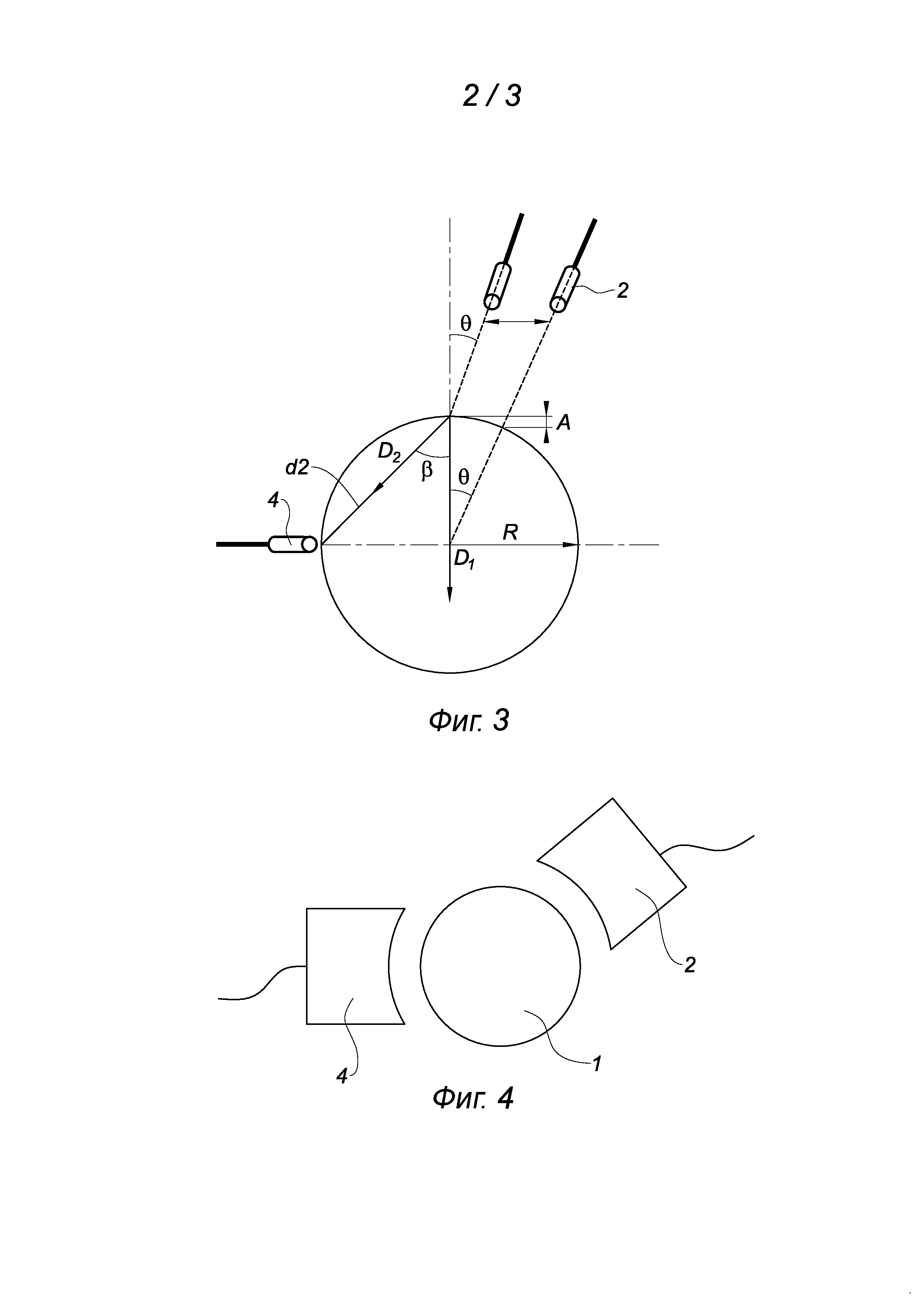
Фиг. 3 - схема, представленная не в масштабе, показывающая два последовательных положения излучающего преобразователя для генерирования поперечной волны, распространяющейся под углом 45° в направлении принимающего преобразователя, расположенного сбоку относительно передатчика на сфере.
