Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОСВАРНЫХ ПРЯМОШОВНЫХ ПРОФИЛЬНЫХ ТРУБ КВАДРАТНОГО ИЛИ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ.
Вид РИД
Изобретение
Изобретение относится к области обработки металла давлением, преимущественно может быть использовано при производстве квадратных или прямоугольных прямошовных сварных труб в составе трубоэлектросварочных агрегатов.
Известен способ изготовления сварных профильных труб квадратного или прямоугольного сечения, включающий формовку полосы в цилиндрическую трубную заготовку, сварку кромок и профилирование сваренной заготовки в валковых калибрах профилирующего стана с формоизменением поперечных сечений заготовки и распрямлением круглых участков полок, при этом профилирование заготовки осуществляют с равномерным уменьшением кривизны полок по наружной поверхности в поперечных сечениях профиля заготовки и их равномерным обжатием по калибрам профилирующего стана (патент РФ №2443486, МПК В21С 37/16, 27.02.2012 г.).
Недостаток известного способа заключается в недостаточной устойчивости боковых граней профильных труб и отсутствии возможности контролировать размеры внешнего радиуса сопряжения полок. Это является причиной появления дефектов формы и размера в производстве электросварных труб квадратного или прямоугольного сечения.
Известен деформирующий валок, предназначенный для использования в устройстве для последовательного деформирования трубной заготовки круглого поперечного сечения в профильную трубу квадратного или прямоугольного поперечного сечения, и способ получения квадратных труб деформированием. Такое устройство содержит пару из верхнего и нижнего и пару из левого и правого деформирующих валков, оси вращения которых размещены в плоскости поперечного сечения указанной трубной заготовки, при этом деформирующий валок выполнен с кривизной поверхности в направлении оси вращения для сжатия участков трубной заготовки, примыкающих к местам, намеченным в качестве угловых участков квадратной трубы, меньшей кривизны поверхности для сжатия участка трубной заготовки, намеченного под центр боковой части поперечного сечения квадратной трубы. Способ последовательного деформирования заготовки круглого поперечного сечения в квадратную трубу квадратного или прямоугольного сечения осуществляется с помощью деформирующего валка (Патент РФ №2386509, МПК B21D 5/12, 20.04.2010 г.).
Недостатками известного способа и валка являются недостаточная воспроизводимость внешнего радиуса сопряжения полок и качество поверхности боковых поверхностей электросварных труб квадратного или прямоугольного сечения, что выражается в возникновении таких дефектов, как неидентичность внешних радиусов и выпуклость, вогнутость полок готового профиля, что приводит к снижению качества получаемой трубы.
Технический результат - обеспечение качества получаемых размеров сварной профильной трубы, в особенности внешнего радиуса сопряжения полок, согласно требованиям EN 10219-2.
Технический результат достигается тем, что в способе изготовления электросварных прямошовных профильных труб квадратного или прямоугольного сечения в профилировочном стане, включающем формовку полосы в валковых калибрах стана в цилиндрическую трубную заготовку, сварку кромок трубы и черновую и чистовую стадию профилирования трубной заготовки с формоизменением поперечных сечений заготовки и распрямлением круглых участков полок, профилирование трубной заготовки осуществляют в четырехвалковых калибрах с неприводными валками с неравномерным распределением обжатий по калибрам: 40-50% в первом калибре, 20-30% во втором калибре, 10-20% в третьем калибре, 5-15% в четвертом калибре, при этом на черновой стадии профилирование производят в калибрах, по меньшей мере один из которых образован двухрадиусными валками, центральный участок поверхности бочки которых имеет больший радиус, а два симметрично расположенных периферийных участка - меньший радиус.
Технический результат достигается также тем, что первый или первый и второй калибры черновой стадии профилирования выполнены двухрадиусными.
Качественные электросварные прямошовные трубы квадратного или прямоугольного сечения по европейскому стандарту EN 10219-2 должны удовлетворять требованиям по геометрическим параметрам, а также на них не должно быть дефектов поверхности, таких как трещины, риски, дефектов формы - вогнутость, выпуклость полок и выдерживать испытание на холодный загиб на 90 градусов.
В отличие от известных способов изготовления электросварных прямошовных профильных труб квадратного или прямоугольного сечения предлагаемое изобретение позволяет контролировать получение заложенных размеров будущего профиля с точностью и качеством согласно требованиям европейского стандарта EN 10219-2.
