Результат интеллектуальной деятельности: СПОСОБ ВАКУУМНО-ПЛАЗМЕННОГО АЗОТИРОВАНИЯ ИЗДЕЛИЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ В ДУГОВОМ НЕСАМОСТОЯТЕЛЬНОМ РАЗРЯДЕ НИЗКОГО ДАВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к области вакуумно-плазменных химико-термических технологий обработки материалов и изделий и может быть использовано при создании вакуумно-плазменных технологий химико-термической упрочняющей обработки методом азотирования конструкционных изделий из нержавеющей стали в таких отраслях производства, как: машиностроение, приборостроение, нефтегазовая, аэрокосмическая отрасли и др. Азотирование нержавеющих сталей как материала, пригодного для изготовления изделий различного конструкционного назначения, с целью повышения микротвердости и износостойкости поверхности широко используется, например, в машиностроении. При этом традиционно вакуумно-плазменное азотирование осуществляется с применением тлеющего разряда ввиду его несомненных достоинств: невысокий (100-500 Па) вакуум стабильного функционирования тлеющего разряда, простота получения плазмы в больших реакционных вакуумных объемах. Однако технологические способы азотирования с применением тлеющего разряда имеют и серьезные недостатки: необходимость использования азотно-водородной газовой смеси при проведении процессов азотирования для связывания кислорода, присутствующего в большом количестве в реакционном объеме при высоком давлении этих процессов; высокое напряжение горения тлеющего разряда, вызывающее наряду с высоким энергопотреблением интенсивное травление обрабатываемых изделий с нарушением первоначальной чистоты обработки их поверхности.
В настоящее время существует экспериментально подтвержденный ряд предложений по вакуумно-плазменному азотированию в отличающихся от тлеющего других типах разрядов: в высокочастотном [Установка для ВЧ-плазменной обработки /И.Ш. Абдуллин и [др.] //Сборник тез. VI конф. по физике газового разряда. Казань, 1992, ч. 2, С. 117-118.], несамостоятельном газовом [Верещака А.С. Работоспособность режущего инструмента с износостойкими покрытиями /А.С. Верещака. - М.: Машиностроение, 1993. - 336 с.] разрядах и в двухступенчатом, основанном на вакуумно-дуговом испарении титана с попутным образованием плазмы азота, разряде низкого давления [Андреев А.А., Саблев Л.П., Григорьев С.Н. Вакуумно-дуговые покрытия /А.А. Андреев, Л.П. Саблев, С.Н. Григорьев. - Харьков: ННЦ ХФТИ, 2010. - 318 с.]. Разработки процессов азотирования с помощью указанных разрядов имели своей целью избежать недостатков, присущих тлеющему разряду, в частности в отношении применения высоких отрицательных потенциалов, подаваемых на обрабатываемые изделия в плазме, и дополнительного введения водорода в реакционный плазменный объем. Тем самым, применение указанных новых разработок способов азотирования имело целью полное устранение или частичное снижение барьера из образующихся на обрабатываемой стальной поверхности оксидных пленок для проникновения азота в толщу поверхности обработки. Для выполнения данной цели все указанные типы разрядов имели возможность функционировать при пониженных (≤ 1 Па) давлениях рабочего газа (азота).
