Результат интеллектуальной деятельности: СПОСОБ СОЕДИНЕНИЯ КОНВЕЙЕРНОЙ ЛЕНТЫ
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к способу соединения конвейерной ленты, имеющей внутреннюю часть, выполненную для наслаивания множества слоев полотна и, в частности, относится к способу соединения конвейерной ленты, что может сократить рабочее время соединения и увеличить качество соединения на конце в направлении по длине указанной конвейерной ленты.
Уровень техники
Конвейерная лента со слоем полотна в качестве внутренней части обеспечена в натянутом состоянии между ведущим роликом и ведомым роликом, установленными на переднем и заднем участке ленточного конвейерного устройства. Затем указанная конвейерная лента поддерживается несколькими направляющими роликами, расположенными между ведущим роликом и ведомым роликом. В случае, когда конвейерная лента повреждена после использования в течение определенного времени или во время использования, выполняется работа по замене всей конвейерной ленты или ремонт с вырезанием поврежденного участка и соединением новой конвейерной ленты на конце в продольном направлении основного корпуса ленты (например, см. патентный документ 1).
Такая работа по замене или ремонту конвейерной ленты выполняется исключительно в месте использования конвейерной ленты. Например, для соединения конца в продольном направлении конвейерной ленты, имеющей внутреннюю часть, выполненную путем наслаивания нескольких слоев полотна, существует несколько рабочих этапов с (1) по (5):
(1) образование отделяющей линии на целевом участке основного корпуса ленты для отрезания конца в продольном направлении основного корпуса ленты в ступенчатой (пошаговой) форме;
(2) выполнение работы по отрезанию резинового покрытия вдоль отделяющей линии без нежелательного царапанья слоя полотна режущим инструментом (ножом, резаком или тому подобным);
(3) выполнение выравнивания, независимо от того, соответствуют ли друг другу участки, выполненные ступенчатым образом, концов в продольном направлении соединяемых основных корпусов ленты;
(4) выполнение покрытия поверхности путем полировки поверхностей участков, выполненных ступенчатым образом с использованием полировальной машины или тому подобного; и
(5) получение формы таким образом, что адгезив наносят на участки, на которые нанесено описанное выше покрытие поверхности; и участки, выполненные ступенчатым образом, наслоены так, что они обращены друг к другу, а также вулканизация и соединение наслоенного участка при применении тепла и давления с использованием вулканизирующего устройства для соединения с наслоенным участком.
На традиционных рабочих этапах, описанных выше, выполняется сложная соединительная работа или отслаивание, одно за один раз, покрывающей резины и слоя полотна конца в продольном направлении основного корпуса ленты. Поскольку существуют также ограничения в использовании конвейерной ленты в отношении рабочего пространства или оборудования для обработки, существуют такие проблемы, как, например, соединительная работа требует больших временных затрат.
Кроме того, во время соединительной работы слой полотна может быть случайно поцарапан режущим инструментом или могут быть дефекты, такие как смещение положения слоя полотна. Таким образом, для обеспечения качества соединения конвейерной ленты рабочий, выполняющий соединительную работу, должен быть высококвалифицированным.
Документ уровня техники
Патентный документ 1: нерассмотренная заявка на патент Японии № S63-252814A.
Задача, решаемая в изобретении
Задачей настоящего изобретения является обеспечение способа соединения конвейерной ленты со слоем полотна в качестве внутренней части, что может сократить время соединительной работы и повысить качество соединения на конце в продольном направлении конвейерной ленты.