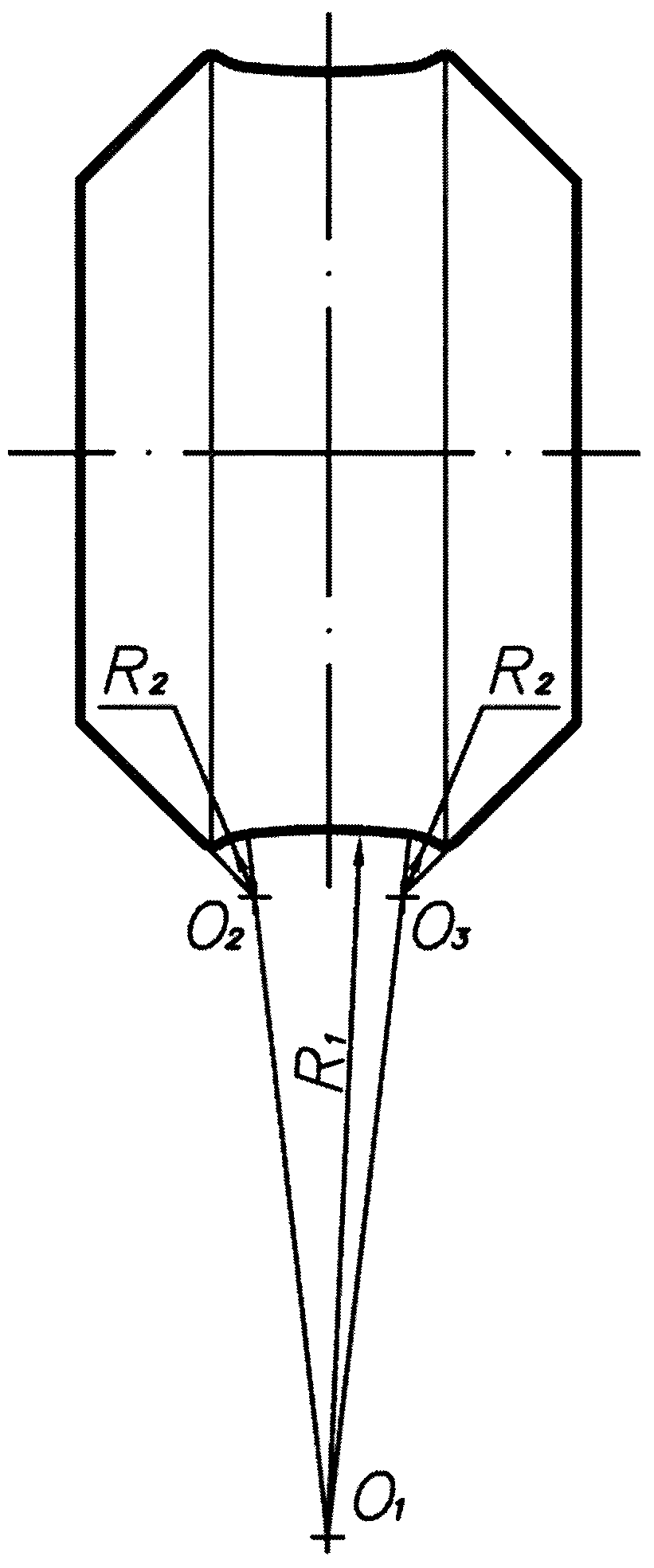
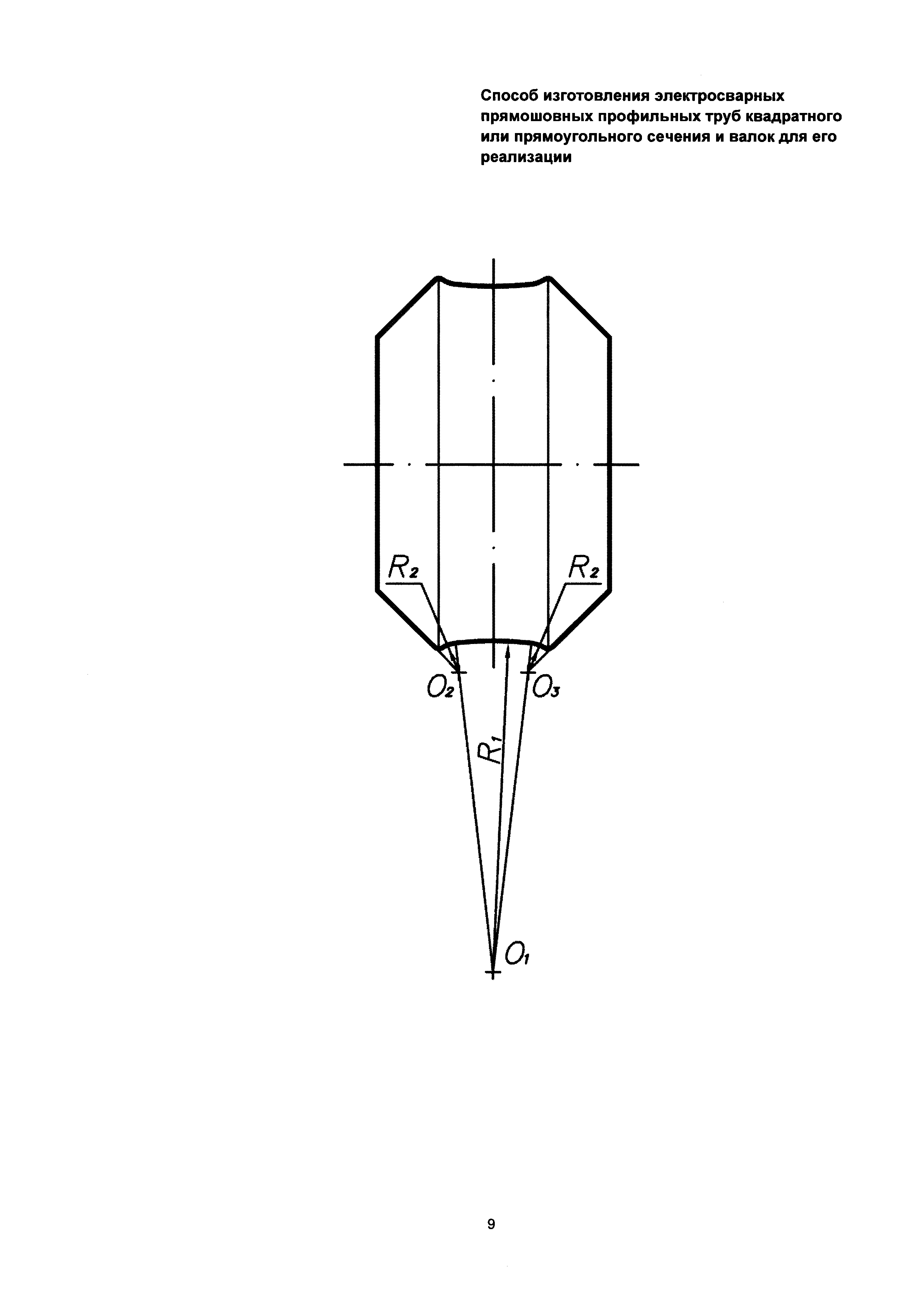
Способ поясняется чертежом, на котором представлен общий вид двухрадиусного валка.
Центральная часть двухрадиусного валка, предназначенная для формирования полки профильной трубы, образована большим радиусом R1 с центром в т. O3, а периферийные участки поверхности бочки валка, предназначенные для формирования радиусов сопряжения полок профильной трубы, образованы двумя симметрично расположенными малыми радиусами R2, сопряженными с радиусом R1 и имеющими центры в точках O1, O2.
Сущность изобретения заключается в следующем.
В процессе изготовления электросварных прямошовных профильных труб квадратного или прямоугольного сечения осуществляется последовательное профилирование круглой заготовки и происходит формоизменение поперечного сечения заготовки за счет распрямления круглых участков полок и формирования радиуса их сопряжения. Качественное профилирование полок достигается за счет того, что процесс формоизменения осуществляется с неравномерным распределением обжатий по калибрам профилировочного стана.
Изготовление электросварных прямошовных профильных труб квадратного или прямоугольного сечения в четырехвалковых неприводных калибрах с неравномерным распределением обжатий по калибрам профилировочного стана способствует получению готовой профильной трубы, удовлетворяющей требованиям европейского стандарта EN 10219-2 по геометрическим размерам, в особенности по радиусу участков сопряжений полок.
Диапазоны распределения обжатий по калибрам выбраны на основании расчетов и обоснованы промышленными экспериментами. Превышение диапазона обжатий в любом из калибров приведет к появлению на готовой электросварной прямошовной профильной трубе дефектов поверхности, таких как трещины, риски и дефекты формы - вогнутость, выпуклость полок. В случае уменьшения обжатия в любом из калибров ниже указанного диапазона работа двухрадиусных валков становится неэффективной и приводит к переформовке внешнего радиуса сопряжения полок.
