Результат интеллектуальной деятельности: ТЕПЛООБМЕННИК
Вид РИД
Изобретение
Изобретение относится к теплообменнику в соответствии с ограничительной частью пункта 1, а также способу изготовления теплообменника, в частности коллекторной пластины для теплообменника, в соответствии с ограничительной частью пунктов 6 и 7.
Теплообменник предназначен для осуществления теплообмена между двумя средами. Подлежащая нагреву или охлаждению среда может находиться в жидком или газообразном агрегатном состоянии или претерпевать изменения агрегатного состояния в процессе протекания через теплообменник. Теплообменник чаще всего состоит из трубчато-пластинчатой матрицы, а также сборных резервуаров с коллекторными пластинами для размещения труб. Для трубчато-пластинчатой матрицы может использоваться полученная методом экструзии или сваренная или фальцованная круглая или плоская труба. Сборные резервуары часто составляются из двух отдельных частей (полукруглой формы или в форме короба) и оснащены патрубками для приема соединительных труб. Нижняя часть полукруглой формы оснащена проходами для размещения в них труб, через которые проходит поток.
Соответствующий родовому понятию теплообменник раскрыт, например, в документе WO 2009149838 А1. Этот теплообменник, в частности теплообменник для транспортного средства, содержит множество труб, по меньшей мере, один коллектор со стенкой и отверстиями в стенке и на отверстиях. В стенке выполнены проходы, отстоящие в осевом направлении отверстий. Трубы расположены в зоне одного конца трубы частично на проходах, так что создается герметичное соединение между проходами и трубами.
Соответствующий родовому понятию коллектор для теплообменника раскрывается также в заявке DE 102004040988 А1. Коллектор содержит, наряду с прочим, плоскую основную часть и одну пару ступенчатых частей, которые согнуты с прямым или загнутым контуром к плоскости основной части. На протяжении своей длины коллектор оснащен множеством параллельных шлицев, расположенных на расстоянии друг от друга. Каждый шлиц оснащен продольной секцией, простирающейся по ширине основной части, и концевыми секциями, которые выступают от продольной секции в ступенчатые части коллектора.
Проход в основании или отверстие под трубу, в которые вставляют концы труб, в соответствии с известными из уровня техники решениями выполняют путем прорезания или перфорирования. Сам проход обеспечивает относительно малую поверхность прилегания и опирания, в частности, на узких сторонах труб. Вследствие метода изготовления или формы исполнения при пайке или сварке прохода с концами труб узкая сторона труб является местом, подвергающимся наибольшей термической нагрузке. Тем самым, при возрастающей термической нагрузке происходит существенное увеличение напряжения в области места соединения трубной решетки и, прежде всего, в области узкой стороны труб. Это часто ведет к преждевременному излому или образованию трещин в соответствующем месте соединения.
Задачей изобретения является создание теплообменника, улучшенного, в частности, в отношении термической нагрузки.
Эта задача решается с помощью теплообменника с признаками пункта 1. Предпочтительные исполнения являются предметом дополнительных пунктов формулы изобретения.
В соответствии с изобретением эта задача решается за счет того, что каждый краевой выступ, исходящий от прямолинейной основной плоскости на задней стороне стенки, простирается в направлении сборного резервуара. Тем самым, в отличие от известных из уровня техники решений краевые выступы простираются не от передней стороны в направлении пучка труб, а, напротив, расположены на задней стороне коллектора и простираются, таким образом, от стенки в направлении сборного резервуара. С помощью соответствующего изобретению исполнения и расположения краевых выступов могут, в частности, разгружаться узкие стороны труб, поскольку пики напряжения и силы растяжения, которые возникают в результате нагрева труб, направляются в обход.
Соответствующее изобретению решение может использоваться для всех типов теплообменников, в частности, в автомобилестроении. В частности, для теплообменников с паяными и/или сваренными сборными резервуарами, а также для теплообменников с одним выполненным из пластмассы сборным резервуаром.
Одна форма исполнения предусматривает, что каждый краевой выступ в области прилегания узкой стороны труб определяет на задней стороне стенки концевую область, проходящую или выступающую от основной плоскости наклонно вверх и снаружи.