Средство решения задачи
Способ соединения конвейерной ленты по настоящему изобретению для решения описанной выше задачи является способом соединения конвейерной ленты, имеющей внутреннюю часть, выполненную для наслаивания множества слоев полотна. Указанный способ включает этапы: выполнения внутренней части, по меньшей мере, одного конца в продольном направлении основного корпуса ленты заранее в ступенчатой форме; покрытия верха внутренней части, выполненной в ступенчатой форме, отслаивающим элементом; и вулканизации и формования основного корпуса ленты с резиновым покрытием, наслаиваемым на отслаиваемом элементе; причем при соединении конца в продольном направлении основного корпуса ленты осуществляют отслаивание отслаиваемого элемента для удаления резинового покрытия, наслоенного на отслаиваемом элементе, и открытия внутренней части, выполненной в ступенчатой форме, покрытой отслаиваемым элементом; наслаивание на открытой внутренней части другой внутренней части, выполненной ступенчатым образом, для соединения, так что другая внутренняя часть обращена к открытой внутренней части; и вулканизация и соединение участка, когда внутренние части наслоены друг на друга.
Здесь возможно оставить участок излишней длины основного корпуса ленты на стороне кончика в продольном направлении основного корпуса ленты за пределами участка, когда внутренняя часть выполнена заранее в ступенчатой форме. При соединении конца в продольном направлении основного корпуса ленты возможно втянуть основной корпус ленты в устройство ленточного конвейера путем захвата участка излишней длины и отрезать излишний участок длины после натяжения основного корпуса ленты. Также можно заранее выполнить в ступенчатой форме внутреннюю часть только одного конца в продольном направлении основного корпуса ленты, а верх внутренней части, выполненной в ступенчатой форме, покрыть отслаиваемым элементом, а основной корпус ленты вулканизировать и сформовать с резиновым покрытием, наслоенным на отслаиваемом элементе. Альтернативно также можно выполнить заранее в ступенчатой форме внутренние части обоих концов в продольном направлении основного корпуса ленты, верх внутренних частей, выполненных в ступенчатой форме, покрыть отслаиваемыми элементами, а основной корпус ленты вулканизировать и сформовать с резиновым покрытием, наслаиваемым на отслаиваемых элементах. Длина слоя полотна, выполненная заранее в ступенчатой форме, задана, например, от 0,5 до 2,0 м.
Результат изобретения
По настоящему изобретению, поскольку внутренняя часть, по меньшей мере, одного конца в продольном направлении основного корпуса ленты выполнена заранее в ступенчатой форме, верх внутренней части, выполненной в ступенчатой форме, покрывают отслаиваемым элементом, а основной корпус ленты вулканизируют и формуют с резиновым покрытием, наслаиваемым на отслаиваемом элементе, возможно приготовить заранее необходимую конвейерную ленту (основной корпус ленты) на производстве или тому подобном вместо места использования конвейерной ленты. Затем при соединении конца в продольном направлении основного корпуса ленты, отслаиваемый элемент отслаивается для удаления резинового покрытия, наслаиваемого на отслаиваемом элементе, а также для открывания внутренней части, выполненной в ступенчатой форме, покрытой отслаиваемым элементом, другую внутреннюю часть, выполненную в ступенчатой форме для соединения, наслаивают на открытой внутренней части для обращения к открытой внутренней части, и участок, где наслоены друг на друга внутренние части, вулканизируют и соединяют. Следовательно, нет необходимости в выполнении сложной соединительной работы в месте использования конвейерной ленты, как в уровне техники.
Соответственно, можно значительно сократить время соединительной работы на конце в продольном направлении конвейерной ленты по сравнению с традиционными способами. Кроме того, поскольку возможно сократить изменение качества соединений, выполняемых в зависимости от квалификации рабочих, выполняющих соединительную работу, преимущество заключается в повышении качества соединений.
