Результат интеллектуальной деятельности: ГОРЯЧЕКАНАЛЬНАЯ ФОРМА ДЛЯ ИНЖЕКЦИОННОГО ПРЕССОВАНИЯ КРУПНОГАБАРИТНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ
Вид РИД
Изобретение
Изобретение относится к конструкциям обогреваемых форм, используемых для получения изделий из термопластичных полимерных материалов.
Качество деталей из термопластичных полимерных материалов в значительной степени определяется методом их переработки конструкцией применяемой технологической оснастки. Одним из прогрессивных методов получения крупногабаритных пластмассовых изделий является инжекционное прессование (ИП), включающее впрыск полимерного расплава в оформляющую полость технологической оснастки (формы) и последующее прессование детали при приложении высокого давления в ходе охлаждения полимера [1]. Применение ИП позволяет снизить усадку и коробление в толстостенных деталях, обеспечить высокую степень уплотнения материала в оформляющей полости. Однако для практической реализации технологии ИП требуется наличие специальной технологической оснастки (форм).
К числу изделий, получение которых возможно при использовании ИП, относятся крупногабаритные цилиндрические изделия, например элементы разнообразных уплотнений, получение которых по обычной технологии литья под давлением [2] проблематично. Причиной этому является необходимость применения длинных разводящих литниковых систем, что затрудняет заполнение оформляющих полостей полимерным расплавом и обеспечение требуемой степени его уплотнения при охлаждении отливки.
Обеспечение заполнения расплавом оформляющих элементов форм достигается при использовании технологии горячеканального литья [3]. Однако применение горячеканальной технологической оснастки [4, 5], не обеспечивающей возможность реализации технологии ИП не эффективно при изготовлении крупногабаритных цилиндрических изделий. Причиной этому является недостаточная степень уплотнения полимера в оформляющей полости на стадии его охлаждения. Вследствие этого возникают дефекты (недоуплотнения, разводы, холодные спаи, утяжины) на рабочих поверхностях отливок.
Наиболее близким аналогом к заявляемому техническому решению (прототипом) является горячеканальная форма [6], потенциально пригодная для инжекционного прессования крупногабаритных цилиндрических изделий, включающая подвижную и неподвижную полуформы, причем в неподвижной полуформе установлены обогреваемая литниковая втулка, обогреваемые литниковые плиты, формующий пуансон, а в подвижной полуформе элементы формообразующей матрицы, опорные плиты и система выталкивания. Применение формы данной конструкции обеспечивает возможность получения крупногабаритных цилиндрических изделий за счет «безлитникового литья». Однако она не предусматривает возможность обеспечения высокой степени уплотнения расплава в оформляющей полости, что предопределяет появление дефектов в отливках. Кроме того, впрыск расплава в оформляющую полость осуществляется через обогреваемые литниковые втулки, что предопределяет появление спаев от встречных потоков расплава, наличие в местах спаев газовых включений и снижение прочностных характеристик полимерного материала.
Задачей изобретения является разработка усовершенствованной конструкции формы для ИП полимерных материалов, обеспечивающей получение крупногабаритных цилиндрических изделий с повышенной прочностью, точностью и стабильностью геометрических размеров, улучшенным качеством поверхности.
Решение поставленной задачи достигается тем, что в горячеканальной форме для инжекционного прессования крупногабаритных цилиндрических изделий, содержащей подвижную и неподвижную полуформы, причем в неподвижной полуформе установлены обогреваемая литниковая втулка, обогреваемые литниковые плиты, формующий пуансон, а в подвижной полуформе - элементы формообразующей матрицы, опорные плиты и система выталкивания, согласно изобретению формующий пуансон при перемещении относительно литниковых плит одновременно обеспечивает срезание шатрового литника, расположенного по периметру литниковых плит, и допрессовку полимерного материала в оформляющей полости, подвижная полуформа снабжена датчиком для регулирования ее перемещения и обеспечивающим перемещение формующих элементов матрицы на строго регулируемое расстояние для обеспечения заданного уплотнения расплава в оформляющей полости за счет усилия смыкания полуформ, а обогреваемая литниковая втулка выполнена с радиальными каналами и помещена в корпус, снабженный кольцевой проточкой, сообщающей радиальные каналы в обогреваемой литниковой втулке с разводящими литниковыми каналами в обогреваемых литниковых плитах.