Преимущественное обжатие в первом калибре (40-50%) позволяет сформировать участки будущих полок готовой трубы и внешние радиусы их сопряжений за счет конструктивного решения валка в калибре.
Обжатие во втором калибре 20-30% обеспечивает точное воспроизведение размеров всех внешних радиусов сопряжений полок с одновременным распрямлением участков полок.
Обжатие 10-20% в первом калибре чистовой стадии (третий калибр по ходу движения заготовки) профилировочного стана позволяет с меньшей интенсивностью распрямлять участки полок.
В последнем калибре осуществляется формирование полок профиля и габаритных размеров до чистовых с наименьшим обжатием 5-15%.
Экспериментально установлено, что при однорадиусном исполнении валков в калибре не получается эффективно контролировать получение заложенных размеров будущего профиля с точностью и качеством согласно требованиям европейского стандарта EN 10219-2.
При выполнении первого или одновременно первого и второго калибра черновой стадии профилирования двухрадиусными достигается максимальный положительный результат от перераспределения обжатий в калибрах и получения требуемого качества формы и размера в готовой профильной трубе.
Профилирование производят в калибрах, по меньшей мере один из которых образован двухрадиусными валками, центральный участок поверхности бочки которых имеет больший радиус, а два симметрично расположенных периферийных участка - меньший радиус. Таким образом, центральная часть поверхности бочки валка предназначена для формирования полки профильной трубы методом распрямления участков полок и образована большим радиусом, а периферийные участки поверхности бочки валка предназначены для формирования радиусов сопряжения полок профильной трубы методом подгибки участков сопряжений и образованы двумя симметрично расположенными малыми радиусами. Тем самым достигаются размеры электросварной профильной трубы согласно требованиям стандарта EN 10219-2, в особенности внешнего радиуса сопряжения полок. При однорадиусном исполнении бочки валка неприводного калибра профилировочного стана внешние радиусы сопряжения полок будут формироваться острыми, что не соответствует требованиям стандарта EN 10219-2.
Если же изготовить бочку валка двухрадиусной и интенсивность обжатия перераспределить на черновую стадию профилировочного стана, то периферийные радиусные участки бочки валка будут служить для формирования сопряжений полок, а центральный участок бочки большего радиуса будет формировать сами полки. В чистовой стадии (3 и 4 калибр) радиус сопряжения полок будет уже сформирован и происходит только окончательное распрямление полки будущей профильной трубы и формирование габаритных размеров готовой трубы. Таким образом, в технологическом процессе профилирования цилиндрической трубной заготовки в профильную трубу квадратного или прямоугольного сечения достигаются размеры и качество по требованию EN 10219-2 с наименьшими временными затратами на настройку валковой оснастки.
Применение способа поясняется примером его реализации при производстве прямошовной электросварных труб 50×50×3 на трубопрофильном стане в непрерывной линии ТЭСА 21-89.
Стальная полоса шириной 191 мм толщиной 3 мм формуется в трубоэлектросварочном агрегате «21-89» в круглую трубную заготовку ⌀ 63,5 мм, затем производится сварка кромок токами высокой частоты с образованием продольного шва. Далее профилирование цилиндрической трубной заготовки осуществляется в четырех неприводных валковых калибрах с обжатиями 50%-30%-15%-5%, при этом валки первого и второго калибра выполнены двухрадиусными.
