ЦИЛИНДРИЧЕСКИЙ КОЖУХ И СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКОГО КОЖУХА
Вид РИД
Изобретение
Область техники
[0001] Настоящее изобретение относится к цилиндрическому кожуху, который используется, например, в качестве кожуха вентилятора для закрытия лопастей вентилятора реактивного двигателя воздушного судна, а также к способу изготовления цилиндрического кожуха.
Уровень техники
[0002] Вышеуказанный кожух вентилятора для закрытия лопастей вентилятора реактивного двигателя воздушного судна должен быть облегченным и иметь высокую прочность, и для того, чтобы соответствовать этим требованиям, имеются попытки принятия композитного материала, состоящего из армирующих волокон и термореактивной смолы, в качестве сырьевого материала кожуха вентилятора.
[0003] Вышеуказанный кожух вентилятора имеет кольцеобразный наружный фланец, который обычно соединен с гондолой двигателя, образованной за одно целое на одном конце основного корпуса кожуха, закрывающего лопасти вентилятора. В связи с этим, когда композитный материал, состоящий из армирующих волокон, например углеродных волокон, и термореактивной смолы, например эпоксидной смолы, используется в качестве сырьевого материала, и основной корпус кожуха, и кольцеобразный фланец имеют множество слоев ткани, включая ткань, состоящую из армирующих волокон, например углеродных волокон.
[0004] Для изготовления вышеуказанного кожуха вентилятора (цилиндрического кожуха), используя композитный материал, состоящий из армирующих волокон и термореактивной смолы, цилиндрическая оправка вращается вокруг своей оси, в то время как ткань наматывается вокруг формовочной поверхности оправки для образования многослойного материала слоев ткани, и этот многослойный материал нагревается для отверждения термореактивной смолы, которой многослойный материал предварительно пропитан.
[0005] В вышеуказанном кожухе вентилятора для того, чтобы обеспечивать достаточную прочность и жесткость, необходимо, чтобы армирующие волокна, имеющие угол наклона ±0-75° к периферийному направлению основного корпуса кожуха, были включены между множеством слоев ткани, и такой кожух вентилятора описан, например, в патентном документе 1.
Документ известного уровня техники
[0006] Патентный документ 1: публикации выложенной заявки на патент Японии №2009-107337.
Задачи, решаемые изобретением
[0007] Однако, в случае когда имеется кольцеобразный наружный фланец на конце основного корпуса кожуха, как у вышеуказанного кожуха вентилятора (цилиндрического кожуха), если попытаться обеспечить достаточную прочность и жесткость многослойного материала путем включения армирующих волокон, имеющих угол наклона 0-10° к периферийному направлению, между множеством слоев ткани, так как гибкость ткани, включенной в слой ткани, нарушается, сморщивание или изгиб волокон происходит в части, соответствующей основанию изгиба наружного фланца во время формования многослойного материала, что может уменьшить прочность и жесткость наружного фланца. В результате прочность и жесткость всего кожуха вентилятора не могут быть увеличены, и решение этой проблемы представляет собой до сих пор существующую задачу.
[0008] Настоящее изобретение разработано с упором на вышеуказанную существующую задачу, и задачей настоящего изобретения является обеспечение цилиндрического кожуха, с помощью которого возможно обеспечивать высокую прочность и жесткость всего кожуха в случае, когда цилиндрический кожух изготовлен из композитного материала, состоящего из, например, армирующих волокон и термореактивной смолы в качестве сырьевого материала, и представляет собой кожух вентилятора, имеющий наружный кольцеобразный паз или кольцеобразный фланец, и обеспечение способа изготовления цилиндрического кожуха.
Средства решения задачи
[0009] Для решения вышеуказанной задачи настоящее изобретение обеспечивает цилиндрический кожух, изготовленный из композитного материала из армирующих волокон, пропитанных термореактивной смолой, причем цилиндрический кожух включает в себя:
основной корпус кожуха, образующий цилиндрическую форму; и
паз, который расположен на одном конце основного корпуса кожуха кольцеобразно вдоль периферийного направления и является открытым к дистальной стороне, причем
периферийная стенка основного корпуса кожуха образована путем поочередного наслаивания множества слоев биаксиальной ткани, которые включают в себя биаксиальную ткань со структурой без перегибов, состоящей из двух осей лент армирующих волокон, имеющих угол ориентации ±15-75° к аксиальному направлению основного корпуса кожуха, и множества слоев ровинга, которые включают в себя ровинг, состоящий из пучка армирующих волокон, продолжающихся вдоль периферийного направления основного корпуса кожуха, и
стенка паза образована путем поочередного наслаивания множества слоев биаксиальной ткани, которые продолжаются к множеству слоев биаксиальной ткани в периферийной стенке основного корпуса кожуха, и множества слоев триаксиальной ткани, которые включают в себя триаксиальную ткань со структурой без перегибов, состоящей из всех трех осей лент армирующих волокон: двух осей лент армирующих волокон, имеющих угол ориентации ±15-75° к аксиальному направлению основного корпуса кожуха, и одной осью ленты армирующих волокон, имеющей угол ориентации 0° к аксиальному направлению основного корпуса кожуха.
[0010] Предпочтительно, передняя и задняя поверхности каждой из периферийной стенки основного корпуса кожуха и стенки паза все покрыты защитной пленкой, изготовленной из композитного материала из армирующих волокон, пропитанных термореактивной смолой.
[0011] Предпочтительно, стенка паза покрыта покрытием из титанового сплава или никелевого сплава и цилиндрический кожух используется в качестве кожуха вентилятора для закрытия лопастей вентилятора реактивного двигателя воздушного судна.
[0012] Настоящее изобретение дополнительно обеспечивает способ изготовления вышеописанного цилиндрического кожуха, включающий этап, на котором:
формуют многослойный материал, имеющий часть, соответствующую основному корпусу кожуха, путем многократного выполнения следующих этапов:
этапа образования слоя биаксиальной ткани, на котором вращают цилиндрическую оправку, чья внешняя периферийная поверхность служит в качестве формовочной поверхности, вокруг ее оси при наматывании биаксиальной ткани со структурой без перегибов, состоящей из двух осей лент армирующих волокон, вокруг формовочной поверхности оправки для образования слоев биаксиальной ткани;
этапа образования слоя ровинга, на котором вращают оправку вокруг ее оси при наматывании ровинга, состоящего из пучка армирующих волокон, спирально вокруг формовочного участка основного корпуса кожуха в формовочной поверхности вдоль периферийного направления для образования слоев ровинга; и
этапа образования слоя триаксиальной ткани, на котором вращают оправку вокруг ее оси при наматывании триаксиальной ткани со структурой без перегибов, состоящей из трех осей лент армирующих волокон, вокруг формовочного участка паза в формовочной поверхности оправки для образования слоев триаксиальной ткани; и
после этого переходят к следующим этапам:
этапу формования паза, на котором формуют часть, соответствующую пазу на конце части, соответствующей основному корпусу кожуха, в многослойном материале, посредством штампа для формовки паза и формовочной части паза, расположенных на конце оправки; и
этапу нагрева, на котором нагревают многослойный материал, в котором часть, соответствующая пазу, сформована на конце части, соответствующей основному корпусу кожуха, на этапе формования паза, чтобы тем самым отверждать термореактивную смолу, которой каждое из армирующих волокон слоев ткани пропитывается.
[0013] Настоящее изобретение дополнительно обеспечивает способ изготовления вышеописанного цилиндрического кожуха, включающий этап, на котором:
формуют многослойный материал части, соответствующей основному корпусу кожуха, путем многократного выполнениях следующих этапов:
этапа образования слоя биаксиальной ткани, на котором вращают цилиндрическую оправку, чья внешняя периферийная поверхность служит в качестве формовочной поверхности основного корпуса кожуха, вокруг ее оси при наматывании биаксиальной ткани со структурой без перегибов, состоящей из двух осей лент армирующих волокон, вокруг формовочной поверхности оправки для образования слоев биаксиальной ткани; и
этапа образования слоя ровинга, на котором вращают оправку вокруг ее оси при наматывании ровинга, состоящего из пучка армирующих волокон, спирально вокруг формовочной поверхности оправки вдоль периферийного направления для образования слоев ровинга;
тогда как многослойный материал для паза формуют путем многократного выполнения следующих этапов:
этапа образования слоя биаксиальной ткани, на котором вращают цилиндрическую оправку для паза, чья внешняя периферийная поверхность служит в качестве формовочной поверхности паза, вокруг ее оси при наматывании биаксиальной ткани со структурой без перегибов, состоящей из двух осей лент армирующих волокон, вокруг формовочной поверхности паза оправки для паза для образования слоев биаксиальной ткани; и
этапа образования слоя триаксиальной ткани, на котором вращают оправку для паза вокруг ее оси при наматывании триаксиальной ткани со структурой без перегибов, состоящей из трех осей лент армирующих волокон, вокруг формовочной поверхности паза оправки для паза для образования слоев триаксиальной ткани; и
после этого переходят к следующим этапам:
этапу формования паза, на котором формуют многослойный материал для паза в части, соответствующей пазу, посредством штампа для формовки паза и оправки для паза;
этапу объединения, на котором объединяют многослойный материал для паза, который сформован в качестве части, соответствующей пазу, на этапе формования паза, и многослойный материал, который сформован в качестве части, соответствующей основному корпусу кожуха, друг с другом; и
этапу нагрева, на котором нагревают многослойный материал части, соответствующей основному корпусу кожуха, и многослойный материал для паза, сформованный в качестве части, соответствующей пазу, которые объединены друг с другом на этапе объединения, чтобы отверждать термореактивную смолу, которой каждое из армирующих волокон тканей пропитано.
