Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЧАСТИ, ТАКОЙ КАК УСИЛЕНИЕ ЛОПАТКИ ТУРБИННОГО ДВИГАТЕЛЯ
Вид РИД
Изобретение
Настоящее изобретение относится к способу выполнения металлической части, такой как металлическое усиление для композитной или металлической лопатки турбинного двигателя.
Более конкретно изобретение относится к способу изготовления металлического усиления для входной кромки или выходной кромки лопатки турбинного двигателя.
Область изобретения представляет собой область турбинных двигателей и более конкретно область лопаток рабочего колеса турбинного двигателя, выполненных из композитных или металлических материалов, и входная кромка которых включает в себя металлическое усиление структуры.
Однако изобретение также применимо для изготовления металлического усиления, предназначенного для усиления входной кромки или выходной кромки лопатки любого типа турбинного двигателя, для применения на земле или для воздушного применения и, в частности, турбовального двигателя вертолета или турбореактивного двигателя самолета, но также пропеллеров, таких как необтекаемые пропеллеры со сдвоенным вентилятором противоположного вращения или пропеллеры с открытыми роторами.
Изобретение также применимо для изготовления всех цельных металлических частей со сложными геометрическими формами.
Следует напомнить, что входная кромка соответствует передней части аэродинамического профиля, которая принимает воздушный поток и которая разделяет поток воздуха на воздушный поток внутренней или нижней поверхности и воздушный поток наружной или верхней поверхности. Выходная кромка соответствует задней части аэродинамического профиля, где внутренний и наружный потоки воссоединяются.
Лопатки турбинного двигателя и, в частности лопатки рабочего колеса, подвергаются высоким уровням механического напряжения, связанного, в частности, со скоростью вращения, и должны соответствовать строгим условиям веса и габаритных размеров. Следовательно, используются лопатки, выполненные из композитных материалов, которые легче.
Известны лопатки рабочего колеса, устанавливаемые на турбинные двигатели, которые выполнены из композитных материалов и в которых металлическое усиление структуры проходит по всей высоте на каждой стороне их входной кромки, как указано в документе EP 1908919. Такое усиление защищает набор композитных лопаток во время ударов инородными телами о рабочее колесо, такими как, например, птица, град или даже камни.
В частности, металлическое усиление структуры защищает входную кромку композитного рабочего колеса посредством предотвращения вероятности расслаивания, разрушения или повреждения волокон вследствие отказа соединения волокон/матрицы.
Обычно лопатка турбинного двигателя включает в себя аэродинамическую поверхность, которая продолжается в первом направлении между входной кромкой и выходной кромкой и во втором направлении, которое, по существу, является перпендикулярным относительно первого направления, между хвостовиком и вершиной лопатки. Металлическое усиление структуры повторяет форму входной кромки аэродинамической поверхности лопатки и продолжается в первом направлении на каждой стороне входной кромки аэродинамической поверхности лопатки таким образом, чтобы повторять профиль внутренней и наружной поверхности лопатки, и во втором направлении между хвостовиком и вершиной лопатки.
Известным образом металлическое усиление структуры представляет собой металлическую часть, выполненную из титана, изготовленную полностью посредством фрезерования из куска материала.
Однако металлическое усиление входной кромки лопатки представляет собой сложную часть для выполнения, требуя многочисленных операций доработки и сложного приспособления, что влечет за собой высокие производственные затраты.
В этом контексте изобретение стремится решить вышеупомянутые проблемы посредством предложения способа изготовления металлического усиления для входной кромки или выходной кромки лопатки турбинного двигателя, которое существенно уменьшает производственные затраты на такую часть и которое упрощает производственный процесс.
Для этого в изобретении предлагается способ изготовления металлической части, такой как металлическое усиление лопатки турбинного двигателя, который последовательно включает:
этап изготовления трехмерной металлической структуры, образованной из вставки, которая имеет свойства, которые обеспечивают возможность выполнения сверхпластичного формования и диффузионной сварки, и множества металлических проволок, окружающих периферию указанной вставки, причем указанная металлическая структура образует заготовку указанной металлической части;
этап, на котором указанную металлическую структуру располагают в формующем инструменте;
этап горячего прессования указанной трехмерной металлической структуры, который вызывает агломерацию указанной металлической структуры с получением указанной спрессованной металлической части.
Благодаря изобретению, металлическая часть, такая как, например, металлическое усиление структуры, которое включает в себя два изгиба вдоль двух отдельных плоскостей (или перегиб вокруг оси), изготавливается просто и быстро посредством изготовления металлической структуры, образованной заранее посредством комбинации вставки и металлических проволок, имеющих такую форму, чтобы создавать металлическую обмотку вокруг вставки, таким образом создавая металлический остов вокруг вставки, и процесса горячего прессования и/или процесса уплотнения, что обеспечивает возможность получения спрессованной части. Предпочтительно процесс горячего прессования представляет собой процесс изостатического прессования или уплотнения (ГИП или горячее изостатическое прессование), который обеспечивает возможность получения спрессованной, не имеющей пор части посредством комбинации пластической деформации, деформации ползучести и диффузионной сварки.
Металлические проволоки получаются, используя матрицу, поперечное сечение которой может быть в равной степени круглым, квадратным или шестиугольным и т.д.
Предпочтительно вставка изготавливается таким образом, чтобы повторять форму нейтральной оси изготавливаемой части, таким образом, изготавливаемая металлическая структура образует заготовку изготавливаемой части, которая является легко располагаемой в формующем инструменте.