Фиг. 4 - реализация монтажной схемы с использованием фокусированных излучающего и принимающего преобразователей.
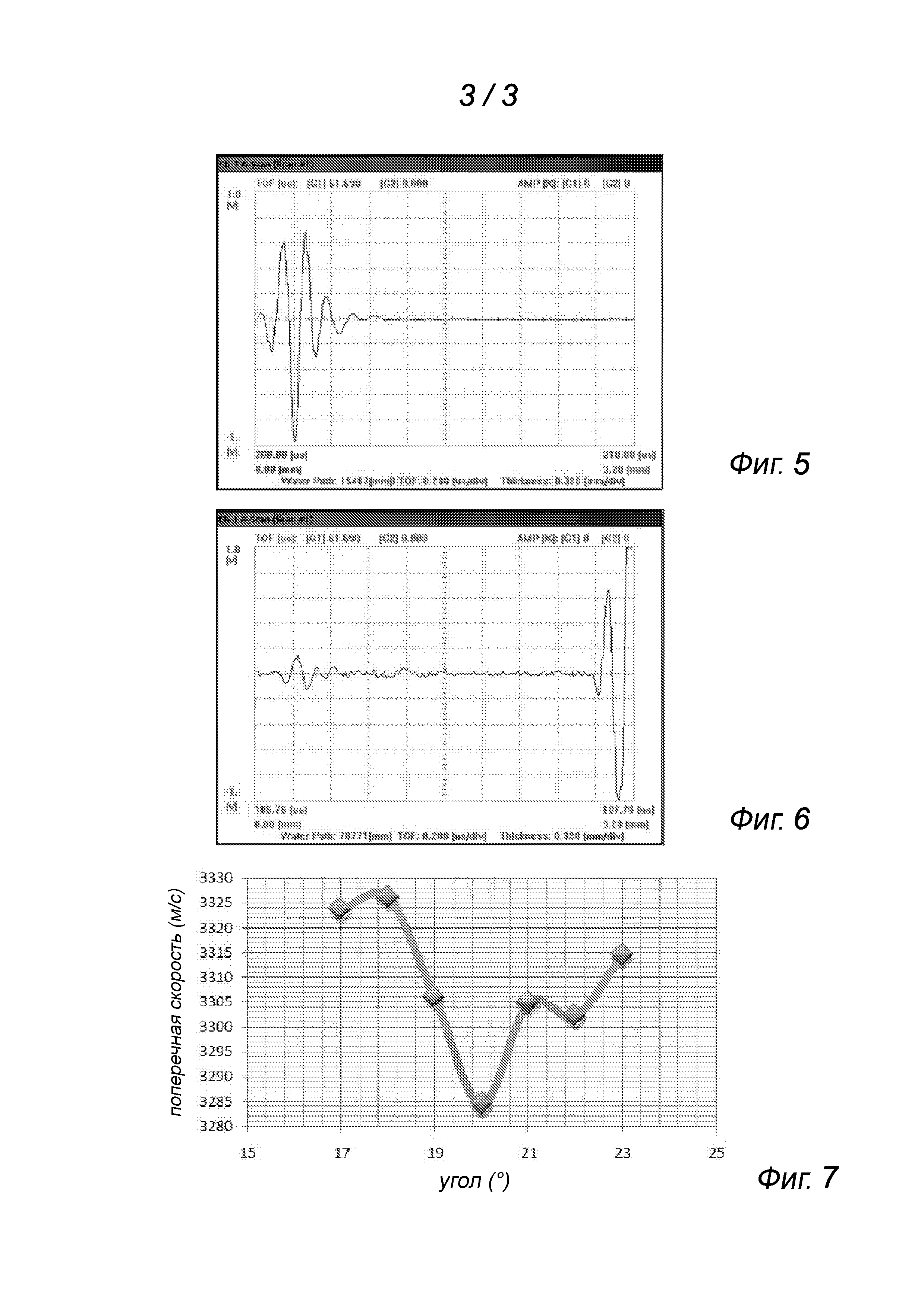
Фиг. 5 - след сигнала, излучаемого излучающим щупом и отраженного от поверхности сферы.
