Результат интеллектуальной деятельности: СПОСОБ КОМБИНИРОВАННОЙ ВЫСАДКИ КОНЦОВ ТРУБ
Вид РИД
Изобретение
Изобретение относится к трубному производству и может быть использовано при производстве нефте- и газопромысловых труб с высаженными концами.
Известна технологическая схема высадки концов труб в несколько переходов, согласно которой способ комбинированной высадки концов труб включает наружное утолщение конца трубы, которое затем редуцированием переводят внутрь. После этого выполняют наружную высадку и получают комбинированную высадку (Ткаченко В.А. и др. «Трубы для нефтяной промышленности», М., Металлургия, 1968 г., с. 126-127. Рис. 50 г). Недостатком известного способа является невозможность получения удлиненной (не менее 101,6 мм) внутренней переходной зоны. Наличие удлиненной внутренней переходной зоны концов бурильных труб является в настоящее время необходимым условием, обеспечивающим высокие потребительские свойства этого вида трубной продукции с уровнем требований PSL2 и PSL3 API 5DP и ГОСТ Ρ 54383.
Наиболее близким по своей технической сути и достигаемым результатам (прототип) является способ комбинированной высадки труб с получением преимущественно удлиненной внутренней переходной зоны, которую осуществляют в три операции. Первоначально деформируют конец трубы с уменьшением только внутреннего диаметра высадки до величины 1,03-1,07 от его заданного значения. Следующую операцию проводят в той же матрице с высадкой металла трубы внутрь за счет применения пуансона меньшего диаметра. Последнюю операцию осуществляют с преимущественным течением металла трубы наружу в сторону увеличения наружного диаметра высадки до заданной величины (Пат. РФ №2474485, МПК B21J 5/08, опубл. 10.10.2012 г.). Недостатком способа по прототипу является недостаточный уровень качества высадки за счет наличия критической величины деформации в операциях, что предопределяет повышенное усилие высадки и снижает устойчивость нагретого конца трубы в полости матрицы при формовании удлиненной внутренней переходной зоны.