Краткое описание чертежей
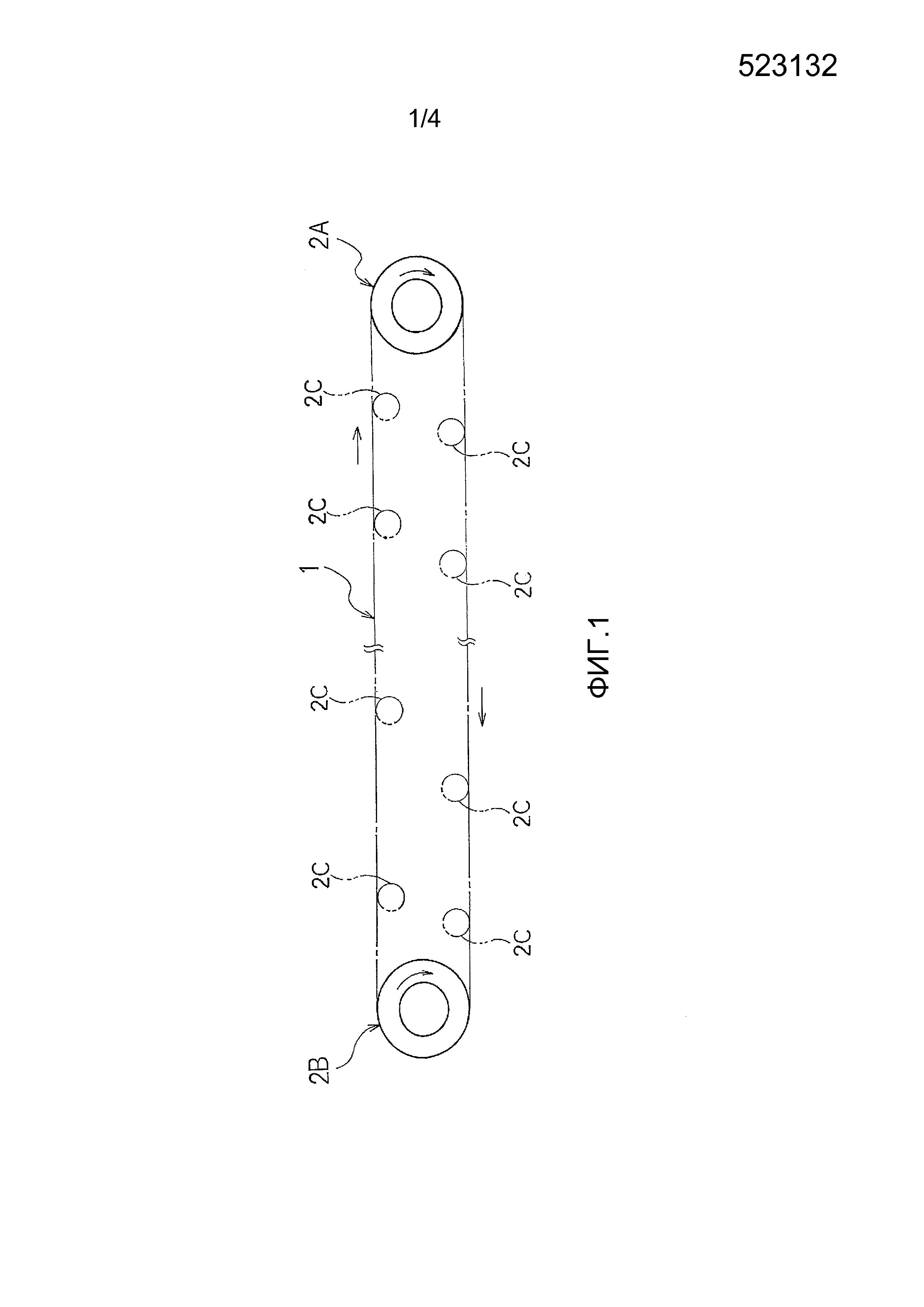
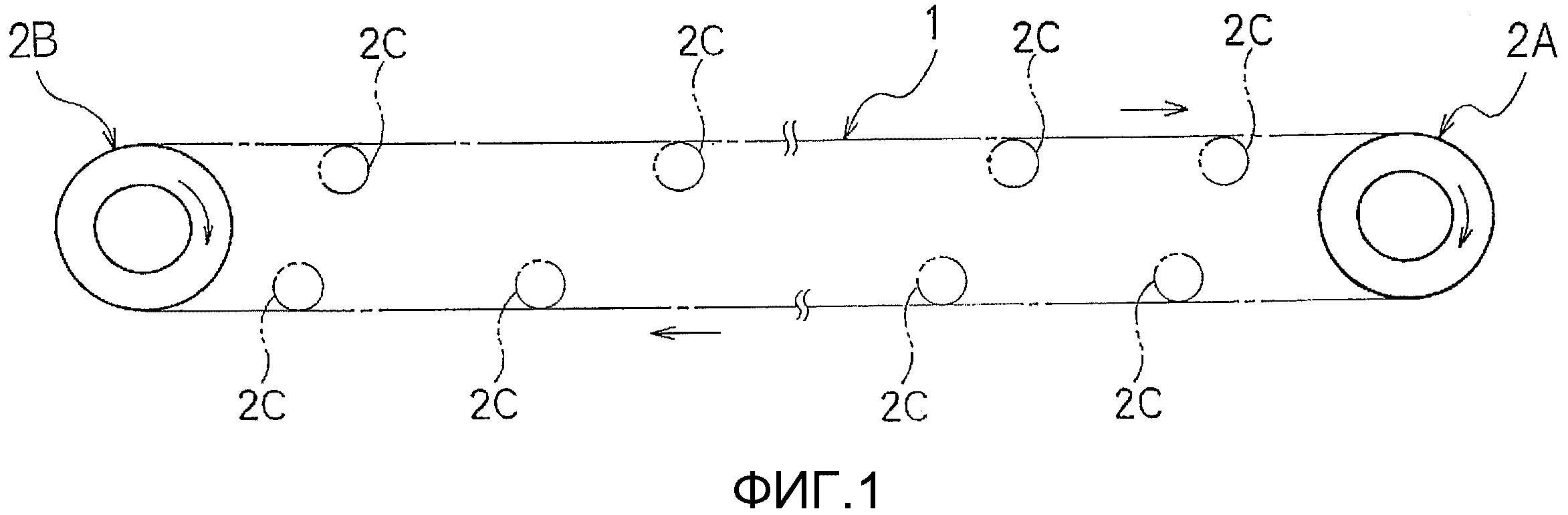
Фиг. 1 - схематичный вид конструкции ленточного конвейера;
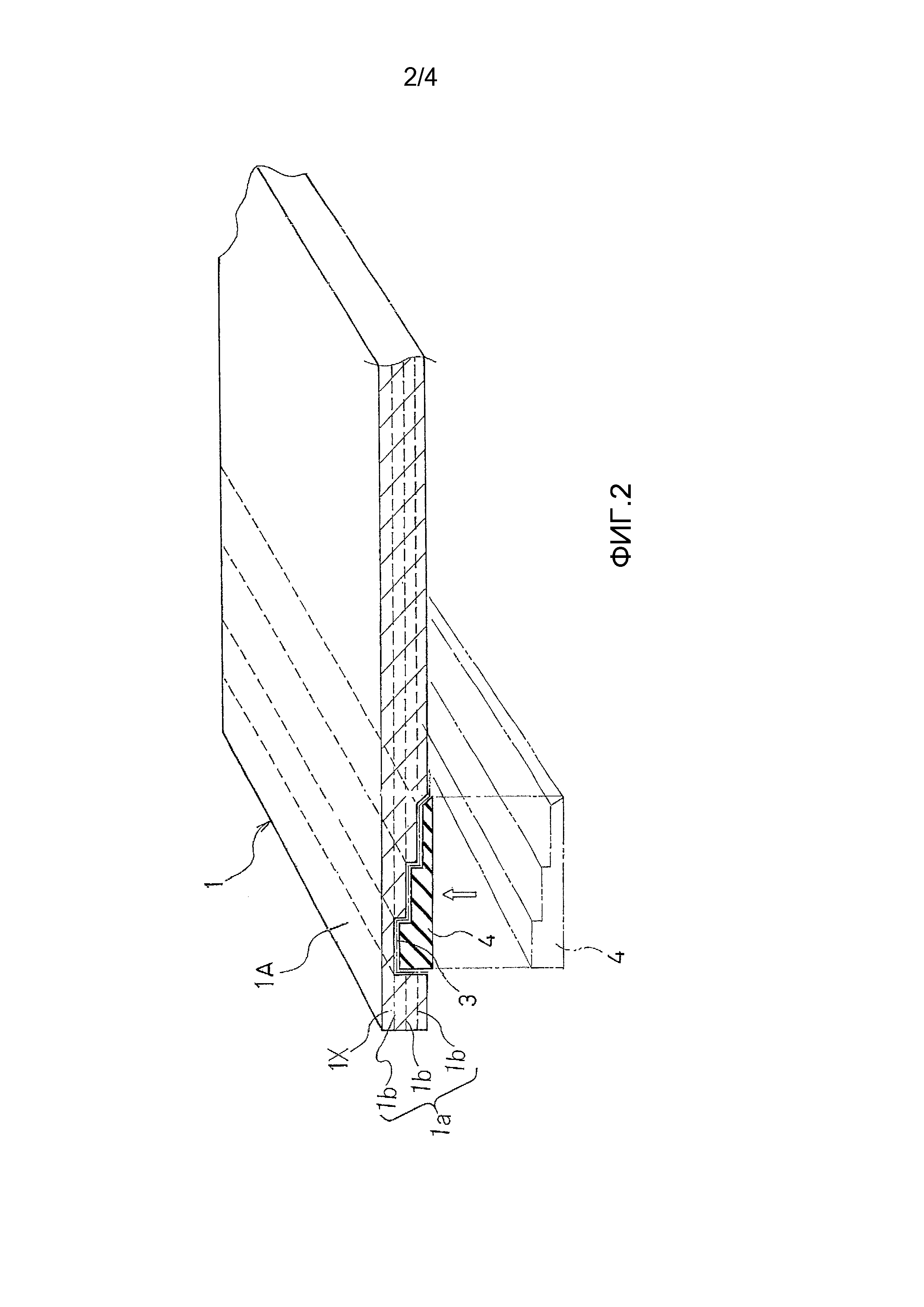
Фиг. 2 - пояснительный вид в перспективе конца в продольном направлении основного корпуса ленты, выполненной по настоящему изобретению;
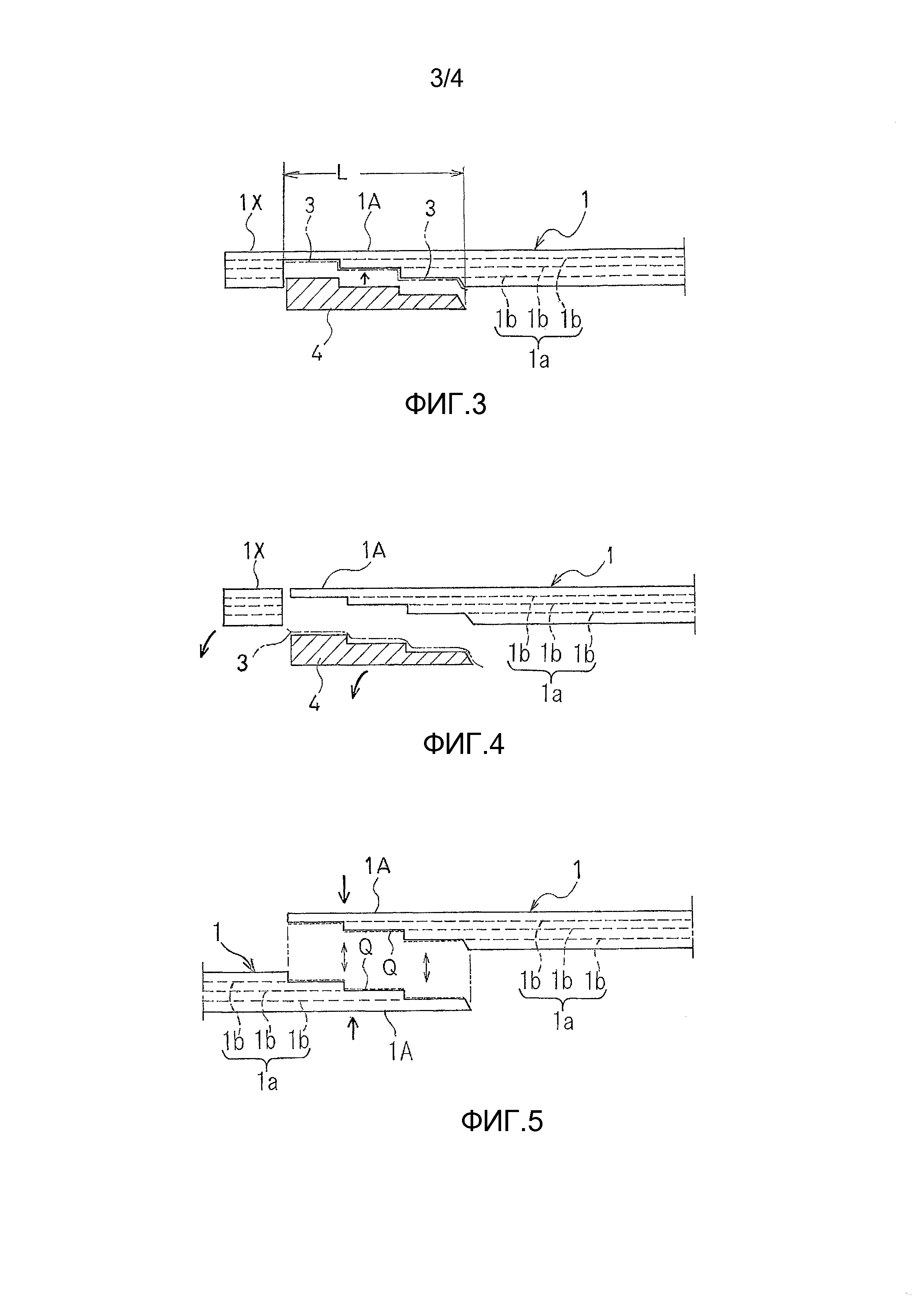
Фиг. 3 - пояснительный вид сбоку основного корпуса ленты до втягивания в устройство ленточного конвейера;
