Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ МЕЛЮЩИХ ШАРОВ
Вид РИД
Изобретение
Изобретение относится к металлургии, в частности к изготовлению мелющих шаров из конструкционной углеродистой, низколегированной и легированной марок стали на стане поперечно-винтовой прокатки.
Известен способ изготовления шаров из низколегированного чугуна с шаровидной формой графита, включающий выплавку чугуна, отливку прутков, прокатку их на стане поперечно-винтовой прокатки, изотермическую закалку с последующим отпуском при температуре 280-320°C (Патент РФ 2082530, МПК B21H 1/14, C22C 37/10, 27.06.1997 г.).
Недостатком известного способа является то, что не обеспечивается разница между твердостью поверхности и ½ радиуса в пределах 5 ед. HRC и, как следствие, ниже износостойкость и ударная стойкость; другим недостатком является более сложная и затратная технология термообработки шаров: необходимость наличия оборудования для проведения изотермической закалки в расплаве солей и отпуска в проходном закалочно-отпускном агрегате для обеспечения требуемой твердости шаров.
Наиболее близким по технической сущности к предложенному изобретению является способ изготовления мелющих шаров, включающий нагрев заготовки, прокатку, сортировку, охлаждение в процессе гидротранспортирования движущимся потоком воды с избыточным статическим давлением, охлаждение в проточной воде до температуры самоотпуска в наклонном желобе в процессе их перемещения в накопительный бункер и самоотпуск в накопительном бункере (Авторское свидетельство СССР 1027244, МПК C21D 9/36, C21D 1/02, 07.07.1983 г.).
Недостатком известного способа является более сложный технический процесс охлаждения шаров, необходимость использования подачи воды высокого давления для закалки шаров, отсутствие устройств для выравнивания температуры шара перед закалкой и, как следствие, неравномерность твердости по сечению шаров, высокая температура самоотпуска (350°C), которая может привести к снижению твердости шаров.
Техническим результатом изобретения является повышение эксплуатационной стойкости шаров, получение равномерной твердости по сечению шара, высокой твердости как на поверхности шаров, так и в центральной зоне, аналогичной объемной твердости, без образования трещин.
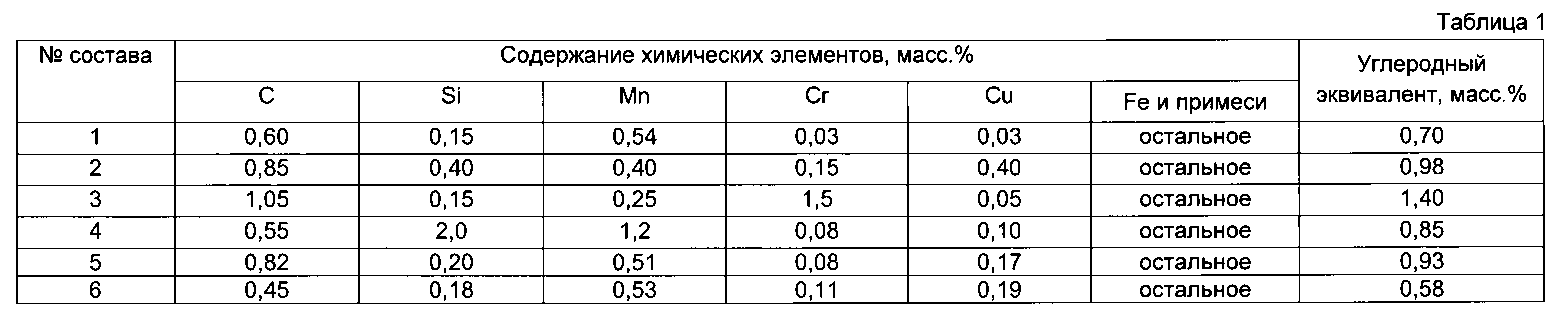
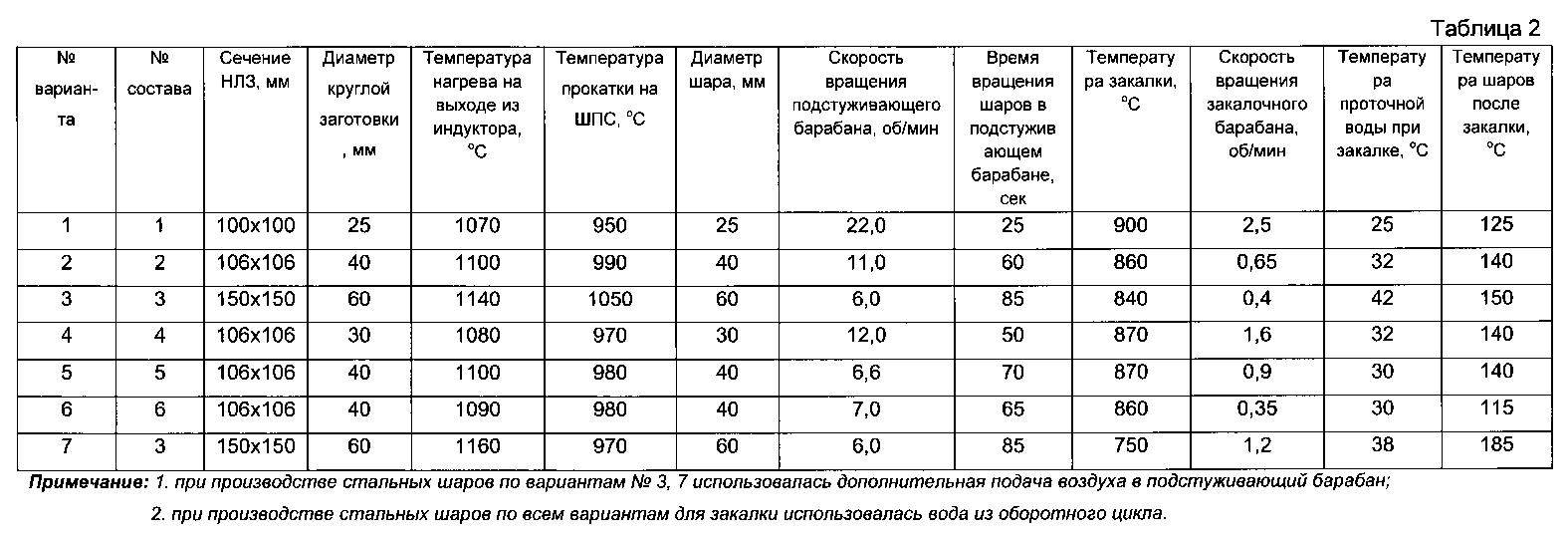
