Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬСОВ НИЗКОТЕМПЕРАТУРНОЙ НАДЕЖНОСТИ
Вид РИД
Изобретение
Изобретение относится к области черной металлургии, в частности к способам прокатки и термической обработки железнодорожных рельсов.
Известны способы термической обработки рельсов из углеродистой или низколегированной стали, предусматривающие ускоренное охлаждение рельса с температуры аустенитной области в диапазоне 750-650°С (JP №4267267, C21D 9/04), ускоренное охлаждение со скоростью 5-15°С/с до температуры 650-500°С (RU №2113511, C21D 9/04), ускоренное охлаждение со скоростью 10-30°С/с до температуры 750-600°С (RU №97121881, C21D 9/04, С22С 38/04), ускоренное охлаждение со скоростью 5-15°С/с до температуры 650-500°С (RU №96123715, C21D 9/04), ускоренное охлаждение поверхностного слоя головки рельса от Ar1 со скоростью 1-10°С/с и 2-20°С/с на глубине ≥20 мм (JP №3731934, C21D9/04).
Существенными недостатками указанных способов термической обработки рельсов являются: 1) отсутствие регламентированных температур нагрева под прокатку и окончания прокатки, не позволяющее эффективно измельчить аустенитное зерно и получить высокие значения ударной вязкости; 2) отсутствие регламентированного охлаждения подошвы рельсов, что неблагоприятно сказывается на их кривизне.
Известен также способ термической обработки рельсов из высокоуглеродистой стали, содержащей 0,90-1,20% углерода, предусматривающий ускоренное охлаждение со скоростью 5-20°С/с кромочных участков подошвы от температур ≥650°С, затем головку, шейку и центральную часть подошвы подвергают охлаждению со скоростью 1-10°С/с (JP №4267334 C21D 9/04).
Существенными недостатками указанного способа термической обработки являются то, что 1) способ предназначен для высокоуглеродистых сталей, с содержанием углерода более 0,90%, неизбежные при этом выделения структурно-свободного цементита не позволят обеспечить высокий уровень пластичности и ударной вязкости в рельсовом металле; 2) головка и подошва рельса охлаждаются с одинаковой скоростью, вследствие этого рельсы перед правкой имеют большую кривизну и возникает необходимость в холодной правке рельсов по режимам, неблагоприятно сказывающимся на величине остаточных напряжений.
Известен способ получения рельса с перлитной структурой из стали, содержащей 0,65-1,20% углерода, 0,05-2,00% кремния и 0,05-2,00% марганца, железо и неизбежные примеси остальное, предусматривающий чистовую прокатку рельса при температуре не более 900°С и охлаждение до температуры не выше 550°С со скоростью 2-30°С/с (ЕР №2045341 (A1) C21D 8/00, C21D 9/04).
Существенными недостатками данного способа являются: 1) отсутствие в химическом составе рельсовой стали никеля, хрома, ванадия и азота, оказывающих благоприятное воздействие на микроструктуру и механические свойства рельсов; 2) отсутствие регламентированной температуры нагрева под прокатку, что увеличивает величину исходного аустенитного зерна, уменьшает эффективность режимов прокатки в обжимных клетях и не позволяет обеспечить необходимый уровень копровой прочности и ударной вязкости при отрицательной температуре; 3) отсутствие дифференцированного охлаждения подошвы и головки рельсов, что приводит к увеличению их кривизны после термической обработки и высокому уровню остаточных напряжений.
Наиболее близким техническим решением является способ изготовления рельса, предусматривающий чистовую прокатку рельса в два этапа. На первом этапе прокатывают блюм с обжатием не менее 15% за проход, на второй половине чистовой прокатки выполняют прокатку в один или несколько проходов с обжатием не менее 10% за проход в интервале температур 800-950°С. Непосредственно после завершения чистовой прокатки температуру поверхности рельса быстро снижают со скоростью не менее 6°С/с в течение 0,1-30 с до 500-600°С, а затем проводят ускоренное охлаждение со скоростью не менее 3°С/с (JP 3625224 (В2), 8332501 (A), C21D 9/04, C21D 8/00).
Существенными недостатками данного способа изготовления рельса являются отсутствие регламентированных температурных режимов начала прокатки, высокая температура конца прокатки, отсутствие регламентированного охлаждения головки и подошвы рельса, а также высокая скорость охлаждения рельса, что не позволяет обеспечить высокий уровень ударной вязкости и копровой прочности при отрицательных температурах и приводит к повышенной кривизне при производстве длиннномерных рельсов, что требует значительных усилий при правке, в ходе которой будет наведен высокий уровень остаточных напряжений.