Изготавливаемая металлическая структура, следовательно, представляет собой структуру, которая является легко перемещаемой и легкой для расположения в формующем инструменте, независимо от сложной формы изготавливаемой части, такой как усиления лопаток, части, которые имеют инвалютные неразвертывающиеся формы, или даже части, которые имеют огибающие формы, такие как, например, часть, которая частично накладывается на конец лопатки.
Предпочтительно длины и диаметры металлических проволок, использующихся для изготовления металлической структуры, являются изменяемыми и зависят от формы изготавливаемой части, такой как, например, усиление лопатки.
Этот способ изготовления, таким образом, преодолевает необходимость сложного изготовления усиления лопатки, используя фрезерование или объемную механическую обработку типа протягивания из листового проката, что требует использования больших объемов материалов и, следовательно, больших затрат на поставку сырья. Способ также обеспечивает возможность легкого получения металлических усилений, которые соответствуют строгим требованиям к массе и/или геометрии.
Предпочтительно металлическая часть представляет собой металлическое усиление входной кромки или выходной кромки лопатки рабочего колеса турбинного двигателя.
Способ изготовления металлической части в соответствии с изобретением также может иметь одну или более характеристик, описанных ниже, рассматриваемых отдельно или в соответствии со всеми технически возможными комбинациями:
указанный способ представляет собой способ изготовления металлического усиления для входной кромки или выходной кромки лопатки турбинного двигателя или металлического усиления пропеллера таким образом, что указанная металлическая часть, полученная во время указанного этапа горячего прессования, представляет собой металлическое усиление;
указанный этап горячего прессования представляет собой этап изостатического прессования или этап изотермической ковки;