Технический результат достигается тем, что в способе производства стальных мелющих шаров диаметром 25-60 мм, включающем нагрев непрерывнолитой заготовки, прокатку на сортовом стане горячей прокатки круглых заготовок соответствующего размера, последующий их нагрев в индукционном устройстве, прокатку из них шаров на стане поперечно-винтовой прокатки при температуре 950-1050°C, подстуживание шаров перед закалкой, закалку и самоотпуск шаров в контейнерах, согласно изобретению изготавливают квадратную непрерывнолитую заготовку сечением (100-150)×(100-150) мм из стали со следующим соотношением элементов: 0,6-1,05% C, 0,15-2,0% Si, 0,2-1,2% Mn, 0,03-1,5% Cr, 0,03-0,40% Cu, Fe и неизбежные примеси - остальное, при этом углеродный эквивалент составляет 0,7-1,4%; нагрев круглых заготовок производят в индукционном устройстве до температуры на выходе из индукторов 1070-1140°C; подстуживание шаров до температуры закалки 840-900°C осуществляют в подстуживающем барабане со скоростью его вращения в диапазоне 6,0-22,0 об/мин с выравниванием температуры шаров по сечению за счет вращения шаров в барабане в течение менее 2 мин; закалку шаров производят в закалочном барабане со скоростью его вращения в диапазоне 0,4-2,5 об/мин проточной водой температурой 25-42°C до температуры шаров после закалки 125-160°C.
Технический результат достигается также тем, что в подстуживающий барабан дополнительного подают воздух для подстуживания шаров до температуры закалки, а для закалки шаров используют воду из оборотного цикла.
Сущность изобретения заключается в следующем.
Использование для производства шаров квадратной непрерывнолитой заготовки сечением (100-150)×(100-150) мм обеспечивает минимальную ликвацию химических элементов в непрерывнолитой заготовке при разливке стали в связи с высокими скоростями кристаллизации и малой продолжительностью затвердевания; минимальный уровень затрат по сквозному переделу от стали до готового шара. Использование непрерывнолитых заготовок больших размеров приведет к неоднородности химического состава стали и, как следствие, к большей неоднородности твердости готовых шаров в партии и различной их стойкости. При использовании непрерывнолитой заготовки больших размеров потребуются дополнительные технические мощности и затраты для обеспечения производства подката для шаров диаметром 25-60 мм.
