Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМЫ ИЗ МАТЕРИАЛА С ТЕРМОСТОЙКОЙ ПОЛИМЕРНОЙ МАТРИЦЕЙ
Вид РИД
Изобретение
Изобретение относится к области литейного производства, а именно: к способам изготовления пресс-форм, предназначенных для литья термопластичных пластмасс, легкоплавких металлов и композитов на их основе.
Известен способ изготовления формообразующих поверхностей путем 3D-печати алюминиевыми сплавами, например на установке Realizer SLM 300 MTT от MTT Technologies Group. Достоинствами данного способа являются возможность относительно быстрого изготовления формообразующих поверхностей, возможность формирования каналов охлаждения сложной формы, возможность создания формообразующих поверхностей для литья изделий из материала с температурой плавления до 500°C.
Недостатком такого метода является низкая точность готового изделия (около 100 мкм), высокая стоимость изготовления изделия, ограничения по габаритам изделия.
Другим является способ изготовления металлополимерных пресс-форм по российскому патенту №2534169. Задача решается за счет того, что способ изготовления литейных моделей включает изготовление промодели, формы, заливку ее металлополимерным компаундом, состоящим из эпоксидной смолы ЭД-20 с наполнителем - алюминиевым порошком и отвердителем - полиэтиленполиамином, пластификатором - дибутилфталатом. На 100 частей эпоксидной смолы берут 10-12 частей отвердителя, 12-20 частей пластификатора, 150-170 частей алюминиевого порошка. Продолжительность затвердевания эпоксидной композиции при этом - 12-20 часов. Основным достоинством предложенного способа является его дешевизна, так как применяются недорогие и наиболее доступные на территории России компоненты, имеющие широкое промышленное и бытовое применении. Вместе с тем температурная стойкость данной эпоксидной композиции ограничивается 100°C, температура впрыскиваемого в форму материала, например ABS-пластика, составляет около 200°C. Таким образом, приграничный слой пресс-формы подвергается сверхкритичной тепловой и коррозионной нагрузке, что сказывается на стойкости формы. В этом случае стойкость поверхности формы напрямую зависит от ее охлаждения, то есть при нерасчетном впрыске, когда объем впрыска не позволяет поверхности формы охлаждаться в расчетном режиме, формообразующая поверхность подвергается деформации. Кроме того, процентное содержание наполнителя (около 50%) не позволяет в должной степени перенести тепловую и коррозионную нагрузку на материал наполнителя.
Наиболее близким к заявляемому изобретению является патент, по которому описывается несколько композиций, в основу которых положена смесь металлических порошков с полимерной матрицей (Patent USA Number: 5,156,754 Oct. 20, 1992 от компании Nissan Motor Co., Ltd). Полимерная матрица во всех случаях представляет собой эпоксидную смолу с отвердителем. В зависимости от требований к прочностной, температурной и химической стойкости меняется состав наполнителя и матрицы. Если рассмотреть наиболее близкий к условиям применения заявляемого изобретения состав, то следует отметить, что обозначен технологически правильный подход к повышению наполняемости эпоксидной композиции за счет оптимизации гранулометрического состава, так как в формируемом изделии жесткость, температурная стойкость и химическая стойкость определяются аналогичными свойствами применяемой в его составе эпоксидной композиции. Тем самым в предложенном способе решается вопрос разгрузки эпоксидной составляющей в плане прочностной, температурной и химической стойкости. Вместе с тем применяемые в технологии металлические порошки (алюминий, медь, сталь и т.д.) плохо смачиваются эпоксидной композицией и не являются коррозионностойкими, особенно в виде микронных порошков. Плохое смачивание наполнителя в виде металлического порошка приводит к необходимости повышения процентного содержания эпоксидной композиции в металлополимерной композиции, невозможности или ограниченности введения в состав наполнителя субмикронных порошков, что видно из приведенного основного состава. Необходимо отметить, что именно субмикронные порошки в составе наполнителя отвечают за точность производимой пресс-формы и ее температурную и химическую стойкость, так как при литье большинства пластмасс формообразующие поверхности подвергаются химической и эрозионной коррозии. Также в предлагаемом способе дегазация производится вакуумным способом, что менее эффективно по сравнению с введением в состав жидкой фазы пеногасителя. Кроме того, дегазацию приходится производить 3 раза. Также существенный недостаток - в процессе приготовления комплексного отвердителя в него не добавляется твердый наполнитель во время замешивания состава, что также понижает процентное содержание наполнителя в основном составе.