Улучшение технических характеристик формы и качества изделий дополнительно достигается тем, что обогреваемые литниковые плиты снабжены подвижной вставкой, регулирующей сечение впускного литникового канала, а также тем, что:
- пуансон снабжен автономной системой термостатирования;
- длина кольцевой проточки в корпусе литниковой втулки выполнена с таким расчетом, чтобы при допрессовке расплава в оформляющей полости разводящие литниковые каналы в литниковых плитах и радиальные каналы в литниковой втулке не сообщались;
- разводящие литники выполнены в литниковых плитах в виде радиальных каналов, сообщающихся между собой посредством кольцевой проточки, выполненной в литниковых плитах по их периметру и сообщающейся с полостью для шатрового впускного литника.
Сущность изобретения поясняется чертежами, на которых представлены варианты конструкции горячеканальной формы для инжекционного прессования крупногабаритных цилиндрических изделий (фиг. 1-6).
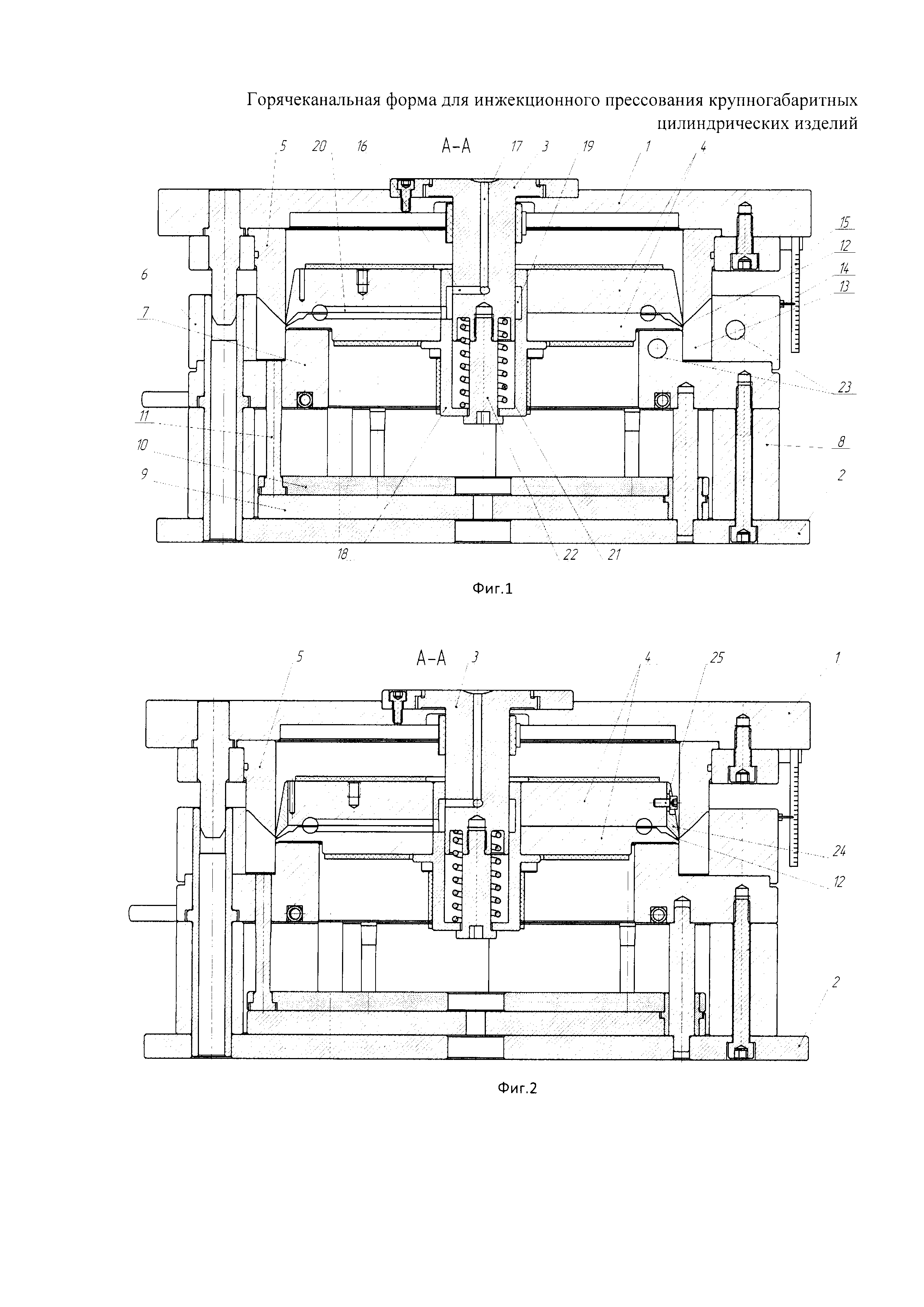
На фиг. 1 приведен общий вид горячеканальной формы для ИП крупногабаритных цилиндрических изделий из термопластичного полимерного материала. Форма содержит неподвижную 1 и подвижную 2 плиты, на которых монтируются элементы соответственно неподвижной и подвижной полуформ. В неподвижной полуформе установлены обогреваемая литниковая втулка 3, обогреваемые литниковые плиты 4, формующий пуансон 5. В подвижной полуформе расположены элементы 6 и 7 формообразующей матрицы, опорная плита 8, плиты 9, 10 системы выталкивания с выталкивателями 11.
