Результат интеллектуальной деятельности: ПРОКАТНЫЙ СТАН И СПОСОБ ПРОКАТКИ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Данное изобретение относится к прокатному стану, в частности стану для холодной прокатки металлической полосы, содержащему по меньшей мере одну клеть холодной прокатки, расположенный перед клетью холодной прокатки разматыватель, при этом между разматывателем и прокатной клетью расположен промежуточно блок. Данное изобретение относится также к способу прокатки.
УРОВЕНЬ ТЕХНИКИ
В станах для прокатки металлической полосы может быть необходима перед собственно процессом прокатки предварительная обработка. Например, перед процессом холодной прокатки может требоваться отжиг с рекристаллизацией металлической полосы, с целью приведения структуры снова в ее не упрочненное первоначальное состояние, так что материал снова становится вязким и деформируемым. Этот рекристаллизационный отжиг выполняется в настоящее время часто в так называемых колпаковых отжигательных печах в атмосфере защитного газа, например водорода. Процесс отжига и охлаждения составляет в среднем примерно 48 часов. Для предотвращения слипания лежащих друг над другом слоев металлической полосы, рулон перед входом в колпаковую отжигательную печь рыхло наматывают при небольшом натяжении полосы. После обработки в колпаковой отжигательной печи металлическую полосу подают в клеть холодной прокатки. Для этого ее необходимо сматывать с рулона. Однако поскольку материал наматывался с небольшим натяжением полосы, то его необходимо сматывать также с небольшим натяжением полосы. При этом натяжение полосы может сильно падать. Могут происходить резкие колебания натяжения полосы.
С другой стороны, желательным является определенное минимальное значение натяжения полосы при входе в клеть холодной прокатки, поскольку за счет этого можно уменьшать требуемые при холодной прокатке усилия прокатки.
Для развязки разматывания и собственно процесса прокатки, например, в ЕР 1 784 266 В1 предлагается S-образный роликовый блок. При этом недостатком является то, что специально при твердых и/или толстых металлических полосах, а также при большом охвате обоих S-образных роликов трудно реализовать желаемое минимальное значение натяжения полосы на входе в клеть холодной прокатки. С другой стороны, введение металлической полосы в S-образный роликовый блок требует больших затрат труда на основании жесткости металлической полосы. Это является недостатком особенно, в частности, в прерывисто работающих станах холодной прокатки, поскольку в этих станах сложный процесс ввода необходимо выполнять вновь для каждого рулона.
Возможно также, что металлическую полосу необходимо разделять в продольном направлении, с целью обеспечения возможности дальнейшей обработки в прокатной клети с меньшей шириной прокатки. Поперечное сечение такой продольно разделенной металлической полосы часто не симметрично. Полоса на одной стороне толще, чем на другой стороне. Такие асимметричные металлические полосы при работе выходят из середины прокатного стана. Для обеспечения входа посредине прокатного стана также при асимметричном профиле поперечного сечения металлической полосы требуется коррекция прохождения полосы (управление полосой). Лишь когда обеспечивается точное положение входа металлической полосы в клеть холодной прокатки, можно выдерживать заданные для процесса холодной прокатки небольшие допуски.
До настоящего времени развязка натяжения полосы, т.е. низкое натяжение при размотке и возможно более высокое натяжение в зоне входа, а также выдерживание точного положения входа в первую клеть холодной прокатки, осуществлялась не удовлетворительно.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей данного изобретения является создание прокатного стана, в частности стана холодной прокатки, соответственно способа холодной прокатки, так, что также для твердых и/или толстых металлических полос может быть установлено достаточно большое и возможно более свободное от колебаний натяжение в зоне входа клети холодной прокатки и что коррекция прохождения полосы и ввод прокатываемой полосы является возможно более простым.
Эта задача решена с помощью прокатного стана с признаками п. 1 формулы изобретения и с помощью способа с признаками п. 11 формулы изобретения.
В прокатном стане, согласно изобретению, между разматывателем и первой прокатной клетью используется блок, который состоит по меньшей мере из трех приводимых в движение роликов, при этом предусмотрена возможность изменения пространственного положения этих роликов с помощью приводного и регулировочного устройства. С одной стороны, предусмотрена возможность перестановки каждого из этих роликов трехроликовой системы в направлении их роликовой оси. Эту перестановку можно осуществлять по отдельности или совместно. За счет этого осевого смещения роликов достигается, что середина металлической полосы также посредине входит в прокатную клеть. Поскольку рабочие валки в большинстве случаев имеют выпуклый контур или образуют симметричный относительно середины стана очаг деформации, то вход металлической полосы должен происходить возможно более симметрично. Лишь так можно при холодной прокатке обеспечивать требуемую точность толщины полосы. Клиновидный профиль полосы приводит к проявлению склонности к выходу из середины прокатного стана. В этом случае предпочтительно применять управление полосой.