Задачей изобретения является получение рельсов с перлитной микроструктурой низкотемпературной надежности из углеродистой и низколегированной стали, имеющих высокий уровень ударной вязкости и копровой прочности при отрицательных температурах, необходимый комплекс механических свойств при растяжении и низкий уровень остаточных напряжений.
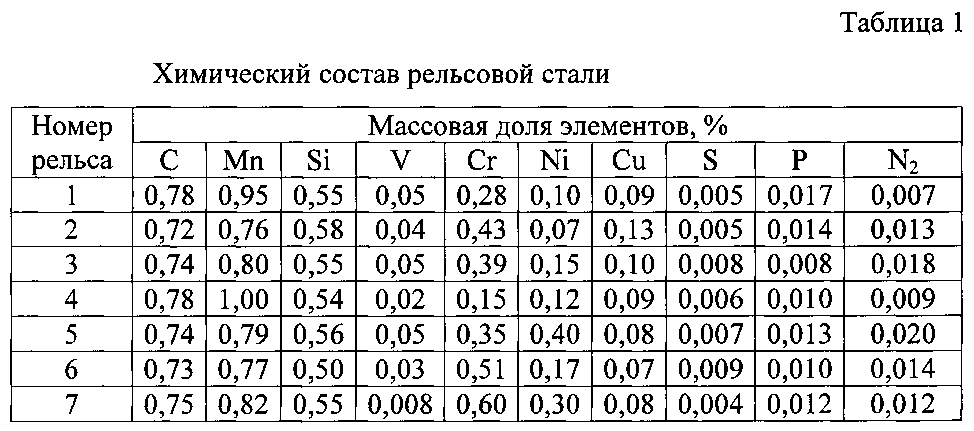
Поставленная задача достигается тем, что в известном способе изготовления рельсов из стали, включающем черновую прокатку, чистовую прокатку в интервале температур 850-950°С и ускоренное дифференцированное охлаждение после завершения чистовой прокатки, согласно изобретению, рельсы прокатывают на стане с универсальной группой клетей тандем, с ограничением температуры нагрева под прокатку в интервале от 1100 до 1200°С, а ускоренное дифференцированное охлаждение по головке и подошве рельса осуществляют воздухом или воздухом с примесью воды от температуры 720-850°С со скоростью соответственно 1,5-6°С/с до температуры ≤620°С, при этом в каждом конкретном случае скорость охлаждения по головке отличается от скорости охлаждения по подошве. При этом сталь с содержанием углерода 0,72-0,78% (мас.), дополнительно содержит от 0,15 до 0,60% мас. хрома, от 0,10 до 0,60% мас. никеля, от 0,05 до 0,15% мас. ванадия, от 0,007 до 0,020% мас. азота.
Заявляемые диапазоны технических параметров выбраны экспериментальным путем, исходя из требований к механическим свойствам, ударной вязкости при температурах испытания от минус 60°С и выше и микроструктуре рельсов из углеродистой и низколегированной сталей.
Выбор заявленной температуры нагрева под прокатку обусловлен тем, что при температурах нагрева НЛЗ под прокатку свыше 1200°С не обеспечивается эффективное подавление рекристаллизационных процессов при прокатке в первых пропусках на обжимных клетях, а при температурах менее 1100°С существенно снижается пластичность стали, вследствие чего увеличиваются нагрузки на валки, происходит их повышенный износ, выколы, увеличивается образование поверхностных дефектов.
Выбор заявленной температуры прокатки в последних пропусках группы тандем от 850 до 950°С обусловлен тем, что при температурах свыше 950°С не достигается эффективное измельчение аустенитного зерна, а при температурах менее 850°С существенно уменьшается пластичность металла, возрастают нагрузки на прокатные валки и возникает риск получения закалочных структур в поверхностных слоях рельсов вследствие контакта с водой, подаваемой для охлаждения прокатных валков.
Выбор заявленного диапазона температуры начала дифференцированной термообработки (720-850)°С обусловлен тем, что после прокатки в последних пропусках рельс должен быть выдержан на воздухе для выравнивания температуры по сечению, при этом температура его перед закалкой не может быть выше 850°С, ограничение температуры начала закалки на уровне не менее 720°С обусловлено тем, что при более низкой температуре начинается распад аустенита в условиях естественной конвекции с образованием грубопластинчатого перлита, имеющего низкий уровень механических свойств, при этом не достигается необходимый уровень ударной вязкости при отрицательной температуре.