[0014] В цилиндрическом кожухе и способе изготовления цилиндрического кожуха согласно настоящему изобретению, например, углеродные волокна, стеклянные волокна, органические волокна (арамид, PBO, полиэфир, полиэтилен), алюмооксидные волокна и волокна карбида кремния могут быть использованы в качестве армирующих волокон композиционного материала цилиндрического кожуха, и термореактивная смола в качестве связующего, например полиэфирная смола, эпоксидная смола, винилэфирная смола, фенольная смола, бисмалеимидная смола, смола оксазолина и меламиновая смола, может использоваться.
[0015] В цилиндрическом кожухе согласно настоящему изобретению, так как периферийная стенка основного корпуса кожуха образована путем поочередного наслаивания множества слоев биаксиальной ткани, которые включают в себя биаксиальную ткань, состоящую из лент армирующих волокон, например углеродных волокон, и множества слоев ровинга, которые включают в себя ровинг, состоящий из пучка армирующих волокон, например углеродных волокон, продолжающихся вдоль периферийного направления основного корпуса кожуха, прочность и жесткость всего цилиндрического кожуха обеспечиваются.
[0016] Более того, в цилиндрическом кожухе согласно настоящему изобретению, так как стенка паза образована путем поочередного наслаивания множества слоев биаксиальной ткани, которые продолжаются к периферийной стенке основного корпуса кожуха, и множества слоев триаксиальной ткани, состоящих из триаксиальных лент армирующих волокон с углом ориентации одной из лент армирующих волокон, направленным к аксиальному направлению основного корпуса кожуха, возможно увеличение прочности и жесткости стенки паза к нагрузке в аксиальном направлении при сохранении прочности и жесткости всего цилиндрического кожуха.
[0017] В дополнение, так как слои триаксиальной ткани с углом ориентации одной из лент армирующих волокон, направленным к аксиальному направлению основного корпуса кожуха, приняты для стенки паза, расширение стенки паза в окружном направлении допускается, так что паз формуется без развития сморщивания или изгиба волокон, и автоматическая формовка для экономии трудовых ресурсов или сокращения периода изготовления становится возможной.
Предпочтительные технические результаты изобретения
[0018] Цилиндрический кожух согласно настоящему изобретению обеспечивает отличное преимущество в том, что высокая прочность и жесткость всего кожуха могут быть обеспечены.
Краткое описание чертежей
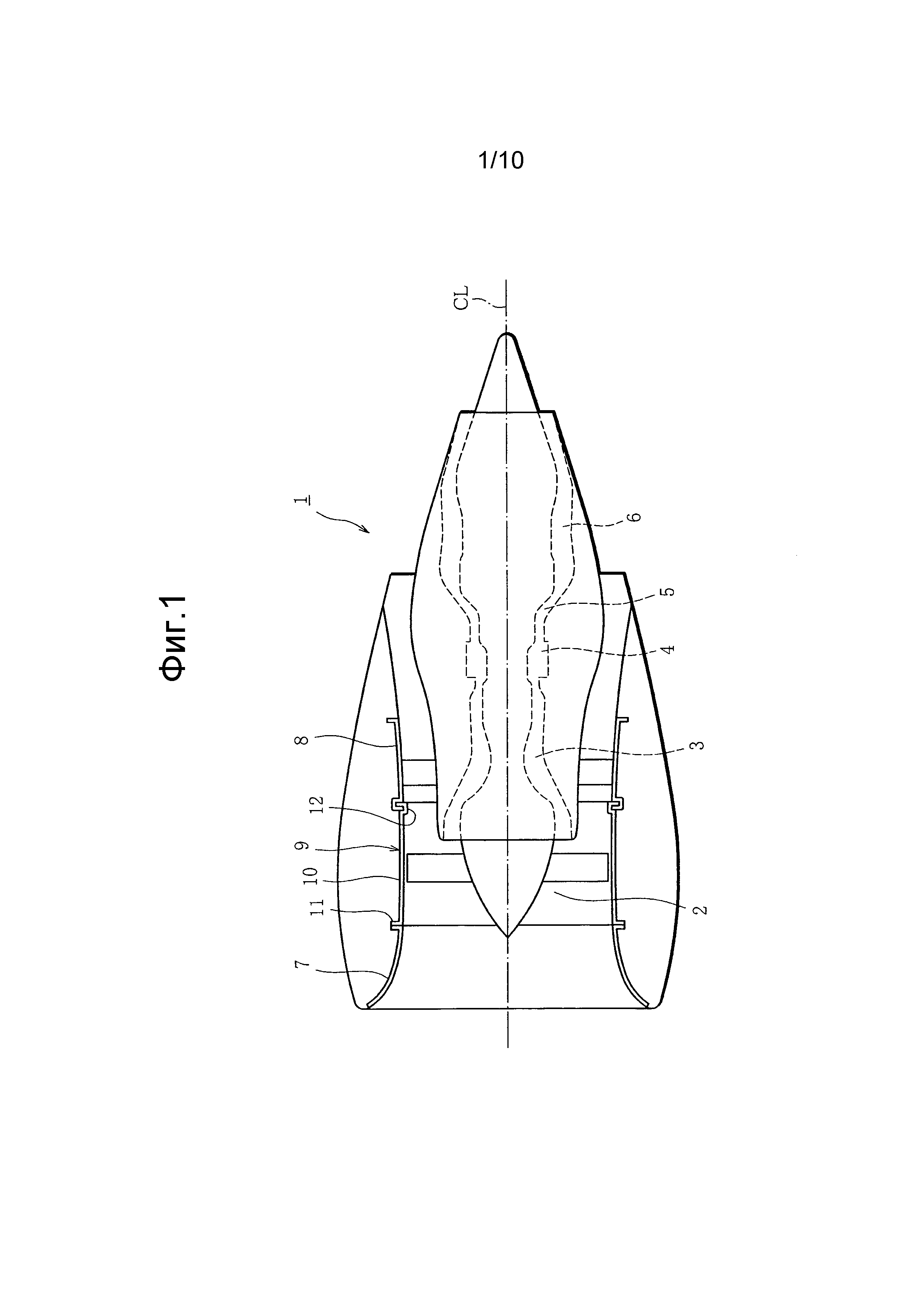
[0019] Фиг. 1 представляет собой схематический вид в поперечном сечении, иллюстрирующий реактивный двигатель воздушного судна, в котором принят кожух вентилятора согласно одному варианту выполнения настоящего изобретения.