С другой стороны, предусмотрена возможность перестановки каждого из этих роликов поперек оси вращения с помощью приводного и регулировочного устройства. За счет этого, с одной стороны, достигается существенное упрощение ввода металлической полосы посредством приведения среднего из трех роликов относительно других обоих роликов в повернутое наружу положение, так что начало полосы можно очень просто вводить в систему из трех роликов. Ввод можно также поддерживать с помощью переходного стола. Прижимной ролик, с помощью которого начало полосы прижимается в направлении обоих опорных роликов, может при этом оказывать дополнительную помощь при вводе, в частности, при очень жестких и толстых полосах. Затем при дальнейшем прохождении начало полосы попадает в зазор рабочих валков. Таким образом, процесс ввода завершается. Во время прокатки рабочие валки создают натяжение металлической полосы. За счет регулирования среднего ролика системы из 3 роликов можно очень легко задавать желаемое натяжение полосы на входе в первую клеть (холодной) прокатки. Для этого средний ролик системы из 3 роликов вдавливается в лежащий между обоими опорными роликами участок металлической полосы. Пространственное положение трех роликов задает охват. Чем глубже погружение, тем больше охват. Между прокатной клетью и системой из 3 роликов можно с помощью соответствующего управления приводами устанавливать желаемое обратное натяжение, без воздействия этого натяжения полосы на сравнительно меньшее натяжение металлической полосы выше по потоку между разматывателем и трехроликовой системой при разматывании. И наоборот, колебания натяжения полосы при разматывании рыхло намотанного рулона не достигают входа в стан холодной прокатки. Система из трех роликов действует во время процесса прокатки в качестве развязки натяжений.
Для обеспечения, в частности, при сильно асимметричном (клиновидном) профиле прокатываемой полосы точного входа в клеть холодной прокатки, в указанном выше варианте выполнения может быть предусмотрено, что одновременно с осевой перестановкой роликов трехроликовой системы одновременно предусмотрена возможность перестановки, соответственно, осуществляется регулирование также осевого положения разматывателя.
Кроме того, предпочтительно, когда ось вращения обращенного к разматывателю ролика и ось вращения обращенного к клети холодной прокатки ролика лежат в одной плоскости, и предусмотрена возможность пространственной перестановки лежащего между ними ролика относительно этой плоскости. Чем глубже средний ролик погружается ниже этой плоскости, тем больше охват и, следовательно, сцепление между полосой и роликом. За счет этого можно устанавливать предпочтительное большое натяжение полосы на входе в первую клеть холодной прокатки.
Для выполнения возможно более простым перехода между вводом и прокаткой, может быть предпочтительным вариант выполнения, в котором предусмотрена возможность перестановки среднего ролика с помощью гидравлического исполнительного механизма между повернутым наружу положением, в котором этот ролик отведен от прокатываемой полосы, и повернутым внутрь положением, в котором окружная поверхность этого ролика частично охвачена прокатываемой полосой.
Для обеспечения возможности установки возможно большего обратного натяжения на входе в прокатную клеть, целесообразно, когда средний ролик погружается достаточно глубоко, т.е. когда охват среднего ролика расположен ниже проходящей через ось вращения других обоих роликов плоскости, и когда охват обоих опорных роликов лежит выше этой плоскости.
Особенно большое натяжение полосы можно устанавливать, когда регулирование среднего ролика происходит так, что средний ролик имеет охват больше 180°.
В одном особенно предпочтительном варианте выполнения изобретения может быть предусмотрено, что расстояние между лежащими в плоскости обоими опорными роликами можно изменять бесступенчато с помощью приводного и регулировочного устройства. Это изменение можно осуществлять посредством перемещения обоих роликов друг к другу или друг от друга, за счет чего можно очень дифференцированно задавать охват и, следовательно, тормозное действие на входе. Однако может быть также предпочтительным сохранять положение одного из обоих лежащих в плоскости роликов и изменять относительно него лишь положение другого ролика. За счет этого можно дифференцированно компенсировать возникающие выше по потоку, соответственно, ниже по потоку колебания натяжения металлической полосы.
Предпочтительно, когда движение перестановки среднего ролика является линейным движением, которое образует с плоскостью задаваемый угол. За счет этого можно лучше согласовывать охват трех роликов с желаемым оказанием влияния на прохождение полосы. Дополнительно к этому, возможно технически более простое регулирование приводов роликов.
В зависимости от величины стана, для оказания влияния на прохождение полосы (управления полосой) может быть предпочтительным, когда предусмотрена возможность перестановки разматывателя вместе или отдельно от роликов трехроликовой системы в направлении осей вращения роликов с помощью совместного или отдельного приводного и регулировочного устройства. Для больших станов может быть предпочтительным раздельное выполнение, для небольших станов - общее приводное и регулировочное устройство.