Приведенных выше недостатков лишен предлагаемый способ производства композиционных пресс-форм с полимерным вяжущим. Способ заключается в том, что элементы пресс-формы создаются путем вибрационной заливки формообразующей полости специальным литейным составом.
Формообразующая поверхность ограничена поверхностью размыкания соответствующей частью модели конечного изделия и включает в себя модель конечного изделия, контур системы охлаждения/нагрева и монтажные части стандартного пакета пресс-формы. В предлагаемом способе проблема смачивания мелкодисперсного наполнителя решается комплексно: применением хорошо смачиваемых, износо- и коррозионностойких порошков, применением соответствующего смачивателя в комплексе с пеногасителем и механической активацией поверхности наполнителя за счет принудительного перемешивания состава.
Композиция имеет следующий состав:
1. Карбид кремния крупностью МКР 5-35%.
2. Карбид кремния крупностью МКР 2,5-17%.
3. Карбид кремния крупностью МКР 1,25-10%.
4. Карбид кремния крупностью МКР 0,63-8%.
5. Карбид кремния крупностью МКР 0,125-6%.
6. Микрокремнезем - 8%.
7. Базальтовое дробленое волокно - 3%.
8. Эпоксидная смола MP Advanced Poxy-Systems (Германия) - 12%.
9. Отвердитель MP Poxy-Systems (Германия) - 4%.
10. Смачиватель для эпоксидных составов BYK-P1045 (Германия) - 0,15%.
11. Пеногаситель Troysol 307 Troy (США) - 0,01%.
Готовят композицию последовательно следующим образом (пример иллюстрируется фиг. 1 и 2).
1. На столешнице вибрационного стола 1 (фиг. 1) монтируют герметичную полость, ограниченную поверхностями модели конечного изделия по линии разъема создаваемой пресс-формы 2 и арматурой стандартной плиты пресс-формы 3, получив таким образом формообразующую полость.
2. В заливаемую полость монтируют систему охлаждения/нагрева 4 (фиг. 1), которую изготавливают предварительно.
3. Твердый состав композиции (см. пл. 1-6 выше) взвешивают и разделяют на две части пропорционально соотношению эпоксидной смолы MP Advanced и отвердителя MP, в нашем случае 3:1.
4. Берут две рабочие емкости для мешалки принудительного типа, в которые заливают: в первую емкость - эпоксидную смолу, во вторую - отвердитель.
5. В эти емкости заливают жидкие компоненты композиции (пп. 9, 10), которые добавляют в той же пропорции, что и твердый состав 3:1, то есть 3 части жидких компонентов в емкость с эпоксидной смолой и 1 часть жидких компонентов во вторую емкость с отвердителем.
6. В первую емкость с эпоксидной смолой добавляют первую часть твердого состава композиции, во вторую емкость - вторую часть твердого состава композиции.
7. Составы перемешивают в мешалке принудительного типа со скоростью перемешивания 100-200 об/мин в течение 10-15 минут. Время перемешивания зависит от объема смеси, который, в свою очередь, определяется объемом конечного изделия. В результате раздельного перемешивания получают 2 емкости со смоченными формовочными смесями.
8. В первую емкость помещают содержимое второй емкости и полученный состав еще раз перемешивают в том же режиме.
9. Полученный в результате перемешивания состав укладывают в формообразующую полость пресс-формы.
