Результат интеллектуальной деятельности: ОПТИМИЗАЦИЯ СПОСОБНОСТИ НЕРЖАВЕЮЩЕЙ МАРТЕНСИТНОЙ СТАЛИ К МАШИННОЙ ОБРАБОТКЕ
Вид РИД
Изобретение
Настоящее изобретение относится к способу получения мартенситной нержавеющей стали, содержащему следующие этапы термообработки:
1) нагрев стали до температуры выше, чем температура аустенизации TAUS стали, затем быстрое охлаждение стали до тех пор, пока самая горячая часть стали не достигнет температуры, меньше или равной максимальной температуре Tmax и больше или равной минимальной температуре Tmin, причем скорость охлаждения достаточно высокая, чтобы аустенит не превращался в феррито-перлитную структуру;
2) проведение первого отжига стали с последующим охлаждением до тех пор, пока температура самой горячей части стали не станет меньше или равной указанной максимальной температуры Tmax и больше или равной указанной минимальной температуры Tmin; и
3) проведение второго отжига стали с последующим охлаждением до температуры окружающей среды TA.
Температура окружающей среды равна температуре помещения, где проводится процесс.
В настоящем изобретении процентный состав указывается в весовых процентах, если не уточняется иное.
Мартенситная нержавеющая сталь является сталью, в которой содержание хрома выше 10,5% и в которой структура является по существу мартенситной (то есть, количество ферритообразующих элементов достаточно высоко по сравнению с количеством аустенитообразующих элементов, смотри приводимые ниже пояснения).
Исходным материалом является полупродукт произвольной формы, например, в виде стального слитка, биллета или прутка.
Затем полупродукт предварительно режут на субэлементы, которые формуют (например, ковкой или прокаткой), чтобы придать им форму, близкую к их конечной форме. В результате каждый субэлемент становится деталью (называемой также заготовкой) с избыточной толщиной по сравнению с конечными размерами, какие она должна иметь при применении.
Заготовку с избыточной толщиной нужно затем подвергнуть машинной обработке (обработке на станке), чтобы придать ей ее окончательную форму (готовая деталь).
Если готовые детали должны иметь высокую точность размеров (например, в авиации), заготовки до машинной обработки должны подвергаться термообработке (термообработка для повышения качества). Эту термообработку для повышения качества нельзя проводить после механической обработки, так как это привело бы к труднопредсказуемым изменениям размеров деталей сложной формы.
Эта термообработка для повышения качества позволяет очень точно устанавливать свойства стальных деталей в результате осуществления металлургических превращений, содержащих шесть основных стадий:
A) аустенизация, то есть, нагрев выше температуры, при которой микроструктура стали превращается в аустенит (температура аустенизации TAUS);
B) с последующим быстрым охлаждением (закалкой);
C) с последующим первым отжигом;
D) с последующим охлаждением;
E) с последующим вторым отжигом и
F) с последующим охлаждением.
Целью стадии A) является гомогенизировать микроструктуру в детали и вернуть в раствор частицы, которые растворимы при этой температуре, путем рекристаллизации.
Стадия B) предназначена для осуществления в первую очередь максимального превращения аустенита в мартенсит в стальной детали. Однако, превращения мартенситной микроструктуры происходят не одновременно во всех точках детали, но постепенно, начинаясь с ее поверхности и продолжаясь в центр. Поэтому изменения кристаллографического объема, которые сопровождают такие превращения, ведут к внутренним напряжениям, и в конце закалки (из-за низких температур, которые достигаются к этому моменту) они ограничивают степень, до которой могут быть сняты напряжения. Второй целью является минимизировать риск закалочных трещин, появляющихся как результат снятия остаточных напряжений в стали, когда она находится в мартенситном состоянии, имеющем низкую вязкость. Чтобы достичь этих двух несовместимых целей, общепринятой практикой является начинать с повторного нагрева детали при обработке отжигом (стадия C), когда самая горячая часть детали охладится до температуры, лежащей в диапазоне, ограниченном максимальной температурой Tmax и минимальной температурой Tmin, чтобы избежать растрескивания. Температура Tmax по существу равна номинальной температуре MF окончания мартенситного превращения стали, то есть, составляет от 150°C до 200°C для мартенситной нержавеющей стали. Температура Tmin лежит в диапазоне от 20°C до 28°C в зависимости от химического состава. Таким образом, в стали остается некоторая доля остаточного аустенита, который невозможно трансформировать.