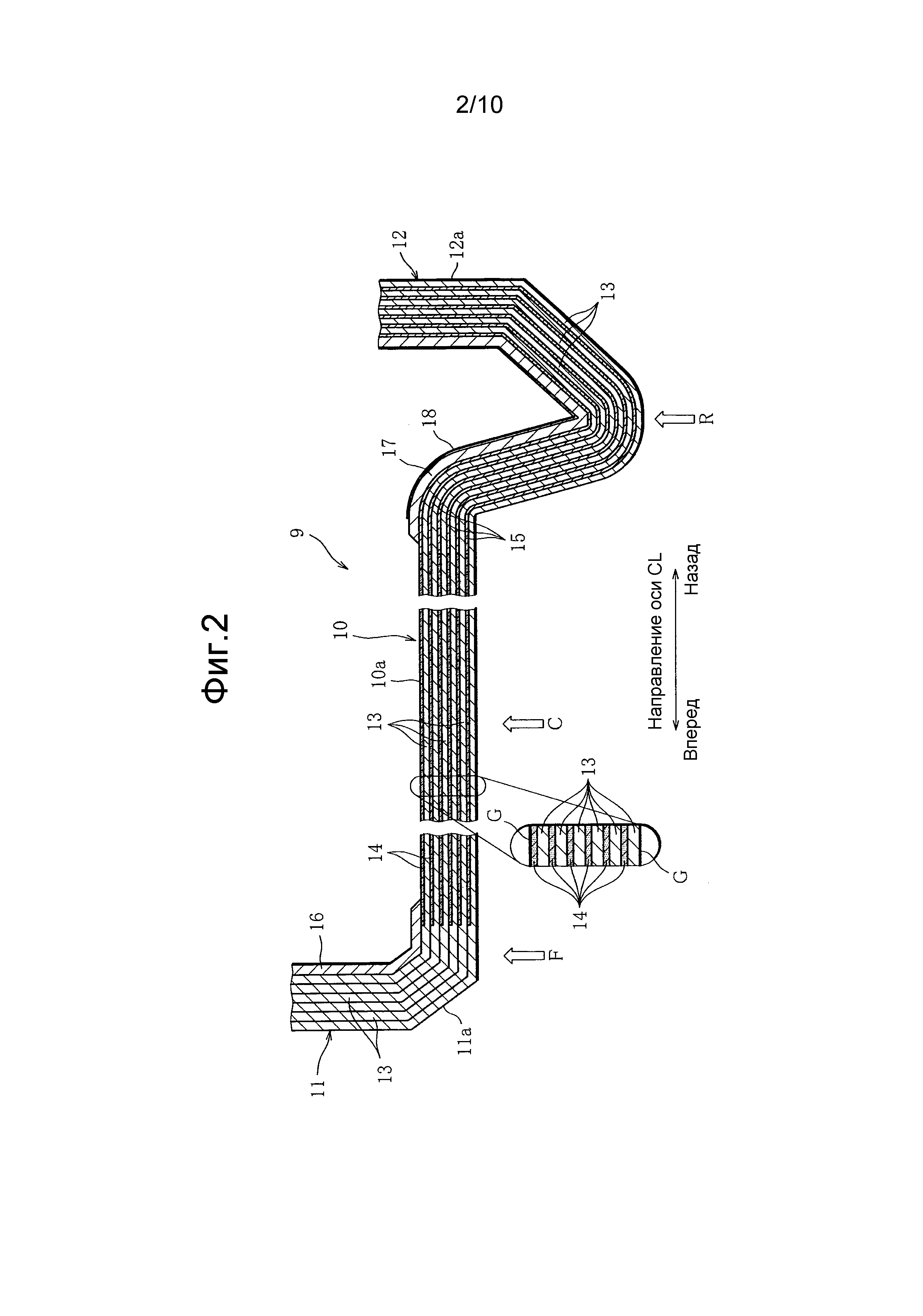
Фиг. 2 представляет собой частичный увеличенный вид в поперечном сечении, иллюстрирующий кожух вентилятора на Фиг. 1.
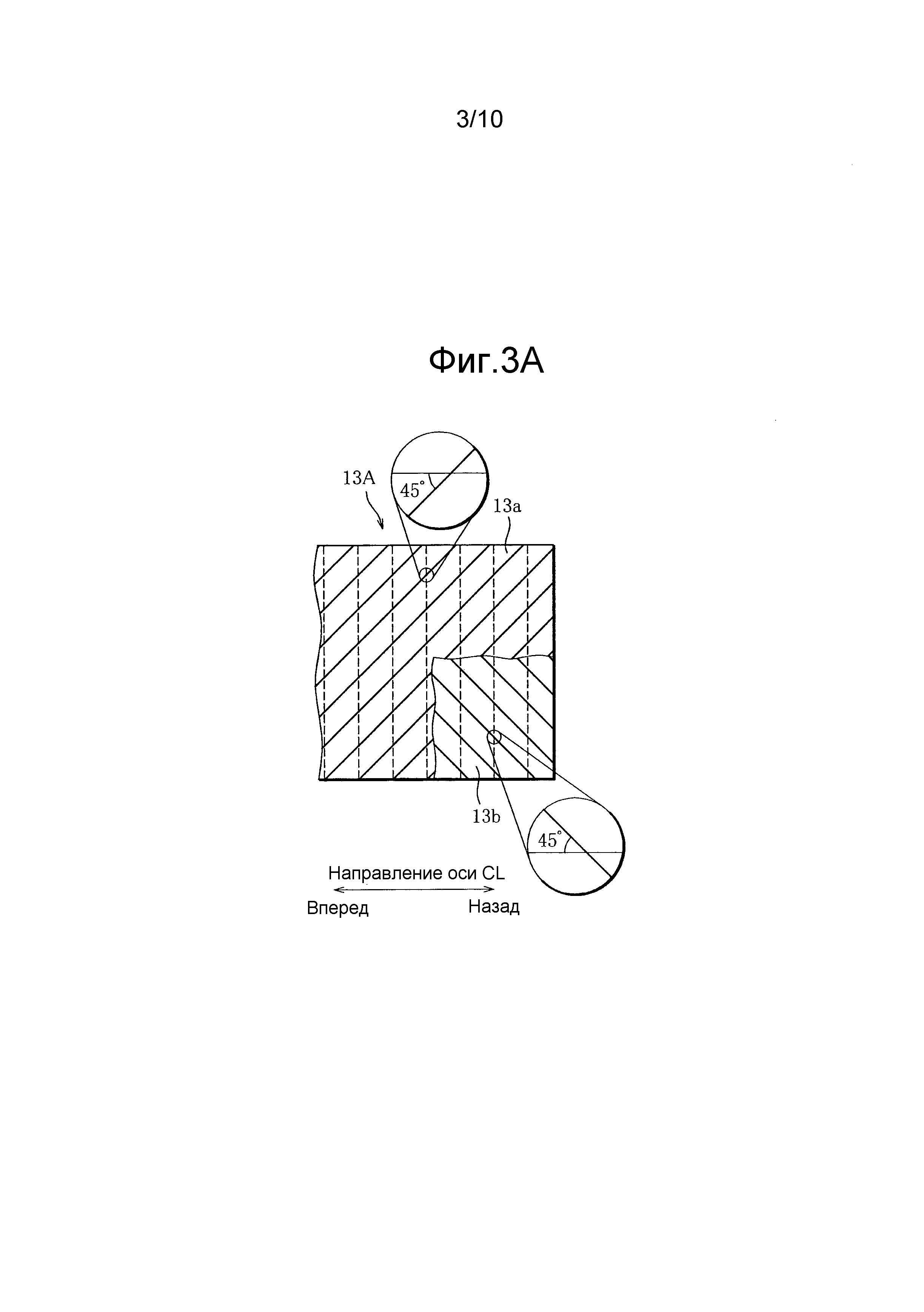
Фиг. 3А представляет собой частичный вид сверху, иллюстрирующий состояние многослойного материала ткани в части F на Фиг. 2 с частичным разрезом.
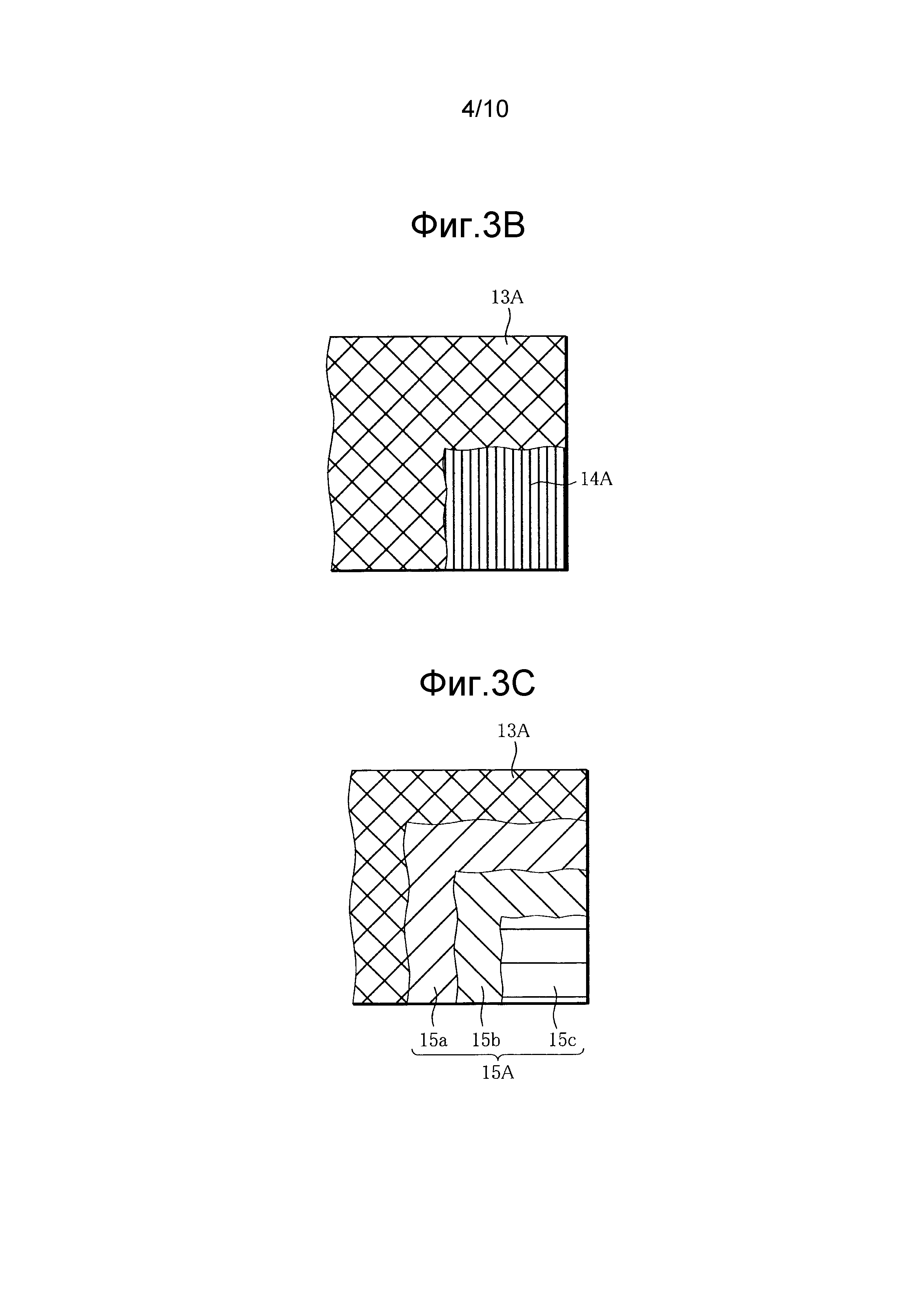
Фиг. 3B представляет собой частичный вид сверху, иллюстрирующий состояние многослойного материала ткани и ровинга в части С на Фиг. 2 с частичным разрезом.
