Результат интеллектуальной деятельности: ЭЛЕМЕНТ ЖЕСТКОСТИ ИЗ ЛИСТОВОГО МАТЕРИАЛА ДЛЯ СРЕДНЕЙ СТОЙКИ КУЗОВА
Вид РИД
Изобретение
Изобретение относится к элементу жесткости из листового материала для средней стойки кузова автомобиля, который выполнен из прокатанной с различной толщиной заготовки (по технологии Tailor Rolled Blank), подвергнутой горячему формованию, и который проходит по всей высоте средней стойки кузова, а также на различных высотах средней стойки кузова имеет разную толщину листа.
Средняя стойка кузова автомобиля содержит, по меньшей мере, внешнюю оболочку, которая часто выполнена как единое целое вместе с боковой рамой, которая наряду с этим имеет, по меньшей мере, часть порога двери, боковую раму крыши, переднюю стойку и, при необходимости, заднюю стойку кузова, как показано на фиг.1 в EP 1 621 453 A2.
При этом внешняя оболочка из-за требований к весу и для лучшей формуемости должна быть выполнена из как можно более тонкого листового материала. Тем не менее для закрепления дверных петель и дверных замков, а также для защиты пассажиров при боковом столкновении боковая стойка кузова должна иметь как можно более высокую прочность.
Для этого боковая стойка кузова имеет элемент жесткости из листового материала, который проходит по всей высоте средней стойки кузова. При этом требования к этому элементу жесткости из листового материала не являются одинаковыми во всех областях. Так, в нижнем участке, в котором средняя стойка кузова примыкает к порогам дверей, элемент жесткости из листового материала должен удовлетворять лишь относительно низким требованиям к прочности и жесткости, в то время как требования к элементу жесткости из листового материала в верхней половине являются существенно более высокими, чтобы обеспечить как можно меньшую деформацию средней стойки кузова внутрь салона автомобиля при боковом столкновении.
Из EP 1 912 849 B1 известен элемент жесткости из листового материала для средней стойки кузова автомобиля, который выполнен из прокатанной с различной толщиной заготовки (по технологии Tailor Rolled Blank), причем элемент жесткости из листового материала проходит по всей высоте средней стойки кузова, и причем элемент жесткости из листового материала выполнен из прокатанной с разными толщинами заготовки, подвергнутой горячему формованию, которая на различных высотах средней стойки кузова имеет разную толщину листа.
Заготовка, полученная по технологии Tailor Blank, представляет собой листовую заготовку из материалов различного качества или с различными толщинами листа. Эта сборная заготовка затем формуется в желаемый конструктивный элемент, например, при помощи глубокой вытяжки. Заготовки, полученные по технологии Tailor Blank, были разработаны для изготовления листовых заготовок, которые позволяют получить любое распределение толщин и/или структуру из различных материалов или материалов различного качества. Это позволяет приспособить получаемый в дальнейшем конструктивный элемент к локальным нагрузкам, что, впрочем, требует наличия дополнительных укрепляющих элементов. Преимуществом в этом случае является сокращение веса и затрат на изготовление.
В случае прокатанной с различной толщиной заготовки (по технологии Tailor Rolled Blank, TRB) как особой формы заготовки по технологии Tailor Blank листовая полоса вновь прокатывается в холодном состоянии, причем прокат осуществляется посредством наката и ската различных толщин листа в листовой полосе. Преимуществом в этом случае является однородный переход между двумя толщинами и тот факт, что в листовой полосе отсутствуют стыки.
Элемент жесткости из листового материала для средней стойки кузова, который изготавливается из такой прокатанной с различной толщиной заготовки, соответственно, может иметь различные толщины листа на разных высотах средней стойки кузова. Таким образом, в тех областях, к которым предъявляются особенно высокие требования по прочности и жесткости, она может быть выполнена с особенно большой толщиной, в то время как в тех областях, которые должны удовлетворять лишь невысоким требованиям по прочности и жесткости, она может быть выполнена, соответственно, тонкой. Благодаря этому, при помощи единственного элемента жесткости из листового материала обеспечивается удовлетворение различных требований в отдельных областях. С другой стороны, элемент жесткости из листового материала выполняется не всюду с такой большой толщиной, как требуется в области с самыми высокими требованиями.