Отличительной особенностью данной конструкции горячеканальной формы для ИП является то, что формующий пуансон 5 выполнен таким образом, что при перемещении относительно подвижных литниковых плит 4 он срезает шатровый литник 12, расположенный по всему периметру цилиндрического изделия и в формующей полости 13 происходит формование изделия, не требующего дополнительной механической обработки и доводки. Кроме того, подвижная полуформа снабжена датчиком 14 перемещения, фиксирующего точное положение матрицы 6 в сомкнутом состоянии с помощью линейного потенциометра 15.
Обогреваемая литниковая втулка 3 выполнена с радиальными каналами 16, доходящими до центрального литника 17 и помещена в корпус 18, снабженный кольцевой проточкой 19, сообщающей радиальные каналы 16 с разводящими литниковыми каналами 20 в литниковых плитах 4. Возврат корпуса 18 в исходное положение при размыкании формы осуществляется с помощью пружины 21, установленной на стержне 22.
Работа горячеканальной формы по п. 1 формулы изобретения (фиг. 1) осуществляется следующим образом. После смыкания подвижной и неподвижной полуформ осуществляется впрыск расплава термопластичного полимера через литниковую втулку 3, литниковые каналы 20 и шатровый литник 12 в оформляющую полость 13. После заполнения оформляющей полости 13 полимерным расплавом подается команда на ИП за счет перемещения подвижной полуформы на величину, задаваемую и строго контролируемую датчиком перемещения 14. При перемещении подвижной полуформы формующий пуансон 5 своей острой кромкой срезает шатровый литник 12 на боковой поверхности цилиндрического изделия, образующегося в формующей полости 13.
Степень уплотнения полимерного материала в оформляющей полости 13 обеспечивается длиной пути перемещения формующего пуансона 5 в этой полости. После перекрывания формующим пуансоном 5 шатрового литника 12 оформляющая полость 13 отключается от литниковой системы и подача расплава в нее прекращается.
После прессования расплава полимерного материала в оформляющей полости 13 происходит его охлаждение за счет подачи хладоагента в каналы 23 оформляющих элементов 6 и 7 матрицы. Далее происходит размыкание полуформ и извлечение готового цилиндрического изделия из оформляющей полости 13 за счет перемещения литниковых плит 10 и выталкивателей 11. Затем цикл повторяется.
На фиг. 2 приведена конструкция горячеканальной формы для ИП крупногабаритных цилиндрических изделий по п. 2 формулы изобретения. Ее отличительной особенностью является наличие подвижной вставки 24, фиксируемой на обогреваемых литниковых плитах с помощью крепежных винтов 25 и обеспечивающей регулирование сечения шатрового литника 12. С помощью вставки 24 обеспечивается настройка впускной системы и возможность ее применения при переработке полимерных материалов с переменной вязкостью расплава. Чем выше вязкость расплава, тем больше должно быть сечение впускного шатрового литника 12, которое регулируется посредством перемещения подвижной вставки 24.