Выбор заявленных скоростей охлаждения при дифференцированной закалке в интервалах температур от 720-850°С до менее 620°С обусловлен тем, что при охлаждении головки и подошвы рельса со скоростями соответственно менее 1,5°С/с образуется структура грубопластинчатого перлита и не обеспечивается требуемый уровень твердости и прочностных свойств дифференцированно упрочненных рельсов. При скорости охлаждения головки и подошвы соответственно более 6°С/с возрастает вероятность образования недопустимых стандартом бейнитной и мартенситной структур с низким уровнем пластичности и ударной вязкости, а также увеличивается кривизна рельсов.
Заявленные скорости охлаждения обеспечиваются конструкцией охлаждающего устройства. Давление воздуха или воздуха с примесью воды регулируется при помощи автоматизированных дроссельных пневмоклапанов, чем достигаются, для каждого конкретного химического состава, требуемые скорости охлаждения в заявленных пределах, обеспечивающие необходимый комплекс механических свойств и ударной вязкости. Кроме того, минимальный температурный градиент между головкой и подошвой (не более 20°С после завершения ускоренного охлаждения) обеспечивает минимальный уровень искривленности рельсов после охлаждения.
Заявляемый химический состав стали подобран исходя из следующих предпосылок.
Содержание углерода в металле на уровне 0,72-0,78% при прокатке и термической обработке рельсов согласно предлагаемой технологии обеспечивает сбалансированный комплекс пластических и прочностных свойств. При снижении углерода менее 0,72% уменьшается количество карбидов, увеличивается доля ферритной составляющей и ухудшается прочность и твердость рельсов. При повышении углерода более 0,78% увеличивается количество цементита, снижается ударная вязкость рельсов.
Хром увеличивает прокаливаемость рельсовой стали и увеличивает прочность перлита за счет образования легированного цементита. При содержании хрома менее 0,04% воздействие его незначительно, увеличение его содержания более 0,60% приводит к образованию мартенсита.