Заявляемый химический состав стали позволяет осуществлять разливку стали в непрерывнолитую заготовку сечением (100-150)×(100-150) мм, обеспечивать высокую твердость как поверхности, так и внутренней зоны готовых шаров, а также позволяет перекатывать на шары отсортировку с качественных высокоуглеродистых марок стали, повышая себестоимость проката в целом по производству.
Заявляемый химический состав стали подобран исходя из следующих предпосылок.
Нижний предел массовой доли углерода (0,6%) принят исходя из необходимости обеспечения заданной минимальной прокаливаемости и твердости шаров при термообработке, верхний предел (1,05%) определяется технологической пластичностью при прокатке шаров и их стойкостью к раскалываемости при эксплуатации шаров. При концентрации углерода в стали менее 0,6% твердость шаров снижается ниже требуемого уровня, а при увеличении концентрации углерода более 1,05% повышается склонность их к трещинообразованию.
Ограничения по массовой доле кремния обусловлены его влиянием на повышение прочности стали, в том числе при ударных нагрузках, и на прокаливаемость стали. При массовой доле кремния менее 0,15% его влияние на прочность стали значительно снижается, а при массовой доле более 2,0% повышается склонность к трещинообразованию при закалке шаров.
Соотношение марганца выбрано, исходя из его влияния на прочность и твердость шаров, в том числе с учетом углеродного эквивалента стали. При массовой доле марганца менее 0,2% его влияние на прочность стали неэффективно, а при величине более 1,2% повышается склонность шаров к трещинообразованию при закалке и раскалываемости при эксплуатации шаров.
Массовая доля хрома от 0,1 до 1,5% позволяет повысить прокаливаемость стали и твердость шаров. Увеличение массовой доли хрома более 1,5% может привести к трещинообразованию при закалке шаров. При массовой доле хрома менее 0,03% его влияние на твердость не проявляется.
Массовая доля меди в установленном диапазоне позволяет обеспечивать необходимую твердость шаров. Повышение меди более 0,40% приведет к образованию неметаллических включений и разрывов по границам зерен в микроструктуре готовых шаров, что отрицательно влияет на их эксплуатационные характеристики. При массовой доле меди менее 0,03% ее влияние на твердость не проявляется.
Ограничение величины углеродного эквивалента в пределах 0,7-1,4% позволяет гарантированно обеспечивать требуемую твердость шаров согласно нормативной документации. Отклонение от заданного интервала данной характеристики приведет к снижению уровня твердости (при углеродном эквиваленте менее 0,7%) или к закалочным трещинам и снижению стойкости шаров (при углеродном эквиваленте более 1,4%).
Нагрев круглых заготовок производят в индукционном устройстве до температуры на выходе из индукторов 1070-1140°C, что обеспечивает прогрев заготовки по всему сечению; перепад температур по длине и сечению заготовки, достаточный для обеспечения начальной и рабочей температуры прокатки шаров в валках стана. Снижение температуры нагрева круглых заготовок ниже 1070°C приведет к дефектам поверхности на готовых шарах, а также к преждевременному износу или поломке рабочего инструмента, к аварийной остановке прокатного стана. Повышение температуры нагрева круглых заготовок выше 1140°C приведет к повышению температуры перед подстуживающим барабаном и далее не позволит обеспечить необходимую температуру начала закалки шаров.
Прокатку шаров на стане поперечно-винтовой прокатки производят при температуре 950-1050°C, позволяющей обеспечивать количество металла в очаге деформации строго согласно калибровкам и получение готового профиля шаров без дефектов формы. Отклонение от указанного интервала температур приведет к неправильному формоизменению при деформации заготовки в клети ШПС, получению дефектов сортамента (формы и размеров) и к нарушению исходной температуры закалки шаров.
Подстуживание шаров до температуры закалки 840-900°C в подстуживающем барабане позволяет обеспечить требуемую температуру начала закалки. Отклонение от указанного диапазона температур как выше 900°C, так и ниже 840°C не позволяет начать закалку шаров с температур, обеспечивающих полную закалку, при неполной закалке образуется смешанная структура троостита и мартенсита или бейнита и мартенсита, что снижает твердость шаров ниже установленного норматива.