указанный этап выполнения трехмерной металлической структуры последовательно включает:
первый подэтап изготовления вставки;
второй подэтап наматывания множества металлических проволок вокруг указанной вставки;
указанный этап изготовления трехмерной металлической структуры последовательно включает:
первый подэтап изготовления вставки;
второй подэтап сгибания указанного множества металлических проволок таким образом, что каждая металлическая проволока имеет по меньшей мере один виток;
третий подэтап введения указанной вставки в каждый из указанных витков указанного множества металлических проволок;
указанный подэтап изготовления указанной вставки достигается посредством ковки или механической обработки или посредством литья или посредством процесса трехмерного переплетения;
указанная вставка представляет собой металлическую вставку;
указанные металлические проволоки указанного множества проволок сгибают в А-образную форму;
указанные металлические проволоки представляют собой металлические проволоки на основе титана и/или проволоки SiC-Ti;
указанный способ последовательно включает:
этап изготовления множества трехмерных металлических структур, образованных из вставки и множества металлических проволок, окружающих указанную вставку, причем указанное множество металлических структур образует заготовку указанной металлической части;
этап расположения указанного множества металлических структур в формующем инструменте;
этап горячего прессования указанного множества трехмерных металлических структур, который вызывает агломерацию указанного множества металлических структур с получением указанной металлической части.
Другие характеристики и преимущества изобретения станут более понятными из последующего нижеприведенного описания, которое предназначено для пояснения и не является ограничивающим, со ссылкой на прилагаемые чертежи, на которых:
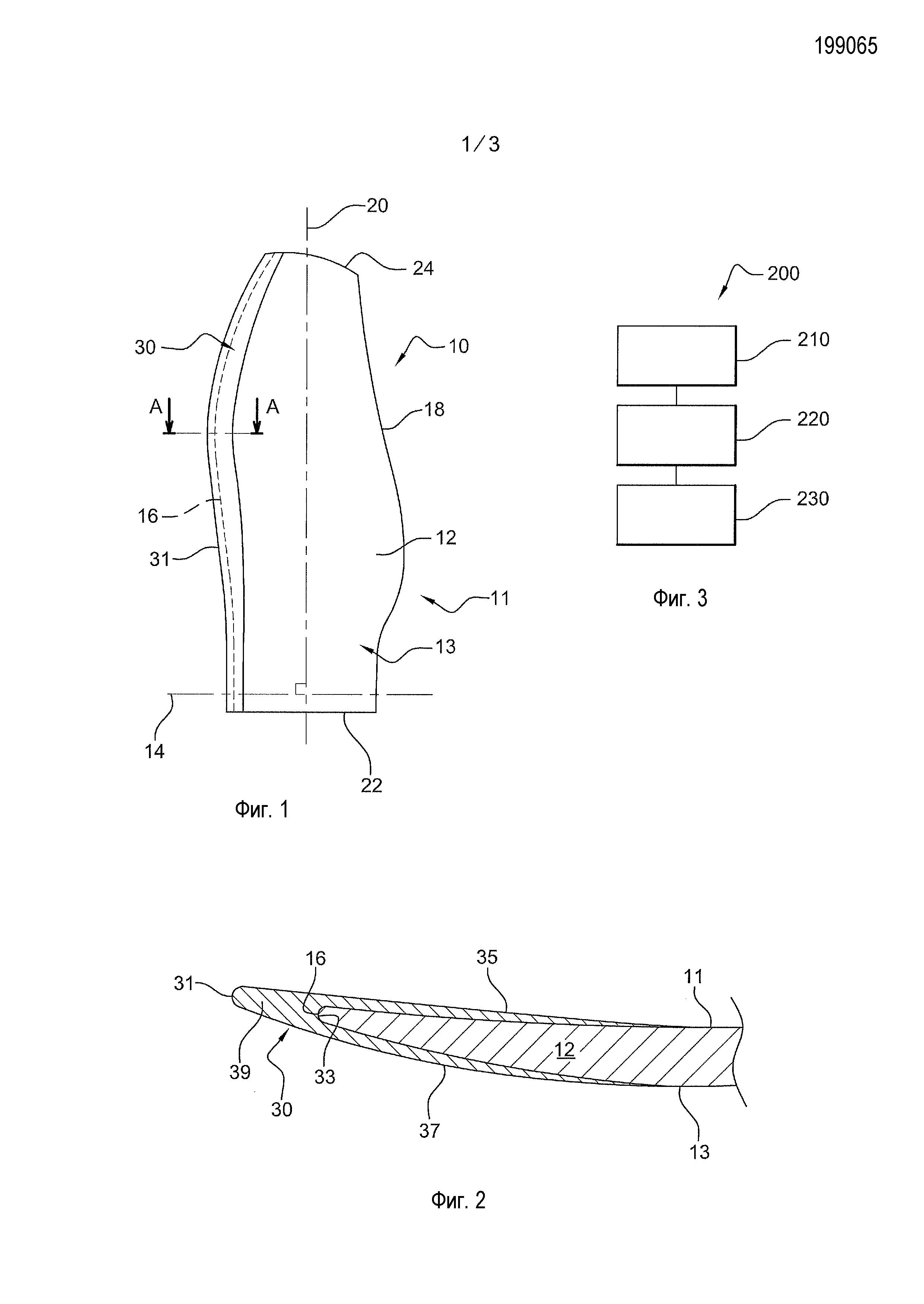
фиг. 1 представляет собой вид сбоку лопатки, которая включает в себя металлическое усиление структуры входной кромки, полученное посредством способа изготовления в соответствии с изобретением;
фиг. 2 представляет собой частичный вид в разрезе лопатки, показанной на фиг. 1 вдоль плоскости сечения АА;
фиг. 3 представляет собой общую схему, на которой показаны основные этапы в изготовлении металлического усиления структуры входной кромки лопатки турбинного двигателя для способа изготовления в соответствии с изобретением;
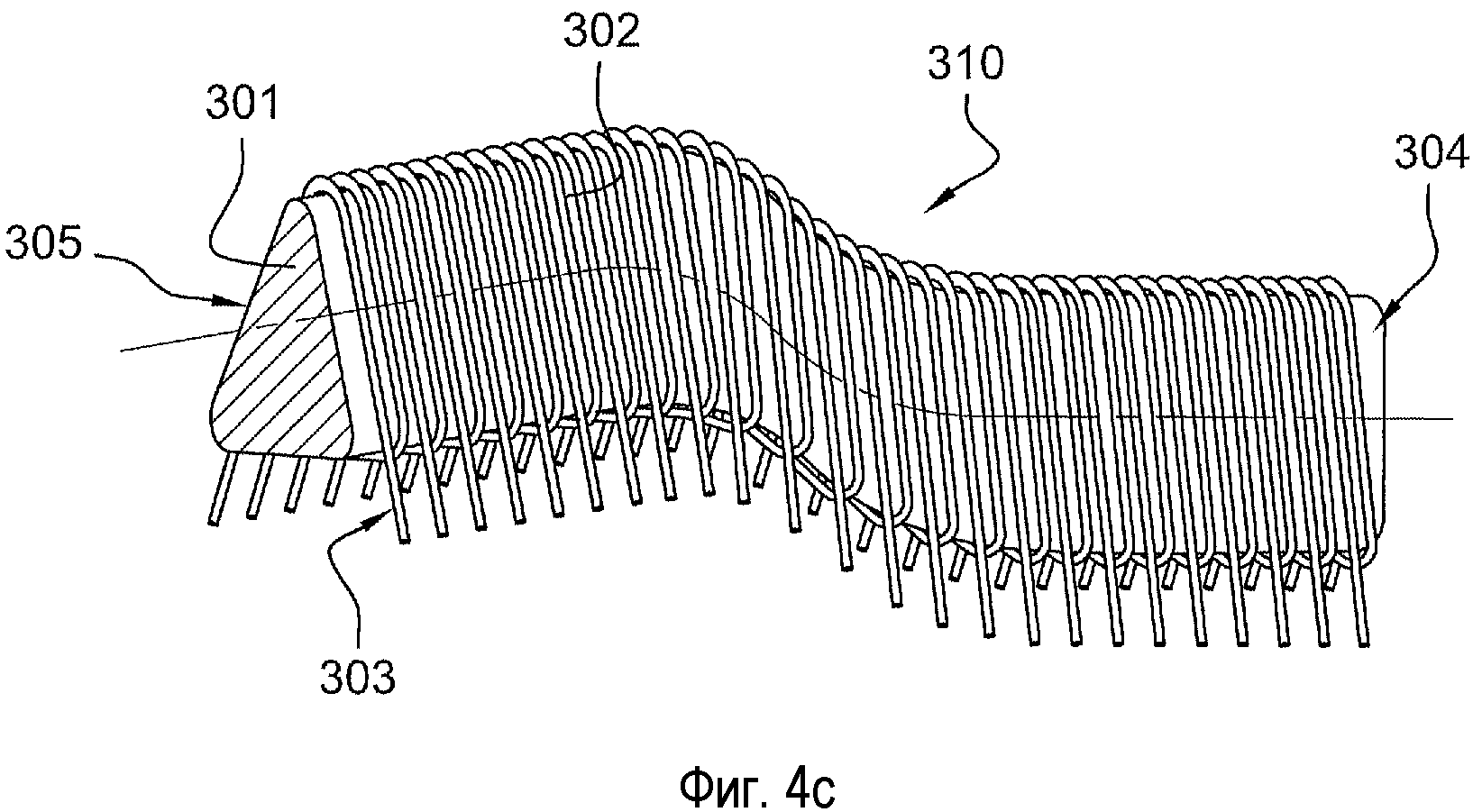
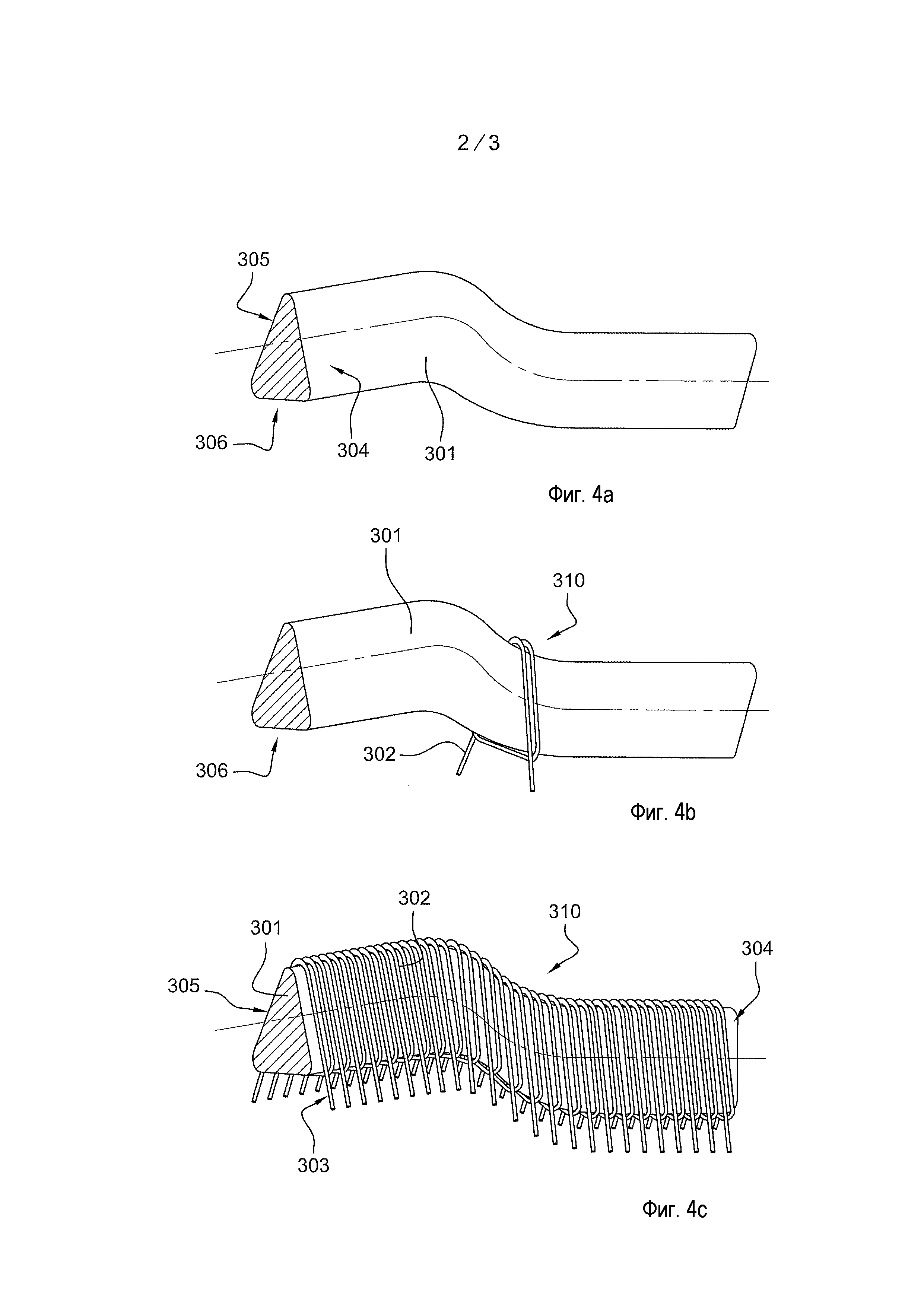
фиг. 4а, 4b, 4с представляют некоторые длины металлического усиления входной кромки лопатки турбинного двигателя, на которых показаны различные фазы на первом этапе способа, показанного на фиг. 3;
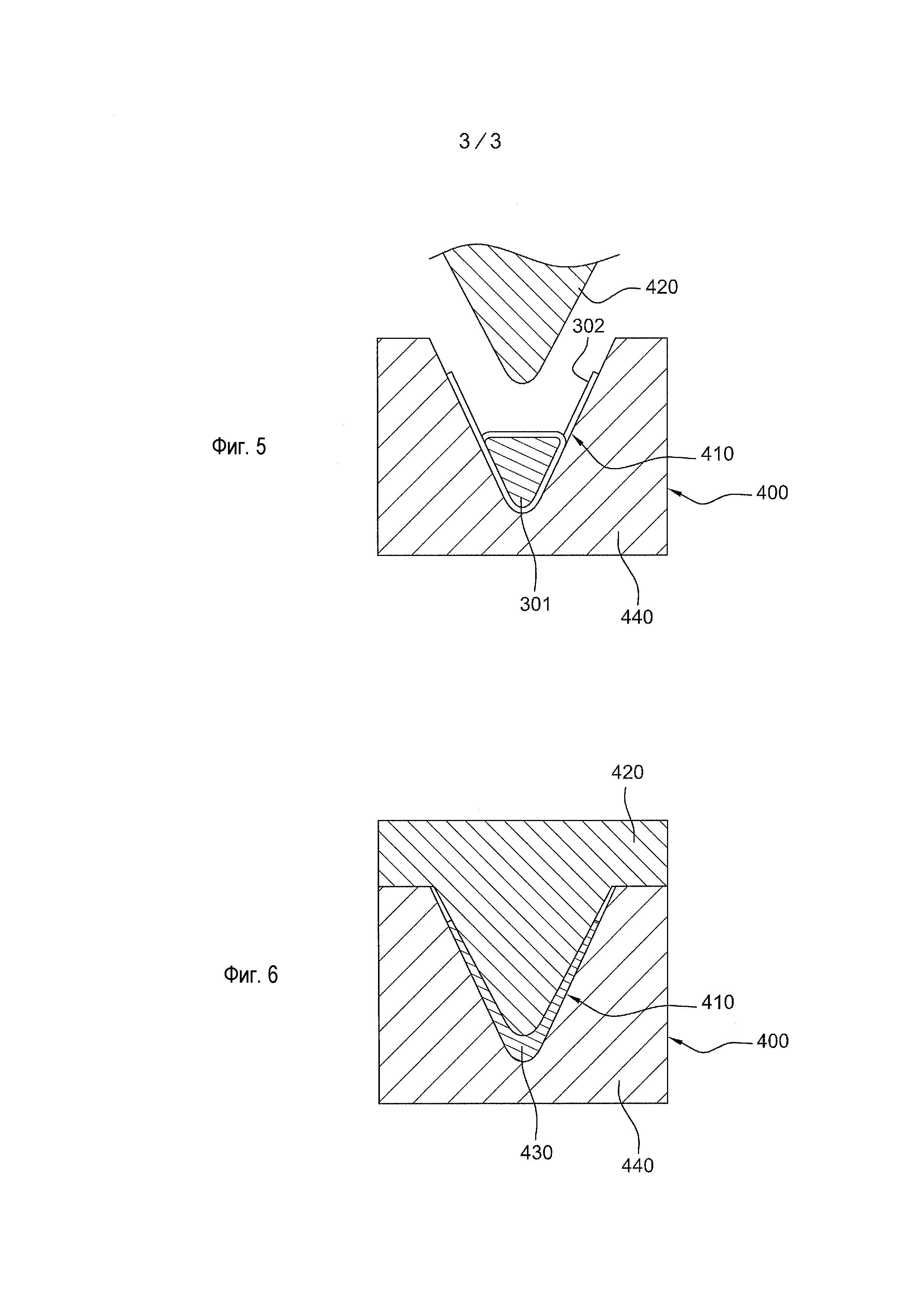
фиг. 5 представляет некоторую длину металлического усиления входной кромки лопатки турбинного двигателя во время второго этапа способа, показанного на фиг. 3;
фиг. 6 представляет собой вид металлического усиления входной кромки лопатки турбинного двигателя во время третьего этапа способа, показанного на фиг. 3.
Элементы, общие для всех фигур, имеют одинаковые ссылочные позиции, если не указано иное.
Фиг. 1 представляет собой вид сбоку лопатки, которая включает в себя металлическое усиление структуры входной кромки, полученное посредством способа изготовления в соответствии с изобретением.
Лопатка 10, которая показана, представляет собой, например, перемещающуюся лопатку рабочего колеса турбинного двигателя (не представлен).
Лопатка 10 имеет аэродинамическую поверхность 12, которая продолжается вдоль первого осевого направления 14 между входной кромкой 16 и выходной кромкой 18 и вдоль второго радиального направления 20, по существу перпендикулярного относительно первого направления 14, между хвостовиком 22 и вершиной 24.