Однако, как установлено в [Parascandola S., Knese O., Moller W. The interplay of sputtering and oxidation during plasma diffusion treatment /S. Parascandola, О. Knese, W. Moller //J. Appl. Phys. Lett. - 1999. - Vol.75, is. 13. - P. 185-189.], при наличии в процессах азотирования стальных изделий кислорода в количестве, соответствующем парциальному давлению 10-6 Па, на нагретой стальной поверхности образуются пленки оксида железа, которые препятствуют поступлению азота в поверхность изделий. В этом случае азот проходит через барьер, что приводит или к значительному увеличению времени достижения необходимых параметров азотированного слоя, или процесс азотирования прекращается полностью. И средствами устранения данного барьера даже в процессах азотирования при пониженных давлениях является также применение отрицательного напряжения смещения определенной величины и ионной бомбардировки при этом оксидной пленки. Так, например, в [Андреев А.А., Саблев Л.П., Григорьев С.Н. Вакуумно-дуговые покрытия /А.А. Андреев, Л.П. Саблев, С.Н. Григорьев. - Харьков: ННЦ ХФТИ, 2010. - 318 с.] сообщается, что при ионной бомбардировке растравливаются образующиеся на поверхности подложки различные пленки, в частности пленки окислов хрома при азотировании нержавеющих сталей. И, как сообщается там же, например, нержавеющая сталь 30Х13 (с содержанием Cr 12…14%) не азотируется при низком отрицательном потенциале смещения или при положительном (анодном) потенциале в плазме двухступенчатого вакуумно-дугового разряда. При этом данная сталь в указанном виде разряда хорошо азотируется в смесях газов N2+Ar или N2+Ar+H2 при отрицательном напряжении подложки. И далее, как отмечают авторы все той же работы, основным достоинством азотирования при положительном потенциале подложек в плазме (в частности, при их анодном потенциале) является сохранение исходной чистоты обработки их поверхности (поскольку электроны не распыляют поверхность), в то время как при отрицательном потенциале сколь-либо высокой величины шероховатость поверхности существенно увеличивается из-за ее распыления ионной бомбардировкой. Поэтому после ионного азотирования требуется дополнительная механическая обработка рабочих поверхностей азотированных деталей.
Еще одним вариантом химико-термической вакуумно-плазменной обработки стальных изделий методом азотирования, как предлагается в [Андреев А.А., Саблев Л.П., Григорьев С.Н. Вакуумно-дуговые покрытия /А.А. Андреев, Л.П. Саблев, С.Н. Григорьев. - Харьков: ННЦ ХФТИ, 2010. - 318 с.], является азотирование в плазме разрядов низкого (0,1-1 Па) давления при невысоком отрицательном потенциале на обрабатываемом изделии или при «плавающем» потенциале изделия, составляющем приблизительно всего 2-3 десятка вольт ниже потенциала анода (плазмы). Как отмечают авторы указанной работы, в данном варианте не происходит нарушения исходной степени чистоты обработки поверхности изделий. И данный вариант был применен в работе [Технологические способы эффективной вакуумно-плазменной обработки изделий в вакуумных камерах большого объема /Д.П. Борисов [и др.] //Изв. вузов. Физика. - 2014. - Т. 57, №3/3. - С. 47-51.] при реализации способа азотирования образцов нержавеющей стали 12Х18Н10Т под «плавающим» их потенциалом в плазме азота, создаваемой дуговым несамостоятельным разрядом низкого давления с термокатодом, взятом за прототип. Способ азотирования нержавеющей стали, взятый за прототип, был реализован следующим образом и в следующих условиях. В качестве изделий обработки использовались образцы нержавеющей стали 12Х18Н10Т размерами 20 мм×13 мм×5 мм, рабочая поверхность (плоскость с наибольшей площадью) которых была отполирована до 11 класса шероховатости, была зеркальной, и шероховатость ее по Ra была равной 0,05±0,02 мкм. Предварительная вневакуумная подготовка образцов заключалась в их промывке в бензине и этиловом спирте, после чего образцы загружались в вакуумную камеру на специальных держателях с возможностью точного измерения их температуры с помощью хромель-алюмелевой термопары.
Рабочая вакуумная камера с загруженными в нее образцами откачивалась с помощью безмасляной криогенной откачки до предельного остаточного давления 6·10-4 Па, после чего производилось измерение неконтролируемого натекания воздуха в нее ввиду возможных случайных течей. Оно осуществлялось путем закрытия высоковакуумного затвора и измерения величины повышения давления в изолированном от откачки объеме вакуумной камеры за определенный (обычно 30 секунд) промежуток времени. При этом если уровень неконтролируемого натекания превышал значение 3,4·10-5 Па·м3/с, то вакуумные условия считались неудовлетворительными для проведения процессов азотирования, т.к. повышенное натекание воздуха в вакуумную камеру будет приводить к неконтролируемому химическому составу поверхности обработки и усиленному, по мнению авторов способа, образованию окисных пленок на этой нагретой поверхности во время процессов ее обработки, что приведет к снижению скорости или полному блокированию процесса диффузионного насыщения поверхности азотом. При уровне натекания в вакуумную камеру извне, не превышающем 3,4·10-5 Па·м3/с вакуумные условия, как установлено авторами способа, можно признать удовлетворительными для проведения качественных (с повышенным контролем химического состава поверхности) процессов азотирования. Именно с соблюдением данного требования и осуществлялся способ азотирования, взятый за прототип.