Разумеется, желательна дальнейшая оптимизация прочности для дополнительного улучшения защиты пассажиров. В то же время, при осуществлении способа с использованием прокатанных с различной толщиной заготовок за счет положения листовых заготовок на листовой полосе образуется относительно большое количество отходов листового материала, так что изготовление сопряжено с большими затратами.
В противоположность этому, задача настоящего изобретения состоит в том, чтобы предложить элемент жесткости указанного типа из листового материала, который мог бы быть изготовлен оптимально в отношении прочности и, в то же время, особенно экономично.
Эта задача решается посредством описанного в п.1 формулы изобретения элемента жесткости из листового материала, а также посредством способа для изготовления такого элемента жесткости из листового материала согласно п.6 формулы изобретения.
Благодаря тому, что области с различными толщинами листа расположены по высоте средней стойки кузова симметрично по отношению к области с наибольшей толщиной листа, является возможным соединить оптимальную прочность с уменьшением веса. Кроме того, при изготовлении элементов жесткости из листового материала является возможным оптимизировать вырезку заготовок таким образом, что возникает меньшее количество отходов листового материала и, таким образом, изготовление становится эффективнее.
Исследования заявителя показали, что процент использования материала листовой полосы в определенных случаях может быть повышен с 48% до 66%.
При этом является рациональным, чтобы область с наибольшей толщиной листа была расположена приблизительно на высоте поясной линии кузова, поскольку эта область является той областью будущей средней стойки кузова, в которой имеется высокая опасность аварии и наверх от которой средняя стойка кузова изгибается для улучшения видимости.
Особенно эффективная оптимизация использования листовой полосы обеспечивается тогда, когда элемент жесткости из листового материала в нижнем участке, в котором средняя стойка кузова примыкает к порогам дверей, не является частью симметричного распределения толщин листа (см. ниже).
В предпочтительном варианте осуществления изобретения максимальная разница толщин между областями с наименьшей толщиной и с наибольшей толщиной составляет 50%. Толщина листа в нижнем участке, в котором средняя стойка кузова примыкает к порогам дверей, предпочтительно составляет менее 1,5 мм. В свою очередь, является предпочтительным, чтобы толщина листа в области с наибольшей толщиной составляла более 2 мм. Является особенно предпочтительным, чтобы наименьшая толщина листа составляла 1,35 мм, а наибольшая толщина листа составляла 2,7 мм.
Изобретение также включает в себя способ изготовления элемента жесткости из листового материала для кузова автомобиля, в частности для элемента жесткости из листового материала для средней стойки кузова по любому из предыдущих пунктов формулы изобретения, при котором различные толщины листовой полосы получены посредством проката (способ по технологии Tailor Rolled Blank), из этой листовой полосы выштамповывают листовые заготовки с областями с различной толщиной листа, и затем эти листовые заготовки подвергают горячему формованию в прессе для получения элемента из листового материала для кузова. Способ отличается тем, что две листовые заготовки для левой и правой сторон автомобиля в листовой полосе расположены со смещением относительно друг друга в направлении проката, рядом друг с другом и ориентированы в противоположных направлениях. Благодаря этому количество отходов листового материала листовой полосы при вырезании листовых заготовок может быть существенно уменьшено, при одновременном согласовании распределения толщины с требуемой прочностью в различных областях элемента из листового материала для кузова.
Этот способ работает особенно хорошо, если две листовые заготовки должны быть выштампованы из листовой полосы по существу с одинаковыми, но зеркально-симметричными контурами. В частности, это имеет место в том случае, когда должны быть изготовлены правая и левая листовые части кузова автомобиля, поскольку эти элементы в большинстве случаев выполняются симметричными, то есть правая и левая части в большинстве случаев с точностью до зеркального отражения являются одинаковыми. При этом расположение листовых заготовок рядом друг с другом со смещением означает, что при вырезании из листовой полосы заготовки в направлении проката хотя и расположены рядом друг с другом, но концы обеих листовых заготовок смещены на определенную величину в направлении проката. Ориентация в противоположных направлениях означает, что одна листовая заготовка своей торцевой стороной ориентирована в противоположную сторону в направлении проката, по отношению к другой листовой заготовке. Благодаря этому, прежде всего, из листовой полосы с малым количеством отходов листового материала могут быть вырезаны или выштампованы листовые заготовки для элементов из листового материала для кузова, которые имеют нерегулярный контур выреза, в частности, если ширина листовой заготовки изменяется в направлении проката.