Стадия C) - первый отжиг - целью этой термообработки для повышения качества является, во-первых, превращение мартенсита закалки в отожженный мартенсит (более стабильный и более вязкий), а также дестабилизация остаточного аустенита с более ранних стадий.
Стадия D) - охлаждение после первого отжига - эта термообработка для повышения качества предназначена для превращения остаточного аустенита в мартенсит. Самая горячая часть детали также должна быть охлаждена до температуры, лежащей в температурном диапазоне [Tmax, Tmin].
Стадия E) - второй отжиг - эта термообработка для повышения качества предназначена для превращения нового мартенсита закалки в отожженный мартенсит (более стабильный и более вязкий), в целях достижения лучшего компромисса механических свойств стали.
Стадия F) - охлаждение после второго отжига - эта термообработка для повышения качества возвращает заготовку к температуре окружающей среды.
Несмотря на эту термообработку для повышения качества, в настоящее время было найдено, что когда детали подвергают машинной обработке, имеется большая степень разброса обрабатываемости в партиях деталей, выполненных из стали, что является результатом такого способа получения. Это может привести к большим колебаниям степени износа режущих пластин и к большим колебаниям уровня мощности, который требуется подавать на металлорежущий станок, чтобы он был способен механически обработать такие стальные детали.
Следовательно, расход режущих пластин будет слишком высоким, слишком неоднородным и непредсказуемым, приводя в результате к снижению производительности при обработке партий деталей, а также к разбросу в состояниях получаемых поверхностей, что иногда приводит к деталям с пониженным качеством после машинной обработки.
Настоящее изобретение направлено на разработку способа получения, который позволяет улучшить механическую обрабатываемость таких сталей.
Эта цель достигается тем, что максимальная температура Tmax меньше или равна температуре MF' окончания мартенситного превращения при охлаждении междендритных объемов в указанной стали, и тем что в конце каждого из этапов 1) и 2) проводится следующий подэтап:
ω) как только температура самой горячей части стали достигнет указанной максимальной температуры Tmax, сталь сразу же нагревают еще раз.
Благодаря этим мерам достигается меньшая степень износа режущих пластин на единицу обработанной длины, и для целей механической обработки требуется меньшая мощность. Состояние поверхности стали после обработки также улучшается (полосы меньшего размера от движения режущей пластины по поверхности). Этим снижаются производственные издержки.
Изобретение станет более понятным, и его преимущества выявятся лучше при изучении следующего подробного описания одного варианта осуществления, приведенного в качестве неограничивающего примера. Описание ссылается на приложенные чертежи, на которых:
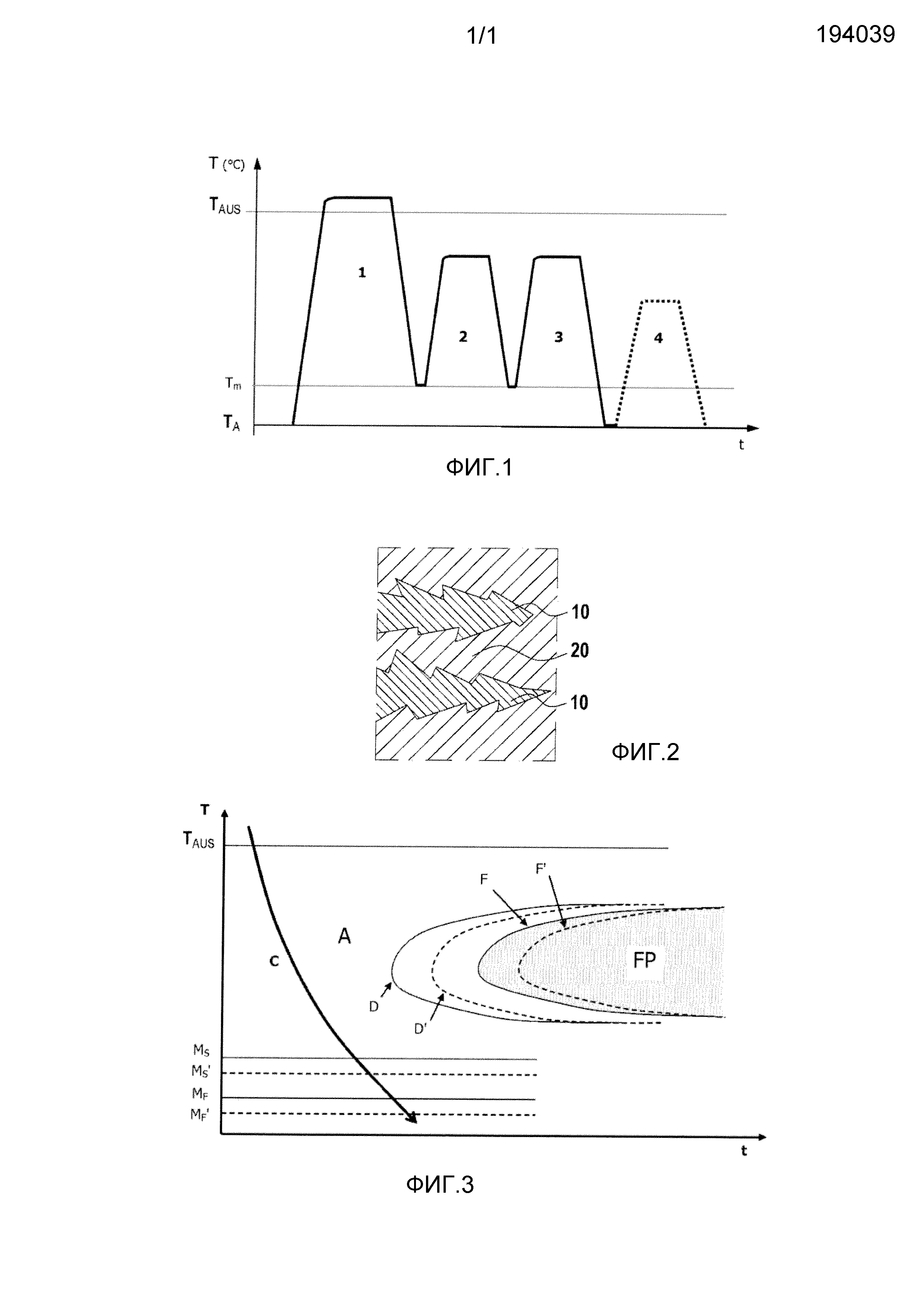
- фиг. 1 является диаграммой, показывающей термообработки согласно способу по изобретению;
- фиг. 2 является схемой, показывающей дендриты и междендритные зоны; и
- фиг. 3 является графической схемой зависимости время-температура для стали, которая используется в способе по изобретению.
В способе по изобретению исходным материалом является заготовка с избыточной толщиной, которую подвергли последовательности термомеханических обработок (таких, как ковка, прокатка), чтобы придать ей форму, которая является максимально близкой к ее конечной форме.
Эту заготовка предназначена для последующей машинной обработки, чтобы придать ей окончательную форму после того, как она будет подвергнута термообработке для повышения качества.
Заготовку, выполненную из этой стали, нагревают до температуры выше, чем температура аустенизации TAUS, и заготовку поддерживают при этой температуре до тех пор, пока вся заготовка не будет находиться при температуре выше температуры аустенизации TAUS (аустенизация стали).
После этого сталь достаточно быстро охлаждают, чтобы предупредить превращение аустенита в феррито-перлитную структуру (смотри фиг. 3 и приводимые ниже пояснения). Таким образом, основная часть объема стальной заготовки подходит для превращения в мартенсит, так как аустенит можно превратить в мартенсит, только если он до этого не был превращен в феррито-перлитную структуру.
Наконец, процесс заканчивается двумя последовательными отжигами, чтобы повысить качество стали.
Аустенизация стали и затем ее закалка соответствуют обработке 1 на фиг. 1.
Далее следует описание различных металлургических превращений, которые могут произойти со сталью согласно изобретению, когда ее охлаждают от аустенитной температуры.
До производственного процесса, при операциях подготовки и получения последнего слитка, сталь постепенно застывает при охлаждении. Это застывание происходит путем роста дендритов 10, как показано на фиг. 2. В соответствии с фазовой диаграммой мартенситных нержавеющих сталей, дендриты 10, которые соответствуют первым застывающим зернам, по определению содержат больше ферритообразующих элементов, тогда как междендритные зоны 20 богаче аустенитобразующими элементами (применение известного правила сегментов к фазовой диаграмме). Ферритообразующий элемент - это элемент, который способствует структуре ферритного типа (структуры, которые более стабильны при низкой температуре: бейнит, феррит-перлит, мартенсит). Аустенитобразующий элемент - это элемент, который благоприятствует аустенитной структуре (структура, которая стабильна при высокой температуре: аустенит). Таким образом, между дендритами 10 и междендритными зонами 20 может произойти ликвация.