Азотирование образцов в указанном способе, так же как и их финишная ионно-плазменная очистка и нагрев в вакууме, осуществлялось в плазме одного и того же газа - чистого азота, создаваемой при давлении 0,15 Па работой генератора однородно-распределенной газоразрядной плазмы (Патент РФ №116733, МПК H05H1/00, опубл. 27.05.2012), способного создавать однородную (с неоднородностью распределения не хуже±5%) газоразрядную плазму в вакуумных камерах больших (≥ 0,15 м3) объемов.
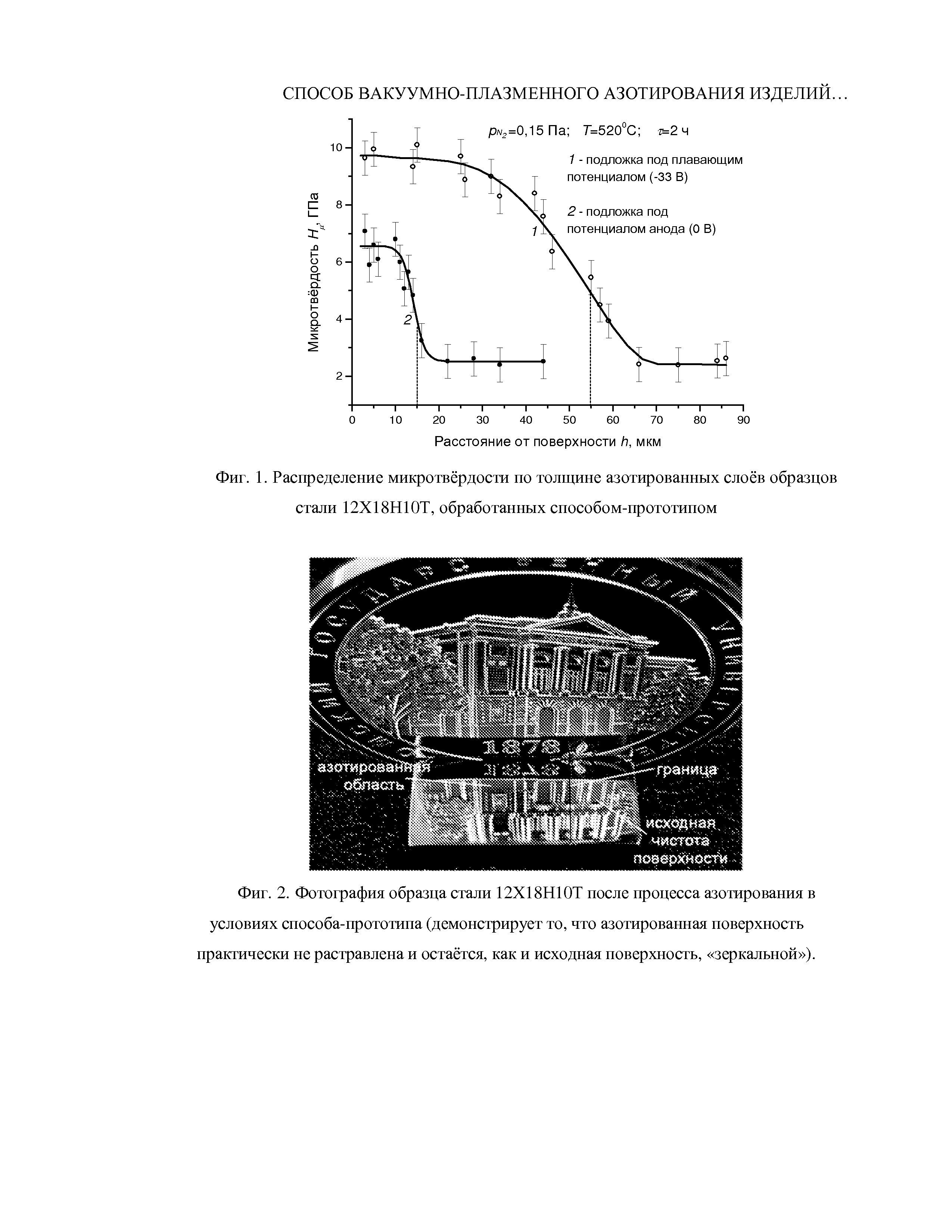
Полученные профили распределения микротвердости по толщине азотированных слоев указанных выше образцов нержавеющей стали 12Х18Н10Т после их азотирования с применением способа-прототипа при температуре Т=520 0С и времени процесса τ=2 ч показаны на фиг. 1.