Фиг. 4 - пояснительный вид сбоку этапа отрезания излишнего участка длины основного корпуса ленты после втягивания в устройство ленточного конвейера и открытия внутренней части, выполненной в ступенчатой форме;
Фиг. 5 - пояснительный вид сбоку этапа наслаивания внутренних частей, выполненных в ступенчатой форме, так что указанные внутренние части расположены обращенными друг к другу; и
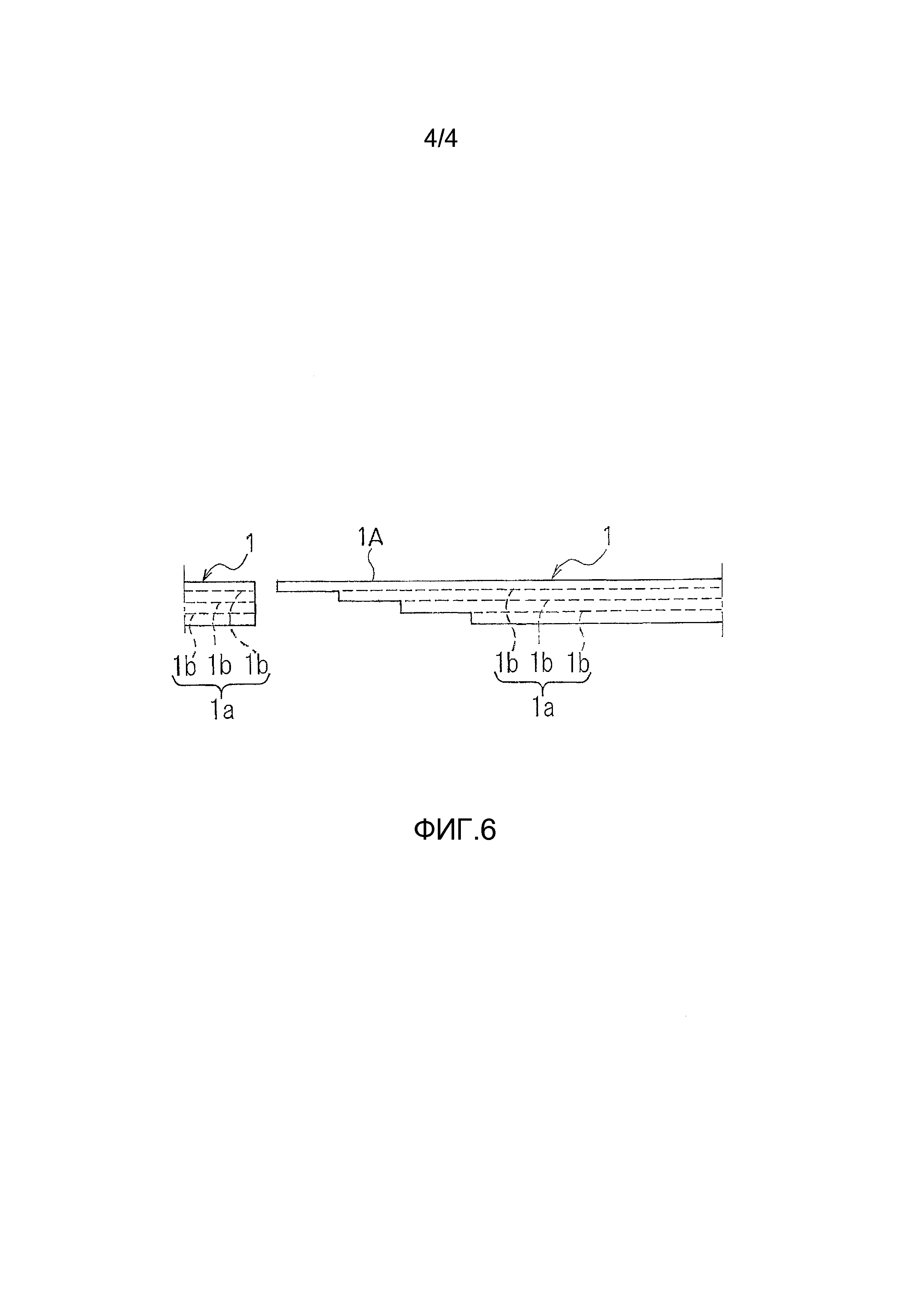
Фиг. 6 - пояснительный вид сбоку этапа соединения в случае, если внутренняя часть только одного конца в продольном направлении основного корпуса ленты выполнена заранее в ступенчатой форме.