Смещение в направлении проката двух листовых заготовок предпочтительно является таким, что области с одинаковыми толщинами листа на зеркально-симметричных листовых заготовках совпадают. Благодаря этому оба элемента из листового материала для кузова слева и справа имеют одинаковое распределение толщин по своей длине.
Две листовые заготовки для элемента жесткости из листового материала для средней стойки кузова предпочтительно расположены со смещением по отношению друг к другу таким образом, что нижние участки соответствующих листовых заготовок, в которых средняя стойка кузова примыкает к порогам дверей, и они сами в общем расположении двух листовых заготовок расположены симметрично. Благодаря этому ширина нижней области элемента жесткости из листового материала для средней стойки кузова занимает почти всю ширину листовой полосы, в то время как в остальных областях две листовые заготовки расположены рядом друг с другом на листовой полосе. При этом является особенно предпочтительным, что две листовые заготовки расположены со смещением по отношению друг к другу таким образом, что нижний участок одной листовой заготовки примыкает к верхнему участку другой листовой заготовки.
Является особенно эффективным, если две листовые заготовки расположены с поворотом приблизительно на 180° по отношению друг к другу и при этом при необходимости смещены относительно друг друга таким образом, что нижние участки соответствующих листовых заготовок, в которых средняя стойка кузова примыкает к порогам дверей, и они сами в общем расположении двух листовых заготовок расположены симметрично.
Тогда листовые заготовки могут быть «вложены друг в друга», и достигается значительный процент использования материала. Таким образом, также возможно осуществлять прокат обеих листовых заготовок одновременно.
Другие подробности, признаки и преимущества изобретения следуют из нижеследующего описания примера осуществления изобретения при помощи чертежей. На чертежах представлено:
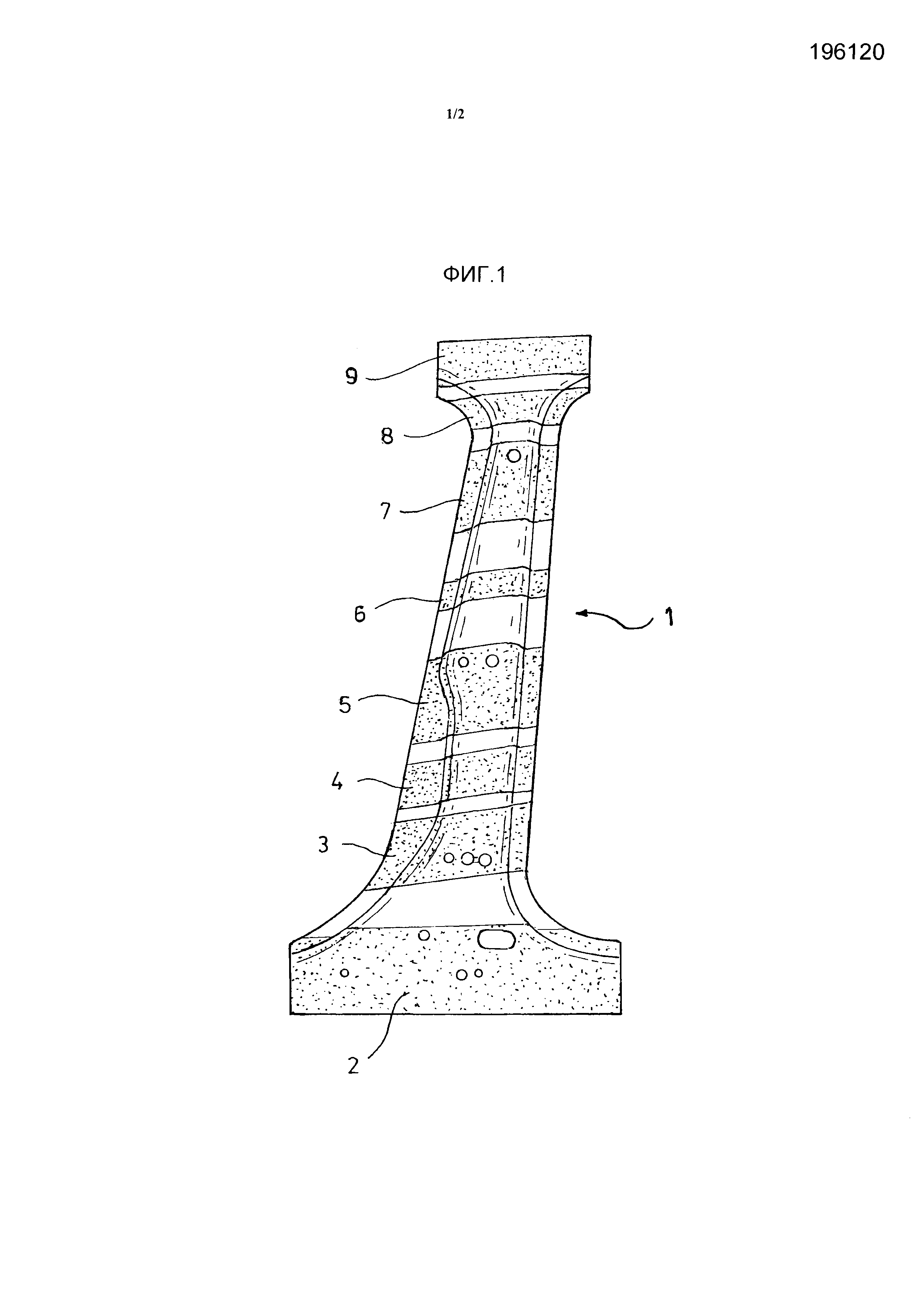
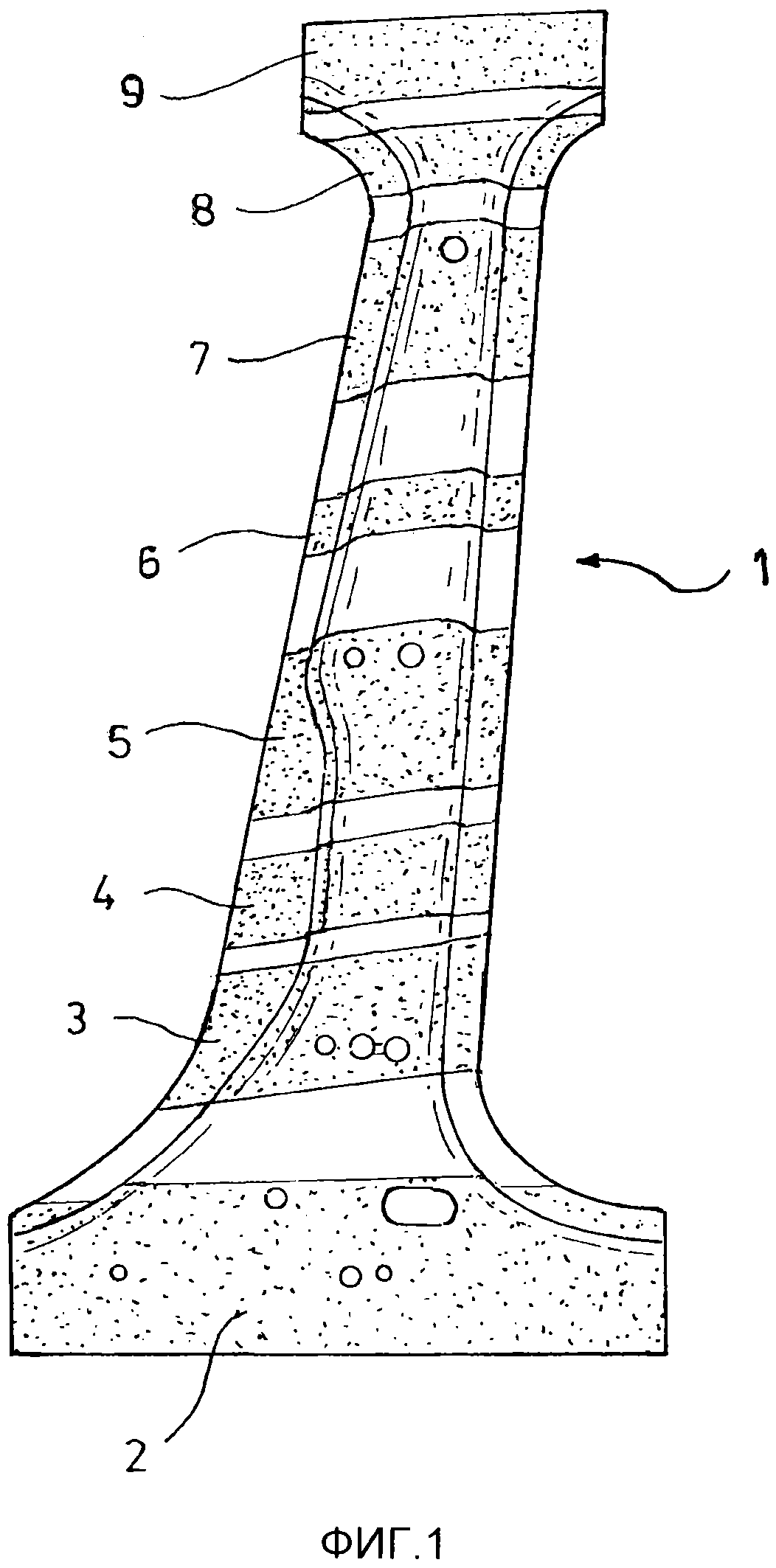
фиг.1 - перспективное схематическое изображение элемента жесткости из листового материала для средней стойки кузова; и
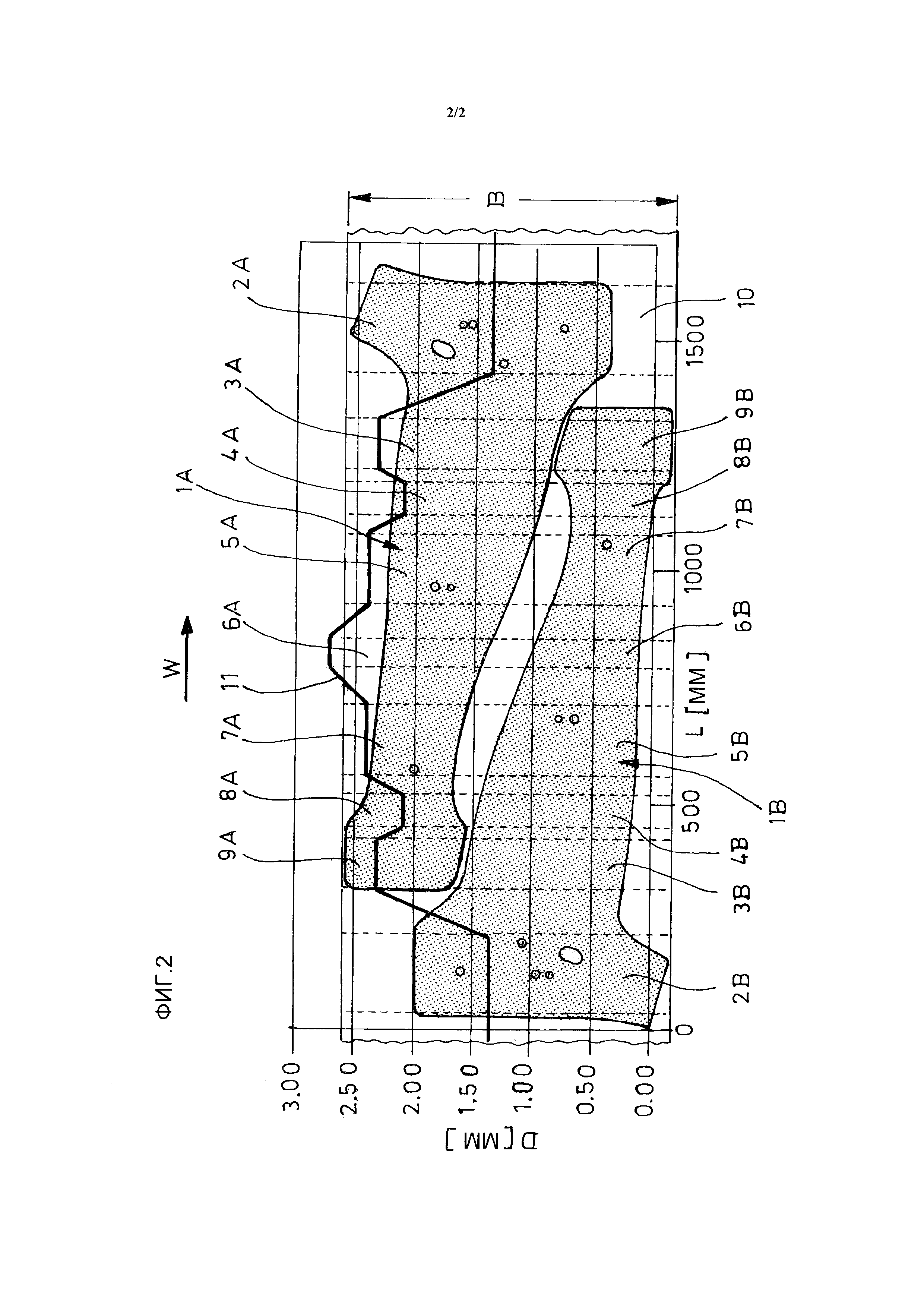