Кривая 1 на фиг. 1 была получена при плавающем потенциале образца, равного -33 В относительно потенциала анода во время его азотирования в плазме азота с концентрацией ni=5·1011 см-3, создаваемой разрядом применяемого плазмогенератора. Кривая же 2 была получена, когда образец находился под плавающим потенциалом в таких же условиях, как и предыдущий, лишь во время очистки и нагрева. Все основное время азотирования этот образец находился под потенциалом анода в плазме азота с концентрацией ni=1,5·1011 см-3, создаваемой газовым плазмогенератором. В этом случае во время азотирования на этот образец поступал лишь ток электронов, а воздействие ионной бомбардировки на образец практически отсутствовало, и данный режим азотирования был применен с целью уменьшить влияние ионной бомбардировки и как можно меньше нарушить исходную чистоту обработки поверхности образцов. В обоих случаях (кривые 1 и 2) очистка и нагрев образцов длились 20 мин, время азотирования τ=2 ч отсчитывалось с момента достижения температуры образцов T=520 0С.
Зависимости, фиг. 1, показывают, что даже с соблюдением указанных выше требований контролируемых процессов азотирования (применение криогенной откачки, глубокий остаточный вакуум, минимизация неконтролируемого натекания в вакуумную камеру) приводимый здесь процесс азотирования при анодном потенциале протекает медленнее процесса с образцом под плавающим потенциалом. Несмотря на то, в результате его осуществления был сформирован слой толщиной ≈ 15 мкм, отмеченный на фиг. 1 (кривая 2) штриховой линией, с повышенной в 1,5÷3 раза по сравнению с исходной микротвердостью, данный процесс и способ азотирования можно признать неэффективным, т.к. в данном способе при отсутствии ионной бомбардировки загрязняющих поверхность пленок адсорбентов происходит явное снижение скорости азотирования даже в относительно «чистых» вакуумных условиях процесса.
Как показано в способе-прототипе, снизить барьер для прохождения азота в образцы нержавеющей стали путем распыления поверхностной оксидной пленки за счет интенсивной ионной бомбардировки можно при азотировании образца под плавающим потенциалом в плазме азота, создаваемой используемым плазмогенератором. Азотирование образцов нержавеющей стали 12Х18Н10Т в данных условиях (при плавающем потенциале образца -33В относительно анода) при прочих одинаковых условиях с азотированием при анодном потенциале и параметрах процессов (время τ=2 ч, температура T=520 0С) дало эффективную толщину азотированного слоя ≈ 55 мкм, так же отмеченную штриховой линией на кривой 1 фиг. 1. Данное достигнутое значение в 1,5 раза превосходит эффективную толщину азотированного слоя 38 мкм, полученную в [Ионное азотирование ферритно-перлитной и аустенитной сталей в газовых разрядах низкого давления /А.Д. Коротаев [и др.] //Физика и химия обработки материалов. - 2004. - №1. - С. 22-27.] при азотировании образцов нержавеющей стали такой же, как и в прототипе, марки при таких же значениях времени и температуры азотирования, и было принято авторами способа-прототипа как максимально достигаемое значение толщины азотированного слоя и скорости азотирования нержавеющей стали указанной марки в указанных условиях. При этом относительно невысокая плотность мощности ионной бомбардировки поверхности обработки, находящейся в плазме под плавающим потенциалом, позволяет существенно снизить рост шероховатости поверхности изделий в процессах азотирования способа-прототипа. Так, на фиг. 2 приведена фотография образца нержавеющей стали 12Х18Н10Т, азотированного в приводимом выше режиме-способе прототипа под плавающим потенциалом смещения, показывающая практическое отсутствие изменения чистоты обработки поверхности образцов после азотирования.