Вращение шаров в подстуживающем барабане по внутренней направляющей барабана со скоростью в диапазоне 6,0-22,0 об/мин позволяет выравнять температуру шаров и создать условия для равномерной закалки шаров по сечению шара. Снижение скорости вращения барабана менее 6,0 об/мин приведет к уменьшению скорости охлаждения шаров и, как следствие, росту аустенитного зерна и получению грубой игольчатой (зерно мартенсита 11 балла и более) исходной структуры шаров перед закалкой. Увеличение скорости вращения подстуживающего барабана выше 22,0 об/мин приведет к увеличению температуры шаров перед закалкой и, как следствие, к неполной закалке шаров и необеспечению установленного норматива по твердости шаров.
Подстуживание шаров в подстуживающем барабане в течение менее 2 мин позволяет ограничить рост зерна с температуры конца прокатки, что положительно сказывается на дисперсности мартенситной структуры шаров после закалки и обеспечивает высокую износостойкость шаров. Увеличение времени нахождения шаров в подстуживающем барабане более 2 мин приведет к получению неудовлетворительной исходной структуры шаров перед закалкой с зерном мартенсита 11 балла и более.
Дополнительная подача воздуха в подстуживающий барабан для подстуживания шаров до температуры закалки позволяет обеспечивать необходимую температуру закалки для исходной круглой заготовки с заявленным диапазоном химического состава.
Экспериментально установлено, что закалка шаров в закалочном барабане должна осуществляться со скоростью его вращения в диапазоне 0,4-2,5 об/мин проточной водой температурой 25-42°C до температуры шаров после закалки 125-160°C - это в свою очередь позволяет сформировать равномерную структуру мартенсита отпуска, обеспечить твердость шаров в требуемом диапазоне.
Уменьшение скорости закалочного барабана менее 0,4 об/мин приведет к увеличению времени нахождения шаров в охлаждающей среде, снижению температуры шара на выходе из закалочного барабана и, как следствие, к нарушению режима самоотпуска шаров, что отрицательно скажется на эксплуатационных характеристиках шаров. Увеличение скорости закалочного барабана более 2,5 об/мин приведет к получению недопустимо высокой температуры шаров после закалки, что снизит твердость шаров менее установленного норматива.
Снижение температуры воды во время закалки менее 25°C приведет к появлению закалочных трещин, повышение температуры воды выше 42°C уменьшит скорость закалки и не позволит получить необходимую мартенситную структуру шаров.
Использование для закалки шаров проточной воды оборотного цикла позволяет минимизировать затраты на подготовку охлаждающей среды.
Повышение температуры закалки выше установленной 160°C приведет к образованию в шарах бейнитной структуры с пониженной твердостью, неоднородности твердости по сечению шара и, как следствие, несоответствию твердости шаров требуемому нормативу. Снижение температуры закалки ниже 125°C приведет к образованию в шарах закалочных трещин.
Опробование предлагаемого способа поясняется примером.
Непрерывнолитую заготовку (НЛЗ) сечением 106×106 мм стали марки Ш3 с химическим составом: С=0,82%, Si=0,20%, Mn=0,51%, Cr=0,08%, Cu=0,17%; Fe и неизбежные примеси - остальное, углеродный эквивалент 0,93%, прокатывали на сортовом стане горячей прокатки в круглые заготовки диаметром 40 мм. После этого круглые заготовки нагревали в индукционной установке до температуры на выходе 1100°C, прокатывали на шаропрокатном стане (ШПС) поперечно-винтовой прокатки 20-60 при температуре 980°C на шар диаметром 40 мм. Далее производили подстуживание шаров в подстуживающем барабане до температуры закалки 870°C со скоростью вращения барабана 6,6 об/мин с самопроизвольным перемещением шаров по внутренней направляющей барабана и их вращением в течение 70 с. Затем по наклонному желобу шары поступали в закалочный барабан, установленный в камере с проточной водой (использовалась осветленная вода из оборотного цикла температурой 30°C) и вращающийся со скоростью 0,9 об/мин. Температура шаров после закалки составила 140°C. Из верхнего положения закалочного барабана шары сбрасывались на широкий наклонный желоб и по нему скатывались в устройство вертикального транспортера, по которому попадали в специальные контейнеры для самоотпуска. Самоотпуск шаров происходил в течение 16 часов. Твердость шаров составила: с поверхности 60 ед. HRC, на расстоянии ½ радиуса - 58 ед. HRC. Выход годного составил 100% (без учета технически обоснованных технологических отходов).
