Результат интеллектуальной деятельности: СПОСОБ КОНТРОЛЯ ПОВРЕЖДЕНИЙ В КАРТЕРАХ ВЕНТИЛЯТОРОВ
Вид РИД
Изобретение
ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к способу контроля повреждений в картерах вентиляторов авиационных двигателей.
В целом изобретение относится к области авиационных двигателей и, в частности, к мониторингу состояния этих двигателей в течение времени. В рамках настоящего изобретения рассмотрены, в частности, картеры вентиляторов; следует напомнить, что в этом контексте вентилятор является многолопастным винтом, закрытым кожухом, который может быть установлен спереди или сзади двигателей и который предназначен для увеличения тяги, создаваемой двигателем, за счет ускорения проходящей через него массы воздуха до его выброса в атмосферу.
На некоторых авиационных двигателях картеры вентиляторов и, в частности, картеры, не оборудованные звукоизоляционными панелями, постоянно подвергаются ударам со стороны посторонних тел разного размера; такими телами являются, например, песок, град, камни, птицы…. Такие удары приводят к локальному уменьшению толщины картера, что снижает его прочность.
Эти дефекты чаще всего обнаруживаются под крылом летательного аппарата во время осмотров перед взлетом или в ходе плановых осмотров при снятии двигателя в цеху обслуживания.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Картеры вентиляторов можно выполнять из разных материалов, например из стали, из композитного материала. Часто их выполняют из алюминия. Устранение дефектов, возникающих в результате вышеупомянутых ударов, производят при помощи сварки; были предложены классические способы сварки, известные под аббревиатурой TIG (дуговая сварка вольфрамовым электродом в среде инертного газа), для заполнения этих повреждений, однако эти классические способы (TIG) не дают удовлетворительных результатов, в частности, на картерах из алюминия. Поскольку такой ремонт при повреждениях большого размера применять невозможно, приходилось полностью заменять картер при демонтаже двигателя.
Альтернативой полной замены картера является административное получение технического заключения в виде исключения, называемого CDR, чтобы можно было продолжать эксплуатировать поврежденные картеры, в случае необходимости, после небольшой местной зачистки обнаруженных дефектов. Однако в ходе устаревания парка летательных аппаратов и с учетом все возрастающего количества эксплуатируемых двигателей эти периодически повторяющиеся дефекты требуют все более многочисленных технических заключений и влекут за собой задержки в повторном вводе в эксплуатацию деталей, на которых были отмечены дефекты.
Следовательно, чтобы ускорить обработку дефектов этого типа, в техническую документацию были введены критерии допустимости. Так, существуют критерии допустимости вышеупомянутых дефектов, которые позволяют контролеру быстро принять решение о серьезности дефектов, не прибегая к административному запросу на техническое заключение в виде исключения. Эти критерии допустимости были разработаны на основе наблюдений на различных картерах и эмпирических законов, позволяющих определить прочность картера в зависимости от его остаточной толщины.
Эти критерии допустимости имеют вид размерных трехчленов, характеризующих допустимые дефекты; первое значение этого трехчлена относится к максимально допустимой глубине, второе значение касается максимально допустимой длины, и третье значение выражает минимальное расстояние, наблюдаемое между двумя дефектами, в частности, дефектами, связанными с ударами. Так, например, для передней зоны картера, если контролер обнаруживает повреждение глубиной 0,1524 мм (миллиметра), то из существующего трехчлена, связанного с этой глубиной, он знает, что рассматриваемый дефект не должен иметь длину более 25,4 мм и что на расстоянии от него менее 3,048 мм не должно быть никакого другого дефекта.
К сожалению, эти критерии допустимости позволяют рассматривать лишь незначительное число дефектов по причине необходимости наличия сравнимых контрольных значений и, следовательно, не способствуют сокращению запрашиваемых заключений; для решения этой проблемы необходимо постоянно вводить новые критерии допустимости для каждого нового отмечаемого дефекта, поэтому такое решение не может быть рассчитано на длительный период времени. Кроме того, учитывая число уже существующих размерных трехчленов, этот способ контроля может оказаться слишком сложным и трудоемким для контролеров.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение призвано найти решение вышеупомянутых проблем и предложить упрощенный способ контроля, облегчающий задачу контролеров. Задачей изобретения является обеспечение простой оценки степени серьезности наблюдаемых повреждений для ускорения обработки этих дефектов. Для этого в изобретении предлагается применять простые инструменты контроля, которые не требуют специальной профессиональной подготовки для их использования, которые позволяют отказаться от определения расстояний между различными повреждениями и в то же время быстро принять решение о допустимости или недопустимости этих дефектов относительно прочности картера вентилятора.
