Результат интеллектуальной деятельности: СПОСОБ НАГРЕВА ДЛИННОМЕРНЫХ ЛИСТОВЫХ АЛЮМИНИЕВЫХ КОНСТРУКЦИЙ ДЛЯ ФОРМООБРАЗОВАНИЯ ИЛИ ПРАВКИ
Вид РИД
Изобретение
Предлагаемое изобретение относится к термической обработке металлов и сплавов, а, именно, к местному нагреву для правки или формообразования листовых конструкций из алюминиевых сплавов, в том числе вафельных и ребристых панелей, и может быть использовано в авиакосмической, судостроительной и других областях промышленности.
Известен способ термообработки алюминиевых сплавов ПИ 1.2.255-83. Производственная инструкция «Термическая обработка полуфабрикатов и деталей из алюминиевых деформируемых сплавов (ВИАМ г. Москва)». Известный способ предусматривает нагрев в печи. Недостатком известного способа является то, что размеры детали могут превышать размеры рабочего пространства печи, а местный нагрев способ не предусматривает.
Известен способ нагрева для правки и гибки алюминиевых конструкций Инструкция ВИАМ 1021-73 «Конструирование и технология изготовления высокопрочных алюминиевых сплавов В95, В95ПЧ, В93 и В93ПЧ». Известный способ предусматривает нагрев в печи или другом устройстве до температуры 120-150°С. Недостатком известного способа является то, что он не предусматривает конструкцию устройства для местного нагрева листовых крупногабаритных деталей.
Самым распространенным способом нагрева для формообразования или правки конструкций из алюминиевых сплавов является нагрев в печи, где вся конструкция нагревается в диапазоне температур от 120°С до 150°С. Процесс формообразования или правки всей крупногабаритной конструкции технологически трудноосуществим. Поэтому на практике наиболее приемлем процесс зонального (поочередного) формообразования или правки, используя при этом местный нагрев определенной зоны.
Известны устройства камерного типа для местного нагрева листовых конструкций - так называемые проходные печи, где ширина детали определяет габариты печи. Наиболее близким, принятым за прототип, является способ нагрева в камерной электропечи сопротивления, предназначенной для правки длинномерных алюминиевых деталей перед формообразованием или правкой при температуре до 150°С в воздушной атмосфере (Электропечи производит ЗАО «Накал» - Промышленные печи» 141806, Московская обл., г. Солнечногорск). Нагрев детали происходит через теплоноситель - воздух внутри печи. Основным недостатком известного способа является то, что конструкция проходной печи не позволяет надежно изолировать нагретый воздух печи от окружающего воздуха, и, посредством конвективных потоков воздуха, часть тепла отводится из зоны нагрева. Кроме этого части длинномерной детали (панели), находящейся в печи, посредством теплового переноса, нагревают выступающие за пределы печи части детали. В результате чего, теплонеизолированные части детали отводят часть тепла в окружающее пространство, и при изменяющихся условиях окружающей среды (перепады температуры, сквозняки) имеет место нестабильность технологического процесса.
Задачей предлагаемого изобретения является разработка способа местного нагрева длинномерных листовых конструкций (панелей) из алюминиевого сплава в диапазоне температур от 120°С до 150°С для последующей правки или формообразования с исключением или уменьшением отрицательных факторов внешних условий, влияющих на процесс нагрева, правки или формообразования. То есть необходимо сократить тепловые потери, увеличить скорость нагрева и сократить процессы остывания при правке, формообразовании.
Решение поставленной задачи достигается тем, что на выступающую из проходной печи часть детали накладываются съемные нагревательные элементы - нагревательные маты, которые, с одной стороны, теплоизолируют деталь от окружающего воздуха, а с другой - являются активными источниками тепла. Посредством регулирования температуры нагревательных матов в диапазоне от 50°С до 150°С достигается сокращение времени нагрева детали в печи и сокращение скорости остывания обрабатываемой зоны при правке, формообразовании.