Фиг. 3C представляет собой частичный вид сверху, иллюстрирующий состояние многослойного материала ткани в части R на Фиг. 2 с частичным разрезом.
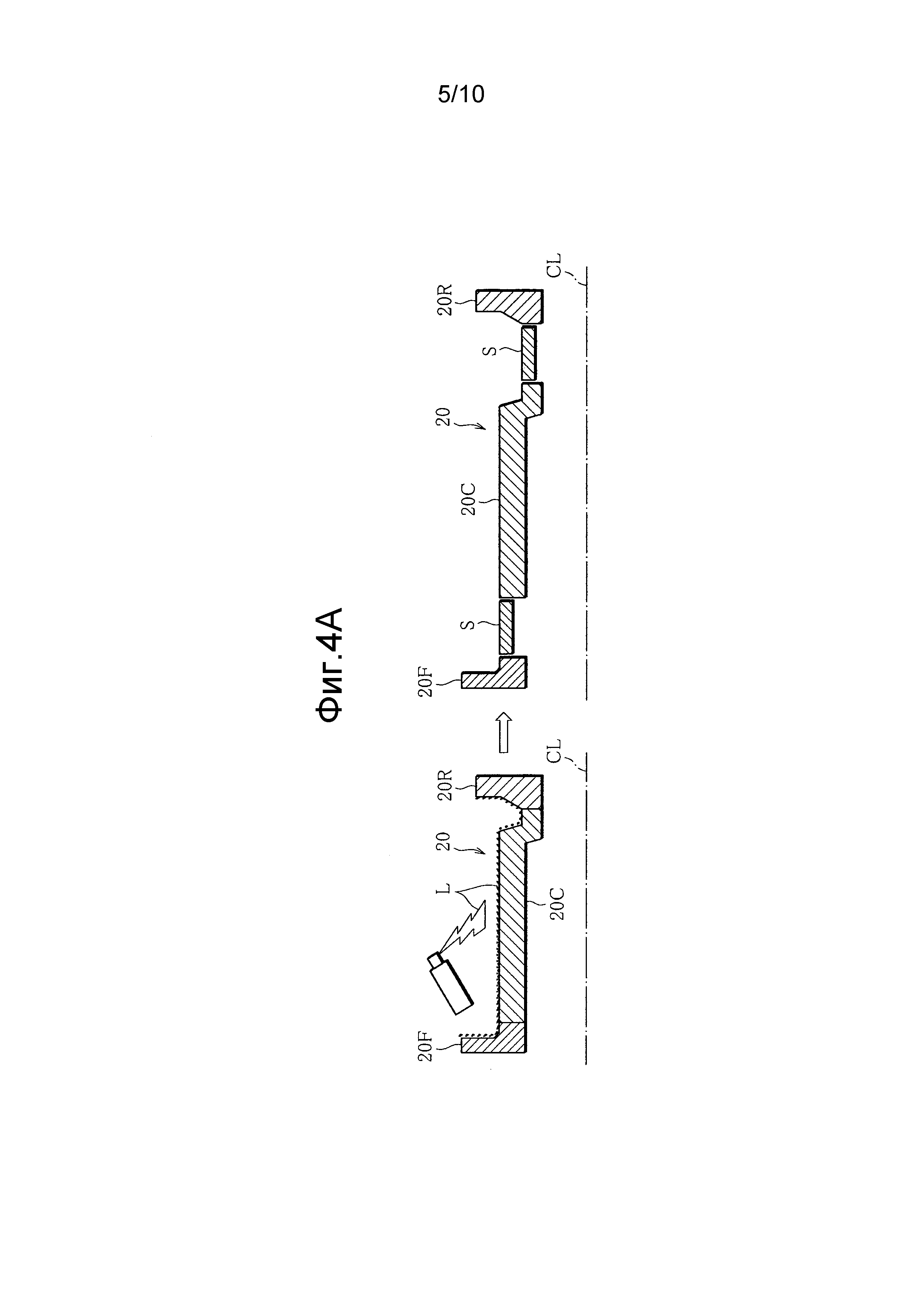
Фиг. 4A представляет собой вид первого этапа, иллюстрирующий состояние в начале изготовления в способе изготовления кожуха вентилятора на Фиг. 1.
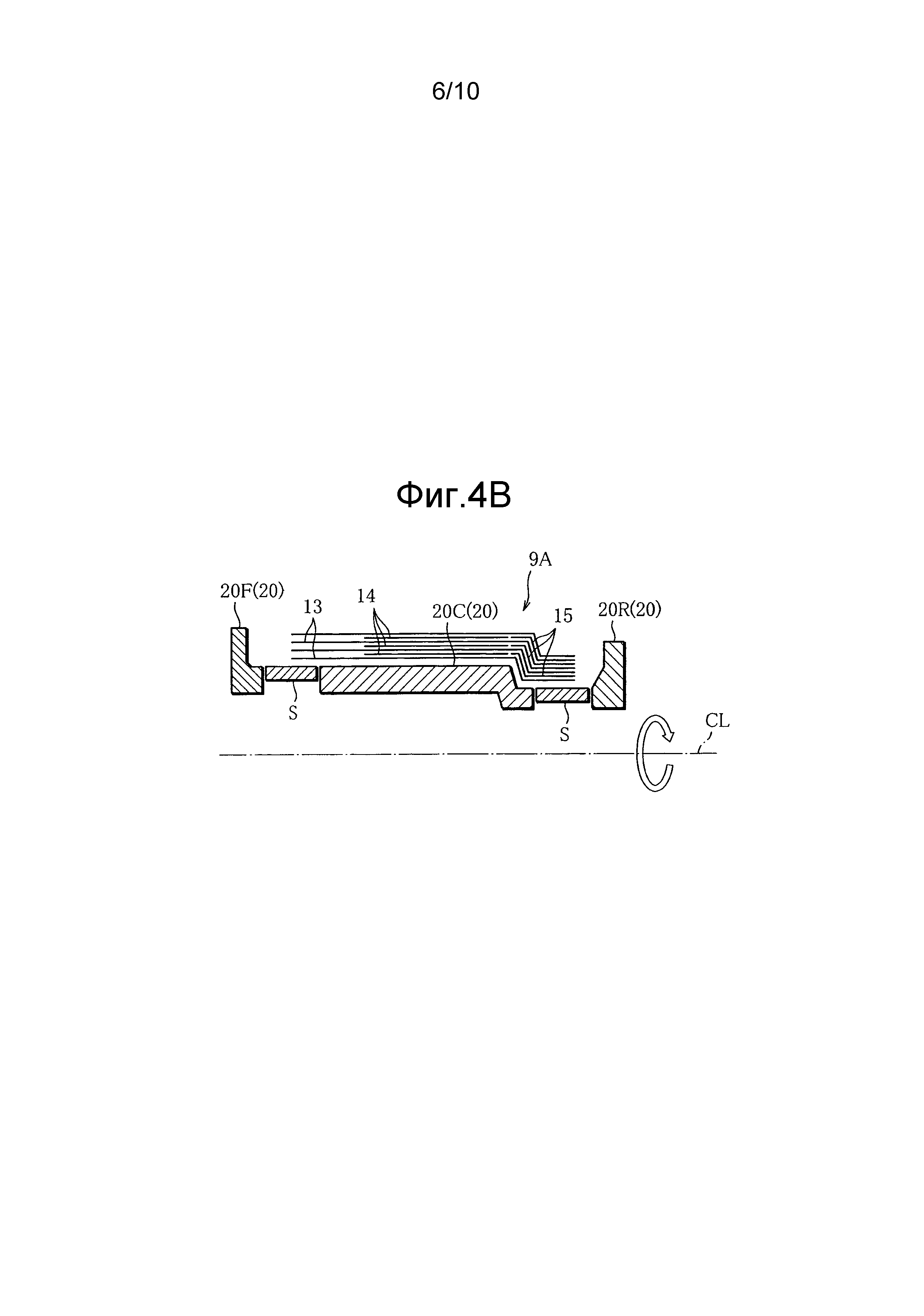
Фиг. 4B представляет собой вид второго этапа, иллюстрирующий состояние при окончании изготовления многослойного материала ткани в способе изготовления кожуха вентилятора на Фиг. 1.