Фиг. 3 представляет собой известную диаграмму зависимости температура (T) - время (t) для стали согласно изобретению при охлаждении от температуры выше, чем температура аустенизации TAUS. Кривые D и F показывают начало и конец превращения из аустенитной (область A) в феррито-перлитную структуру (область FP). Эти превращения имеют место частично или полностью, когда кривая охлаждения C, соответствующая охлаждению слитка, переходит соответственно в область между кривыми D и F или в область FP. Эти превращения не происходят, когда кривая охлаждения C полностью расположена в области A, как показано на фиг. 3.
Когда кривая охлаждения C проходит ниже температуры Ms начала мартенситного превращения при охлаждении (линия Ms на фиг. 3), основная часть аустенита, оставшегося в стали, начинает превращаться в мартенсит. Когда кривая охлаждения проходит ниже температуры MF окончания мартенситного превращения при охлаждении (линия MF на фиг. 3), основная часть аустенита, оставшегося в стали, превращается в мартенсит, который называют мартенситом закалки.
На фиг. 3 кривые D, F, Ms и MF, нарисованные сплошными линиями, справедливы для структур, более обогащенных ферритообразующими элементами (то есть, в дендритах стали), тогда как эти же кривые, нарисованные пунктирными линиями (D', F', Ms и MF'), относятся к структурам, более обогащенных аустенитобразующими элементами (то есть, в междендритных объемах стали).
Следует отметить, что кривые для превращения аустенита в феррито-перлитную структуру, которые применимы для междендритных объемов (кривые D' и F') смещены вправо по сравнению с кривыми для аустенита, превращающегося в феррито-перлитную структуру в дендритах (кривые D и F). Таким образом, при заданной температуре необходимо большее время для превращения аустенита в феррито-перлитную структуру в междендритных объемах, чем в дендритах.
Следует отметить, что кривые превращения аустенита в мартенсит в междентдритных объемах (линии Ms' и MF') смещены вниз относительно кривых превращения аустенита в мартенсит в дендритах (линии Ms и MF). Таким образом, превращение аустенита в мартенсит в междендритных объемах имеет место при более низких температурах, чем в дендритах.
В способе по изобретению охлаждение стали при закалке после аустенизации (обработка, соответствующая этапу 1 на фиг. 1) следует кривой C на фиг. 3. Таким образом, сталь проходит ниже температуры MF' окончания мартенситного превращения при охлаждении в междендритном объеме. При заданном процессе охлаждения температура поверхностного слоя детали ниже, чем температура в ее центре, так как центр является самой горячей частью детали.
Когда температура самой горячей части детали достигает максимальной температуры Tmax, которая, таким образом, ниже температуры MF' окончания мартенситного превращения в междендритных объемах при охлаждении, деталь еще раз нагревают.
Например, этот нагрев проводят, помещая деталь в среду (заранее нагретая печь или нагретая камера), температура которой не ниже максимальной температуры Tmax.
Затем проводят первый отжиг стали, непрерывно нагревая ее до температуры TR, которая ниже, чем температура аустенизации TAUS. Этот отжиг позволяет стабилизировать кристаллографическую фазу мартенсита закалки, например, вызывая выделение карбидов в мартенсите, придавая тем самым более высокую вязкость мартенситной стали.
Этот первый отжиг соответствует этапу 2 на фиг. 1.
Затем сталь охлаждают до тех пор, пока самая горячая часть стали не достигнет максимальной температуры Tmax, которая ниже температуры MF' окончания мартенситного превращения в междендритных объемах при охлаждении, и затем сталь сразу же нагревают снова.
Затем сталь сразу же подвергают второму отжигу, который по существу идентичен первому отжигу, после чего сталь оставляют остывать до температуры окружающей среды TA.
Этот второй отжиг соответствует этапу 3 на фиг. 1.