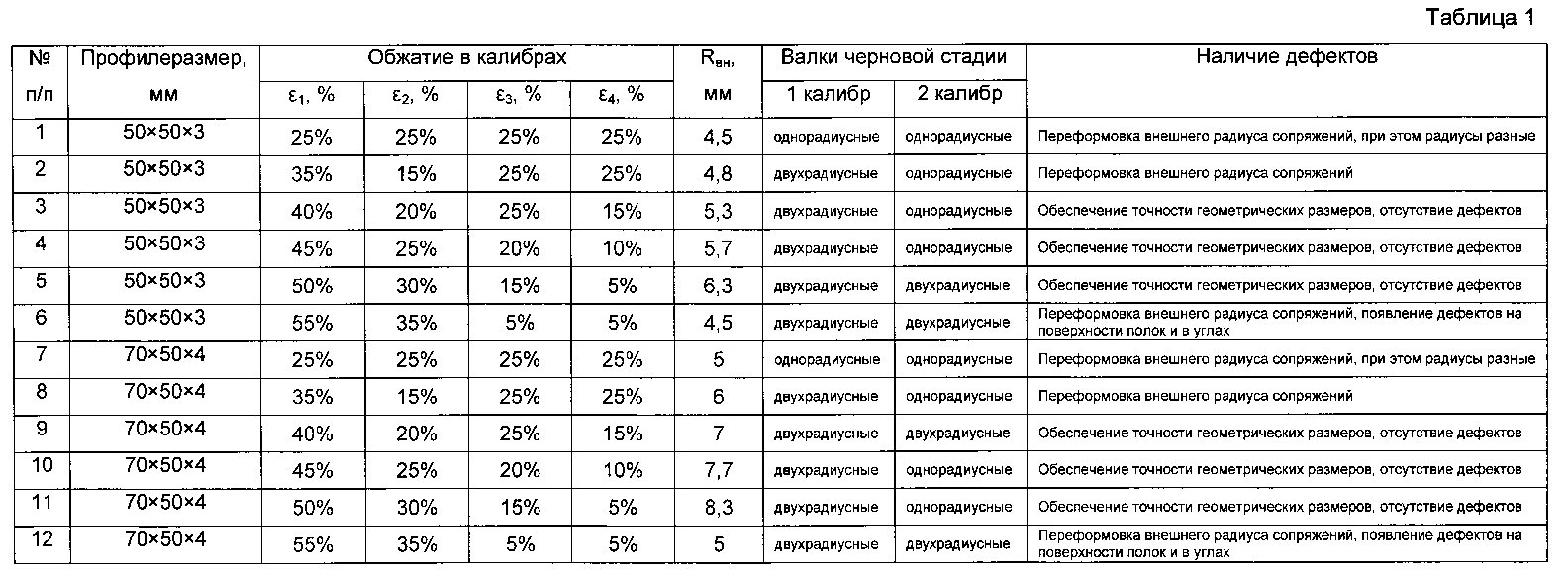
Варианты реализации предложенного способа и показатели эффективности приведены в таблице.
Из данных, приведенных в таблице, следует, что реализация предложенного способа (варианты №3-5, 9-11) приводит к получению качественных характеристик готовых электросварных прямошовных профильных труб квадратного или прямоугольного сечения с заданными геометрическими параметрами и с внешним радиусом сопряжения полок в готовой профильной трубе, соответствующим требованиям стандарта EN 10219-2: 1,6·Т<Rвн<2,4·Т, мм,
где Rвн - внешний радиус сопряжения полок в готовой профильной трубе, мм;
Т - толщина полки готовой профильной трубы, мм.
Из таблицы видно, что при реализации известного способа-прототипа (вариант №1, 7), применяя однорадиусные валки и распределяя равномерно обжатие в профилировочном стане, значение внешнего радиуса сопряжения полок в готовом профиле не соответствует требованиям стандарта EN 10219-21,6·T<Rвн<2,4·Т, радиус получается переформованным и радиусы неодинаковые.
В случае запредельных значений заявленных параметров (варианты №2, 6, 8, 12) наблюдается переформовка внешнего радиуса сопряжения полок и появление дефектов на поверхности полок и в углах.
Технико-экономические преимущества рассматриваемого изобретения состоят в том, что использование предложенного способа обеспечивает производство электросварных прямошовных профильных труб квадратного или прямоугольного сечения, полностью соответствующих требованиям стандарта EN 10219-2.
Способ выплавки стали в дуговой электросталеплавильной печи
Способ производства толстых листов из низколегированной стали с повышенной коррозионной стойкостью
Износостойкая сталь и изделие, выполненное из нее
Способ производства горячекатаного проката повышенной прочности
Способ производства тонколистового горячекатаного проката
Способ промывки доменной печи
Способ производства сверхнизкоуглеродистой холоднокатаной стали для глубокой вытяжки и последующего однослойного эмалирования
Система экологического мониторинга атмосферного воздуха промышленного региона
Способ производства рулонного проката из высокопрочной хладостойкой стали
Способ производства толстолистового проката из малоуглеродистой стали на реверсивном стане
Способ выплавки стали в дуговой электросталеплавильной печи
Способ производства толстых листов из низколегированной стали с повышенной коррозионной стойкостью
Износостойкая сталь и изделие, выполненное из нее
Способ производства горячекатаного проката повышенной прочности
Способ производства тонколистового горячекатаного проката
Способ промывки доменной печи
Способ производства сверхнизкоуглеродистой холоднокатаной стали для глубокой вытяжки и последующего однослойного эмалирования
Система экологического мониторинга атмосферного воздуха промышленного региона
Способ производства рулонного проката из высокопрочной хладостойкой стали
Способ производства толстолистового проката из малоуглеродистой стали на реверсивном стане