фиг.2 - схематическое изображение листовой полосы с двумя вырезаемыми из нее листовыми заготовками (вид сверху).
На фиг.1 представлено перспективное схематическое изображение предлагаемого изобретением элемента 1 жесткости из листового материала для средней стойки кузова, который изготовлен в таком процессе, в котором листовую полосу согласно технологии Tailor Rolled Blank прокатывают с выполнением различной толщины листа, из листовой полосы 10 выштамповывают листовую заготовку, и затем ее в нагретом состоянии формуют в элемент 1 жесткости из листового материала.
Элемент 1 жесткости из листового материала содержит области 3-9 с различными толщинами листа, которые расположены по высоте средней стойки кузова, или по высоте элемента 1 жесткости из листового материала, симметрично по отношению к области 6 с наибольшей толщиной листа.
Элемент 1 жесткости из листового материала содержит - в смонтированном состоянии на средней стойке кузова - нижний фланец 2, в котором средняя стойка кузова примыкает к порогам дверей, который исключен из данного симметричного по толщине листа расположения областей 3-9 по отношению к области 6.
Область симметричной структуры элемента 1 жесткости из листового материала содержит расположенную снизу область 3, которая примыкает к нижнему фланцу 2, и верхний фланец 9, на котором средняя стойка кузова примыкает к раме крыши, которые (область 3 и фланец 9) имеют одинаковую толщину листа.
За ними по направлению внутрь расположены две области 4 и 8 с одинаковой толщиной листа, которая по отношению к толщине листа в областях 3, 9 немного уменьшается, и, соответственно, еще дальше по направлению внутрь расположены еще две области 5 и 7 с одинаковой толщиной листа, которая по отношению к толщине листа в областях 4, 8 увеличивается, а по отношению к областям 3, 9 - уменьшается, между которыми расположена область 6 с наибольшей толщиной листа, которая (область 6) приблизительно соответствует поясной линии кузова.
Фланец 2, примыкающий к порогам дверей, выполнен особенно тонким и имеет толщину листа лишь 1,35 мм. Обе области 3, 9 прокатаны с малой толщиной и имеют толщину листа 2,3 мм. Области 4, 8 имеют толщину 2,1 мм, а области 5, 7 имеют толщину 2,4 мм. Область 6 с наибольшей толщиной листа имеет толщину листа 2,7 мм.