Аэродинамическая поверхность 12 образует наружную 13 и внутреннюю 11 поверхность лопатки 10. Только наружная поверхность 13 лопатки 10 показана на фиг. 1. Внутренняя поверхность 11 и наружная поверхность 13 образуют боковые поверхности лопатки 10, которые связывают входную кромку 16 с выходной кромкой 18 лопатки 10.
В этом варианте осуществления лопатка 10 представляет собой композитную лопатку, обычно полученную посредством формования тканой волокнистой текстуры. Путем примера использующийся композитный материал может состоять из объединения тканых углеродных волокон и синтетического связующего материала, при этом вся система образуется посредством литья, используя тип ЛПП («литьевое прессование полимера») или ВЛПП («вакуумное литьевое прессование полимера») процесса впрыскивания полимера.
Лопатка 10 включает в себя металлическое усиление 30 структуры, адгезивно связанное с ее входной кромкой 16 и продолжающееся как в первом направлении 14 на каждой стороне входной кромки 16 аэродинамической поверхности 12 лопатки 10, так и вдоль второго направления 20 между хвостовиком 22 и вершиной 24 лопатки.
Как показано на фиг. 2, усиление 30 структуры повторяет форму входной кромки 16 аэродинамической поверхности 12 лопатки 10, которую оно продолжает, для образования входной кромки 31, называемой входной кромкой усиления.
Обычно усиление 30 структуры представляет собой цельную часть, которая имеет по существу V-образное поперечное сечение, которое имеет основание 39, образующее входную кромку 31 и которое продолжено двумя боковыми сторонами 35 и 37, которые соответственно повторяют внутреннюю поверхность 11 и наружную поверхность 13 аэродинамической поверхности 12 лопатки. Стороны 35, 37 имеют сужающийся или утоненный профиль в направлении выходной кромкой лопатки.
Основание 39 включает в себя закругленный внутренний профиль 33, который совпадает с округлой формой входной кромки 16 лопатки 10.