Для решения поставленной задачи предложен способ контроля повреждений на внутренней стороне картера вентилятора, отличающийся тем, что содержит следующие этапы:
- отмечают первое повреждение на внутренней стороне картера вентилятора;
- ограничивают поверхность осмотра, содержащую упомянутое первое повреждение;
- отмечают различные повреждения, присутствующие на ограниченной поверхности осмотра, при этом упомянутые отмеченные различные повреждения представляют собой совокупность рассматриваемых повреждений;
- для каждого рассматриваемого повреждения измеряют глубину и длину упомянутого повреждения;
- для каждого рассматриваемого повреждения определяют значение степени серьезности при помощи, по меньшей мере, одной номограммы, устанавливающей соотношение глубины и длины каждого рассматриваемого повреждения со степенью серьезности;
- для каждой поверхности осмотра, содержащей первое повреждение, определяют общее значение степени серьезности посредством суммирования значений степени серьезности, определенных для каждого рассматриваемого повреждения.
Кроме основных признаков, упомянутых в предыдущем параграфе, способ в соответствии с изобретением может иметь один или несколько следующих дополнительных признаков, рассматриваемых индивидуально или в любых технически возможных комбинациях:
- этап ограничения поверхности осмотра, содержащей первое повреждение, осуществляют при помощи маски,
- маска имеет прямоугольную форму,
- размеры маски зависят от локализации поверхности осмотра, при этом первую маску первого размера используют для передней зоны картера, и/или вторую маску второго размера используют для истираемой зоны картера, и/или третью маску третьего размера можно использовать для задней зоны картера,
- первая маска имеет прямоугольную форму длиной 71 миллиметр плюс-минус десять процентов, предпочтительно 71 миллиметр, и шириной 20 миллиметров плюс-минус десять процентов, предпочтительно 20 миллиметров, и/или третья маска имеет квадратную форму со стороной 250 миллиметров плюс-минус десять процентов, предпочтительно 250 миллиметров,
- маска прямоугольной формы имеет следующие характеристики:
- первая сторона маски имеет размер в пределах от одной пятой хорды лопаток картера до длины хорды упомянутых лопаток,
- вторая сторона маски имеет размер в пределах от одной пятой хорды упомянутых лопаток до высоты пера упомянутой лопатки.
Эти размеры определены эмпирическим путем в зависимости от рассматриваемой зоны картера и на основании схемы фрагментации лопаток, которая определяет форму и размеры зон столкновения с фрагментами. Схема фрагментации лопаток существует для каждого вида лопаток (лопатки с пяткой, лопатки с плавающей ножкой, лопатки с широкой хордой,…),
- каждая маска связана со специальной номограммой, используемой для определения степени серьезности на основании данных глубины и длины каждого рассматриваемого повреждения,
- этап ограничения поверхности осмотра, содержащей первое повреждение, осуществляют при помощи щупов и соответствующего вычислительного устройства,
- каждая номограмма устанавливает соотношение измеренного значения глубины рассматриваемого повреждения и диапазона значений, включающего в себя измеренное значение длины рассматриваемого повреждения, со степенью серьезности,
- диапазон значений, содержащий измеренное значение длины рассматриваемого повреждения, имеет амплитуду 5 миллиметров, по меньшей мере, для повреждений, имеющих длину менее 30 миллиметров,
- способ содержит дополнительный этап, на котором перед этапом измерения из совокупности рассматриваемых повреждений исключают повреждения, имеющие глубину менее 0,1 миллиметра.
Изобретение и различные варианты его применения будут более очевидны из нижеследующего описания со ссылками на прилагаемые фигуры.
КРАТКОЕ ОПИСАНИЕ ФИГУР ЧЕРТЕЖЕЙ
Фигуры представлены только в качестве неограничительных примеров, иллюстрирующих изобретение.