С помощью проходящей или выступающей наклонно вверх и снаружи концевой области на задней стороне стенки обеспечивается одновременное углубление концевой области относительно в основном прямой передней стороны. Это углубление может использоваться в процессе пайки или сварки в качестве дополнительной заполняемой поверхности и особо предпочтительно располагаться вокруг узкой стороны трубы.
Следующая форма исполнения предусматривает, что за счет выполнения проходов в области прилегания к трубам образуется проходная контактная поверхность, причем проходная контактная поверхность может быть выполнена, по меньшей мере, незначительно изогнутой.
Следующая предпочтительная форма исполнения предусматривает, что за счет выполнения проходов в области прилегания к трубам образуется проходная контактная поверхность, причем проходная контактная поверхность может быть выполнена трапециевидной.
Далее, изобретение относится к способу изготовления теплообменников, в частности коллекторной пластины, с этапами формования или выполнения имеющего форму ванны углубления в коллекторной пластине в направлении пучка труб, последующего обратного формования, по меньшей мере, одной частичной области углубления в направлении сборного резервуара, а также конечного формования или выполнения проходов в направлении сборного резервуара. Далее, можно поменять местами второй и третий технологические этапы, в результате чего уже на втором технологическом этапе может осуществляться формование или выполнение проходов в направлении сборного резервуара и только на третьем технологическом этапе может осуществляться обратное формование, по меньшей мере, одной частичной области углубления в направлении сборного резервуара.
Существенным для изобретения является то, что краевой выступ всегда простирается на задней стороне коллекторной пластины или стенки или всегда простирается от прямолинейной основной плоскости на задней стороне в направлении сборного резервуара.
В дополненном варианте предусмотрено, что на втором технологическом этапе (п.6) или на третьем технологическом этапе (п.7) производится исключительно обратное формирование плоскости между проходами в направлении сборного резервуара.
В дополненном варианте посредством обратного формования, по меньшей мере, одной частичной области имеющего форму ванны углубления может формироваться прямолинейно проходящая основная плоскость. В частности, эта частичная область представляет собой участок материала, проходящий между двумя соседними проходами.