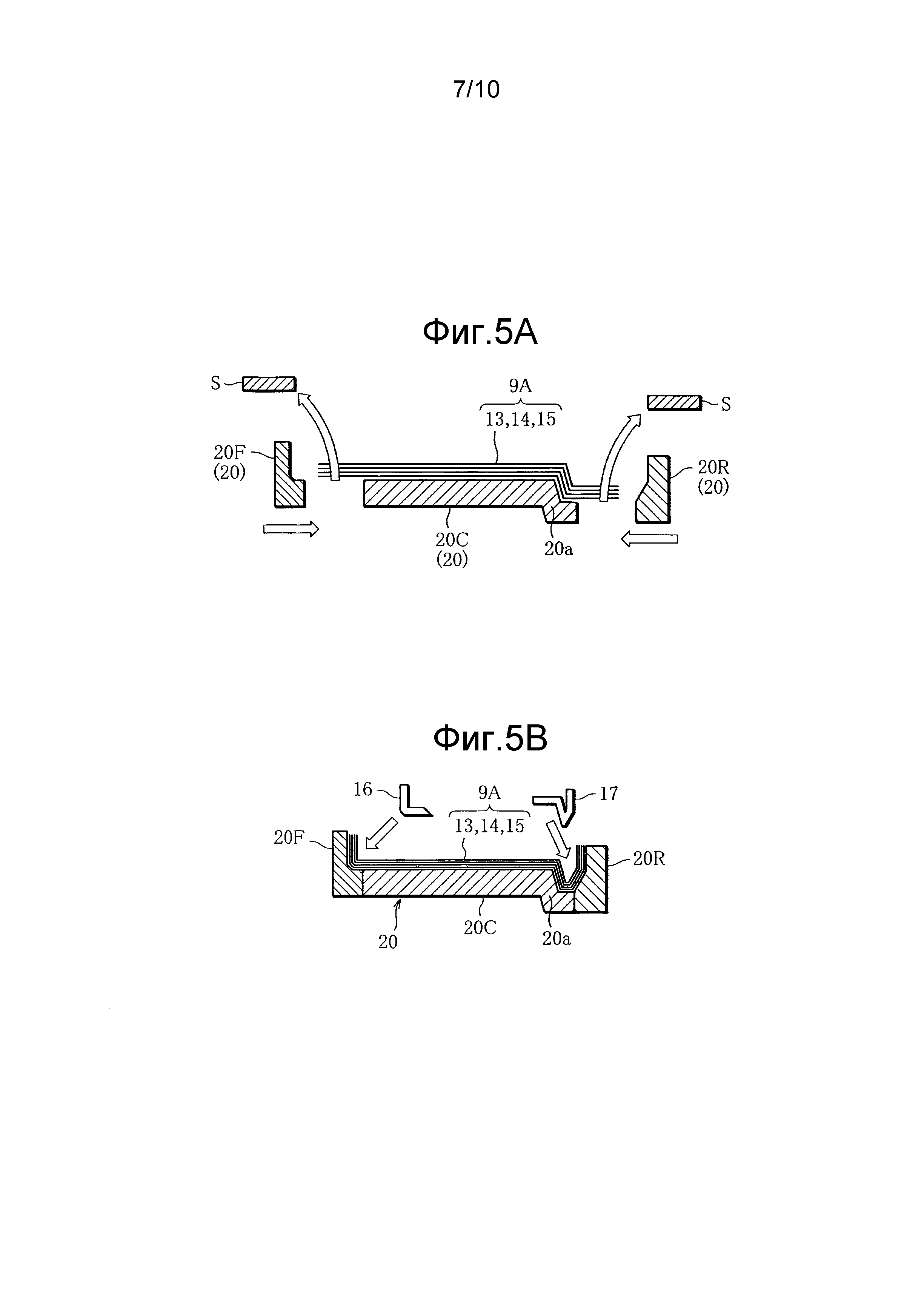
Фиг. 5A представляет собой вид, иллюстрирующий третий этап, который представляет собой этап формования в способе изготовления кожуха вентилятора на Фиг. 1.
Фиг. 5B представляет собой вид, иллюстрирующий четвертый этап, который представляет собой этап формования в способе изготовления кожуха вентилятора на Фиг. 1.
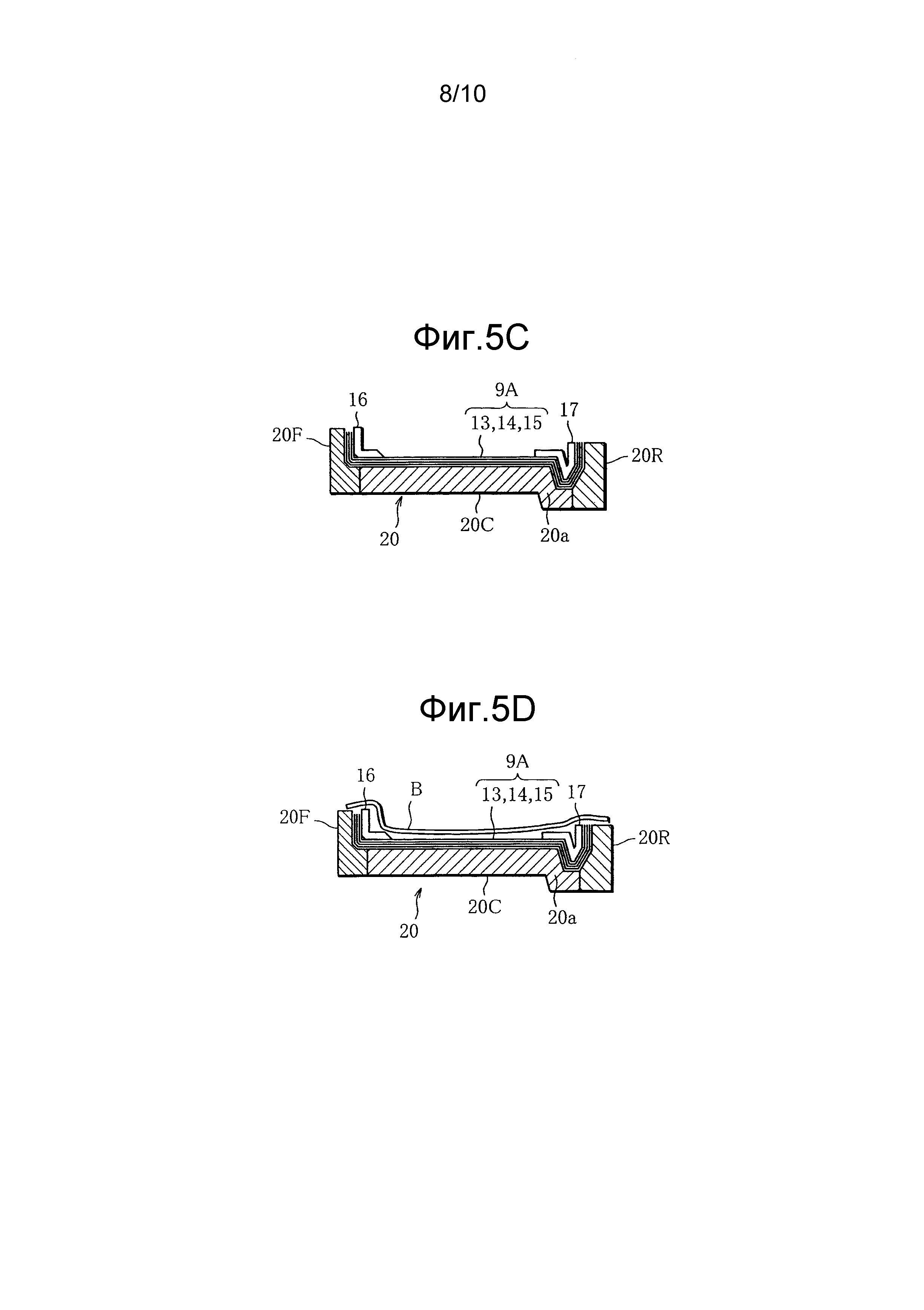
Фиг. 5C представляет собой вид, иллюстрирующий пятый этап, который представляет собой этап формования в способе изготовления кожуха вентилятора на Фиг. 1.