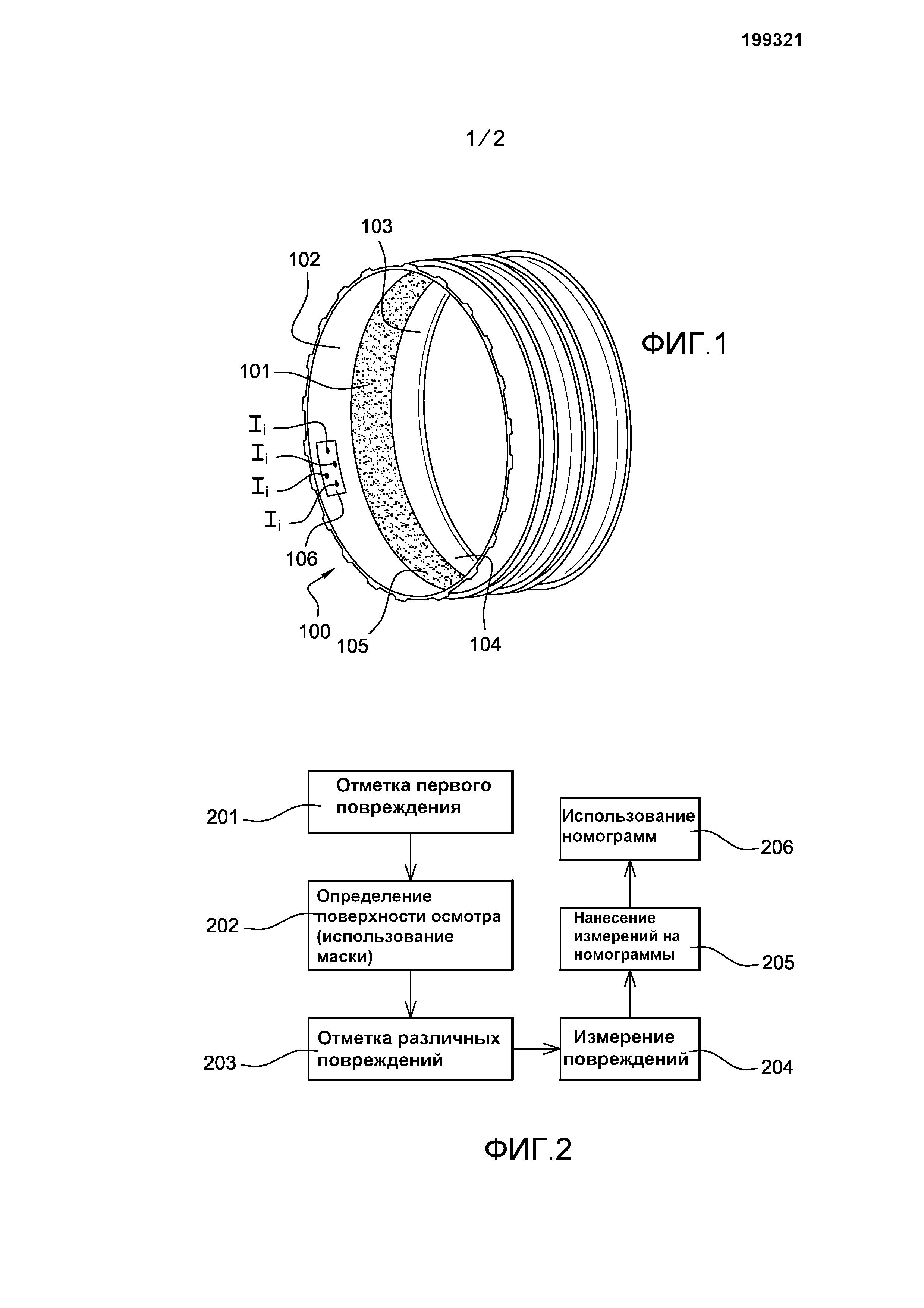
Фиг.1 изображает схематичный вид примера картера вентилятора, в котором применяют заявленный способ.
Фиг.2 - блок-схему, иллюстрирующую пример применения заявленного способа.