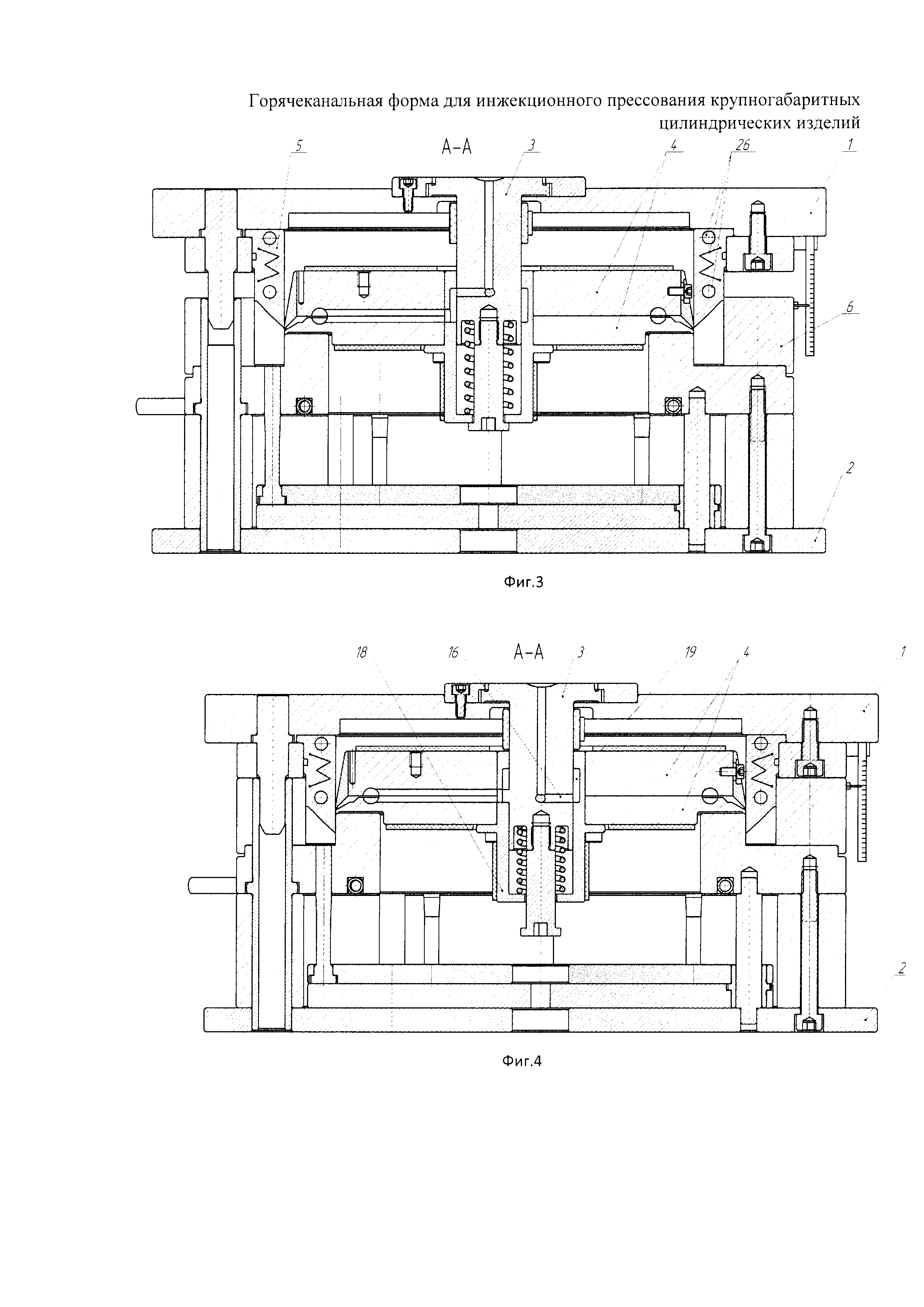
Конструкция горячеканальной формы по п. 3 формулы изобретения представлена на фиг. 3. Отличительная особенность данной конструкции - наличие системы автономного термостатирования 26 в формующем пуансоне 5. При этом обеспечивается поддержание требуемой температуры на формующей поверхности пуансона 5, оформляющей рабочую часть цилиндрического изделия. Вследствие этого обеспечивается улучшение качества рабочей поверхности изделия, исключается образование на ней разводов, холодных спаев недоуплотнений и т.п., что благоприятно сказывается на их эксплуатационных характеристиках, точности геометрических размеров.