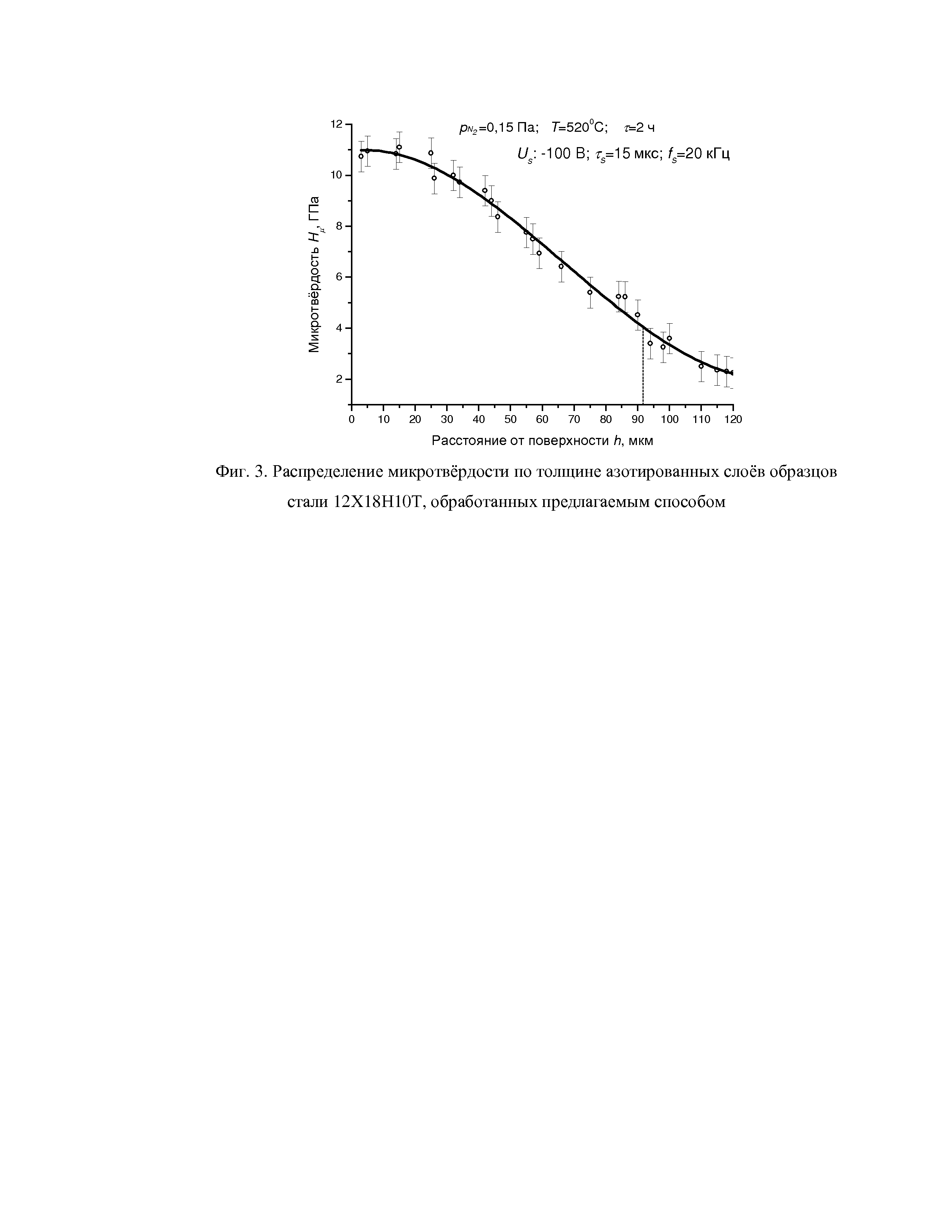
Особенностью предлагаемого способа вакуумно-плазменного азотирования изделий из нержавеющей стали является то, что азотирование при прочих одинаковых со способом-прототипом условиях и параметрах процессов осуществляется не при плавающем потенциале (равном приблизительно - 33В относительно анода) на изделиях в газоразрядной плазме азота дугового несамостоятельного разряда низкого давления, а при подаче на обрабатываемые изделия импульсной последовательности отрицательного относительно анода напряжения амплитудой Us=100 В, длительностью импульсов τs=15 мкс и частотой их следования fs=20 кГц.