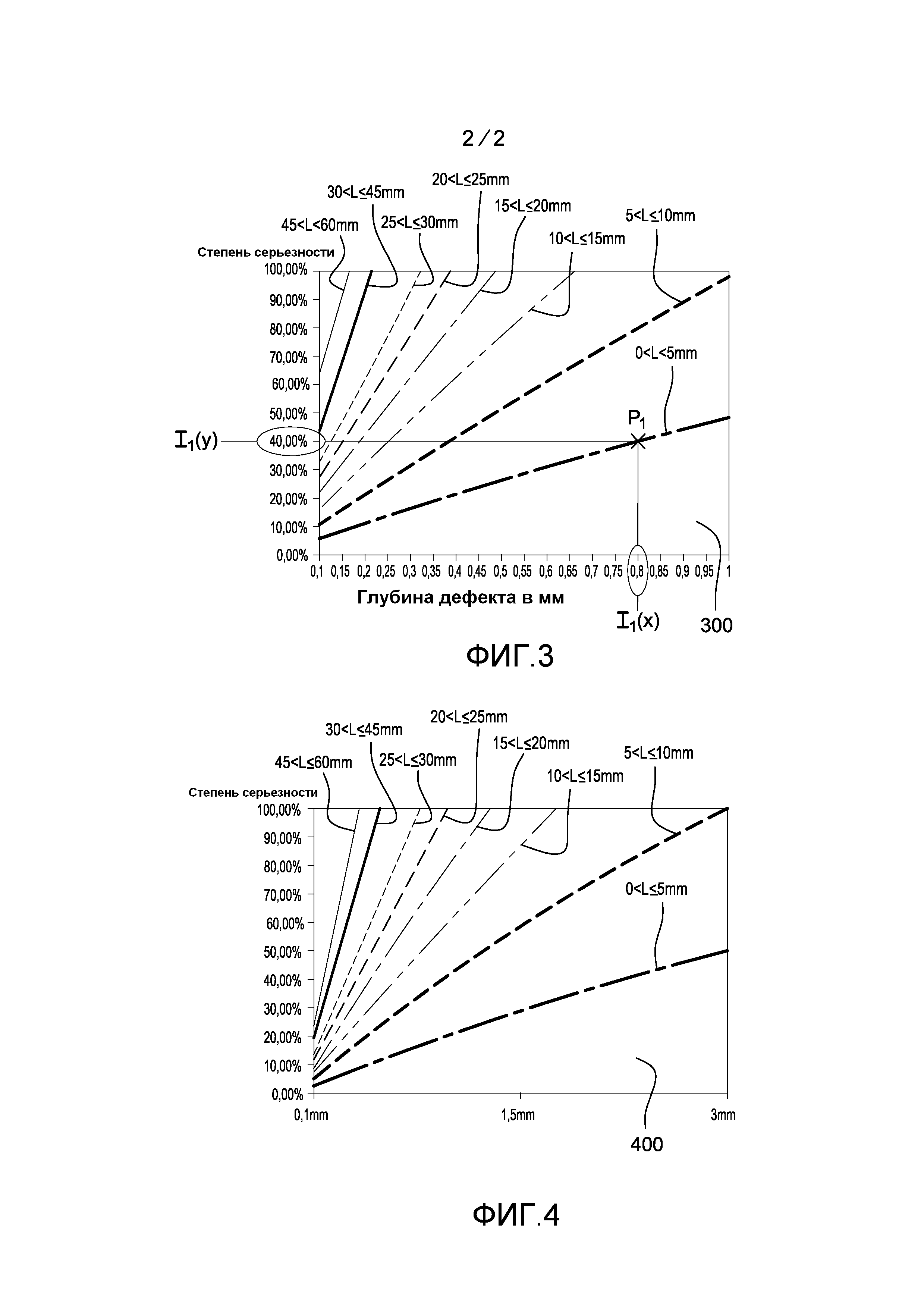
Фиг.3 - первый пример номограммы, которую можно использовать в примере применения способа в соответствии с изобретением.
Фиг.4 - второй пример номограммы, которую можно использовать в примере применения способа в соответствии с изобретением.
ПОДРОБНОЕ ОПИСАНИЕ, ПО МЕНЬШЕЙ МЕРЕ, ОДНОГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Если не указано иное, одинаковые элементы на различных фигурах обозначены едиными позициями.
На фиг.1 показан картер 100 вентилятора, который выполнен из алюминия. Множество непоказанных лопаток обычно образуют диск внутри картера 100.
Картер 100 содержит внутреннюю сторону 104, центральная часть 101 которой имеет истираемую зону 105. На практике истираемая зона 105 расположена напротив лопаток; ее функцией является ограничение повреждения картера, когда лопатки слегка трутся по внутренней стороне 104.
По обе стороны от истираемой зоны соответственно расположены передняя зона 101, которая является первой зоной, обдуваемой воздухом, заходящим в картер 100, и задняя зона 103, которая является зоной, обдуваемой воздухом, ускоренным движущимися лопатками.