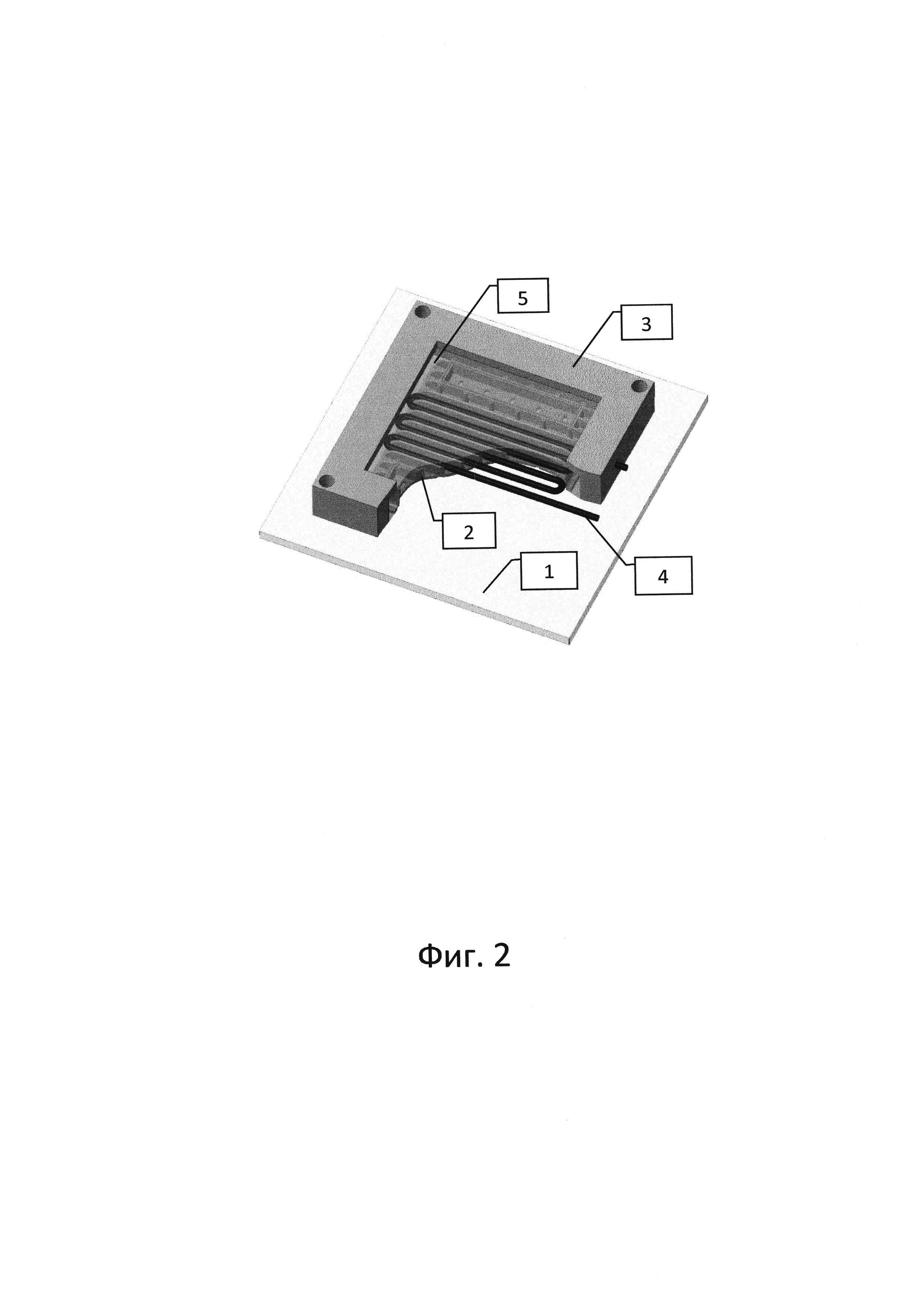
10. Производят заливку состава в формообразующую полость и одновременно подают вибрационное движение на элементы формообразующей полости. На фиг. 2 серым прозрачным цветом показан залитый формовочный состав 5. Вибрацию подают до тех пор, пока не прекратится выход пузырьков воздуха из состава. Излишки смолы с поверхности заливаемого состава удаляют при помощи шпателя.
11. Столешница со смонтированной на ней заливочной конструкцией снимают с вибрационного стола и помещают в печь, где состав затвердевает при температуре 150°C в течение 1 часа.
12. Всю конструкцию вынимают из печи и дальнейшая полимеризация происходит при комнатной температуре в течение 24 часов.
13. Конструкцию снимают со столешницы и отправляют на сборку пресс-формы.
Ответную часть пресс-формы изготавливают аналогично. Далее собирают пресс-форму в соответствии с применяемым стандартом.