Фиг. 6 - след сигнала, проходящего от излучающего преобразователя в принимающий преобразователь.
Фиг. 7 - изменение вычисляемой скорости поперечной волны в зависимости от угла падения.
Подробное описание изобретения
Для иллюстрации изобретения способ применили для исследования сферы из нержавеющей стали. В представленном примере сфера имеет следующие характеристики:
диаметр = 19,050 мм
масса = 28,1865 г
плотность ρ=7.789,2 кг/м3
- Измерение скорости распространения продольной волны
Преобразователь 2 погружают в соединительную текучую среду 3, которая является водой, вместе со сферой 1. Щуп, такой как Panametric V322-6 на 10 МГц, сфокусированный на 6 дюймов, электрически соединен с не показанным пультом управления и приема сигналов. Он размещен в режиме излучения-приема и ориентирован по оси, проходящей через центр сферы.
На основании траектории амплитуды произведенной ультразвуковой волны в зависимости от времени, как показано на фиг. 2, отмечают время tL1 ее распространения между преобразователем 2 и границей раздела на поверхности сферы, с одной стороны, и время tL2 распространения между преобразователем 2 и дном сферы с точки зрения преобразователя.
При этом на траектории, показанной на фиг. 2, отмечают следующие значения времени распространения:
tL1=205,517 мкс
tL2=211,897 мкс
Таким образом, скорость распространения VL продольной волны является отношением двукратного диаметра сферы к времени прохождения:
VL=2 х диаметр/(tL2-tL1), то есть в данном примере 38,10.10-3 /6,380.10-6=5.971,8 м/с.
- Измерение скорости VT поперечной волны
Используют принцип распространения поперечной волны VT в направлении D2, образующем данный угол β относительно направления D1 передаваемой продольной волны, посредством модальной конверсии согласно принципу законов Снелла/Декарта.
Определяют правильный угол падения θ, вызывающий распространение поперечной волны, образующей угол β, и время прохождения t2 в сфере для этой поперечной волны. Выбранный угол равен 45°.
Способ описан со ссылками на фиг. 3; на этой фигуре датчики и шарик показаны не в масштабе, при этом шарик показан увеличенным по сравнению с датчиками. Для измерения t2 измеряют отдельно время tR передачи волн через соединительную текучую среду, затем время передачи tm одновременно в детали и в соединительной текучей среде, затем скорректированное в случае необходимости время tR вычитают из времени tm.
Излучающий преобразователь 2 помещают вместе со сферой в соединительную текучую среду, принимающий преобразователь 4, такой как преобразователь под названием I3-1004-R 10 МГц 1′′ ⌀ 0,250′′, располагают сбоку на пересечении направления D2 со сферой.
Таким образом, скорость распространения поперечной волны является отношением расстояния d2, разделяющего точку падения ультразвуковой волны и пересечение со сферой в этом направлении D2:d2=R.21/2.
На первом этапе измеряют точное время прохождения tR волны для данного угла θ от поверхности датчика до нормали к сфере. Соединительная текучая среда позволяет избежать наложения друг на друга эхо-сигналов.
Переведя преобразователь в режим излучения-приема, определяют максимум амплитуды отраженного сигнала. Этот максимум амплитуды показывает, что сигнал является нормальным к сфере для рассматриваемого угла θ. Поскольку мы находимся в режиме излучения/приема, время прохождения составляет половину от времени, измеренного на экране осциллоскопа.
Затем датчик перемещают горизонтально, чтобы перевести пучок к вершине сферы. Перемещение вычисляют в зависимости от радиуса R сферы R.tgθ.
На этом втором этапе измеряют время прохождения tm волны до принимающего преобразователя 4.
Скорость поперечной волны является отношением расстояния d2, проходимого этой волной, к времени t2, необходимому для его прохождения. Необходимо корректировать измерение времени прохождения вследствие того, что, поскольку преобразователь был перемещен горизонтально, волна проходит более короткое расстояние.
Коррекцию пути А для времени tА можно записать следующим образом:
tA=R.(1-cosθ)/cosθ.Vвода, где Vвода является скоростью распространения в воде.