Никель интенсивно упрочняет феррит, с одновременным сохранением вязкости и снижением порога хладноломкости стали. При содержании никеля менее 0,1% действие его незначительно, увеличение содержания никеля свыше 0,60% нецелесообразно в интервале заявленного содержания углерода.
Введение азота в сочетании с ванадием позволяет получить измельченное зерно аустенита, что обеспечивает увеличение сопротивляемости хрупкому разрушению. Наличие ванадия при этом позволяет добиваться необходимой растворимости азота в соединениях. При содержании азота менее 0,007% действие его незначительно и невозможно обеспечить измельчение зерна, а более 0,020% возможны случаи пятнистой ликвации и «азотного» кипения (пузыри в стали). Выбранное содержание ванадия обеспечивает получение требуемой ударной вязкости за счет карбонитридного упрочнения. При концентрации ванадия менее 0,05% действие его незначительно. При введении в сталь ванадия более 0,15% возрастает количество карбонитридов, которые приводят к снижению ударной вязкости стали.
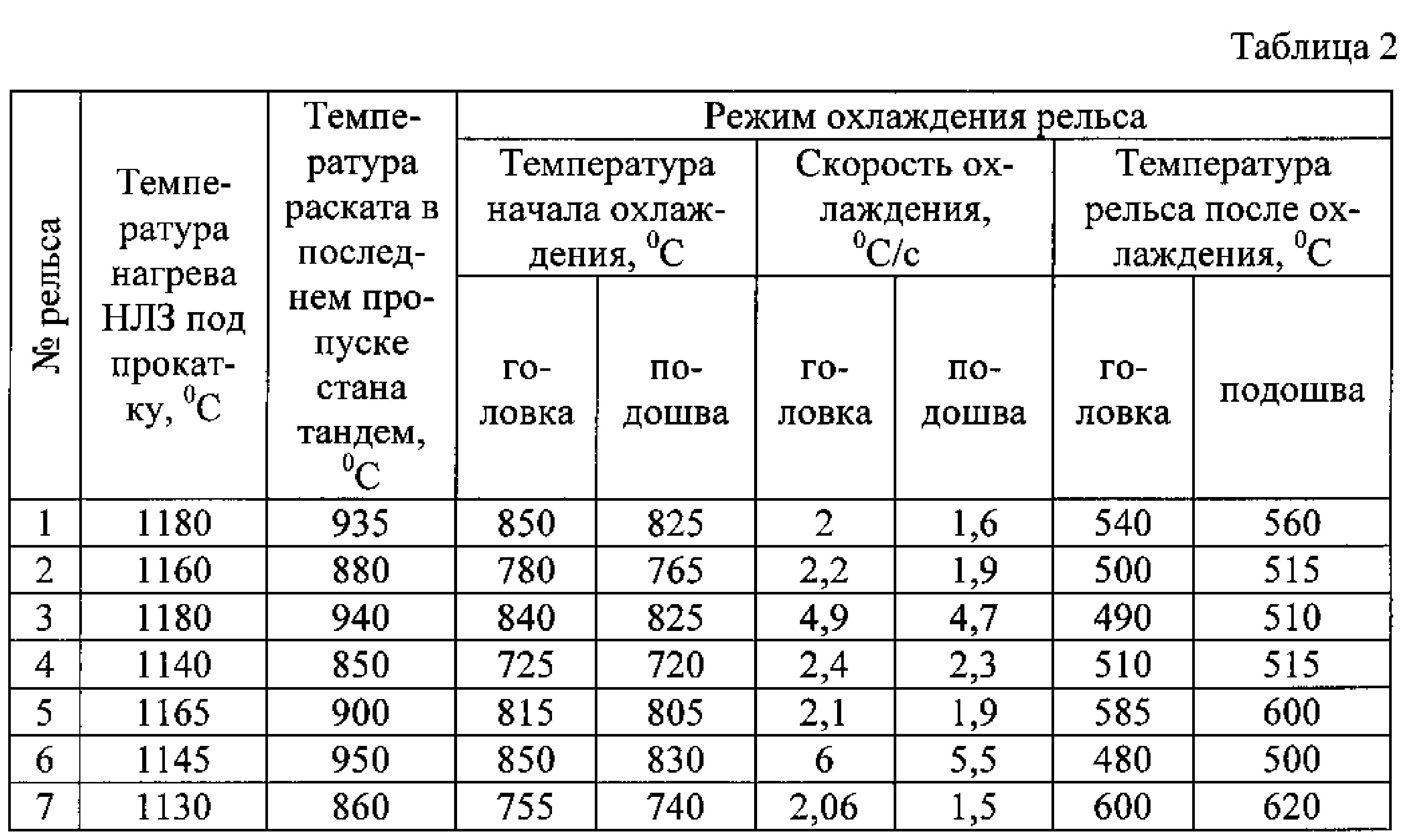
Рельсовую сталь (таблица 1) выплавляли в 100-тонной дуговой электросталеплавильной печи ДСП-100 И7 и разливали на МНЛЗ. Полученные заготовки нагревали до температуры 1140-1180°С и прокатывали на рельсы типа Р65 длиной 25-100 м на рельсобалочном стане с группой реверсивных клетей типа тандем, при этом температура прокатки рельсовых раскатов в последних пропусках составляла 850-950°С.
После окончания прокатки рельсы при температуре 720-850°С позиционировали в положение «на подошву» и по одному задавали в охлаждающее устройство и подвергали дифференцированной закалке (то есть производили ускоренное охлаждение элементов профиля с разными скоростями). Охлаждение головки и подошвы рельса проводили в интервале температур от 720-850°С до температур не выше 650°С со скоростью 1,5-6°С/с. После охлаждения рельс с температурой 480-620°С выдавали из охлаждающего устройства и передавали на холодильник.
Технологические параметры прокатки и охлаждения рельсов приведены в таблице 2.