Усиление 30 структуры является металлическим и предпочтительно на основе титана. Этот материал, в сущности, имеет высокую способность поглощения энергии вследствие ударов. Усиление прикрепляется посредством адгезии к лопатке 10, используя адгезив, известный специалистам в данной области техники, такой как, например, эпоксидный адгезив.
Этот тип металлического усиления 30 структуры, использующийся для усиления композитной лопатки турбинного двигателя, описывается более конкретно в заявке на патент EP 1908919.
Способ в соответствии с изобретением, в частности, обеспечивается возможность изготовления усиления структуры, как показано на фиг. 2, причем на фиг. 2 показано усиление 30 в его окончательном состоянии.
Фиг. 3 представляет собой общую схему, на которой показаны основные этапы в способе изготовления 200 металлической части, который обеспечивает возможность изготовления, например, металлического усиления 30 структуры входной кромки лопатки 10, такого, как показано на фиг. 1 и 2.
Первый этап 210 в способе изготовления 200 представляет собой этап изготовления металлической структуры 310, которая образует заготовку изготавливаемой части посредством способа в соответствии с изобретением. Этот этап 210, в частности, показан на фиг. 4а, 4b и 4с, которые представляют собой различные фазы на этом первом этапе 210.
Металлическая структура 310 образуется посредством комбинации из вставки 301 и из металлического остова 303, образованного множеством металлических проволок 302, которые окружают периферию вставки 301 (фиг. 4с).
В соответствии с первым вариантом осуществления первый этап 210 в способе изготовления 200 содержит первый подэтап изготовления вставки 301 и второй подэтап наматывания множества металлических проволок 302 вокруг вставки 301 для того, чтобы изготовить металлический остов 303, который заключает в себя вставку 301.
Первый подэтап, показанный посредством фиг. 4а, представляет собой этап изготовления вставки 301, форма которой определяется в соответствии с окончательной формой изготавливаемой части. В примере изготовления металлического усиления входной кромки турбинного двигателя вставка 301 имеет форму основания 39 (фиг. 2) металлического усиления и имеет два изгиба в двух отдельных плоскостях (или перегиб вдоль одной оси), что повторяет нейтральную ось входной кромки лопатки. С этой целью вставка 301, по существу, имеет форму треугольника, который имеет две боковые стороны 304, 305 и основание 306.
Вставка 301 может представлять собой жесткую вставку, такую как цельная вставка, выполненная, например, посредством процесса ковки, механической обработки или литья, или гибкую вставку, такую как тканая вставка, выполненная, используя процесс трехмерного переплетения.
Независимо от типа процесса, использующегося для изготовления вставки, вставка 301 может быть выполнена непосредственно с требуемой формой (т.е. без дополнительного этапа деформации) или может быть выполнена за две последовательные операции (если характер материала вставки позволяет это): первую операцию, включающую выполнение по существу прямолинейной части, и вторую операцию, включающую формование прямолинейной части таким образом, чтобы выполнить вставку с требуемой формой (т.е. с двумя изгибами для изготовления усиления лопатки турбинного двигателя).
Для изготовления усиления для лопатки турбинной машины вставка 301 предпочтительно представляет собой металлическую вставку на основе титана.
Когда металлическая вставка 301 изготавливается посредством процесса переплетения, вставка переплетается, используя металлические проволоки, например, используя титановые проволоки и/или проволоки на основе карбида кремния и титана (SiC-Ti), и/или проволоки, покрытые бором (SiC-B). Проволоки также могут представлять собой неметаллические проволоки, выполненные из карбида кремния SiC-SiC.
Независимо от того, какой используется материал для изготовления вставки 301, рассматриваемый материал должен иметь свойства, которые обеспечивают возможность выполнения сверхпластичного формования и диффузионной сварки. В примере изготовления металлического усиления для лопатки турбинного двигателя металлическая вставка 301 предпочтительно выполняется из титана.
Для изготовления полого металлического усиления (не показано) металлическая вставка заменяется «временной вставкой», выполненной из материала, который отличается от материала, использующегося для выполнения металлического усиления. Термин «временная вставка» относится к вставке, которая не предполагается быть постоянной и которая необходима только для выполнения полого металлического усиления входной кромки. Временная вставка, следовательно, не присутствует в металлической вставке в ее окончательном состоянии и никоим образом не способствует механическим характеристикам металлического усиления.
Временная вставка, например, выполняется из материала, который является способным выдерживать высокие температуры порядка 900°С, высокие давления порядка 1000 бар и который является совместимым с материалами, использующимися в изготовлении металлического усиления, для того, чтобы не создавать загрязнения или окисление.
Материал временной вставки также должен быть способным подвергаться химическому воздействию, включающему растворение посредством химического реагента.
Предпочтительно временная вставка выполняется из меди, кварца или кремния.
Форма временной вставки зависит от требуемой формы окончательной внутренней полости металлического усиления.
Второй подэтап представляет собой этап наматывания множества металлических проволок, которые изначально являются прямыми по форме, вокруг вставки 301.
В соответствии с одним примером наматывания, показанным на фиг. 4b, металлическая проволока 302 наматывается на вставку 301 таким образом, чтобы выполнить по меньшей мере один виток вокруг вставки 301. В соответствии с примером наматывания, показанным на фиг. 4b и 4с, этап, включающий наматывание металлических проволок, выполняется таким образом, что для металлической проволоки, намотанной вокруг вставки 301, вставка 301 имеет на ее боковых сторонах 304, 305 два прохода металлической проволоки и только один проход металлической проволоки на ее основании 306.