Целесообразно измерять с помощью технических средств боковое положение полосы на входе в первую прокатную клеть. Это можно осуществлять, например, с помощью датчика, который измеряет положение одной кромки полосы или двух кромок полосы и подает сигнал измерения в приводное и регулировочное устройство. Приводное и регулировочное устройство определяет из сигнала измерения положения полосы управляющий сигнал для регулирования осевого положения трехроликовой системы, возможно, также разматывателя.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для дальнейшего пояснения изобретения ниже приводится описание не имеющего ограничивающего характера примера выполнения изобретения, из которого следуют другие предпочтительные варианты выполнения, подробности и модификации изобретения, со ссылками на прилагаемые чертежи, на которых схематично изображено:
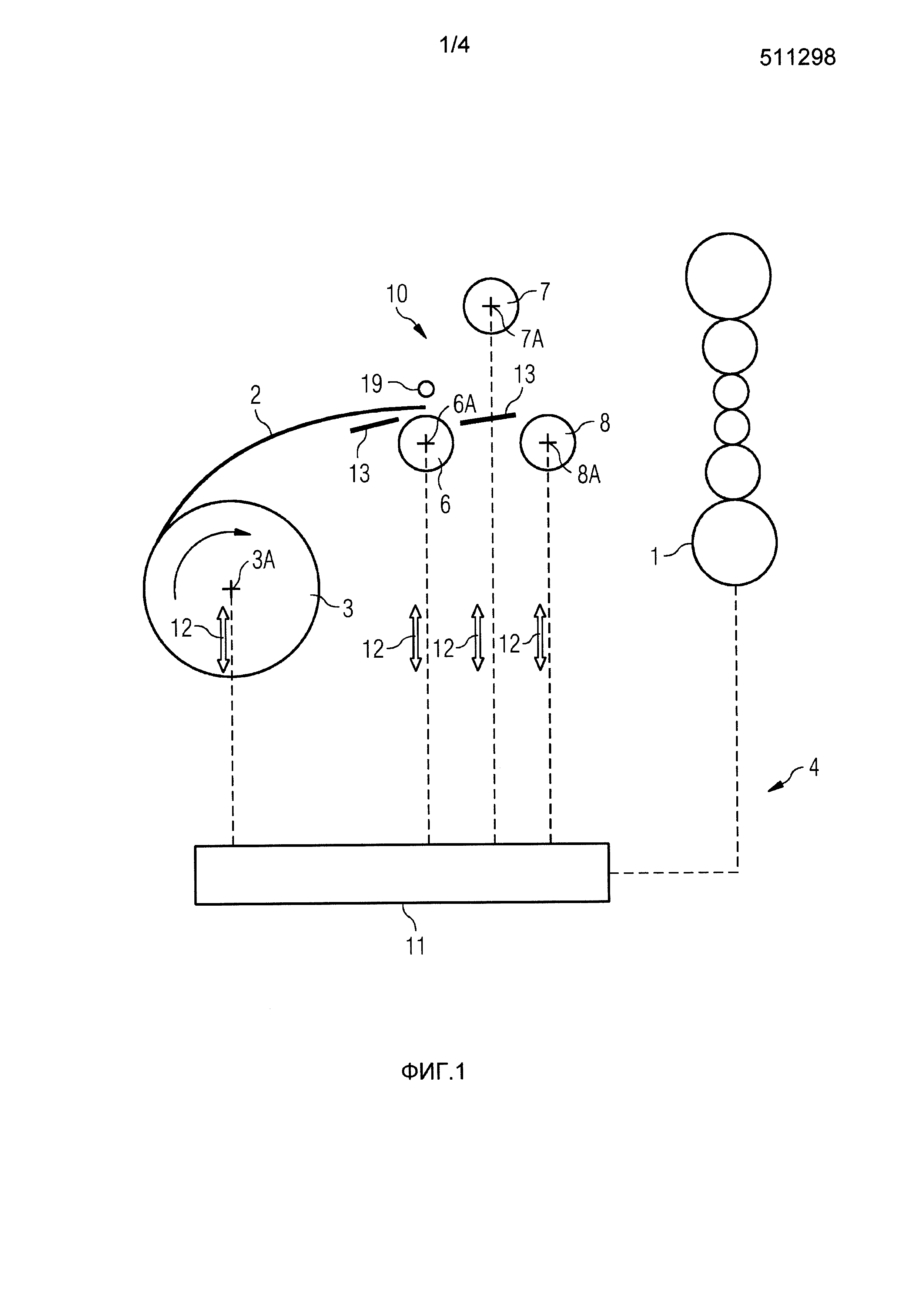
фиг. 1 - прокатный стан, согласно изобретению, в состоянии ввода, при этом средний ролик выведен из зацепления, на виде сбоку;
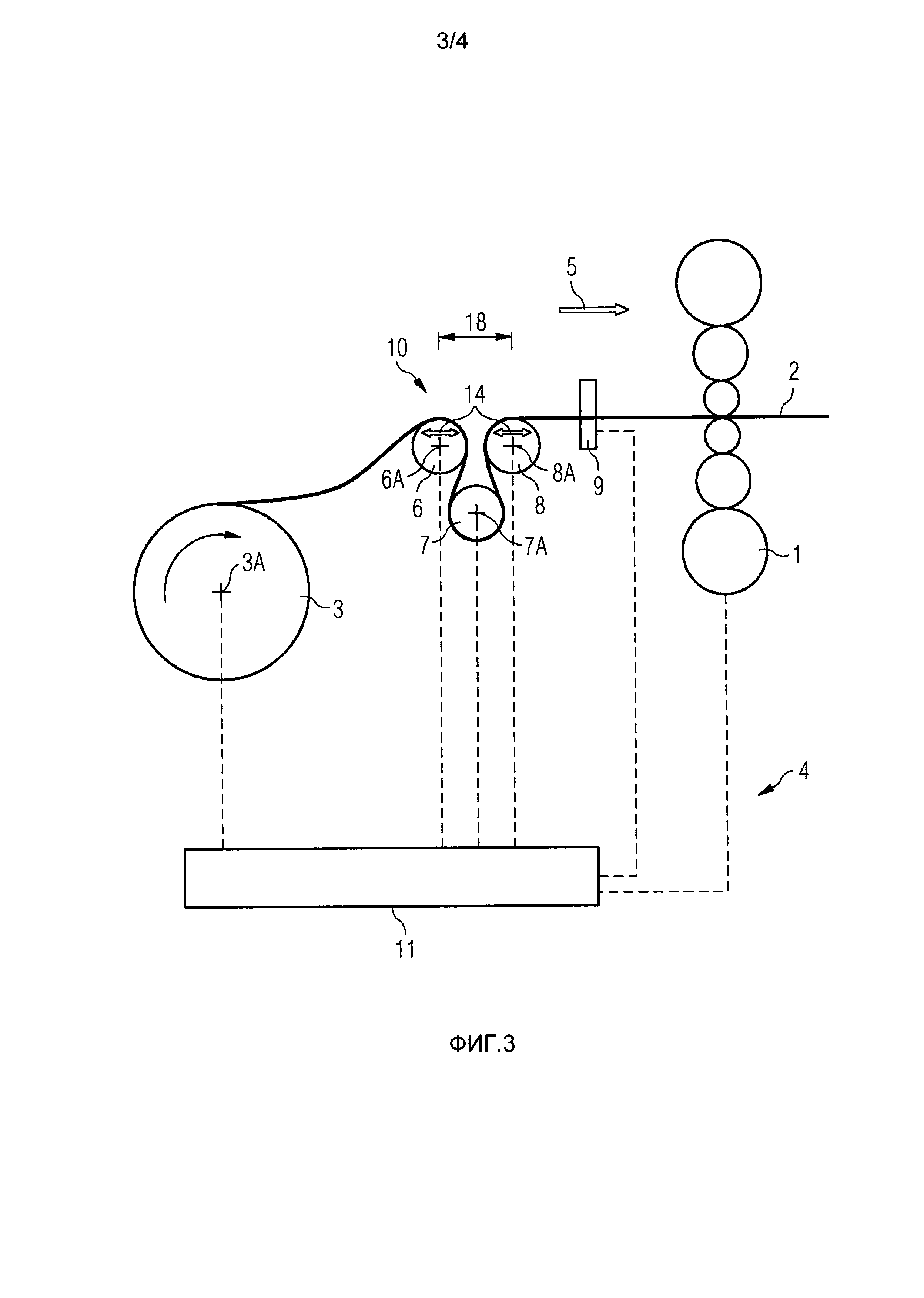
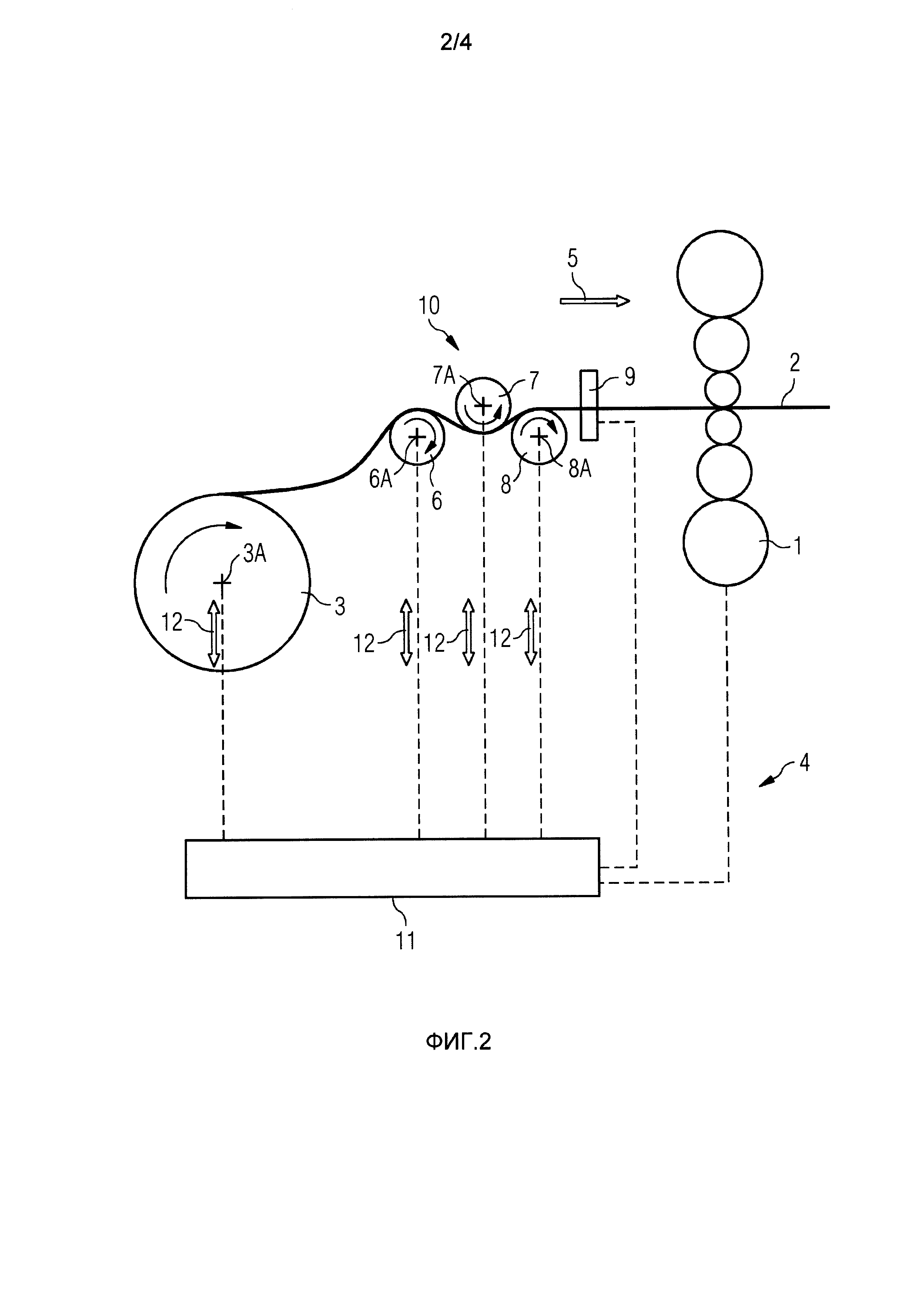
фиг. 2 - стан холодной прокатки, согласно фиг. 1, в состоянии прокатки, при этом средний ролик находится в зацеплении с металлической полосой;