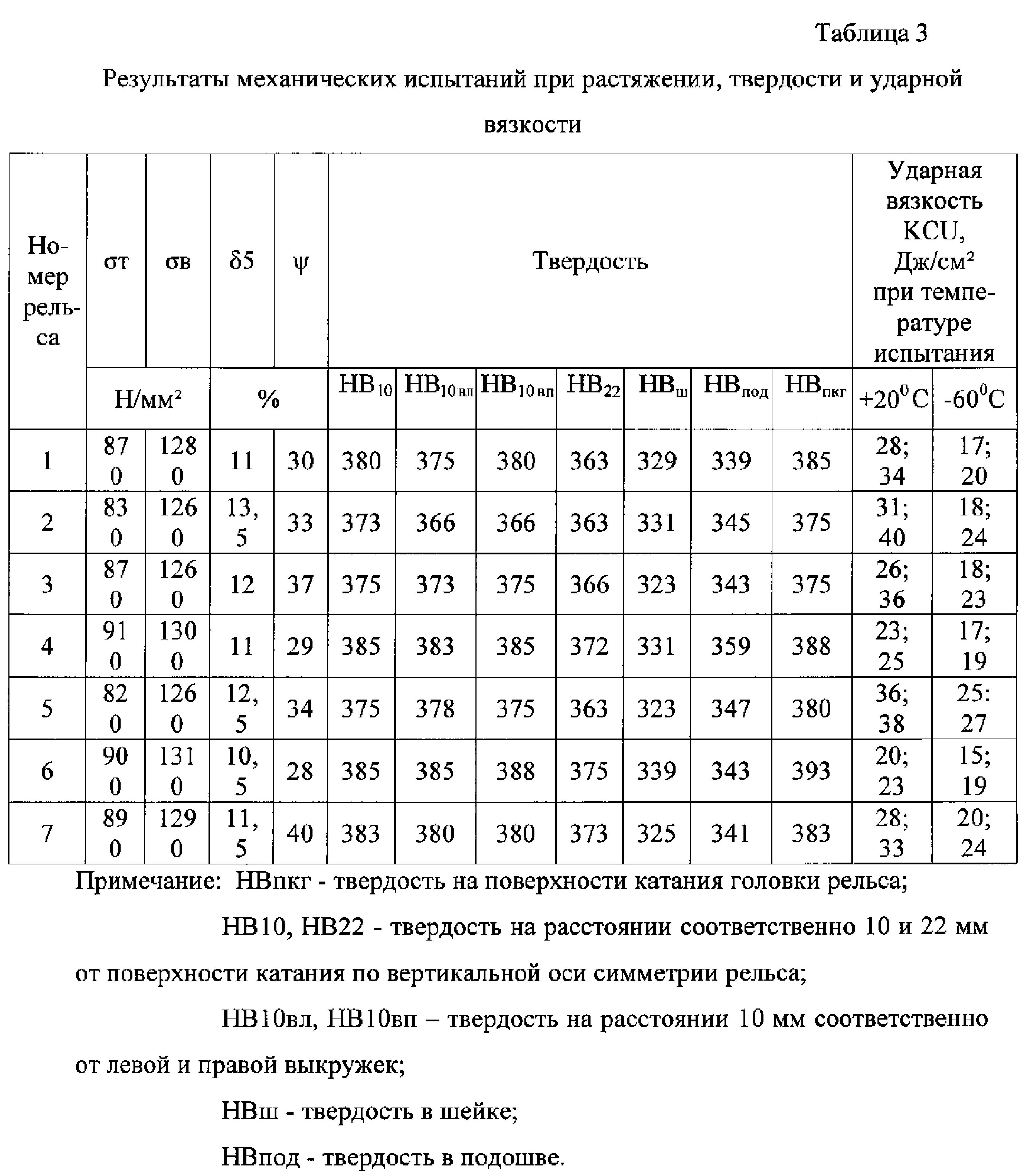
После охлаждения и правки исследовали микроструктуру металла, определяли механические свойства при растяжении: твердость на поверхности катания и по сечению, ударную вязкость при температуре испытания +20°С и -60°С, копровую прочность при высоте падения груза массой 1 т - 9,0 м и температуре испытания - 60°С.
Результаты механических испытаний при растяжении, твердости и ударной вязкости представлены в таблице 3.
Испытание на копровую прочность пробы от всех рельсов выдержали без излома и признаков разрушения.
Микроструктура металла всех рельсов удовлетворительная и представляет собой тонкопластинчатый перлит (сорбит закалки) с мелкими разрозненными выделениями феррита.
Предлагаемый способ изготовления рельсов позволил получить ударную вязкость более 15 Дж/см2 при температурах испытания минус 60°С и выше, в сочетании с комплексом высоких значений механических свойств и твердости на поверхности катания и по сечению при удовлетворительной перлитной микроструктуре и копровой прочности, отвечающий требованиям к рельсам низкотемпературной надежности.
Устройство для обжима заготовки
Способ диагностирования качества поверхностной структуры металлопроката
Способ термической обработки рельсов
Комбинированная пылеугольная горелка
Шампунь для очищения волос и кожи головы (варианты)
Способ прокатки рельсов
Способ термической обработки рельсов
Комбинированная пылеугольная горелка
Шампунь для очищения волос и кожи головы (варианты)
Способ прокатки рельсов
Оттеночная краска для волос
Оттеночная краска для волос на гелевой основе
Оттеночная краска для волос на пеномоющей основе
Красящая композиция для окислительного окрашивания волос
Сахарные скрабы для тела
Глиняные маски для лица и тела