Технический результат изобретения - повышение жесткости и точности изготовления пресс-формы по сравнению с аналогами, существенное повышение ее термической и коррозионной стойкости, а также теплопроводности. Этого достигают за счет применения термо- и коррозионностойкого наполнителя со специально подобранным гранулометрическим составом и оптимально подобранной термостойкой полимерной матрицей на основе эпоксидной смолы, смачивателя и пеногасителя. Существенное повышение теплопроводности пресс-формы по сравнению с аналогами было проверено на сравнительных тестах.
В результате применения предлагаемого способа была получена пресс-форма со следующими эксплуатационными характеристиками:
1. Точность формообразующей поверхности - до 1 мкм.
2. Температурная стойкость - 400°C.
3. Теплопроводность формообразующей поверхности - 100 Вт/мК.
4. КТР формообразующей поверхности - 4,0·10-6К.
Химической или абразивной эрозии на формообразующих поверхностях после отливки 10000 изделий из ABS-пластика не обнаружено.
Благодаря высокой теплопроводности полученной пресс-формы появилась возможность регулировки температуры заливки (впрыска) в процессе формирования изделия. Так, за счет введенной в формообразующую поверхность системы охлаждения/нагрева в момент впрыска можно поддерживать температуру формообразующей поверхности близкой к температуре плавления литейного материала для обеспечения лучшей проливаемости, затем оптимально снижать температуру поверхности для получения бездефектной отливки.
Способ изготовления пресс-формы из материала с термостойкой полимерной матрицей для литья термопластичных пластмасс, легкоплавких металлов и композитов на их основе, включающий получение рабочих частей пресс-формы путем заливки композиционного материала в формообразующую полость и сборку пресс-формы, отличающийся тем, что готовят композиционный материал, содержащий 35% карбида кремния крупностью МКР 5, 17% карбида кремния крупностью МКР 2,5, 10% карбида кремния крупностью МКР 1,25, 8% карбида кремния крупностью МКР 0,63, 6% карбида кремния крупностью МКР 0,125, 8% микрокремнезема, 12% эпоксидной смолы MP Advanced Poxy-Systems, 4% отвердителя MP Poxy-Systems, 0,15% смачивателя для эпоксидных составов BYK-P1045, 0,01% пеногасителя Troysol 307 Troy, причем композиционный материал готовят перемешиванием твердых компонентов в емкости с эпоксидной смолой и емкости с отвердителем, при этом твердые компоненты добавляют в емкости пропорционально соотношению эпоксидной смолы и отвердителя, перемешивание осуществляют