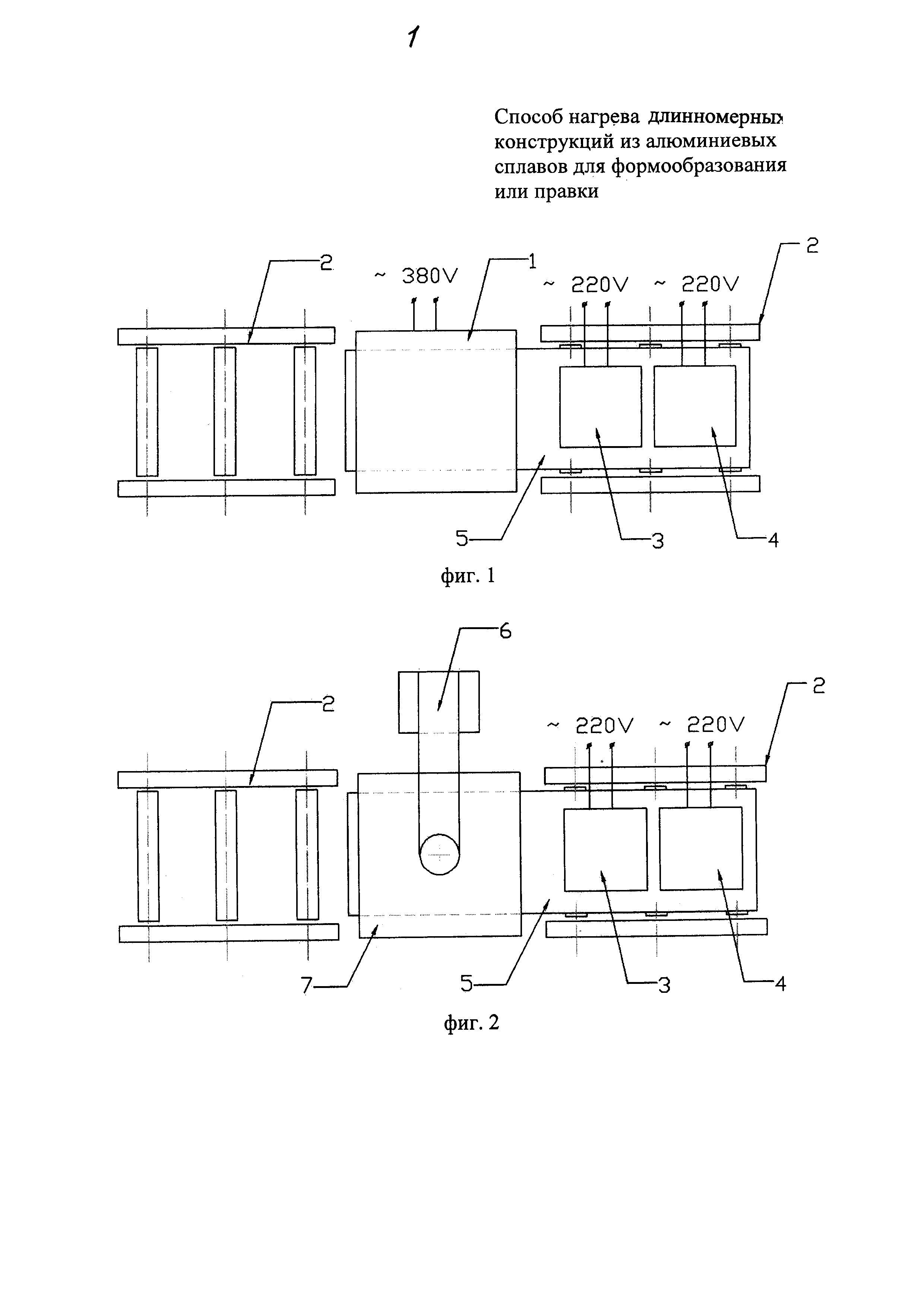
Устройство для нагрева (фиг. 1) состоит из камерной печи 1, роликового стенда 2, нагревательных матов 3, 4 и детали (панели) 5.
Устройство для правки или формообразования (фиг. 2) состоит из роликового стенда 2 гидравлического пресса 6, стола 7, нагревательных матов 3, 4, панели 5.
Процесс нагрева длинномерной листовой конструкции (панели) для формообразования или правки осуществляется следующим образом: панель 5 укладывают на роликовый стенд 2 и помещают обрабатываемую зону панели в камеру печи 1. Затем на выступающую из печи поверхность панели укладывают нагревательные маты 3 и 4 (количество и габариты матов определяют исходя из габаритов детали и обрабатываемой площади). После чего включают печь 1 и нагревательные маты 3 и 4, осуществляют нагрев обрабатываемой зоны до температуры от 100°С до 150°С. Температуру нагревательных матов регулируют в диапазоне от 50°С до 150°С в зависимости от влияния внешних факторов и требуемой скорости нагрева. После нагрева в печи обрабатываемой зоны детали до заданной температуры, панель 5 вынимают из печи 1 и вместе с нагревательными матами 3 и 4 перемещают на правильный стол 7 к прессу 6, где с его помощью производят формообразование или правку.
Таким образом, процесс местного нагрева панели происходит за меньшее время и практически не зависит от изменения параметров окружающей среды (фиг. 3). Так как последующий процесс формообразования (правки) зоны происходит на открытом воздухе в помещении цеха, то имеет значение время сохранения температурного режима от 120°С до 150°С обрабатываемой зоны на весь период обработки. При контакте нагретой детали с воздухом и частями пресса, охлажденными до цеховой температуры, происходит быстрое охлаждение детали. По условиям технологического процесса, не допускается формообразование или правка при температуре ниже 100°С. В этом случае использование съемных нагревательных матов позволит компенсировать потери тепловой энергии, т.е. при необходимости продлить время формообразования или правки, сохранить температуру детали в диапазоне от 120°С до 150°С и исключить повторный цикл нагрева в печи. Также изоляция части поверхности панели и дополнительный подогрев во время формообразования или правки ускорит процесс нагрева следующих зон.