Специфика конструкции литниковой втулки 3 и ее корпуса 18 согласно п. 4 формулы изобретения представлена на фиг. 4. Здесь зафиксировано положение литниковой втулки 3 в ее корпусе 18 после заполнения оформляющей полости формы полимерным расплавом. При этом кольцевая проточка 19 в корпусе 18 литниковой втулки 3 выходит из перекрывания с радиальными отверстиями 16. Таким образом, осуществляется полное отключение литниковой системы от формующей полости 13. Вследствие этого полностью исключается обратное вытекание расплава из оформляющей полости 13 при повышении давления полимерного расплава в ней через литниковую систему и гарантируется развитие требуемого давления ИП на полимерный материал.
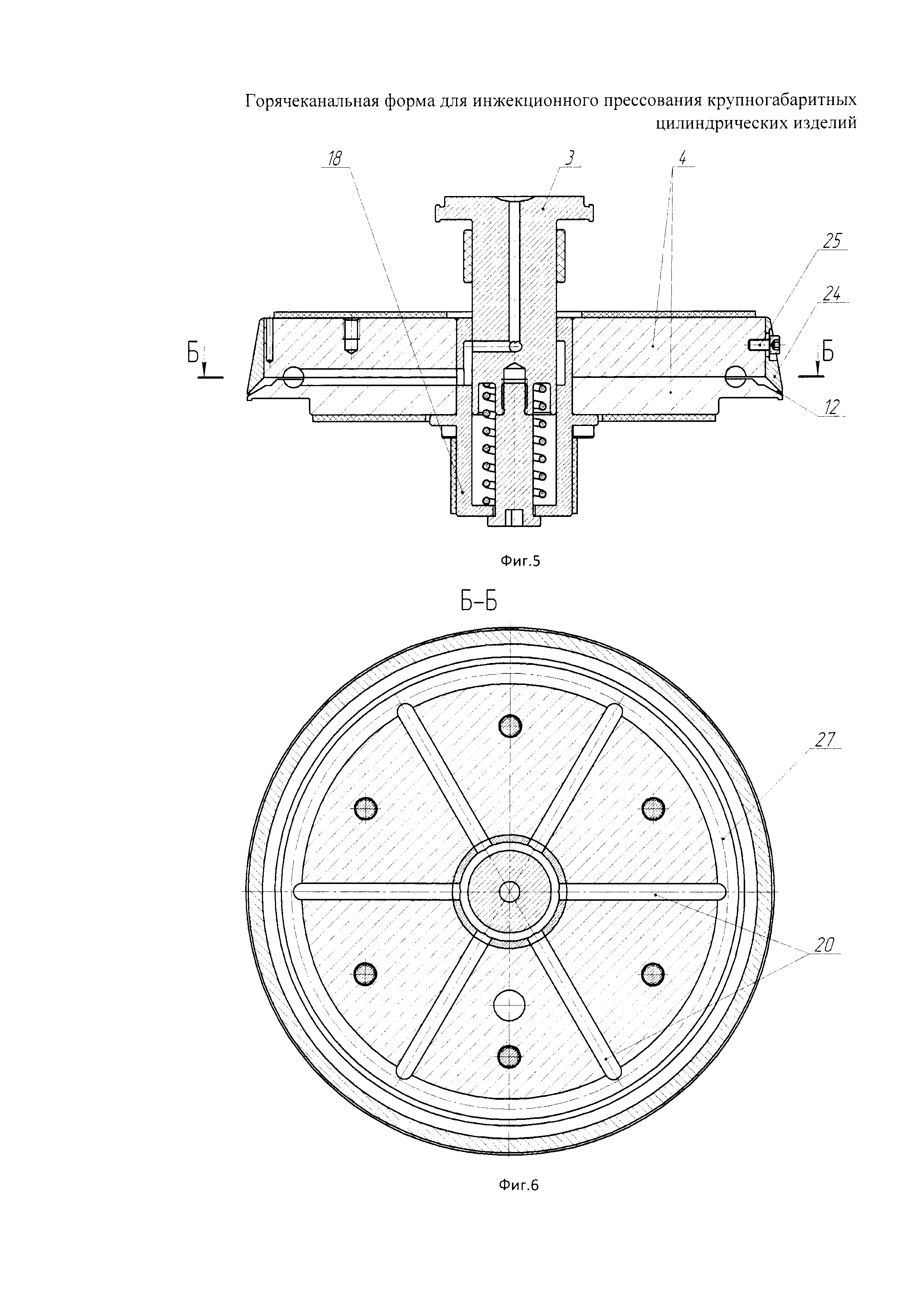
Согласно п. 5 формулы изобретения (фиг. 5, 6) разводящая литниковая система выполнена в виде радиальных каналов 20 в литниковых плитах 4, которые соединены между собой периферийной кольцевой проточкой 27, сообщающейся с полостью 12 для шатрового литника. Подобное исполнение литниковой системы обеспечивает первоочередное заполнение расплавом полимера кольцевой проточки 27 через разводящие литниковые каналы 20 и только после этого расплав начинает равномерно поступать в шатровый впускной литник 12 и через него в оформляющую полость формы. При этом гарантируется равномерная подача расплава в оформляющую полость и исключается образование спаев потоков расплава в изделии с пониженной механической прочностью.