Авторы изобретения провели испытания на способность к машинной обработке (обрабатываемость)мартенситных нержавеющих сталей, которые получены способом по изобретению. Авторы сравнили результаты этих испытаний с результатами испытаний на обрабатываемость сталей, которые подвергались аустенизации с последующей закалкой и двумя отжигами, но в которых минимальная температура самой горячей части детали просто была ниже температуры MF окончания мартенситного превращения при охлаждении в дендритах, и в которых сталь не нагревали снова сразу между закалкой и первым отжигом или между первым отжигом и вторым отжигом.
Состав сталей Z12CNDV12 следующий (стандарт DMD0242-20 индекс E): C(0,10%-017%) - Si(<0,30%) - Mn(0,5%-0,9%) - Cr(11%-12,5%) - Ni(2%-3%) - Mo(1,50%-2,00%) - V(0,25%-0,40%) - N2(0,010%-0,050%) - Cu(<0,5%) - S(<0,015%) -P(<0,025%), причем он удовлетворяет следующему критерию:
4,5≤(Cr-40∙C-2∙Mn-4∙Ni+6∙Si+4∙Mo+11∙V-30∙N)<9
Авторы изобретения обнаружили, что со сталью, полученной с применением способа по изобретению, износ режущих пластин на метр обработанной стали уменьшился примерно в десять раз (с 11 миллиметров (мм) до 1,3 мм) для скорости резки 120 метров в минуту (м/мин) по сравнению со сталью, полученной при применении способа предшествующего уровня техники. Мощность, необходимая для механической обработки, также уменьшилась более чем в два раза по сравнению со сталью, полученной при применении способа предшествующего уровня. Улучшено также состояние поверхности стали после обработки.
В частности, при максимальной температуре Tmax в диапазоне от 28°C до 35°C износ режущих пластин на единицу длины обработанной стали уменьшился в 15 раз, а мощность, необходимая для обработки, уменьшилась в 2,5 раза. Максимальная температура Tmax, лежащая в диапазоне от 20°C до 75°C, также дает хорошие результаты.
Когда максимальная температура Tmax выше 90°C (и составляет до 180°C), результаты обработки очень плохие.
Средние результаты (промежуточные между хорошими и плохими результатами) получаются, когда сталь нагревают, как только самая горячая часть детали достигнет температуры выше 180°C (и до 300°C).
Согласно авторам изобретения, эти результаты могут быть объяснены следующим образом: как отмечалось выше, температура MF' окончания мартенситного превращения при охлаждении в междендритных зонах ниже, чем температура MF окончания мартенситного превращения при охлаждении в дендритах. Однако, было обнаружено, что при охлаждении сталь застывает в микроструктуру с чередованием дендритов и междендритных зон (фиг. 2). Таким образом, когда температура падает ниже температуры MF окончания мартенситного превращения при охлаждении в дендритах, дендриты закончили превращение в мартенсит, тогда как междендритные зоны еще не закончили превращаться в мартенсит. Таким образом, если сталь снова нагреть, как только она достигнет температуры MF окончания мартенситного превращения при охлаждении в дендритах, по всей стали останутся зоны (то есть, междендритные зоны), которые содержат остаточный аустенит. Некоторая часть этого остаточного аустенита превращается в мартенсит закалки на следующем этапе первого отжига. Остальной остаточный аустенит локализован только в точках материала, которые наиболее сегрегированы (например, в междендритных объемах с самой высокой концентрацией легирующих элементов).
Во время второго отжига новый мартенсит закалки стабилизируется, но другая часть остающегося остаточного аустенита продолжает превращаться в мартенсит закалки в этих наиболее сегрегированных местах. Таким образом, сталь имеет структурную неоднородность с более твердыми зернами, соответствующими мартенситу закалки, в более мягкой матрице. Именно эта неоднородность вызывает плохую обрабатываемость стали, причем более твердые зерна приводят к износу пластин, блокируя их продвижение.
Соответственно, если сталь нагревают после того, когда самая горячая часть детали достигнет высокой температуры (лежащей в диапазоне от 180°C до 300°C), остаточный аустенит сохраняется, что заканчивается получением промежуточного поведения при последующей обработке на станке.
Таким образом, можно понять, почему охлаждение стали до температуры MF' окончания мартенситного превращения при охлаждении в междендритных зонах, за которым сразу следует повторный нагрев стали, как только она достигнет этой температуры MF', позволяет получить более однородную микроструктуру стали.
Например, максимальная температура Tmax, достигаемая самой горячей частью стали перед повторным нагревом, лежит в диапазоне от 20°C до 75°C. Такая температура Tm ниже температуры MF' окончания мартенситного превращения при охлаждении в междендритных объемах.