Техническая задача, решаемая изобретением, состоит в получении комбинированной высадки с получением удлиненной внутренней переходной зоны с высоким уровнем качества высадки за счет устранения эффекта потери устойчивости осаживаемого конца трубы.
Решение технической задачи достигается тем, что в способе комбинированной высадки концов труб с получением удлиненной внутренней переходной зоны, включающем деформирование нагретого конца трубы на прессе в полости матрицы посредством перемещаемого пуансона за несколько операций, удлиненную внутреннюю переходную зону получают последовательно по кольцевым участкам путем уменьшения длины хода перемещаемого пуансона и длины нагретого участка трубы от первой операции к каждой последующей с одновременным увеличением внутреннего диаметра рабочей полости матрицы и уменьшением наружного диаметра рабочей поверхности пуансона в каждой операции.
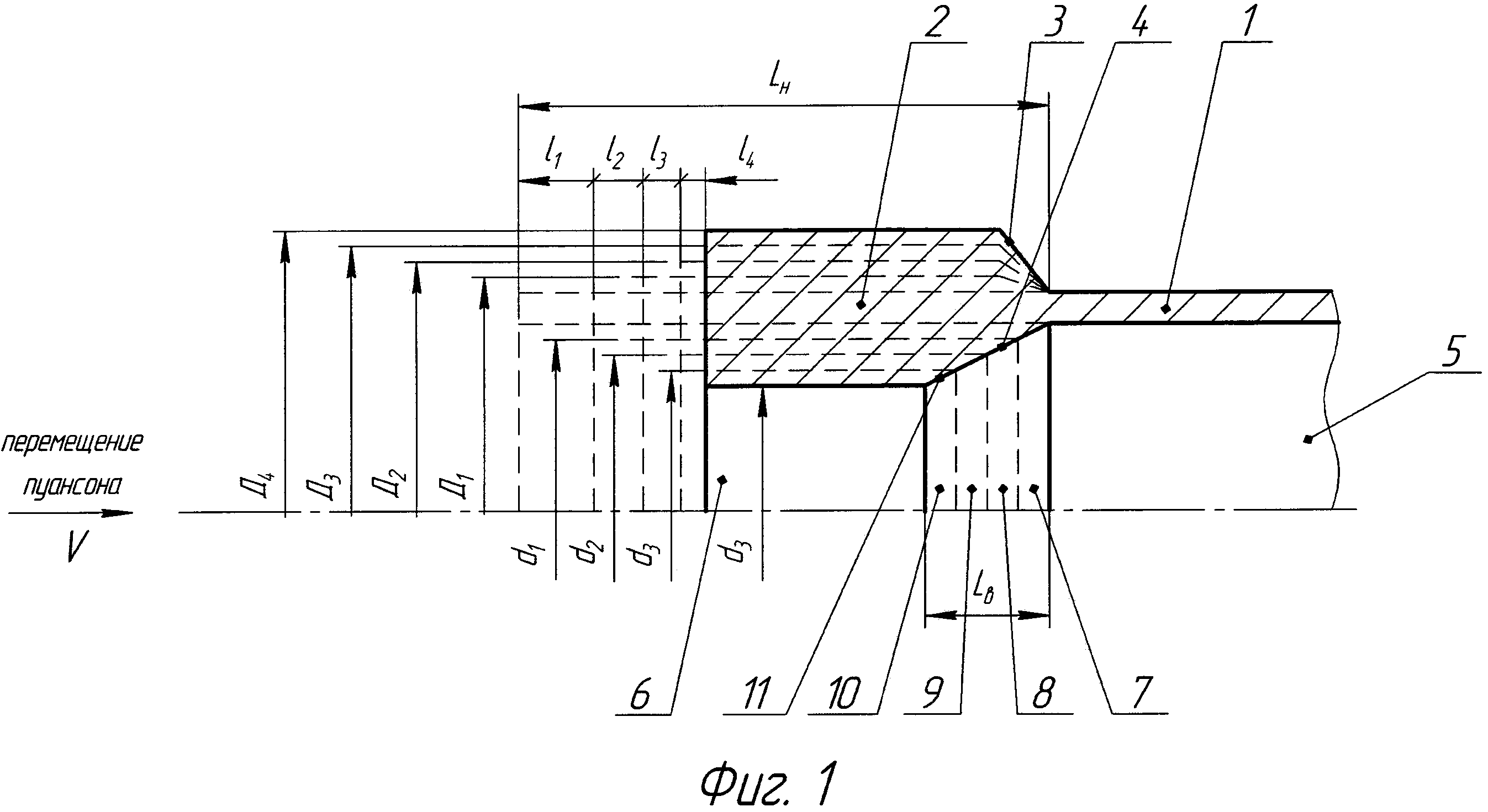
Сущность изобретения поясняется чертежом, где на фиг. 1 изображен продольный разрез бурильной трубы с высаженным концом с обозначением последовательности выполнения операций при высадке.
Бурильная труба с высаженным концом включает непосредственно трубу 1 с высаженным концом 2 с наружной переходной зоной 3 и удлиненной внутренней переходной зоной 4 с наклонной образующей 11 от поверхности внутреннего отверстия 5 трубы 1 к поверхности внутреннего отверстия 6 высаженного конца 2 в виде последовательно расположенных кольцевых участков 7, 8, 9, 10…
Концевой участок трубы, длиной Lн, которую определяют в зависимости от заданных геометрических параметров высадки, нагревают до установленной для данного материала трубы температуры горячей деформации и перемещают в предварительно подготовленный ручей рабочей полости первой по ходу технологического цикла матрицы. Затем производят фиксацию конца трубы и его последующую высадку в полость матрицы за счет перемещения пуансона в направлении V. Количество операций высадки определяют исходя из начальных размеров трубы и размеров высаженного конца трубы с учетом припусков на механическую обработку.