На фиг.2 представлена блок-схема, иллюстрирующая пример применения заявленного способа.
На этой фигуре показаны следующие последовательные этапы, осуществляемые в рассматриваемом примере применения заявленного способа:
- первый этап 201, называемый этапом обнаружения первого повреждения I1 (показано на фиг.1) на внутренней стороне 104 картера. Предпочтительно это обнаружение осуществляет визуально контролер. В усовершенствованном варианте заявленного способа можно использовать датчики типа щупа для обнаружения первого повреждения, однако более предпочтительным является визуальное решение по причине простоты его применения. Предпочтительно первое повреждение отмечают, только если оно имеет глубину более 0,1 миллиметра;
- второй этап 202, называемый этапом определения поверхности 106 осмотра (показана на фиг.1), на котором определяют замкнутую поверхность внутренней стороны 104, на которой находится первое повреждение и на которой контролер будет измерять общую степень серьезности. Степень серьезности является величиной, которая позволит определить, можно ли рассматривать совокупность повреждений, обнаруженных в чувствительной зоне, как не повлекшую за собой чрезмерный износ картера, чтобы его можно было продолжать использовать, то есть что его целостность на уровне поверхности осмотра не привела к критическому снижению прочности картера 100.
Выбранную замкнутую поверхность определяют в зависимости от фрагментов лопатки, которые при ее разрушении могут повредить внутреннюю сторону 104 картера 100.
Для ограничения поверхности осмотра используют соответствующий инструмент. Предпочтительно в рамках изобретения для ограничения поверхности осмотра используют маску; при этом маска является простым материальным элементом, например, из картона или из пластика, в котором оставлен проем, ограничивающий форму и размеры маски и, следовательно, форму и размеры поверхности осмотра. В более усовершенствованных, но более простых в применении примерах поверхность осмотра ограничивают при помощи вычислительного устройства, которое управляет перемещением щупов на поверхности осмотра, записанной в памяти вычислительного устройства.
При потере лопатки, то есть при отсоединении лопатки, картер подвергается разным воздействиям в зависимости от рассматриваемых зон. Действительно, при потере лопатки ее перо распадается на куски разного размера и массы, которые затем сталкиваются с картером со скоростью, меняющейся в зависимости от зоны (задняя зона, передняя зона, истираемая зона). Таким образом, предпочтительно поверхность осмотра имеет форму и/или размеры, которые меняются в зависимости от рассматриваемой зоны.
В предпочтительных вариантах применения изобретения на двигателе CFM56-7B для передней зоны выбирают маску с прямоугольным проемом шириной 20 миллиметров и длиной 71 миллиметр, а для задней зоны - маску квадратной формы со стороной 250 миллиметров.
При помощи маски контролер ищет критическую поверхность. Эта критическая поверхность соответствует поверхности, содержащей максимум серьезных повреждений, которые могут поместиться в окне. Под серьезным повреждением обычно следует понимать повреждения, глубина которых превышает 0,1 миллиметра. При этом контролер должен повторять операции осмотра для всех возможных комбинаций повреждений.
- третий этап 203, на котором контролер обнаруживает различные повреждения Ii (показаны на фиг.1), присутствующие на поверхности 106 осмотра.
- четвертый этап 204, в ходе которого контролер измеряет глубину каждого повреждения, предпочтительно каждого серьезного повреждения, и длину каждого повреждения, предпочтительно каждого серьезного повреждения на поверхности осмотра, ограниченной маской.
- пятый этап 205, на котором контролер наносит данные измерения на соответствующую номограмму. Предпочтительно в рамках изобретения определяют одну номограмму на каждую зону картера (передняя зона, задняя зона, истираемая зона). На фиг.3 представлен предпочтительный пример номограммы 300, используемой для контроля в передней зоне картера 100 вентилятора, с функциональными значениями. Таким образом, в рамках заявленного способа для осуществления объективного контроля связывают одну маску с одной номограммой.
Номограммы, предлагаемые в рамках изобретения, построены следующим образом:
- на оси абсцисс находятся измеренные значения глубины повреждений;
- на оси ординат в процентах показана степень серьезности каждого рассматриваемого повреждения на поверхности осмотра;
- различные кривые, а в представленных примерах участки прямой позволяют установить соотношение между глубиной повреждения и степенью серьезности этого повреждения. Предпочтительно, чтобы ограничить число кривых, каждая кривая номограммы характеризует диапазон значений длины измеряемого повреждения.