Например, эта максимальная температура Tmax может составлять от 28°C до 35°C.
Чтобы определить, когда самая горячая часть стали достигнет максимальной температуры Tmax, можно, например, на этапе ω) измерить температуру поверхностного слоя стали и воспользоваться диаграммами, чтобы рассчитать из них температуру самой горячей части стали.
Целесообразно также, чтобы перепад температуры между поверхностью стали и самой горячей частью стали был как можно меньше, чтобы уменьшить разницу между температурой MF окончания мартенситного превращения при охлаждении в дендритах и температурой MF' окончания мартенситного превращения при охлаждении междендритных объемов. При снижении этой разницы уменьшаются напряжения в детали и улучшается производительность.
Таким образом, на каждом из этапов 1) и 2) предпочтительно провести следующий подэтап перед этапом ω):
ψ) как только температура самой горячей части стали достигнет пороговой температуры Ts, которая ниже, чем температура Ms начала мартенситного превращения при охлаждении дендритов в указанной стали, и выше, чем температура MF' окончания мартенситного превращения при охлаждении междендритных объемов, сталь удерживают в среде, температура в которой лежит преимущественно между минимальной температурой Tmin и температурой MF', в течение периода ds выдержки, чтобы уменьшить градиент температуры между поверхностью стали и самой горячей частью стали.
Период ds выдержки зависит от формы детали. Период ds выдержки составляет по меньшей мере 15 минут (мин) для минимального размера детали 50 мм, 30 мин для минимального размера детали 100 мм, 45 мин для минимального размера детали 150 мм и так далее. Для минимального размера детали, лежащего между этими значениями, продолжительность периода ds выдержки для этого минимального размера можно рассчитать, например, путем экстраполяции, используя следующую формулу:
ds=(15 мин)×{минимальный размер детали (в мм)}/50.
Чтобы удержать сталь в среде, температура которой лежит преимущественно между минимальной температурой Tmin и температурой MF', можно, например, поместить сталь в печь, температура в которой составляет от Tmin до MF'.
Альтернативно, сталь можно изолировать по теплу от внешней среды, например, поместив ее в защитных кожух.
Предпочтительно, после второго отжига сталь подвергают релаксации напряжений по меньшей мере один раз при температуре ниже, чем температуры отжига TR, при которых проводились первый и второй отжиги.
Эта релаксация соответствует этапу 4 на фиг. 1. Она служит для снятия остаточных напряжений в стали и тем самым повышает ее срок службы.
Чтобы улучшить усталостную прочность сталей по изобретению, желательно увеличить чистоту стали по включениям, то есть, сократить количество нежелательных включений (некоторых фаз в сплаве, оксидов, карбидов, интерметаллических соединений), которые присутствуют в стали. Эти включения действуют как центры инициирования трещин, которые при циклических напряжениях ведут к преждевременному разрушению стали.
Известны способы улучшения чистоты включений, в частности, способ переплавки, такой, как электрошлаковый переплав (ESR) или вакуум-дуговой переплав (VAR). Эти способы известны, поэтому ниже приводится только их общий принцип.
Способ ESR состоит в помещении стального слитка в тигель, в который заливают шлак (смесь минералов, например, известь, фториды, оксид магния, глинозем, плавиковый шпат), так, чтобы нижний конец слитка был погружен в шлак. После этого пропускают электрический ток через слиток, который действует как электрод. Ток превращает шлак в жидкость и расплавляет нижний конец электрода, находящийся в контакте со шлаком. Расплавленная сталь от электрода проходит через шлак в форме мелких капель и отверждается под плавающим на поверхности слоем шлака, образуя в результате новый слиток, который постепенно увеличивается в размерах. Шлак действует, помимо прочего, как фильтр, который извлекает включения из капель стали, так что сталь в новом слитке, находящемся под слоем шлака, содержит меньше включений, чем исходный слиток (электрод). Эта операция проводится при атмосферном давлении и на воздухе.
Способ VAR состоит в расплавлении стального слитка в тигле под вакуумом, при этом слиток действует как электрод. Слиток-электрод плавится, образуя электрическую дугу между концом слитка-электрода и верхом вторичного слитка, который образуется при плавлении слитка-электрода. Вторичный слиток отверждается при контакте со стенками тигля, и включения всплывают на поверхность вторичного слитка, откуда их можно позднее удалить. Полученный в результате вторичный слиток имеет более высокую чистоту, чем исходный слиток-электрод.