Технический результат, достигаемый при использовании предлагаемого способа азотирования изделий из нержавеющей стали с указанными параметрами их напряжения смещения, состоит в том, что при сохранении исходной чистоты обработки поверхности (исходной шероховатости) обрабатываемых изделий, как в способе-прототипе, достигается эффективная толщина зоны азотирования, равная приблизительно 90 мкм, что более чем в 1,6 раза превосходит эффективную зону азотирования в способе-прототипе.
Экспериментально подтвержденный результат достигается тем, что применение в предлагаемом способе вакуумно-плазменного азотирования изделий из нержавеющей стали в дуговом несамостоятельном разряде низкого давления повышенной до 100 В величины отрицательного напряжения смещения изделий при обработке азотированием в газоразрядной плазме азота разряда позволяет более эффективно удалять пленки окислов, образующихся на нагретой поверхности нержавеющей стали, что способствует повышению скорости азотирования.
Применяемое в способе-прототипе напряжение смещения (- 33 В), равное плавающему потенциалу изделий в газоразрядной плазме, приблизительно лишь на 10 В превосходит пороговое значение ускоряющего ионы потенциала смещения, равного ≈ 20 В и достаточного для возникновения процессов распыления поверхности, а как сообщается в [Данилин Б.С., Киреев В.Ю. Применение низкотемпературной плазмы для травления и очистки материалов /Б.С. Данилин, В.Ю. Киреев. - М.: Энергоатомиздат, 1987. - 263 с.], для реализации процессов ионно-плазменной очистки поверхности необходима энергия ионов, соответствующая ускоряющему их напряжению 20-100 В.
На фиг. 3 показано распределение микротвердости поверхностных азотированных слоев в образцах нержавеющей стали 12Х18Н10Т, обработанных с применением предлагаемого способа в таких же, как и в способе-прототипе, условиях процессов (время τ=2 ч, температура T=520 0С), но с применением напряжения смещения амплитудой Us=100 В, длительностью импульсов τs=15 мкс и частотой их следования fs=20 кГц. И, как видно из фиг. 3, проведение процесса азотирования предложенным способом дало эффективную толщину азотированного слоя ≈ 90 мкм, отмеченную на фиг. 3 штриховой линией. Импульсно-периодическая форма напряжения смещения в предлагаемом способе позволила не только эффективно очищать поверхность за счет ионной бомбардировки, но и позволила сохранить исходную чистоту обработки поверхности образцов, так как среднее значение отрицательного потенциала смещения изделий во время их азотирования с применением указанной импульсной последовательности не превышало Us-ср= Us· τs· fs=30 В, что даже меньше значения, использованного в способе-прототипе.
В таблице 1 приведены значения шероховатости поверхности по Ra образцов нержавеющей стали 12Х18Н10Т до и после вакуумно-плазменной обработки с помощью предложенного способа азотирования, измеренные с помощью профилометра «Hommel Tester T1000» и показывающие, что указанная обработка азотированием не изменила первоначального значения шероховатости образцов.