Эти номограммы разработаны на основании характеристического множества, как правило, девяноста процентов отмеченных дефектов, выделенных в статистическом распределении дефектов в зависимости от их длины. При этом ставится задача охвата максимума пар (глубина; длина) этого характеристического множества при помощи минимального числа кривых. Затем эти кривые оптимизируют посредством учета накопленного опыта контролеров и явлений, таких как эрозия.
- шестой этап 206, на котором контролер использует номограммы для определения общего значения степени серьезности для рассматриваемой поверхности осмотра.
Контролер использует номограммы следующим образом. После определения поверхности осмотра он обращается, для первого повреждения I1 поверхности осмотра, к оси абсцисс, на которую он наносит измеренное значение I1(X) глубины, то есть 0,8 миллиметра в примере, представленном на фиг.3. Затем среди кривых номограмм он выбирают кривую, соответствующую измеренной длине рассматриваемого повреждения. Затем он проецирует абсциссу I1(X) на рассматриваемую кривую для получения точки Р1 номограммы. Считывая на оси ординат значение ординаты I1(Y) точки Р1, получают значение степени серьезности для первой рассматриваемой точки. В представленном примере это значение составляет 40 процентов. Операцию повторяют для всех точек ударов, отмеченных в зоне осмотра на этапе 103. Суммируя различные значения степени серьезности, полученные для каждой из рассматриваемых точек удара, получают общее значение степени серьезности для рассматриваемой поверхности осмотра. Если это значение превышает сто процентов, считается, что в данном состоянии картер 100 использовать нельзя.
Следует отметить, что номограммы на фиг.3 и 4 усечены, чтобы учитывать только повреждения глубиной более 0,1 мм. Рассматривая только эти повреждения, можно существенно сократить время контроля.
Способ контроля в соответствии с изобретением имеет следующие основные преимущества:
- Большое число охватываемых дефектов:
Число дефектов, охватываемых этим контролем, значительно увеличилось по сравнению с известным применением критериев.
- Сокращение времени контроля:
Вместо определения трех параметров для каждого повреждения (длина, глубина и расстояние между повреждениями) контролер измеряет только два; при этом третий параметр заменен использованием маски или эквивалентного средства. Кроме того, учет только значений глубины повреждений, превышающей 0,1 мм, уменьшает число контролируемых повреждений, по меньшей мере, в два раза по сравнению с известными способами.
- Гибкость и простота применения средства:
Простота и небольшой размер инструментов маска-номограмма делает возможным их применение во всех цехах обслуживания и позволяет также производить осмотры под крылом, что является значительным преимуществом.
В частном варианте применения изобретения предусматривают автоматические средства контроля, использующие средство измерения (типа щупа), связанное с программой вычисления степени серьезности дефектов (программирование осуществляют при помощи номограмм). Несмотря на то что этот вариант применения является более дорогим и сложным, чем вариант применения с использованием масок, он все же представляет собой одну из возможностей применения способа в соответствии с изобретением.
Способ ультразвукового измерения упругих свойств
Способ литья монокристаллических металлических деталей
Система и способ динамической локализации установленного в изделии дефекта
Способ синхронизации двигателей самолета
Хвостовой конус для ротационного газотурбинного двигателя с микроструями
Способ изготовления сектора лопатки сопла турбины или статора компрессора, изготовленного из композитного материала, для турбинных двигателей и турбина или компрессор, включающий лопатку сопла или статора, состоящую из указанных секторов
Способ изготовления композитных лопаток турбинного двигателя со встроенными полками
Кольцевая камера сгорания в турбомашине
Устройство для изготовления части из композитного материала
Узел, образованный газотурбинным двигателем и системой для его крепления к конструкции летательного аппарата
Электрическая двигательная установка со стационарными плазменными двигателями
Способ ультразвукового измерения упругих свойств
Способ литья монокристаллических металлических деталей
Система и способ динамической локализации установленного в изделии дефекта
Способ синхронизации двигателей самолета
Хвостовой конус для ротационного газотурбинного двигателя с микроструями
Способ изготовления сектора лопатки сопла турбины или статора компрессора, изготовленного из композитного материала, для турбинных двигателей и турбина или компрессор, включающий лопатку сопла или статора, состоящую из указанных секторов
Способ изготовления композитных лопаток турбинного двигателя со встроенными полками
Кольцевая камера сгорания в турбомашине
Устройство для изготовления части из композитного материала