Предпочтительно, до этапа 1) сталь подвергают переплавке.
Например, переплавка может быть выбрана из группы, содержащей электрошлаковый переплав (ESR) и вакуум-дуговой переплав (VAR).
Предпочтительно, до этапа 1) сталь подвергают гомогенизационной обработке.
Во время этой гомогенизации легирующие элементы диффундируют от зон высокой концентрации к зонам низкой концентрации. Это служит для снижения степени сегрегации ферритообразующих элементов в дендритах 10 и для снижения степени сегрегации аустенитообразующих элементов в междендритных зонах 20. Снижение степени сегрегации этих аустенитообразующих элементов имеет особое последствие для сближения температуры MF окончания мартенситного превращения при охлаждении в дендритах и температуры MF' окончания мартенситного превращения при охлаждении междендритных объемов, а также для меньшей разницы в структуре между дендритами 10 и междендритными зонами 20.
Что касается характеристик гомогенизационной обработки, авторы изобретения обнаружили, что удовлетворительные результаты получаются, когда слиток подвергают в печи гомогенизационной обработке при времени выдерживания t; после того как температура самой холодной точки слитка достигла температуры гомогенизации T, причем это время выдерживания t равно по меньшей мере одному часу, а температура гомогенизации T лежит между нижней температурой Tinf и температурой пережога стали.
Температура Tinf равна примерно 900°C. Температура пережога стали определяется как температура застывания необработанной стали, когда происходит превращение межзеренных границ в стали (то есть, они становятся жидкими), и она выше, чем Tinf. Время t выдерживания стали в печи меняется обратно пропорционально температуре гомогенизации T.
Например, у мартенситной нержавеющей стали Z12CNDV12 (стандарт AFNOR), которая использовалась авторами изобретения при испытаниях, температура гомогенизации T составляет 950°C, а соответствующее время выдерживания t равно 70 часам. Если температура гомогенизации T равна 1250°C, что чуть ниже температуры пережога, то соответствующее время выдерживания t равно 10 часам.
В другом варианте осуществления изобретения, чтобы улучшить способность мартенситной нержавеющей стали к машинной обработке, можно провести гомогенизационную обработку стали, как описано выше, и затем провести этапы 1), 2), и 3) согласно предшествующему уровню без проведения подэтапа ω. В этом варианте осуществления максимальная температура Tmax ниже, чем температура MF окончания мартенситного превращения при охлаждении дендритов в стали, и на этапах 1) и 2) обеспечивается, чтобы сталь оставалась при температуре, меньше или равной максимальной температуре Tmax, в течение как можно более короткого времени.
Установка для неразрушающего контроля деталей ультразвуком при погружении
Турбомашина
Направляющий аппарат для турбомашины, турбомашина и способ сборки направляющего аппарата
Опора для фиксации лопатки посредством ее лопасти в процессе механической обработки хвостовика указанной лопатки
Износостойкая деталь ножки лопатки вентилятора турбореактивного двигателя
Приводной вал коробки зубчатых передач вспомогательных механизмов турбореактивного двигателя
Газотурбинный двигатель, закрепленный на пилоне фюзеляжа летательного аппарата с помощью обеспечивающей безопасность подвески
Устройство впрыска для камеры сгорания турбомашины
Управление топливодозирующим устройством для турбомашины
Турбулизаторы на входе лопаточной решетки компрессора
Способ и устройство мониторинга контура обратной связи приводной системы переменных геометрий турбореактивного двигателя
Установка для неразрушающего контроля деталей ультразвуком при погружении
Турбомашина
Направляющий аппарат для турбомашины, турбомашина и способ сборки направляющего аппарата
Опора для фиксации лопатки посредством ее лопасти в процессе механической обработки хвостовика указанной лопатки
Износостойкая деталь ножки лопатки вентилятора турбореактивного двигателя
Приводной вал коробки зубчатых передач вспомогательных механизмов турбореактивного двигателя
Газотурбинный двигатель, закрепленный на пилоне фюзеляжа летательного аппарата с помощью обеспечивающей безопасность подвески
Устройство впрыска для камеры сгорания турбомашины
Управление топливодозирующим устройством для турбомашины