Таблица 1
|
Применение предложенного способа позволит достичь высокой эффективности вновь создаваемых и модернизируемых по рекомендациям, вытекающим из данного описания, технологий вакуумно-плазменного азотирования стальных изделий различного назначения.
С применением предложенного способа азотирования (с исключением растрава поверхности ионной бомбардировкой при напряжении смещения амплитудой Us=100 В, длительностью импульсов τs=15 мкс и частотой их следования fs=20 кГц и увеличением поверхностной твердости и прочности) были обработаны азотированием мелкомодульные зубчатые колеса механизмов приводов антенн космических аппаратов, изготовляемые из нержавеющей стали марок 95Х18-Ш, 07Х16Н6, 03Х11Н8М2Ф-ВД и 30ХГСА. В ресурсных испытаниях обработанные предложенным способом колеса показали по сравнению с необработанными колесами лучшие показатели по контактной прочности и износостойкости, сказавшиеся на увеличении КПД редуктора привода антенн с обработанными предложенным способом колесами на 34% по сравнению с КПД редуктора с необработанными колесами.
Пример осуществления способа
Мелкомодульные зубчатые колеса (шестерни) с характерным размером зуба 0,8 мм размещались на специальных держателях в рабочей вакуумной камере. После чего производилась откачка вакуумной камеры с помощью криогенного насоса до остаточного вакуума 6·10-4 Па с проверкой неконтролируемого натекания в нее извне путем закрытия высоковакуумного затвора и измерения уровня натекания по изменению давления в вакуумной камере за определенный промежуток времени. Процессы азотирования предлагаемого способа проводились при величине неконтролируемого натекания, не превышающего 3,4·10-5 Па·м3/с, включением генератора газоразрядной плазмы на основе дугового несамостоятельного разряда низкого давления при напуске рабочего газа - чистого азота до давления в вакуумной камере 0,15 Па. После чего при подаче на размещенные в вакуумной камере в плазме азота с концентрацией 5·1011 см-3 зубчатые колеса подавалось отрицательное напряжение смещения с параметрами: амплитуда Us=100 В, длительность импульсов τs=15 мкс и частота их следования fs=20 кГц. Отсчет времени протекания процесса азотирования при одновременной качественной очистке поверхности обрабатываемых колес от оксидных пленок начинался при достижении температуры колес равной 380 0С и продолжался при указанной температуре 1,5 часа.
После завершения процесса по предлагаемому способу генератор газоразрядной плазмы отключался, снималось напряжение смещения с обрабатываемых деталей, и перекрывалась подача рабочего газа в вакуумную камеру, обработанные азотированием колеса охлаждались до комнатной температуры в высоком вакууме.
После проведения данного процесса азотирования по предлагаемому способу азотированные мелкомодульные зубчатые колеса (шестерни) передавались на ресурсные испытания, где испытывались в составе собранного из них редуктора привода антенн космических аппаратов. Испытывались также в составе данного редуктора и необработанные зубчатые колеса.

Электроизоляционная композиция
Электроизоляционная композиция
Электроизоляционная композиция
Электроизоляционная полимерная композиция
Планетарный циклоидальный редуктор с предварительной ступенью
Рабочий орган винтовой роторной машины
Планетарный механизм
Шестеренная машина
Способ получения катализатора на основе ceo-snо на стеклотканном носителе
Катализатор переработки этанола и способ получения ацетальдегида и водорода из этанола с использованием этого катализатора
Электроизоляционная композиция
Электроизоляционная композиция
Электроизоляционная композиция
Электроизоляционная полимерная композиция
Планетарный циклоидальный редуктор с предварительной ступенью
Рабочий орган винтовой роторной машины
Планетарный механизм
Шестеренная машина
Способ получения катализатора на основе ceo-snо на стеклотканном носителе
Катализатор переработки этанола и способ получения ацетальдегида и водорода из этанола с использованием этого катализатора