Таким образом, наматывание начинается на первой боковой стороне 305 вставки 301. Металлическая проволока затем сгибается на вершине вставки 301 таким образом, что металлическая проволока вступает в контакт со второй боковой стороной 304 вставки 301. Металлическая проволока затем еще раз сгибается на соединении между второй стороной 304 и основанием 306 таким образом, что она следует по основанию вставки 301. Наматывание заканчивается прохождением металлической проволоки еще раз по первой боковой стороне 305, затем по второй боковой стороне 304.
Таким образом, намотанная проволока 302 образована из пяти прямолинейных частей, окружающих вставку 301.
Вставка 301 затем окружается множеством намотанных металлических проволок 302, которые образуют металлический остов 303 металлической структуры 310. На фиг. 4c, в частности, показан конец подэтапа наматывания.
Подэтап наматывания может выполняться из непрерывной прямой проволоки, отрезаемой на требуемую длину, как только наматывание завершено, или из множества прямых металлических проволок, отрезанных на требуемую длину.
Толщина изготавливаемой части может варьироваться; толщина используемых металлических проволок может варьироваться вдоль длины части.
Пространство, которое отделяет две намотанные металлические проволоки 302 (т.е. шаг расположения между металлическими проволоками), задается в зависимости от толщины металлической проволоки 302 и от требований материала, необходимого для выполнения части. Изготавливаемая металлическая часть может иметь изменяемую толщину, шаг расположения металлических проволок может быть изменяемым, и толщины металлических проволок также могут отличаться по длине части таким образом, чтобы соответствовать изменяемым толщинам части.
Пример наматывания с металлическими проволоками, показанный на фиг. 4b и 4с, не является ограничивающим, и другие типы наматывания вокруг вставки 301 также являются возможными.
Подэтап наматывания также может включать наматывание нескольких слоев металлических проволок 302 вокруг вставки 301.
Этот первый пример изготовления металлической структуры 310 особенно подходит для использования с жесткой вставкой 301.
В соответствии со вторым примером изготовления металлической структуры 310, первый этап 210 способа изготовления 200 включает первый подэтап изготовления вставки 301, как описано выше, второй подэтап сгибания множества металлических проволок 302 по существу в А-образную форму, которая имеет виток по существу в форме вставки 301, и третий этап введения вставки, изготовленной во время первого подэтапа, в каждый виток каждой металлической проволоки, образованный заранее во время второго подэтапа, для создания металлического остова, заключающего в себя вставку 301.
Этот второй пример изготовления является особенно хорошо подходящим для использования с гибкой вставкой, такой как тканая вставка.
Металлические проволоки 302, намотанные вокруг вставки, главным образом представляют собой титановые проволоки. Однако является возможным объединить проволоки на основе карбида кремния и титана (SiC-Ti), покрытые бором проволоки (проволока SiC-B) или проволоки карбида кремния (проволока Sic-SiC) в металлическую структуру 310, которая основана на титановых проволоках, для создания усилений структур изолированным и локализованным образом в части, подлежащей выполнению.
Второй этап 220 способа изготовления 200 представляет собой этап, включающий расположение металлической структуры 310, выполненной на предыдущем этапе, в формующий инструмент 400.
Формующий инструмент 400 включает в себя матрицу 440, которая имеет полость 410, которая соответствует окончательной внешней форме металлического усиления 30 (фиг. 1), и пуансон 420, который соответствует окончательной внутренней форме металлического усиления входной кромки.
Этап 220 расположения выполняется посредством расположения металлической структуры 310 в полости 410 матрицы 440 формующего инструмента 400.
Так как трехмерная металлическая структура 310 по существу имеет форму, которая соответствует форме полости 410, этап расположения выполняется просто посредством установки металлической структуры, образующей заготовку изготавливаемой части. Этот этап также облегчается посредством возможной упругой деформации концов металлического остова, образованных посредством прямолинейных концов металлических проволок 302.
В соответствии с другим примером изготовления, заготовка изготавливаемой части может выполняться из множества металлических структур 310, как описано выше. В этом примере изготовления этап расположения затем выполняется посредством расположения различных трехмерных металлических структур 310 в полости 410 формующего инструмента 400. Расположение достигается посредством последовательного расположения различных металлических структур 310 вдоль длины полости 410 (т.е. вдоль продольной оси полости). Разделение заготовки на множество секций металлических структур, следовательно, означает, что расположение имеющей сложную форму заготовки в полости 410 приспособления еще больше облегчается.
Третий этап 230 способа изготовления 200 представляет собой этап, включающий горячее прессование металлической структуры 310, расположенной в инструменте 400.
В соответствии с первым примером изготовления, горячее прессование представляет собой изостатическое прессование (ГИП или горячее изостатическое прессование).
Горячее изостатическое прессование представляет собой производственный процесс, который широко используется и является общеизвестным для уменьшения пористости металла и для воздействия на плотность многих материалов. Кроме того, процесс изостатического прессования улучшает механические свойства и эксплуатационные характеристики материалов. Изостатическое прессование выполняется при высокой температуре (обычно от 400°С до 1400°С, при температурах порядка 1000°С для титана) и при изостатическом давлении.
Таким образом, применение тепла в сочетании с внутренним давлением устраняет пустые пространства в наборах, а также микропористости посредством комбинации пластической деформации, деформации ползучести и диффузионной сварки для того, чтобы образовать цельную металлическую часть 430.