Дальнейшие преимущества, признаки и подробности изобретения вытекают из последующего описания, в котором со ссылкой на чертежи описан один пример осуществления изобретения. При этом упомянутые в пунктах формулы изобретения и в описании признаки могут быть, соответственно, существенными для изобретения по отдельности или в любой комбинации.
Фигуры показывают:
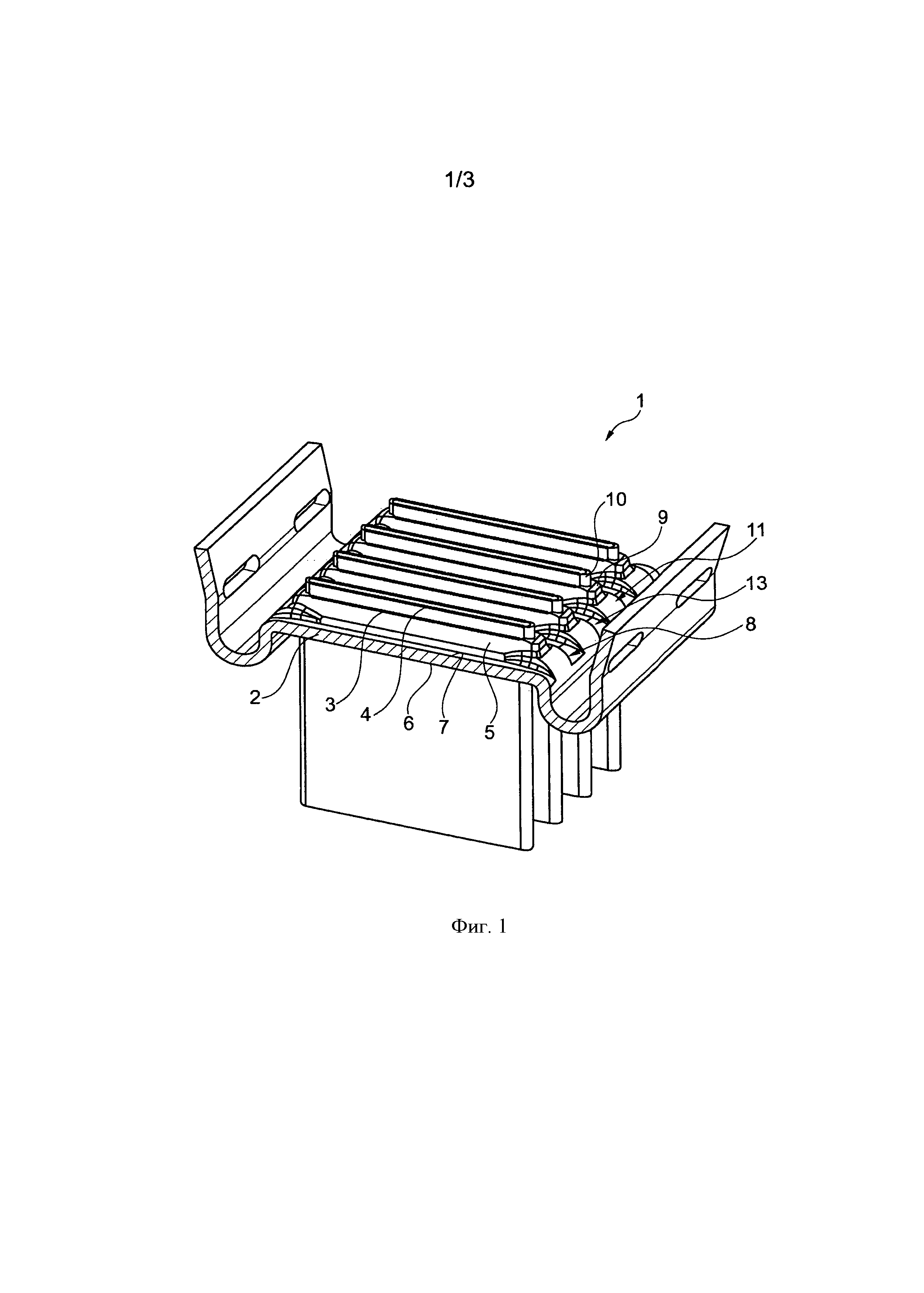
фиг.1 - схематически изображенную частичную область коллекторной пластины со встроенными концами труб;
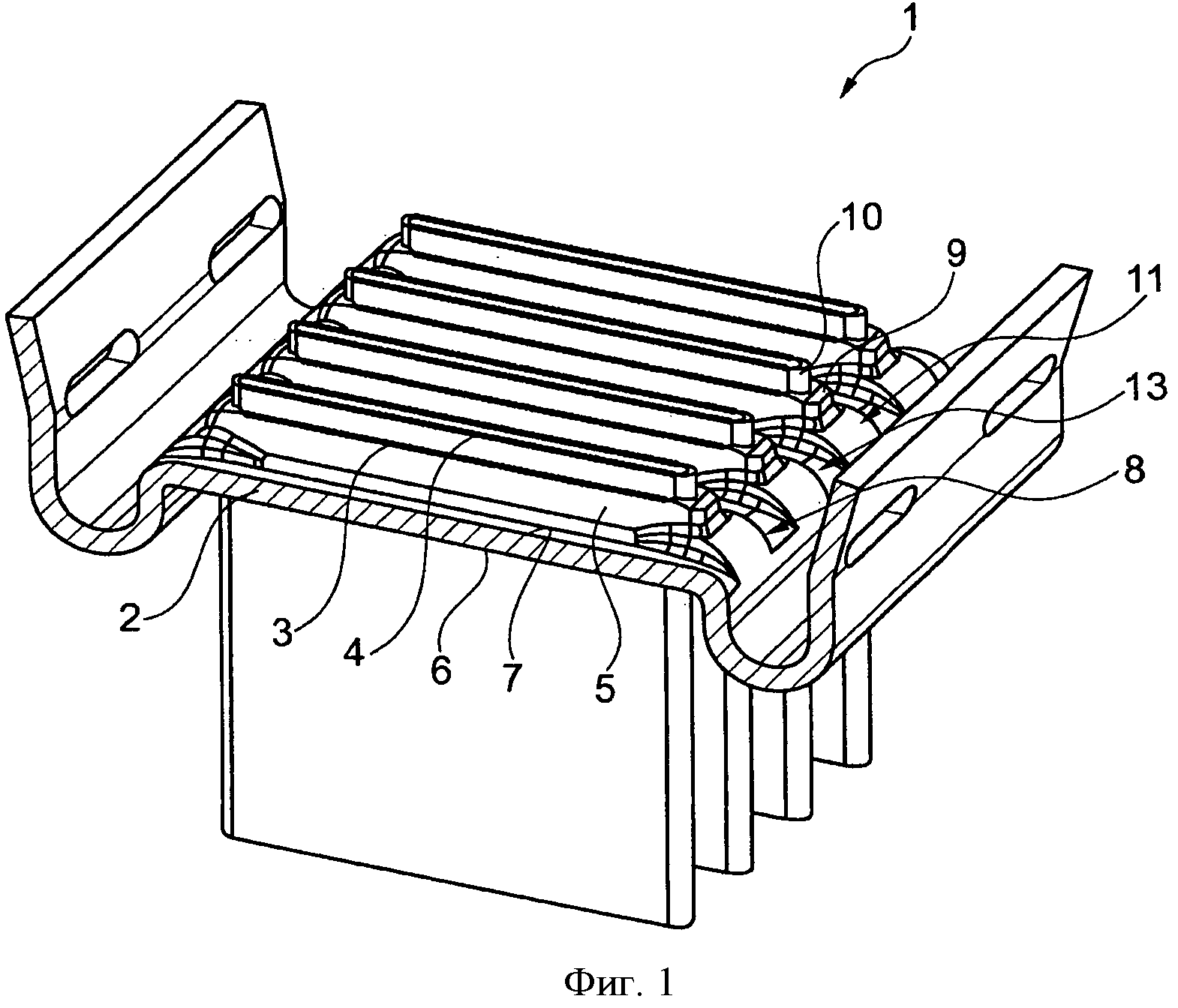
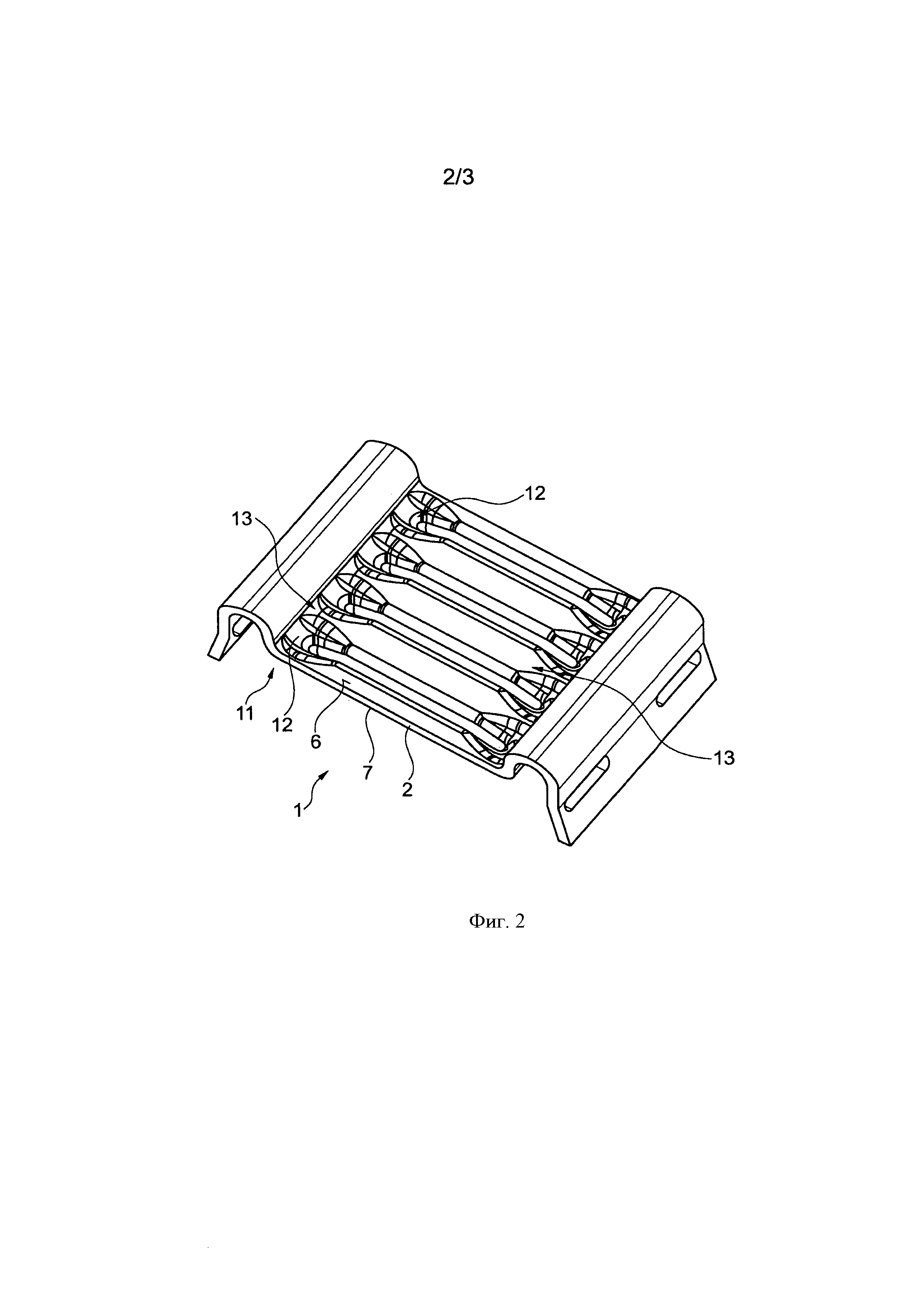
фиг 2 - коллекторную пластину в соответствии с фиг.1 на виде сзади;
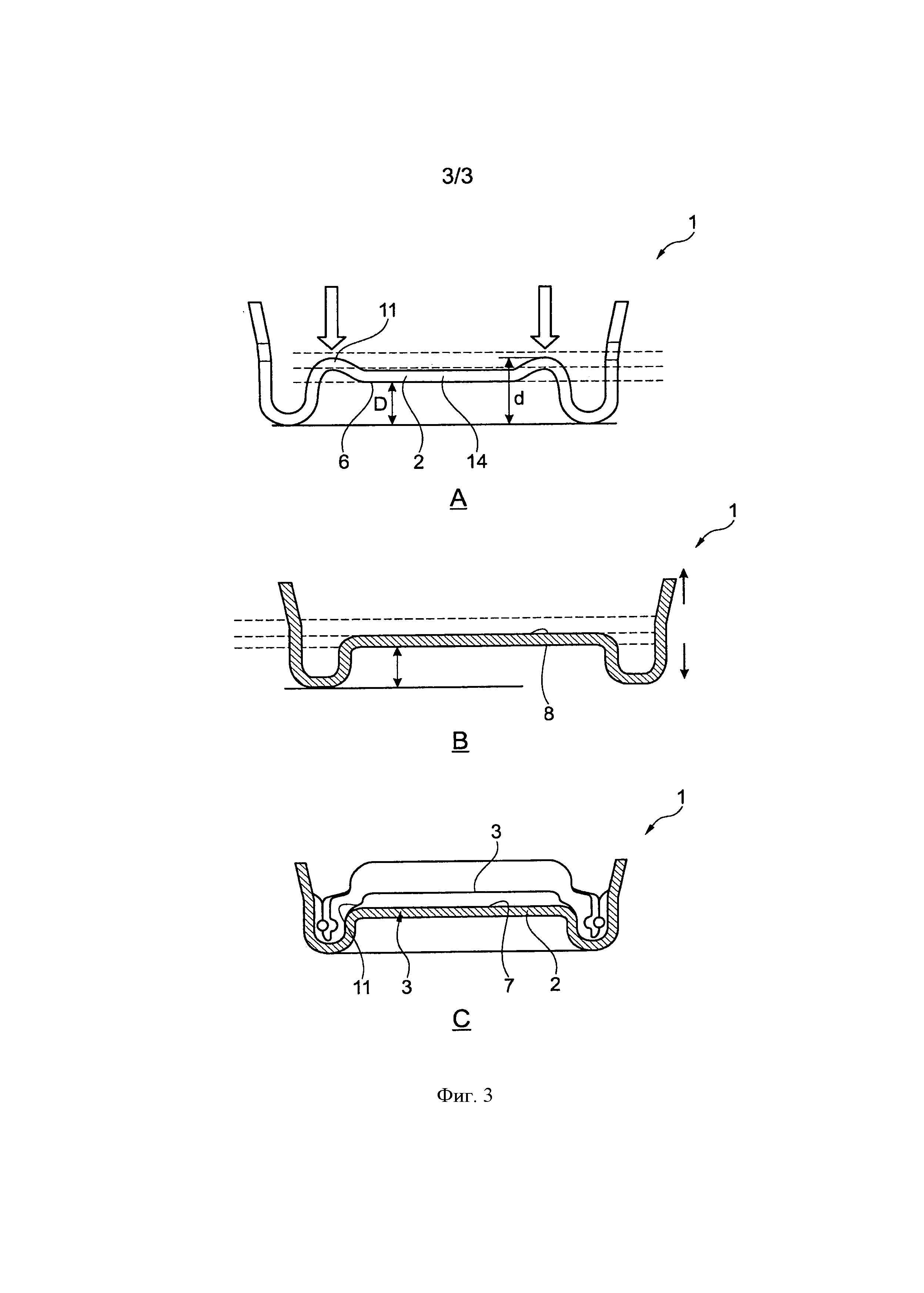
фиг.3 - схематически изображенные технологические этапы с А по С для изготовления коллекторной пластины в соответствии с фиг.1.
Фиг.1 показывает в схематическом представлении частичную область изображенной укороченной коллекторной пластины 1. Коллекторная пластина 1 имеет стенку 2, в которой выполнены проходы 3 (одинаковые