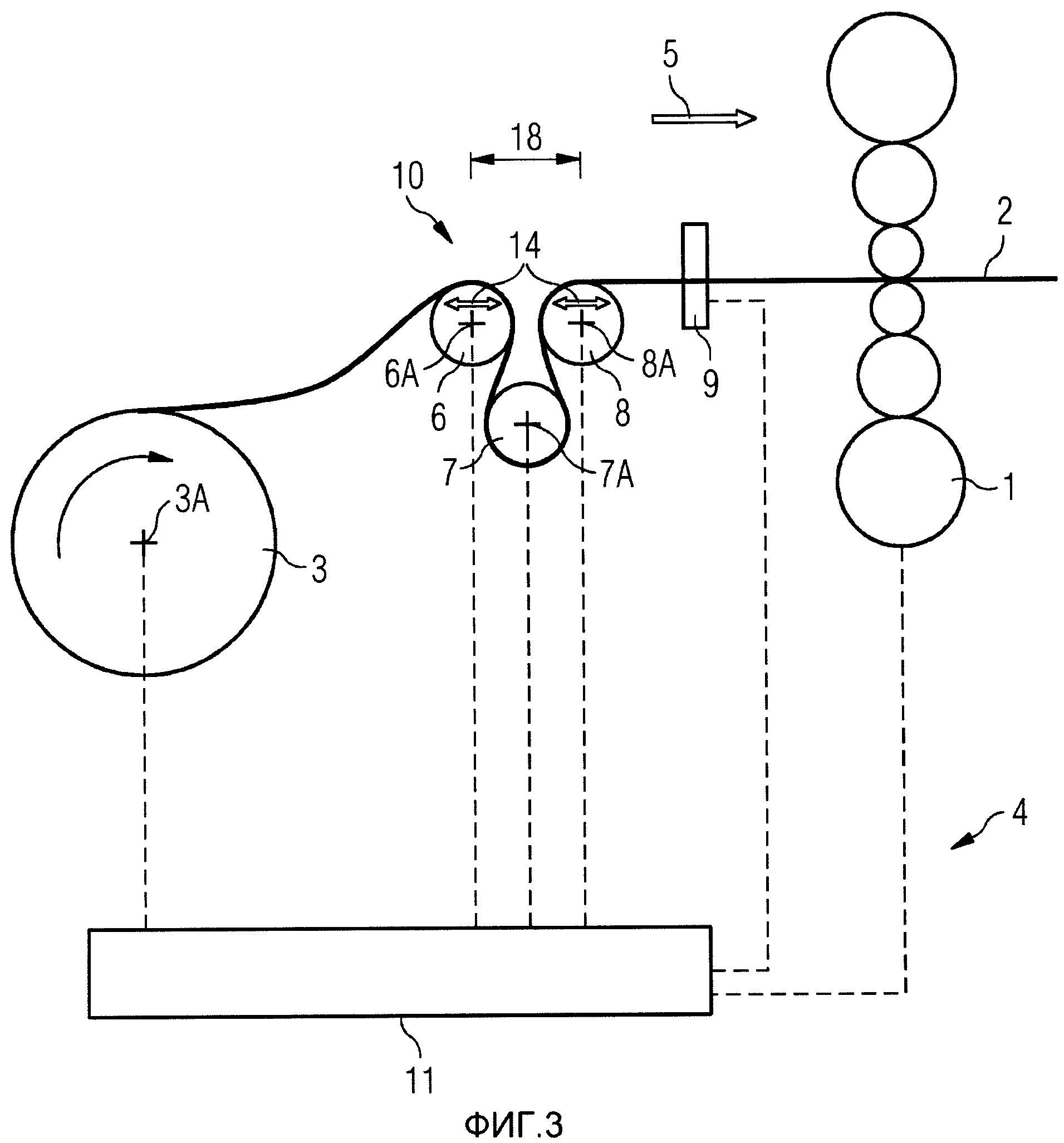
фиг. 3 - стан холодной прокатки, согласно фиг. 1, при этом средний ролик погружен ниже линии прохождения, и колебания натяжения компенсируются посредством движения перестановки в направлении прохождения полосы расположенного на стороне входа и/или расположенного на стороне выхода ролика;
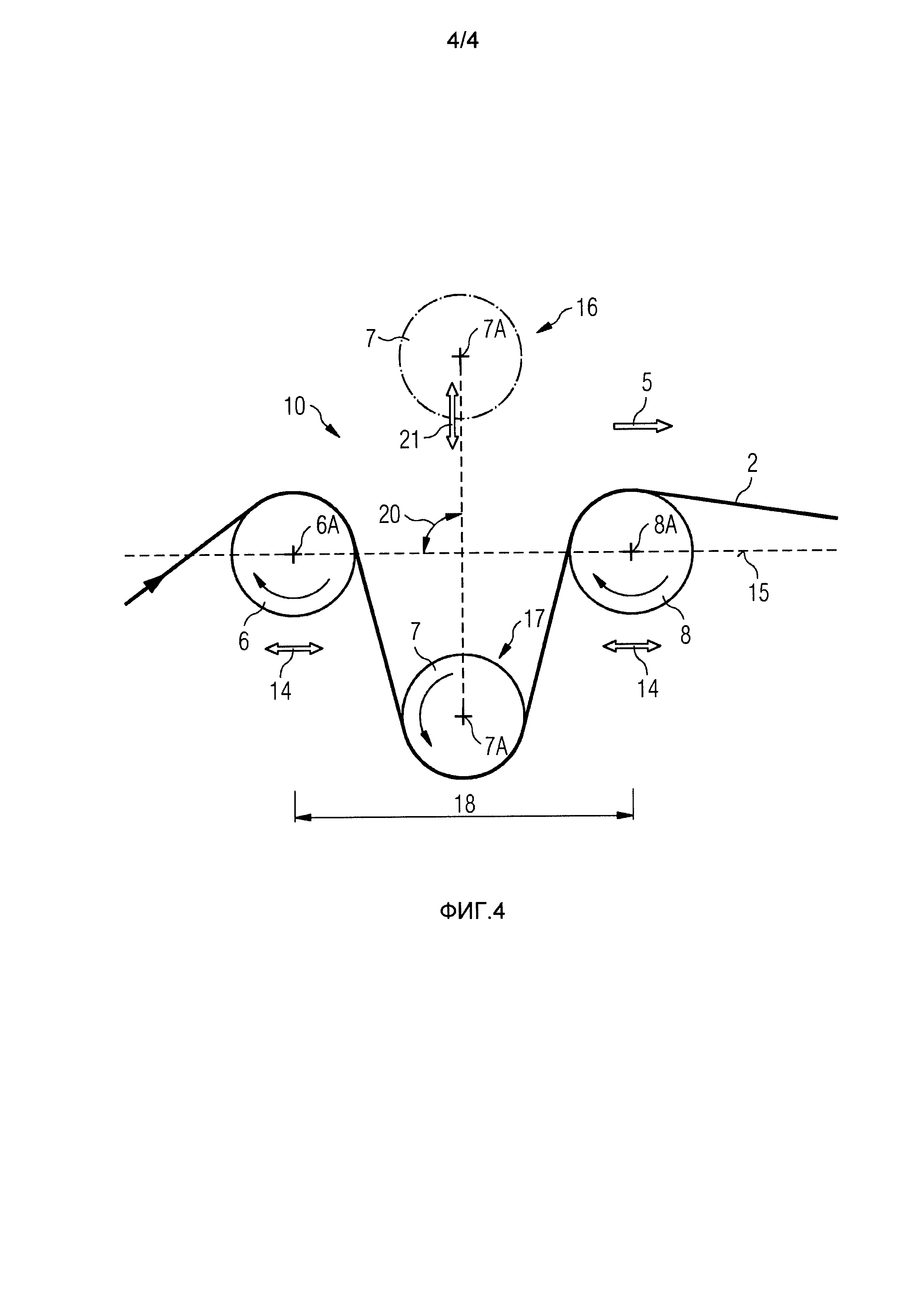
фиг. 4 - трехроликовая система в увеличенном масштабе.