Совокупность отличительных признаков заявляемого технического решения позволяет реализовать ранее неизвестный технический эффект, выражающийся в том, что в горячеканальной форме для инжекционного прессования крупногабаритных цилиндрических изделий из термопластичного полимерного материала, содержащей подвижную и неподвижную полуформы, причем в неподвижной полуформе установлены обогреваемая литниковая втулка, обогреваемые литниковые плиты, формующий пуансон, а в подвижной полуформе - элементы формообразующей матрицы, опорная плита и система выталкивания, согласно изобретению формующий пуансон при перемещении относительно литниковых плит одновременно обеспечивает срезание шатрового литника, расположенного по периметру литниковых плит, и допрессовку полимерного материала в оформляющей полости, подвижная полуформа снабжена датчиком для регулирования ее перемещения, обеспечивающем перемещение формующих элементов матрицы на строго регулируемое расстояние для уплотнения расплава в оформляющей полости за счет усилия смыкания полуформ, а обогреваемая литниковая втулка выполнена с радиальными каналами и помещена в корпус, снабженный кольцевой проточкой, сообщающей радиальные каналы в обогреваемой литниковой втулке с разводящими литниковыми каналами в обогреваемых литниковых плитах.
Заявленное техническое решение является новым, оно явно не следует из современного уровня технических решений в области конструкций горячеканальных форм для инжекционного прессования крупногабаритных цилиндрических изделий из термопластичных полимерных материалов.
Таким образом, изобретение обладает новизной, оно технически легко осуществимо, а его практическое применение позволяет решать задачи, связанные с повышением качества изделий, формуемых методом ИП. Изобретение рекомендуется использовать при изготовлении по технологии инжекционного прессования крупногабаритных цилиндрических изделий из термопластичных полимерных материалов, в частности уплотнений (седел) шаровых кранов магистральных газо- и нефтепроводов.
Источники информации
1. Михасенок О.Г. Новые возможности литья под давлением. Часть 10. Технологии Tecomelt// Информационный бюл. «Полимерные материалы». 2005, №11(78) с. 20-24.
2. Литье пластмасс под давлением. Ред. Т. Оствальд, Л.-Ш. Тунг, П.Дж. Грэмман. С.-Пб., Профессия. 2006. 712 с.
3. Унгер П. Технология горячеканального литья. С.-Пб., Профессия. 2009. 208 с.
4. Гастров Г. Конструирование литьевых форм в 130 примерах. С.-Пб., Профессия. 2007. 336 с.
5. Казмер Д.О. Разработка и конструирование литьевых форм. С.-Пб., Профессия. 2010. 420 с.
6. Ложечко Ю.П. Литье под давлением термопластов. С.-Пб., Профессия. 2010. С.93-94.
Прокладка нашпальная для рельсовых скреплений
Прокладка подрельсовая для рельсовых скреплений
Подвесной полимерный изолятор
Способ оценки звукопоглощения волокнисто-пористых материалов
Звукопоглощающий композиционный материал
Пластичная смазка
Полимерный подвесной изолятор
Способ определения содержания воды в пластичных смазочных материалах
Способ получения слоистых звукопоглощающих композиционных материалов
Прокладка нашпальная для рельсовых скреплений
Прокладка подрельсовая для рельсовых скреплений
Подвесной полимерный изолятор
Способ оценки звукопоглощения волокнисто-пористых материалов
Звукопоглощающий композиционный материал
Пластичная смазка
Полимерный подвесной изолятор
Способ определения содержания воды в пластичных смазочных материалах
Способ получения слоистых звукопоглощающих композиционных материалов
Материал для пластиковых карточек