В каждой операции предлагаемого способа выполняют высадку, для которой характерно одновременное течение металла как внутрь, по направлению к пуансону - с последовательным уменьшением диаметра внутреннего отверстия 6 высаженного конца трубы 2 от d1 до d4, так и наружу, по направлению к матрице - с последовательным увеличением наружного диаметра высаженного конца трубы 2 от D1 до D4. Одновременно при этом получают удлиненную внутреннюю переходную зону 4 длиной Lв с наклонной образующей 11 последовательно с помощью кольцевых участков 7, 8, 9, 10 за счет свободного течения металла, внутрь в каждой операции. Таким образом, объем деформируемого участка трубы в каждой операции обеспечивает заполнение свободных полостей матрицы и получение кольцевого участка удлиненной внутренней переходной зоны 4 с наклонной образующей 11. В первой операции при перемещении пуансона в направлении V на величину смещаемой длины трубы l1 и течения деформируемого металла в указанных выше направлениях наружный диаметр высаженного конца 2 увеличивают до диаметра D1, внутреннее отверстие уменьшают до диаметра d1 и получают кольцевой участок 7 удлиненной внутренней переходной зоны 4 с частью общей наклонной образующей 11. Затем концевой участок трубы длиной Lн, уменьшенный на длину l1, подогревают до требуемой температуры и производят следующую операцию высадки. При этом пуансон перемещают от достигнутого в предыдущей операции положения на величину смещаемой длины трубы l2, меньшую длины l1, наружный диаметр высаженного конца 2 увеличивают до диаметра D2, внутреннее отверстие уменьшают до диаметра d2 и получают кольцевой участок 8 удлиненной внутренней переходной зоны 4 с частью общей наклонной образующей 11 и так далее до получения требуемых размеров высаженного конца 2 с удлиненной внутренней переходной зоной 4. Предлагаемый способ обеспечивает возможность получения при высадке удлиненной внутренней переходной зоны длиной Lв с наклонной образующей 11 по частям, отсутствие при этом критических деформаций в операциях за счет снижения усилий высадки и повышение устойчивости нагретого конца трубы в полости матрицы.
Способ прошел опытно-промышленное опробование при высадке 21 шт. бурильных труб БК-88,9Ч8,0 мм группы прочности Л на прессе фирмы «SMS Meer».
Высадка производилась в четыре операции с использованием высадочного инструмента следующих размеров:
I операция: внутренний диаметр матрицы - 90,8 мм; диаметр пуансона - 69,8 мм;
II операция: внутренний диаметр матрицы - 92,0 мм; диаметр пуансона - 64,0 мм;
III операция: внутренний диаметр матрицы - 94,0 мм; диаметр пуансона - 56,0 мм;