Фиг. 5D представляет собой вид, иллюстрирующий шестой этап, который представляет собой этап формования в способе изготовления кожуха вентилятора на Фиг. 1.
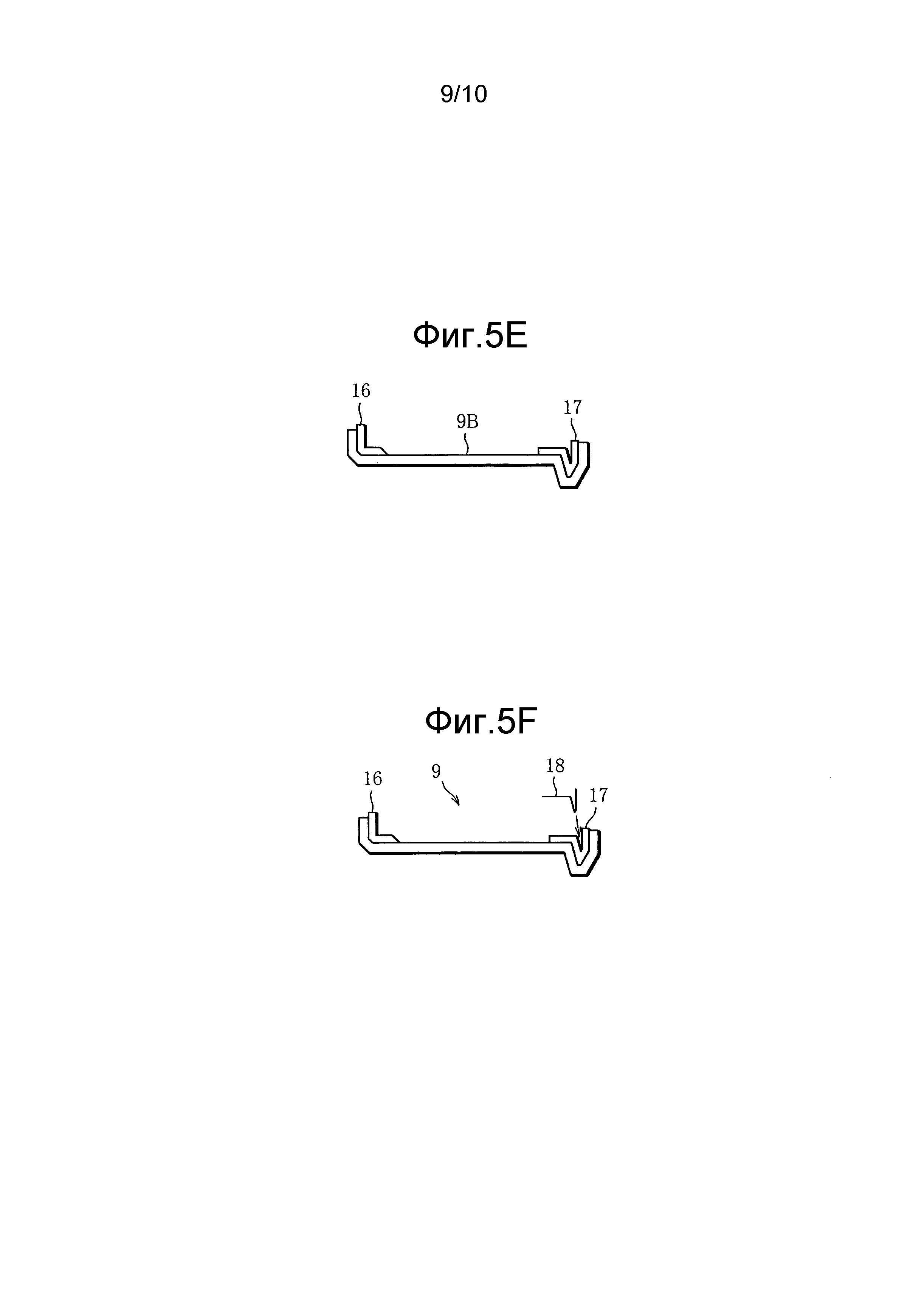
Фиг. 5E представляет собой вид, иллюстрирующий седьмой этап, который представляет собой этап формования в способе изготовления кожуха вентилятора на Фиг. 1.
Фиг. 5F представляет собой вид, иллюстрирующий восьмой этап, который представляет собой этап формования в способе изготовления кожуха вентилятора на Фиг. 1.
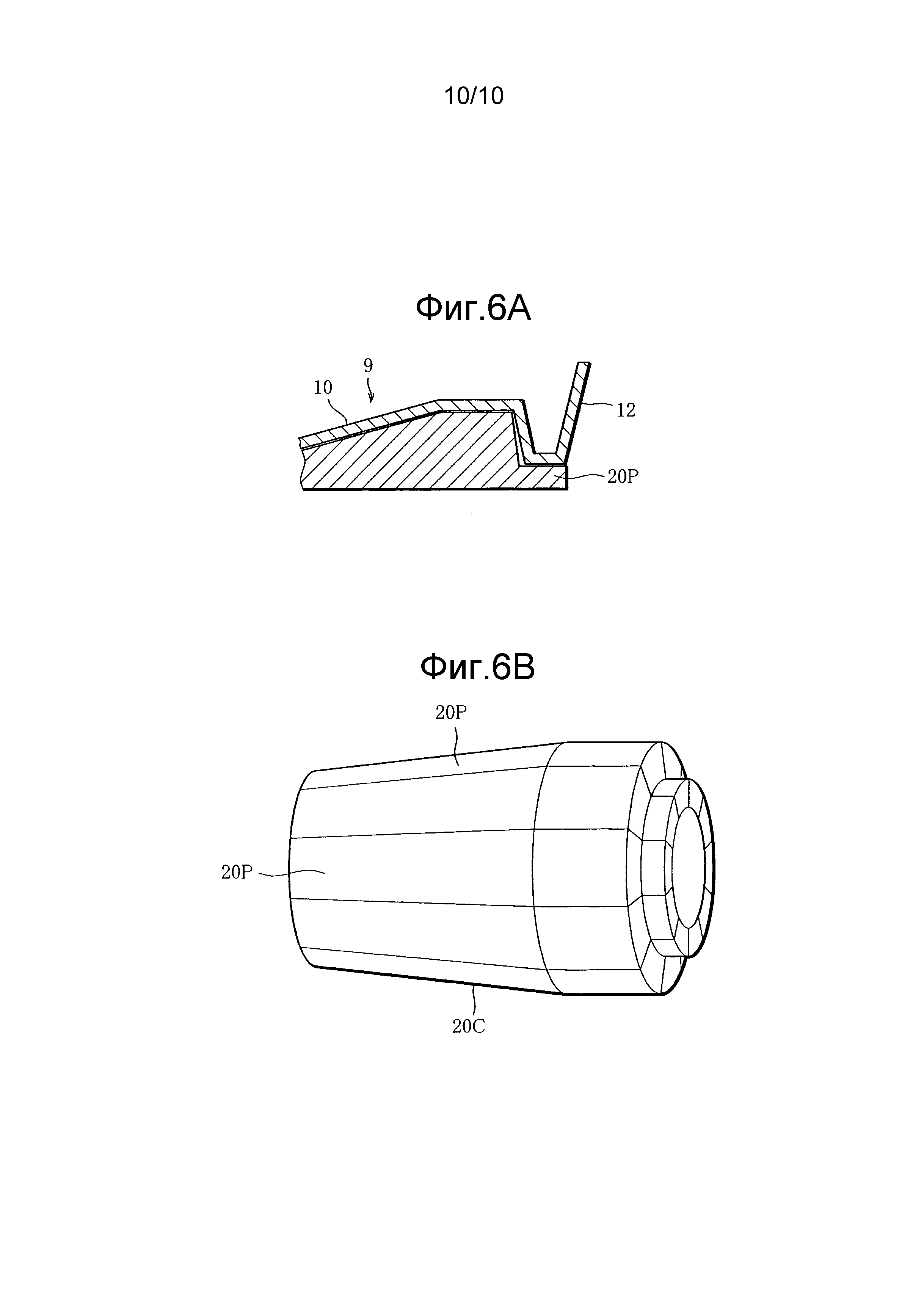
Фиг. 6A представляет собой частичный вид в поперечном сечении, иллюстрирующий оправку, используемую для изготовления кожуха вентилятора согласно другому варианту выполнения настоящего изобретения.