Химический состав сталей приведен в таблице 1.
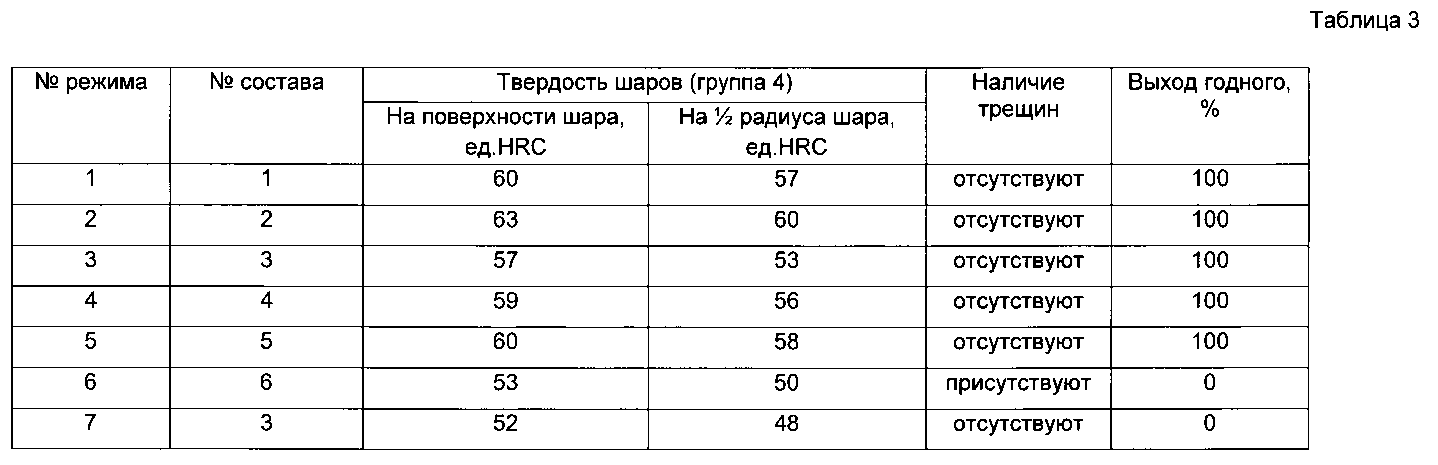
Варианты реализации предложенного способа и показатели их эффективности приведены в таблицах 2 и 3 соответственно.
Определение твердости шаров на поверхности и на глубине ½ радиуса шара проводили в соответствии с требованиями ГОСТ 9013.
Результаты испытаний показали, что предлагаемый способ производства стальных мелющих шаров выбранного химического состава (варианты №1-5) обеспечивает получение готовых шаров с твердостью, соответствующей группе 4 по ГОСТ 7524, при этом закалочные трещины на поверхности шаров отсутствуют. При отклонениях параметров от предложенных режимов (режимы №6, 7) не удается достигнуть требуемого уровня твердости шаров, на шарах выявляются закалочные трещины.
Применение предлагаемого способа изготовления мелющих шаров обеспечивает получение шаров с высокой износостойкостью, однородной структурой отпущенного мартенсита, с минимальным разбросом твердости шаров по сечению, высокой ударной стойкостью, без закалочных трещин, при этом способ является простым в управлении, компактным и высокопроизводительным и позволяет производить самоотпуск шаров в контейнерах без использования агрегатов для отпуска шаров.
Способ горячей прокатки полос из низколегированной стали
Способ производства низколегированной трубной стали
Сталь низколегированная жаропрочная
Способ горячей прокатки на непрерывном широкополосном стане
Способ производства полос из низколегированной свариваемой стали
Способ горячей прокатки тонких полос на широкополосном стане
Способ правки толстолистового проката
Способ производства горячекатаных листов из низколегированной стали
Способ выплавки стали в конвертере
Способ производства горячекатаных листов для строительных стальных конструкций (варианты)
Способ горячей прокатки полос из низколегированной стали
Способ производства низколегированной трубной стали
Сталь низколегированная жаропрочная
Способ горячей прокатки на непрерывном широкополосном стане
Способ производства полос из низколегированной свариваемой стали
Способ горячей прокатки тонких полос на широкополосном стане
Способ правки толстолистового проката
Способ производства горячекатаных листов из низколегированной стали
Способ выплавки стали в конвертере
Способ производства горячекатаных листов для строительных стальных конструкций (варианты)