конструктивные элементы имеют одинаковые ссылочные обозначения), которые принимают концы труб 4 одного пучка. Стенка 2 коллекторной пластины 1 выполнена таким образом, что она с целью паяного или сварного соединения с трубами 4 образует вокруг проходов 3 краевые выступы 5, причем стенка 2 содержит одну обращенную к пучку труб переднюю сторону 6 и одну обращенную к не изображенному более подробно сборному резервуару заднюю стенку 7.
При этом каждый краевой выступ 5 простирается, выходя от прямолинейной основной плоскости 8 на обратной стороне 7 стенки 2, в направлении сборного резервуара. Каждый краевой выступ 5 определяет в области 9 прилегания узкой стороны 10 трубы проходящую или выступающую от основной плоскости 8 наклонно вверх и снаружи концевую область 11 на задней стороне 7 стенки 2. Выступающая концевая область 11 возникает за счет того, что производится обратное формование только промежуточных областей 13 соседних проходов 3.
Фиг.2 показывает коллекторную пластину 1 на виде сзади. Хорошо видно, что с помощью проходящей или выступающей наклонно вверх и снаружи концевой области 11 на задней стороне 7 стенки 2 одновременно образуется углубление 12 концевой области 11 относительно в основном прямой передней стороны 6.
Углубление 12 возникает за счет того, что производится обратное формование только промежуточных областей 13 соседних проходов 3.
Фиг.3 показывает схематически изображенные технологические этапы с А по С для изготовления коллекторной пластины 1 с проходами 3.
При этом технологический этап А охватывает, по меньше мере, формование или формирование имеющего форму ванны углубления 14 в коллекторной пластине 1 в направлении пучка труб при одновременном выполнении выступающей концевой области 11. Углубление 14 расположено на передней стороне 6 стенки 2. При этом, например, размер D может составлять 5 мм, а размер d может составлять 8 мм.
На втором технологическом этапе В проходящая между двумя проходами 3 прямолинейная основная плоскость 8 формуется посредством производимого на отдельных участках обратного формования углубления 14. В области оставшихся возвышенными концевых участков 11 в завершение на технологическом этапе С формуют проходы 3, в результате чего на задней стороне 7 стенки 2 формируются краевые выступы 5, простирающиеся от базовой плоскости 8.
Теплообменник
Теплообменник