РЕАЛИЗАЦИЯ ИЗОБРЕТЕНИЯ
На фиг. 1 схематично показан на виде сбоку прокатный стан, согласно изобретению, в положении, в котором начало полосы вводится в прокатную клеть 1. Свернутая в рулон стальная полоса 2 разматывается с разматывателя 3 в направлении часовой стрелки и подается слева направо в направлении блока 10. Этот блок 10 состоит по существу из трех роликов 6, 7, 8, из которых средний ролик 7 в этом рабочем положении повернут от пути прохождения полосы и не находится в зацеплении с металлической полосой 2 (положение ввода). Металлическая полоса 2 транспортируется сначала по части передаточного стола 13, а затем опирается на ролик 6, вторую часть передаточного стола 13 и на ролик 8. При очень жестких металлических полосах этот процесс ввода может, при необходимости, поддерживаться с помощью прижимного ролика 19. Передаточный стол 13 можно с помощью не изображенного привода поворачивать в путь прохождения полосы и из него.
Как показано на фиг. 1 с помощью стрелок 12, пространственное положение роликов 6, 7, 8, возможно также разматывателя 3, можно изменять с помощью приводного и регулировочного устройства 11. Другими словами, каждый из роликов 6, 7, 8 можно не только приводить во вращение вокруг соответствующей оси 6А, 7А, 8А вращения и переставлять (совместно или по отдельности) в осевом направлении, но также переставлять в направлении поперек их оси 6А, 7А, 8А вращения с помощью приводного и регулировочного устройства 11.
В частности, при клиновидном поперечном сечении металлической полосы предпочтительно, когда одновременно с осевым сдвигом трехроликовой системы также переставляется разматыватель 3 в направлении его оси 3А вращения. За счет этого можно направлять металлическую полосу 2 в середину клети 1 холодной прокатки.
Следует отметить, что приводное и регулировочное устройство 11, с помощью которого можно задавать, соответственно, регулировать вращательное движение и одновременно также пространственное положение ролика (или возможно также разматывателя) в прокатном стане, можно приводить в действие гидравлически или электрически.
Такие устройства известны и поэтому не нуждаются здесь в пояснении.
На фиг. 2 показано состояние во время холодной прокатки. После ввода прокатываемой полосы 2 в зазор между рабочими валками прокатной клети 1, на металлическую полосу 2 воздействует натяжение полосы. Как указывалось выше, натяжение полосы и прохождение полосы в зоне входа в прокатную клеть 1 должны задаваться возможно более независимо от натяжения полосы в зоне разматывателя 3. Колебания натяжения полосы при разматывании с рулона по возможности не должны достигать зоны входа в прокатную клеть 1. Как показано на фиг. 2, для этой развязки натяжения предусмотрен блок 10. Средний ролик 7 блока 10 опущен вниз. Металлическая полоса охватывает, соответственно, частичную зону боковой поверхности трех роликов 6, 7, 8. Каждый ролик 6, 7, 8, как указывалось выше, приводится во вращение с помощью не изображенного привода. При этом приводной момент роликов 6, 7, 8 задается с помощью приводного и регулировочного устройства 11 так, что, с одной стороны, на металлическую полосу 2 оказывается тормозное действие. За счет этого тормозного действия можно поддерживать желаемое минимальное значение натяжения полосы на входе в клеть 1 холодной прокатки. Это обратное натяжение является в значительной степени независимым от колебаний натяжения, которые могут возникать при разматывании рыхло намотанного рулона. Кроме того, приводное и регулировочное устройство 11 оказывает также влияние на пространственное положение осей вращения роликов 6, 7, 8 (возможно также на положение разматывателя 3 в направлении его оси 3А вращения). За счет сдвига в осевом направлении роликов можно оказывать влияние, наряду с натяжением полосы, также на путь прохождения полосы. Это оказание влияния (как на вращательное движение, так и на осевое положение осей вращения) показано символически на фиг. 2 штриховыми линиями (соединение 4 передачи воздействий и сигналов) и с помощью стрелок 12. Для ясности приводы и исполнительные механизмы для процессов регулирования не изображены на чертежах.
Для измерения положения полосы служит устройство 9 измерения положения полосы, которое расположено между блоком 10 и клетью 1 холодной прокатки. Контролирование прохождения полосы можно осуществлять, например, посредством измерения кромки (кромок) металлической полосы. Это устройство 9 измерения положения полосы соединено с возможностью передачи сигналов с приводным и регулировочным устройством 11. С помощью подаваемого измерительного сигнала можно с помощью обычного регулирования хорошо противодействовать отклонению металлической полосы 2. Это является предпочтительным, в частности, при профиле поперечного сечения металлической полосы, который имеет форму клина.