Фиг. 6B представляет собой общий вид в перспективе, иллюстрирующий оправку, показанную на Фиг. 6A.
Способ осуществления изобретения
[0020] Далее настоящее изобретение будет описано со ссылкой на чертежи.
Фиг. 1-5F показывают один вариант выполнения цилиндрического кожуха согласно настоящему изобретению и в этом варианте выполнения кожух, когда цилиндрический кожух согласно настоящему изобретению представляет собой кожух вентилятора реактивного двигателя воздушного судна, будет принят в качестве примера.
[0021] Как показано на Фиг. 1, реактивный двигатель 1 воздушного судна направляет воздух, забираемый с передней стороны (левая сторона на чертеже), в компрессор 3 посредством вентилятора 2, имеющего множество лопастей вентилятора, впрыскивает топливо в воздух, сжимаемый в этом компрессоре 3, для их сжигания в камере 4 сгорания и вращает турбину 5 высокого давления и турбину 6 низкого давления посредством расширения высокотемпературного газа, образуемого при сжигании.
[0022] Кожух 9 вентилятора, который закрывает множество лопастей вентилятора вентилятора 2, изготовлен из композитного материала из армирующих волокон, например углеродных волокон, пропитанных термореактивной смолой, например эпоксидной смолой, и включает в себя основной корпус 10 кожуха, который образует цилиндрическую форму.
[0023] На переднем конце (левый конец на чертеже) этого основного корпуса 10 кожуха образован наружный кольцеобразный фланец 11, который может быть соединен с капотом 7 двигателя, и на заднем конце (правый конец на чертеже) кольцеобразно образован паз 12, который является открытым к дистальной стороне, и металлический внутренний фланец гондолы 8 двигателя, например, установлен в этот кольцеобразный паз 12.
[0024] В этом случае, как показано на Фиг. 2, вертикальная стенка 11a кольцеобразного фланца 11 образована путем наслаивания множества слоев 13 биаксиальной ткани, и, как показано на Фиг. 3А, этот слой 13 биаксиальной ткани включает в себя биаксиальную ткань 13A, состоящую из лент 13а, 13b армирующих волокон, например углеродных волокон. Эта биаксиальная ткань 13A образует структуру без перегибов, состоящую из двух осей лент 13a, 13b армирующих волокон, и угол ориентации к направлению оси CL основного корпуса 10 кожуха в двух осях лент 13a, 13b армирующих волокон устанавливается на ±15-75° и в этом варианте выполнения, как показано в увеличенных кругах на Фиг. 3А, угол ориентации установлен на ±45°. Участки, обозначенные пунктирными линиями на Фиг. 3А, являются нитями для сшивания.
[0025] Здесь абсолютное значение угла ориентации двух осей лент 13a, 13b армирующих волокон к направлению оси CL меньше 15° делает сложным обеспечение прочности и жесткости кожуха 9 вентилятора и в связи с этим является неблагоприятным. С другой стороны, абсолютное значение угла ориентации двух осей лент 13a, 13b армирующих волокон к направлению оси CL больше 75° может приводить к сморщиванию или изгибу волокон, возникающему во время изготовления кожуха 9 вентилятора, и в связи с этим является неблагоприятным.
[0026] Периферийная стенка 10a основного корпуса 10 кожуха образована путем поочередного наслаивания множества слоев 13 биаксиальной ткани, которые продолжаются к вертикальной стенке 11a кольцеобразного фланца 11, а именно множества слоев 13 биаксиальной ткани, включающих в себя биаксиальную ткань 13A, состоящую из двух осей лент 13а, 13b армирующих волокон с углом ориентации к направлению оси CL, установленным на ±15-75° (угол ориентации составляет ±45° в этом варианте выполнения), и множества слоев 14 ровинга, и, как показано на Фиг. 3B, этот слой 14 ровинга включает в себя ровинг (пучок волокон) 14A, состоящий из пучка армирующих волокон, например углеродных волокон, продолжающихся вдоль периферийного направления основного корпуса 10 кожуха.
[0027] Здесь, если угол наклона ровинга 14A к периферийному направление основного корпуса 10 кожуха превышает 15°, становится сложным обеспечивать прочность и жесткость кожуха 9 вентилятора во время изготовления, и в связи с этим вышеуказанный угол наклона предпочтительно составляет 15° или меньше.
[0028] Разумеется, основной корпус 10 кожуха должен предотвращать дистальную концевую сторону лопасти вентилятора, которая ломается и разлетается при столкновении с птицей, например, от проникновения в периферийную стенку 10a, и соответственно в этом варианте выполнения множество слоев ткани (не показаны), включающих в себя ленту армирующих волокон с углом ориентации к направлению оси CL, установленным на 30°, наслоены на периферийной стенке 10a основного корпуса 10 кожуха. Таким образом, если множество слоев ткани, включающих в себя ленту армирующих волокон с углом ориентации 30°, наслоены на периферийной стенке 10a, когда лопасть вентилятора крутится, например, под углом 60° к оси CL, так как лента армирующих волокон, имеющая угол ориентации 30°, является почти ортогональной к дистальной концевой стороне лопасти вентилятора, проникновение фрагментов лопасти вентилятора может быть заблокировано.
[0029] Стенка 12a паза паза 12 образована путем поочередного наслаивания множества слоев 13 биаксиальной ткани, которые продолжаются к периферийной стенке 10a основного корпуса 10 кожуха, а именно множества слоев 13 биаксиальной ткани, включающих в себя биаксиальную ткань 13A, состоящую из двух осей лент 13а, 13b армирующих волокон с углом ориентации к направлению оси CL, установленным на ±45°, и множества слоев 15 триаксиальной ткани.
[0030] Как показано на Фиг. 3C, этот слой 15 триаксиальной ткани включает в себя триаксиальную ткань 15A со структурой без перегибов, состоящей из всех трех осей лент 15a, 15b, 15c армирующих волокон: двух осей лент 15a, 15b армирующих волокон, имеющих угол ориентации ±15-75° (угол ориентации составляет ±45° в этом варианте выполнения) к направлению оси CL основного корпуса 10 кожуха, и одной осью ленты 15с армирующих волокон, имеющей угол ориентации 0° к направлению оси CL основного корпуса 10 кожуха.
[0031] Более того, передняя и задняя поверхности каждой из периферийной стенки 10a основного корпуса 10 кожуха, вертикальной стенки 11a кольцеобразного фланца 11 и стенки 12a паза паза 12 все покрыты защитной пленкой G (показанной только внутри увеличенного эллипса на Фиг. 2), изготовленной из композитного материала из армирующих волокон, например стеклянных волокон, пропитанных термореактивной смолой, например эпоксидной смолой. Например, эта защитная пленка G служит в качестве припуска на отрезку во время обработки после формования основного корпуса 10 кожуха, а также служит в качестве материала предотвращения электрической коррозии. В дополнение, эта защитная пленка G служит также в качестве защитного слоя, когда кожух 9 вентилятора обрабатывается в виде завершенного изделия.
[0032] Более того, защитные слои 16, 17, состоящие из композитного материала из армирующих волокон, например стеклянных волокон, пропитанных термореактивной смолой, например эпоксидной смолой, расположены в сегментированном состоянии между основным корпусом 10 кожуха и кольцеобразным фланцем 11, а также между основным корпусом 10 кожуха и пазом 12.
[0033] Стенка 12a паза паза 12, покрытого защитной пленкой G, как описано выше, покрыта покрытием 18 из титанового сплава или никелевого сплава так, чтобы исключать износ, например, когда внутренний фланец с титановым сплавов, образованный в гондоле 8 двигателя, установлен.
[0034] Далее будет описан способ изготовления вышеописанного кожуха 9 вентилятора.
Сначала, как показано на Фиг. 4A, в качестве первого этапа, разделительный агент L для форм распыляют на каждом из формовочной поверхности цилиндрической оправки 20C, штампа 20F для формовки фланца, который может быть перемещен ближе к или дальше от переднего конца (левый конец на чертеже) этой оправки 20c, и штампа 20R для формовки паза, который может быть перемещен ближе к или дальше от заднего конца (правый конец на чертеже) оправки 20C, все из которых образуют формовочное устройство 20.
[0035] В дальнейшем прокладки S размещают соответственно на переднем и заднем концах оправки 20C на месте штампа 20F для формовки фланца и штампа 20R для формовки паза, перемещенных от оправки 20C.