В контексте изготовления металлического усиления для лопатки турбинного двигателя цельная часть 430, которая является результатом этапа изостатического прессования, имеет форму, приближающуюся к окончательной форме металлического усиления 30. Цельная часть 430 затем извлекается из пресс-формы инструмента 400.
Этап изостатического прессования выполняется под воздействием вакуума предпочтительно под воздействием вторичного вакуума, либо в сварном приспособлении, в котором вторичный вакуум создается, либо в автоклавном вакуумном мешке, с выбором способа в зависимости от количества получаемых частей. Вторичный вакуум предотвращает наличие кислорода в приспособлении и в металлической структуре во время этапа изостатического прессования титана.
В соответствии со вторым примером изготовления, горячее прессование также может представлять собой процесс изотермической ковки, использующей пресс в вакуумной камере.
Приспособление выполняется из механического сплава, известного как сверхпрочный сплав или жаропрочный сплав.
Этап 230 горячего прессования может включать в себя предшествующий этап, включающий очистку, обезжиривание и/или химическое воздействие на металлическую структуру 310 для того, чтобы удалить остаточные загрязнения с различных металлических проволок 302. Предпочтительно этап очистки загрязнений достигается посредством погружения металлической структуры 310 в ванну очищающего агента или химического реагента.
В контексте изготовления полого металлического усиления способ в соответствии с изобретением может включать, после освобождения металлической части из пресс-формы, дополнительный этап химического воздействия на вставку, которая представляет собой нераздельную часть уплотнения металлической части 430. Химическая реакция выполняется посредством химического реагента, известного для реакции с материалом, из которого изготовлена вставка. Химическое воздействие на временную вставку растворяет временную вставку, таким образом пространство, ранее занимаемое растворенной вставкой, образует внутреннюю полость полого металлического усиления. Предпочтительно этап химического воздействия достигается посредством погружения цельной части 430 в ванну, содержащую химический реагент, известный для растворения вставки. Химический реагент представляет собой, например, кислоту или основание.
Предпочтительно химический реагент является способным растворять медь, кварц или даже кремний.
В комбинации с этими основными производственными этапами способ в соответствии с изобретением также может включать в себя этап чистовой обработки и этап доработки, включающий механическую обработку цельной металлической части, полученной из приспособления, для получения усиления 30. Этот этап доработки включает в себя:
этап доработки профиля основания 39 усиления 30 для того, чтобы придать ему поверхность с более низкой шероховатостью, и, в частности, аэродинамического профиля входной кромки 31;
этап доработки сторон 35, 37, причем этот этап включает, в частности, обрезание сторон 35, 37 и утонение внутренней и наружной сторон;
этап финишной обработки, обеспечивающий возможность получения требуемой шероховатости поверхности.
В комбинации с этими основными производственными этапами способ в соответствии с изобретением также может включать в себя этапы неразрушающего испытания на усиление 30 для проверки геометрического и металлургического соответствия полученного узла. Путем примера неразрушающее испытание может выполняться, используя процедуры облучения рентгеновскими лучами.
Настоящее изобретение главным образом было описано с использованием металлических проволок на основе титана. Способ изготовления, однако, также применим, используя любой металлический материал, который имеет свойства, которые обеспечивают возможность выполнения сверхпластичного формования и/или диффузионной сварки, такой как металлические проволоки на основе алюминия.
Изобретение было описано, в частности, для изготовления металлического усиления композитной лопатки турбинного двигателя. Изобретение, однако, также применимо для изготовления металлического усиления металлической лопатки турбинного двигателя.
Изобретение было описано, в частности, для изготовления металлического усиления входной кромки лопатки турбинного двигателя. Изобретение, однако, также применимо для изготовления металлического усиления выходной кромки лопатки турбинного двигателя или даже для изготовления металлического усиления композитного или металлического пропеллера.
Другими преимуществами изобретения являются, в частности, следующие:
уменьшение производственных затрат;
уменьшение времени изготовления;
упрощение производственных операций;
уменьшение затрат на материалы.
Осецентробежный компрессор, снабженный системой регулирования зазора
Турбореактивный двигатель, содержащий генератор тока, установленный в вентиляторе, и способ установки упомянутого генератора в вентиляторе
Диффузор турбомашины
Камера сгорания, содержащая теплозащитные отражатели дна камеры, и оборудованный такой камерой газотурбинный двигатель
Кольцевая камера сгорания газотурбинного двигателя
Лопасть вентилятора, вентилятор и турбореактивный двигатель
Ребро атаки детали газотурбинного двигателя, выполненное из сверхупругого материала
Статор газотурбинного двигателя и газотурбинный двигатель, содержащий такой статор
Способ и устройство выравнивания давления в камере для подшипников турбореактивного двигателя
Двухвентиляторный газотурбинный двигатель
Способ алюминирования из паровой фазы металлической детали газотурбинного двигателя, донорская рубашка и лопатка газотурбинного двигателя, содержащая такую рубашку
Осецентробежный компрессор, снабженный системой регулирования зазора
Турбореактивный двигатель, содержащий генератор тока, установленный в вентиляторе, и способ установки упомянутого генератора в вентиляторе
Диффузор турбомашины
Камера сгорания, содержащая теплозащитные отражатели дна камеры, и оборудованный такой камерой газотурбинный двигатель
Кольцевая камера сгорания газотурбинного двигателя
Лопасть вентилятора, вентилятор и турбореактивный двигатель
Ребро атаки детали газотурбинного двигателя, выполненное из сверхупругого материала
Статор газотурбинного двигателя и газотурбинный двигатель, содержащий такой статор
Способ и устройство выравнивания давления в камере для подшипников турбореактивного двигателя