На фиг.2 представлено схематическое изображение (вид сверху) листовой полосы 10 с двумя вырезаемыми из нее листовыми заготовками 1A, 1B, на которые наложен график 11 (линия уровня) изменения толщин D листа (в мм) в зависимости от длины L (в мм), на котором наглядно показано симметричное в отношении толщин листа расположение областей 3-9 по отношению к области 6.
Видно, что будущие листовые заготовки 1A, 1B на листовой полосе 10 расположены рядом друг с другом, а также, таким образом, по отношению друг к другу, что симметричное расположение областей 3-9 с различными толщинами листа по отношению к области 6 с наибольшей толщиной листа по высоте средней стойки кузова является одинаковым для обеих смежных листовых заготовок 1A, 1B.
Обе листовые заготовки 1A и 1B имеют основную форму для левого и правого элемента жесткости из листового материала для средней стойки кузова. При этом они ориентированы в противоположных направлениях и расположены с поворотом приблизительно на 180° по отношению друг к другу и одновременно с этим смещены относительно друг друга в направлении W проката листовой полосы 10 таким образом, что нижняя область 2 соответствующих листовых заготовок, в которой средняя стойка кузова примыкает к порогам дверей, не является частью симметричного распределения толщин листа. Эта область, вследствие выполнения ее с большой площадью для лучшего соединения средней стойки кузова с порогами дверей, проходит почти по всей ширине B листовой полосы 10.
Кроме того, две листовые заготовки 1A, 1B расположены со смещением по отношению друг к другу таким образом, что нижняя область 2 одной листовой заготовки 1A примыкает к верхнему участку 9 другой листовой заготовки 1B, так что они, в свою очередь, в общем расположении двух листовых заготовок 1A, 1B расположены симметрично, так что листовая полоса 10 в направлении W проката по отношению к области с большей толщиной листа и в направлении, противоположном направлению W проката, имеет симметричное распределение толщин листа.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
1A, 1B - листовая заготовка
1 - элемент жесткости из листового материала для средней стойки кузова
2 - фланец, самая узкая область
3-9 - области с различными толщинами листа
6 - область с наибольшей толщиной листа
10 - листовая полоса (полоса из листового материала)
11 - график изменения толщин
L - длина
D - толщина листа
B - ширина листовой полосы
W - направление проката.
Корпус рулевой рейки с поперечными сужениями
Усовершенствованное прессовое соединение корпуса зубчатой рейки
Рулевой клапан с планетарной передачей
Способ управления двигателем, выполненным с возможностью работы на газообразном топливе, двигатель, имеющий цилиндры, выполненные с возможностью сжигания газообразного топлива и двигатель, выполненный с возможностью сжигания газообразного топлива
Способ проверки системы продувки паров транспортного средства, транспортное средство с гибридным приводом и способ проверки системы продувки паров на борту транспортного средства
Устройство и способ инжекционного формования вспененных полимеров
Транспортное средство (варианты)
Двигатель внутреннего сгорания с турбонагнетателем, приводная система и способ работы двигателя внутреннего сгорания с турбонагнетателем (варианты)
Блок цилиндров (варианты) и способ работы системы смазки в двигателе
Несущий каркас (варианты)
Корпус рулевой рейки с поперечными сужениями
Усовершенствованное прессовое соединение корпуса зубчатой рейки
Рулевой клапан с планетарной передачей
Способ управления двигателем, выполненным с возможностью работы на газообразном топливе, двигатель, имеющий цилиндры, выполненные с возможностью сжигания газообразного топлива и двигатель, выполненный с возможностью сжигания газообразного топлива
Способ проверки системы продувки паров транспортного средства, транспортное средство с гибридным приводом и способ проверки системы продувки паров на борту транспортного средства
Устройство и способ инжекционного формования вспененных полимеров
Транспортное средство (варианты)
Двигатель внутреннего сгорания с турбонагнетателем, приводная система и способ работы двигателя внутреннего сгорания с турбонагнетателем (варианты)
Блок цилиндров (варианты) и способ работы системы смазки в двигателе
Несущий каркас (варианты)