На фиг. 3 также показано состояние во время процесса прокатки. В отличие от фиг. 2 средний ролик 7 погружен глубоко под оба ролика 6, 8. За счет этого образуется большой угол охвата ролика 7, а также сравнительно большой угол охвата роликов 6, 8. Этот угол охвата можно регулировать посредством задания положения ролика 6, соответственно, положения ролика 8 в соответствии со стрелкой 14. При этом можно ось вращения одного из роликов 6, 8 или обоих роликов перемещать. При изменении расстояния 18 между осями 6А, 8А вращения изменяется также охват.
Как показано в увеличенном масштабе на фиг. 4, средний ролик 7 трехроликовой системы можно переставлять, например, с помощью не изображенного гидравлического исполнительного механизма между повернутым наружу положением 16 и повернутым внутрь положением 17. Это движение 21 перестановки можно осуществлять относительно плоскости 15 перпендикулярно или под углом 20. Изменение угла 20 регулировочного движения 20 оказывает влияние на охват роликов 6, 7, 8.
Оси 6А, 7А, 8А роликов 6, 7, 8 параллельны относительно друг друга и относительно плоскости 15. В показанном на фиг. 4 положении ролика 7 его зона охвата находится ниже плоскости 15, проходящей через оси 6А, 8А вращения роликов 6, 8. Ось 6А и 8А вращения наружных роликов 6 и 8 можно сдвигать в плоскости 15 (примерно в направлении 5 прохождения полосы) в направлении двойной стрелки 14. При достаточно большой глубине погружения ролика 7, расстояние 18 между обоими роликами 6, 8 может быть выбрано очень небольшим, так что с помощью трехроликовой системы может быть реализовано большое увеличение натяжения. Это является предпочтительным, в частности, при холодной прокатке тонких и твердых металлических полос. Дополнительно к этому, за счет задания угла 20 регулировочного движения относительно плоскости 15 можно осуществлять различный охват роликов 6, 7, 8.
В принципе возможно также, что при плотно намотанной полосе регулируемый средний ролик 7 остается в отведенном положении также во время прокатки.
С помощью показанной трехроликовой системы можно одновременно простым образом обеспечивать развязку натяжения, желаемое увеличение натяжения в зоне входа и хорошее управление металлическими полосами. За счет глубины погружения среднего ролика 7 в соединении с возможностью горизонтальной перестановки обоих наружных роликов 6, 8 трехроликовой системы можно при холодной прокатке предпочтительно устанавливать увеличение натяжения и тем самым обеспечивать большое обратное натяжение в последующей прокатной клети 1. В соединении с указанным выше передаточным столом 13 и, при необходимости, с использованием прижимного ролика 19, процесс ввода также для жестких металлических полос 2 является сравнительно простым.
За счет возможности одновременного осевого сдвига разматывателя и жестко соединенного с ним или же отдельно сдвигаемого трехроликового блока обеспечивается возможность очень хорошего регулирования прохождения полосы. Преимущество эффективного регулирования прохождения полосы проявляется при металлических полосах, профиль поперечного сечения которых является неравномерным.
Хотя изобретение подробно иллюстрировано и пояснено на основе предпочтительного примера выполнения стана холодной прокатки, изобретение не ограничивается этим раскрываемым примером. Точно так же изобретение можно использовать в других прокатных станах, например, при горячей прокатке. Кроме того, специалистами в данной области техники могут быть выведены другие вариации без выхода за объем защиты изобретения.
Перечень позиций
1 Прокатная клеть, клеть холодной прокатки
2 Полоса
3 Разматыватель
4 Соединение (передача сил и сигналов)
5 Направление прохождения полосы
6 Ролик
7 Ролик
8 Ролик
9 Устройство измерения положения полосы
10 Блок, трехроликовая система
11 Приводное и регулировочное устройство
12 Стрелка (направление сдвига роликов 6, 7, 8 по вертикали)
13 Передаточный стол
14 Стрелка (направление сдвига роликов 6, 8 по горизонтали)
15 Плоскость
16 Повернутое наружу положение ролика 7
17 Повернутое внутрь положение ролика 7
18 Расстояние
19 Прижимной ролик
20 Угол
21 Стрелка, направление регулирования ролика 7
3А Ось вращения разматывателя 3
6А Ось вращения ролика 6
7А Ось вращения ролика 7
8А Ось вращения ролика 8.
Пневматическая загрузка руды
Устройство и способ изготовления длинных металлических изделий
Металлургическая емкость
Способ быстрого переоборудования одноручьевой слябовой установки непрерывной разливки в многоручьевую сортовую установку непрерывной разливки и наоборот
Способ получения жидкого чугуна
Устройство и способ регулировки зазора между лезвиями у барабанных ножниц для поперечной резки металлической полосы
Барабан, система и способ для работы с длинными катаными изделиями, поступающими с разных участков прокатного стана
Способ перемешивания ванны металла и печная установка
Устройство и способ охлаждения рабочего валка
Система контроля для кольцевого скруббера
Стан холодной прокатки, имеющий альтернативную подачу стальной полосы по двум разным путям