[0036] После этого, как показано на Фиг. 4B, в качестве второго этапа, многослойный материал 9A, имеющий часть, соответствующую основному корпусу 10 кожуха, формуют путем повторения следующих этапов: этапа образования слоя биаксиальной ткани, на котором вращают оправку 20C и прокладку S по оси CL при наматывании биаксиальной ткани 13A вокруг формовочной поверхности оправки 20C для образования слоев 13 биаксиальной ткани; этапа образования слоя ровинга, на котором наматывают ровинг 14A спирально вокруг формовочного участка для основного корпуса 10 кожуха в формовочной поверхности оправки 20C вдоль периферийного направления для образования слоев 14 ровинга; и этапа образования слоя триаксиальной ткани, на котором наматывают триаксиальную ткань 15A вокруг формовочного участка для паза 12 в формовочной поверхности оправки 20C для образования слоев 15 триаксиальной ткани. После этих этапов поверхность многослойного материала 9A покрывают защитной пленкой G.
[0037] Затем, как показано на Фиг. 5A, в качестве третьего этапа, после перемещения прокладок S от переднего и заднего концов оправки 20C, штамп 20F для формовки фланца и штамп 20R для формовки паза перемещают ближе соответственно к переднему и заднему концам оправки 20C.
[0038] Далее, как показано на Фиг. 5B, в качестве четвертого этапа, часть, соответствующую кольцеобразному фланцу 11, формуют на переднем конце многослойного материала 9A посредством штампа 20F для формовки фланца и переднего конца оправки 20C, тогда как часть, соответствующую пазу 12, формуют на заднем конце многослойного материала 9A посредством штампа 20R для формовки паза и формовочной части 20a паза, расположенной на заднем конце оправки 20C.
[0039] Затем, как показано на Фиг. 5C, в качестве пятого этапа, защитные слои 16, 17 располагают соответственно между частью, соответствующей основному корпусу кожуха многослойного материала 9A, и частью, соответствующей фланцу, и между частью, соответствующей основному корпусу кожуха, и частью, соответствующей пазу, и после этого, как показано на Фиг. 5D, в качестве шестого этапа, осуществляют этап нагрева и повышения давления, на котором покрывают многослойный материал 9A на формовочном устройстве 20 мешком B и нагревают и повышают давление на многослойном материале 9A при выполнении откачивания воздуха внутри мешка В для отверждения термореактивной смолы, которой армирующие волокна слоев 13, 14, 15 пропитаны.
[0040] Как показано на Фиг. 5E, после окончания этого этапа нагрева и повышения давления, в качестве седьмого этапа, многослойный материал 9B, полученный при отверждении термореактивной смолы, которой армирующие волокна слоев 13, 14, 15 пропитаны, освобождается из формовочного устройства 20, и в дальнейшем, как показано на Фиг. 5F, в качестве восьмого этапа, многослойный материал 9B, освобожденный из формовочного устройства 20, обрабатывают в форму кожуха 9 вентилятора, и далее стенку 12a паза паза 12 покрывают покрытием 18 из титанового сплава или никелевого сплава.
[0041] Как описано выше, в кожухе 9 вентилятора этого варианта выполнения, так как вертикальная стенка 11a кольцеобразного фланца 11 образована путем наслоения множества слоев 13 биаксиальной ткани, которые включают в себя только биаксиальную ткань 13A, состоящую из лент 13a, 13b армирующих волокон, например углеродных волокон, так как проявляется растяжимость, которая является характеристикой структуры без перегибов, кольцеобразный фланец 11 формуется без развития сморщивания или изгиба волокон.
[0042] Более того, в кожухе 9 вентилятора этого варианта выполнения периферийная стенка 10a основного корпуса 10 кожуха образована путем поочередного наслаивания множества слоев 13 биаксиальной ткани, которые включают в себя биаксиальную ткань 13A, состоящую из лент 13a, 13b армирующих волокон, например углеродных волокон, и множества слоев 14 ровинга, которые включают в себя ровинг 14A, состоящий из пучка армирующих волокон, например углеродных волокон, продолжающихся вдоль периферийного направления основного корпуса 10 кожуха, прочность и жесткость всего кожуха 9 вентилятора обеспечены.
[0043] Более того, в кожухе 9 вентилятора этого варианта выполнения, так как стенка 12a паза паза 12 образована путем поочередного наслаивания множества слоев 13 биаксиальной ткани, которые продолжаются к периферийной стенке 10a основного корпуса 10 кожуха, и множества слоев 15 триаксиальной ткани, состоящих из лент 15a, 15b, 15c армирующих волокон трех аксиальных направлений с углом ориентации одной ленты 15с армирующих волокон, направленным к направлению оси CL основного корпуса 10 кожуха, возможно увеличение прочности и жесткости стенки 12а паза к нагрузке в направлении оси CL при сохранении прочности и жесткости кожуха 9 вентилятора.
[0044] В дополнение, так как слой 15 триаксиальной ткани, имеющий угол ориентации одной ленты 15с армирующих волокон, направленный к направлению оси CL основного корпуса 10 кожуха, принят для стенки 12a паза паза 12, расширение стенки 12а паза паза 12 в окружном направлении допускается, так что паз 12 формуется без развития сморщивания или изгиба волокон, и автоматическая формовка для экономии трудовых ресурсов и сокращения периода изготовления становятся возможными.
[0045] В способе изготовления кожуха вентилятора согласно вышеописанному варианту выполнения после того, как многослойный материал 9A, имеющий часть, соответствующую основному корпусу кожуха, сформован путем многократного выполнения этапа образования слоя биаксиальной ткани, этапа образования слоя ровинга и этапа образования слоя триаксиальной ткани, часть, соответствующую пазу 12, формуют за одно целое на конце части, соответствующей основному корпусу 10 кожуха в многослойном материале 9A. Однако настоящее изобретение не ограничивается этим примером, и, например, многослойный материал части, соответствующей основному корпусу кожуха, может быть сформован путем многократного выполнения этапа образования слоя биаксиальной ткани и этапа образования слоя ровинга, и в то же время многослойный материал для паза может быть сформован путем многократного выполнения этапа образования слоя биаксиальной ткани и этапа образования слоя триаксиальной ткани, и после этого этап формования паза, на котором формуют многослойный материал для паза в части, соответствующей пазу, может быть выполнен, и многослойный материал для паза и многослойный материал, сформованный в качестве части, соответствующей основному корпусу кожуха, могут быть объединены друг с другом на этапе объединения.
[0046] Кожух 9 вентилятора согласно вышеописанному варианту выполнения имеет основной корпус 10 кожуха, который образует прямую форму. Однако, как показано на Фиг. 6A, когда основной корпус 10 кожуха кожуха 9 вентилятора наклонен относительно оси CL, оправка 20C, состоящая из множества разделенных элементов 20P, показанных на Фиг. 6B, принимается с учетом освобождения сформованного кожуха 9 вентилятора из штампа для формовки.
[0047] Конфигурации цилиндрического кожуха и способа изготовления цилиндрического кожуха согласно настоящему изобретению не ограничиваются вышеописанными вариантами выполнения.
Перечень ссылочных позиций
[0048]
1 Реактивный двигатель воздушного судна
9 Кожух вентилятора
9A Многослойный материал до нагрева
9B Многослойный материал после нагрева
10 Основной корпус кожуха
10a Периферийная стенка
12 Паз
12a Стенка паза
13 Слой биаксиальной ткани
13A Биаксиальная ткань
13a, 13b Две оси лент армирующих волокон
14 Слой ровинга
14A Ровинг
15 Слой триаксиальной ткани
15А Триаксиальная ткань
15a, 15b, 15c Три оси лент армирующих волокон
18 Покрытие
20C Оправка
20R Штамп для формовки паза
20a Формовочная часть паза
CL Ось
G Защитная пленка
Камера сгорания
Способ ремонта изношенной торцевой части металлической пластины
Сборка сверхпроводящих катушек и оборудование для генерирования магнитного поля
Монокристаллический суперсплав на основе ni и включающая его лопатка турбины
Нагревательное устройство
Камера сгорания
Электрод для поверхностной обработки разрядом и способ его изготовления
Способ изготовления электрода и разрядная обработка поверхности с помощью него
Комплексное соединение самонамагничивающегося металла с саленом
Способ закрытия отверстий
Камера сгорания
Способ ремонта изношенной торцевой части металлической пластины
Сварочное оборудование
Сборка сверхпроводящих катушек и оборудование для генерирования магнитного поля
Сварочная установка и способ сварки
Рабочее оборудование
Монокристаллический суперсплав на основе ni и включающая его лопатка турбины
Нагревательное устройство
Камера сгорания
Электрод для поверхностной обработки разрядом и способ его изготовления