При этом измеренное время tm является суммой времени (tR-tA), соответствующего пути от преобразователя до поверхности сферы и времени t2 пути вдоль хорды d2.
Таким образом, время пути t2 равно: t2=tm-(tR-tA).
Скорость поперечной волны является отношением пути d2=R√2 к времени, необходимому для прохождения этого расстояния: VT=d2/t2.
Для угла θ, равного 19°, получают следующие значения (измерение времени по точному цифровому осциллоскопу Ins):
Vвода=1486,5 м/с
2.tR=202,63 мкс (фиг. 5)
tm=105,02 мкс (фиг. 6)
перемещение: R.tgθ=3,279 мм
tA=R.(1-cosθ)/cosθ.Vвода=0,3692 мкс
d=√2.R=13,470 мм
VT=3 306,2 м/с
Значение 19° угла θ является оценочным. Для получения нормального значения угла θ осуществляют измерения вокруг этого оценочного значения. Таким образом, вышеуказанную операцию возобновляют для углов θ, находящихся в пределах от 17° до 23°.
Отмечают вычисленные значения скоростей
при 17° VT=3 323,7 м/с
при 18° VT=3 326,1 м/с
при 19° VT=3 306,2 м/с
при 20° VT=3 284,4 м/с
при 21° VT=3 304,8 м/с
при 22° VT=3 302,3 м/с
при 23° VT=3 314,5 м/с
Кривая, полученная и показанная на фиг. 7, имеет минимальную точку скорости; скорость, соответствующая минимальной точке, связана с наиболее коротким путем по отношению к расстоянию, разделяющему два преобразователя.
Таким образом, VT=3 284,4 м/с.
Значения, полученные для скоростей передачи звуковой волны, позволяют вычислить характеристические параметры детали.
- Вычисление механических характеристик стального шарика
ρ=7 789,2 кг/м3
VL=5 971,8 м/с
VT=3 284,4 м/с
E=ρVT2(3VL 2-4VT 2)/(VL 2-VT 2)=215,6 ГПа
ν=0,5(VL 2-2VT 2)/(VL 2-VT 2)=0,283
- Вычисление механических характеристик шарика из нитрида кремния Si3N4
ρ=3 166,5 кг/м3
VL=11 202 м/с
VT=6 041,8 м/с
E=ρVT2(3VL 2-4VT 2)/(VL 2-VT 2)=299,3 ГПа
ν=0,5(VL 2-2VT 2)/(VL 2-VT 2)=0,295
Необходимо отметить, что для обеспечения точного измерения следует использовать принимающий преобразователь 4 с очень коротким фокусным расстоянием и, следовательно, небольшим радиусом кривизны, что позволяет шарику располагаться по центру таким образом, чтобы его ось идеально совпадала с геометрической осью преобразователя, и на фиг. 4 показана предпочтительная конфигурация.
Устройство выдержки под давлением для изготовления композитных деталей посредством впрыска смолы и соответствующий способ
Способ демонтажа усилительного элемента детали
Топливный инжектор для турбомашины
Способ создания защитного армирования для передней кромки лопасти
Блок зажигания для турбореактивного двигателя
Волокнистая структура, имеющая нити с переменным номером пряжи
Литейный стержневой узел для изготовления лопатки турбомашины, соответствующие способ изготовления лопатки и лопатка
Корпус компрессора с полостями с оптимизированной регулировкой
Способ изготовления детали, выполненной из титанового сплава ta6zr4de
Линейная прокладка для межлопаточной полки
Устройство впрыска воздуха и топлива для камеры сгорания турбомашины
Устройство выдержки под давлением для изготовления композитных деталей посредством впрыска смолы и соответствующий способ
Способ демонтажа усилительного элемента детали
Топливный инжектор для турбомашины
Способ создания защитного армирования для передней кромки лопасти
Блок зажигания для турбореактивного двигателя
Волокнистая структура, имеющая нити с переменным номером пряжи
Литейный стержневой узел для изготовления лопатки турбомашины, соответствующие способ изготовления лопатки и лопатка
Корпус компрессора с полостями с оптимизированной регулировкой
Способ изготовления детали, выполненной из титанового сплава ta6zr4de