со скоростью 100-120 об/мин в течение 10-15 минут, затем состав из меньшей емкости переливают в большую емкость и производят перемешивание полученного состава в том же режиме, на столешнице вибрационного стола монтируют конструкцию для заливки композиции с герметичной формообразующей полостью, ограниченной поверхностями модели конечного изделия по линии разъема создаваемой пресс-формы и арматурой плиты пресс-формы, в которую монтируют предварительно изготовленную систему охлаждения и нагрева, полученный композиционный состав заливают в полученную формообразующую полость при одновременной вибрации, после чего снимают столешницу с конструкцией с вибрационного стола и выдерживают 1 час в печи при температуре 150°С, затем вынимают столешницу с конструкцией из печи и выдерживают при комнатной температуре в течение 24 часов, после чего отделяют конструкцию от столешницы и отправляют на сборку пресс-формы.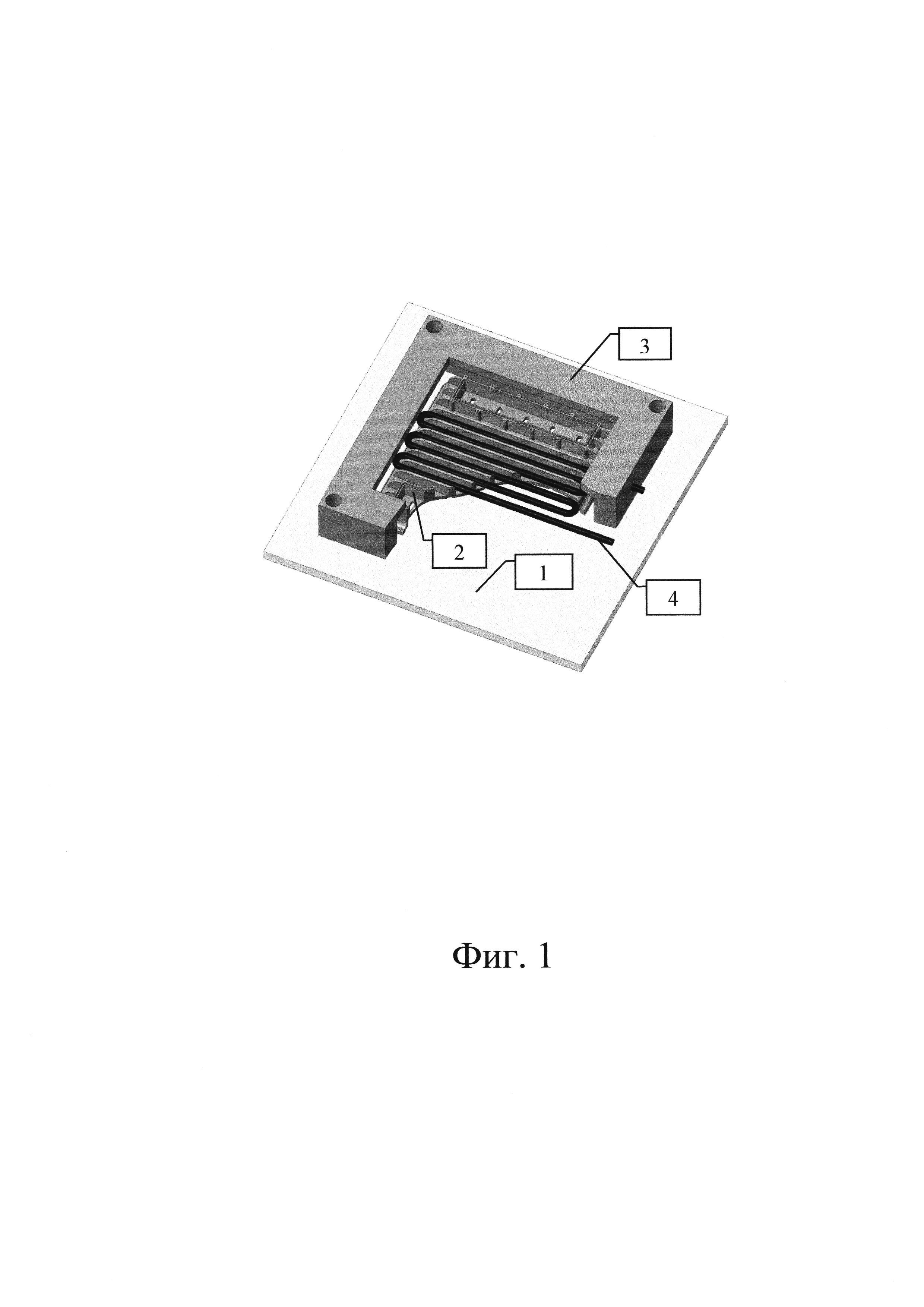
Способ получения межсоединений в высокоплотных электронных модулях
Способ увеличения выхода годных при изготовлении высокоплотных электронных модулей
Способ группового монтажа кристаллов при сборке высокоплотных электронных модулей
Способ изготовления композиционного материала
Способ формирования канала для передачи оптического сигнала между электронными модулями на одной печатной плате
Способ соединения между электронными модулями для передачи оптических сигналов
Оптическая фазированная антенная решетка
Способ автоматизированного выявления компактных групп взаимодействующих воздушных объектов
Способ формирования канала для передачи оптического сигнала между компонентами электронного модуля
Способ терморихтовки металлических пластин и устройство для его осуществления
Способ получения межсоединений в высокоплотных электронных модулях
Способ увеличения выхода годных при изготовлении высокоплотных электронных модулей
Способ группового монтажа кристаллов при сборке высокоплотных электронных модулей
Способ изготовления композиционного материала
Способ формирования канала для передачи оптического сигнала между электронными модулями на одной печатной плате
Способ соединения между электронными модулями для передачи оптических сигналов
Оптическая фазированная антенная решетка
Способ автоматизированного выявления компактных групп взаимодействующих воздушных объектов
Способ формирования канала для передачи оптического сигнала между компонентами электронного модуля
Способ терморихтовки металлических пластин и устройство для его осуществления