IV операция: внутренний диаметр матрицы - 96,3 мм; диаметр пуансона - 48,5 мм.
Температуру нагрева конца трубы во всех операциях поддерживали в диапазоне 1107-1232°C. Длины нагретого участка трубы и хода перемещения пуансона по операциям составляли соответственно: I операция: 500 мм и 90 мм; II операция: 410 мм и 55 мм; III операция: 300 мм и 50 мм: IV операция: 250 мм и 25 мм. Распределение усилий высадки по операциям составило 1950/1930/1910/1510 кН при максимальном усилии пресса 2500 кН.
Полученные геометрические размеры и качество высаженной части на трубах БК-88,9Ч8,0 мм группы прочности Л соответствовали требованиям к продукции PSL2 стандарта API 5DP в том числе и в части длины внутренней переходной зоны - 101,6 мм.
Способ комбинированной высадки концов труб, включающий деформирование нагретого конца трубы на прессе в рабочей полости матрицы посредством перемещаемого пуансона за несколько операций с получением на трубе наружной переходной зоны и удлиненной внутренней переходной зоны, отличающийся тем, что внутреннюю переходную зону получают последовательно по кольцевым участкам при уменьшении от первой операции к каждой последующей операции длины хода перемещаемого пуансона и длины нагретого участка трубы, при этом на каждой последующей операции используют матрицу с увеличенным внутренним диаметром рабочей полости и пуансон с уменьшенным наружным диаметром рабочей поверхности.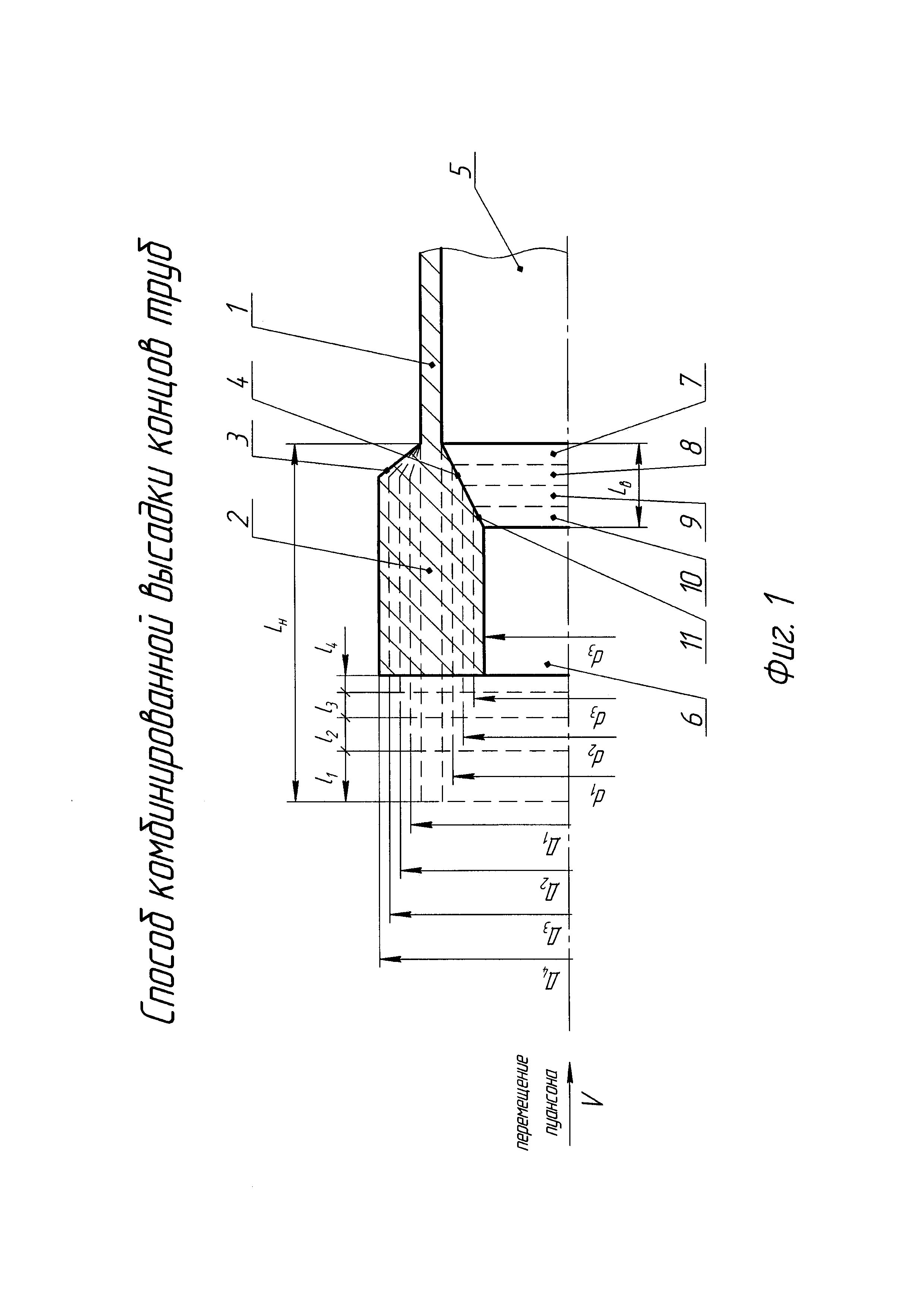
Двухслойный валок прокатного стана с осевой полостью
Способ непрерывной прокатки труб
Способ прокатки труб с термомеханической обработкой
Способ термической обработки холоднодеформируемых труб
Способ изготовления теплоизолированной лифтовой трубы
Агрегат для изготовления бесшовных труб
Коррозионно-стойкая сталь для бесшовных горячекатаных насосно-компрессорных и обсадных труб повышенной эксплуатационной надежности и трубы, выполненные из нее
Способ термической обработки изделий из хромомолибденовой стали
Труба повышенной коррозионной стойкости
Способ получения гильз
Двухслойный валок прокатного стана с осевой полостью
Способ непрерывной прокатки труб
Способ прокатки труб с термомеханической обработкой
Способ термической обработки холоднодеформируемых труб
Способ изготовления теплоизолированной лифтовой трубы
Агрегат для изготовления бесшовных труб
Коррозионно-стойкая сталь для бесшовных горячекатаных насосно-компрессорных и обсадных труб повышенной эксплуатационной надежности и трубы, выполненные из нее
Способ термической обработки изделий из хромомолибденовой стали
Труба повышенной коррозионной стойкости
Способ получения гильз