Применение съемных нагревательных матов позволит повысить теплоэффективность нагревательных приспособлений, снизить время нагрева, стабилизировать процесс нагрева панелей из алюминиевых сплавов.
Способ нагрева длинномерных листовых алюминиевых панелей для последующего формообразования или правки, включающий размещение в камере проходной печи обрабатываемой зоны панели и нагрев ее до температуры 100 - 150°С, при этом на выступающие из печи части алюминиевой панели накладывают нагревательные маты и осуществляют их обогрев при регулировании температуры матов в диапазоне от 50 до 150С .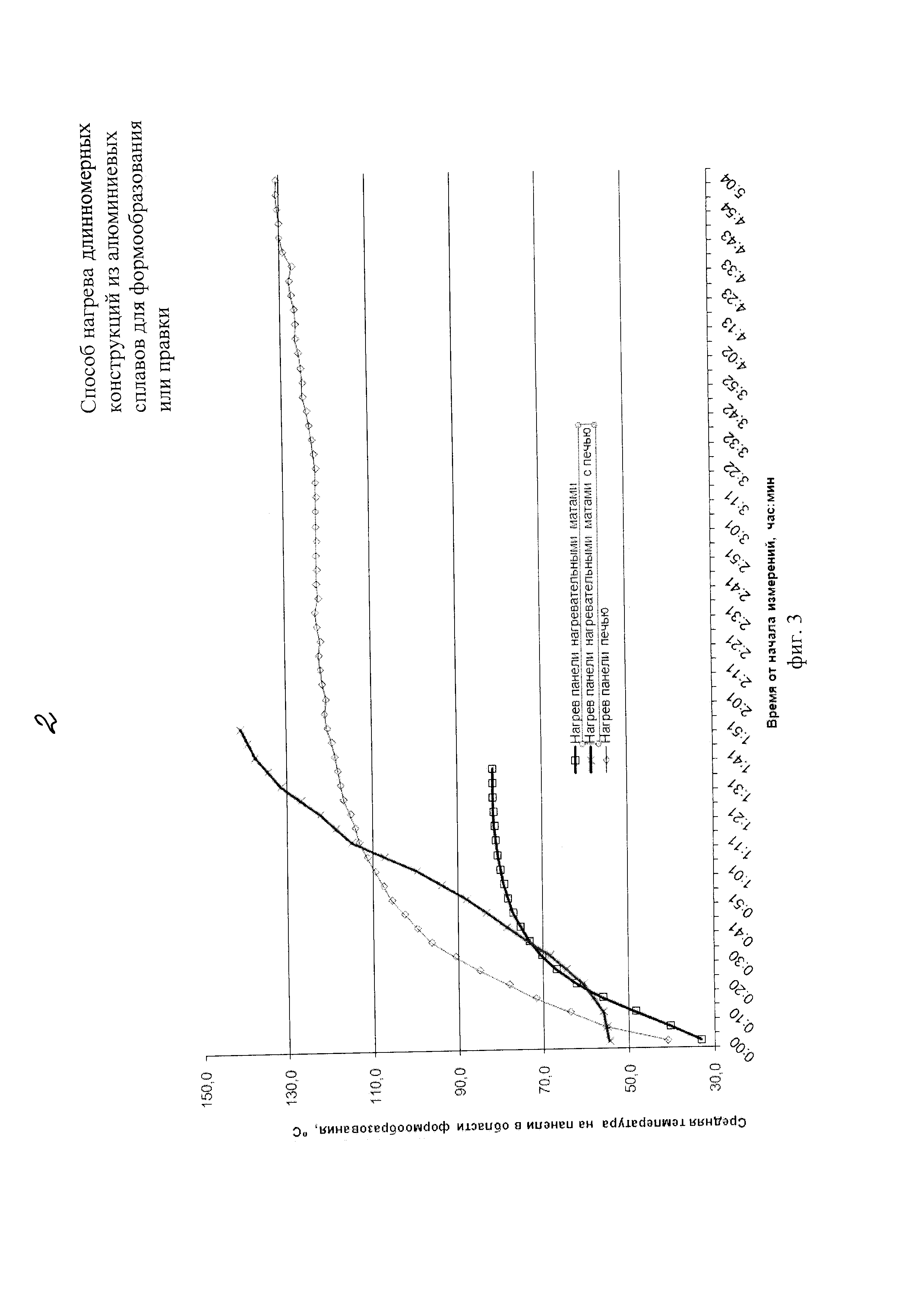
Устройство контроля технического состояния силовой установки (варианты)
Способ формообразования из трубчатых заготовок деталей с элементами жесткости в виде выворотов
Способ контактирования деталей и устройство для его осуществления
Устройство для мойки полых изделий
Устройство контроля технического состояния силовой установки (варианты)
Способ формообразования из трубчатых заготовок деталей с элементами жесткости в виде выворотов
Способ измерения отклонений от плоскостности
Горелка для сварки неплавящимся погруженным электродом
Бездеформационный способ изготовления сварных вафельных панелей
Способ изготовления винтовых пластин из быстрорежущей стали и устройство для его осуществления