Наилучший способ выполнения изобретения
Далее дано описание способа соединения конвейерной ленты по настоящему изобретению на основании вариантов выполнения, показанных на чертежах.
Как показано на Фиг. 1, конвейерная лента (основной корпус 1 ленты) обеспечена в натянутом состоянии между ведущим роликом 2А и ведомым роликом 2В, установленными на переднем и заднем участках устройства ленточного конвейера. Основной корпус 1 ленты намотан вокруг ведущего ролика 2А и ведомого ролика 2В в дополнение к нескольким направляющим роликам 2С, расположенным между ведущим роликом 2А и ведомым роликом 2В.
Как показано на Фиг. 2, конвейерная лента (основной корпус 1 ленты), которая является объектом настоящего изобретения, является конвейерной лентой, имеющей внутреннюю часть 1а, выполненную путем наслаивания трех слоев 1b полотна; однако количество наслаиваемых слоев 1b полотна определяется в зависимости от ситуации.
В настоящем изобретении, как показано на Фиг. 3, внутренняя часть 1а, по меньшей мере, одного конца 1А в продольном направлении основного корпуса 1 ленты выполнена заранее в ступенчатой форме (пошаговой форме) путем последовательного различия длин слоев 1b полотна, наслоенных вертикально смежно друг другу. Предпочтительно длина L внутренней части 1а выполнена заранее в ступенчатой форме, установленной от 0,5 до 2,0 м. Причина заключается в обеспечении склеивания бесконечного соединения на основе обозначенных видов ленты, определенных для конвейерных лент текстильной конструкции в JIS K 6322-2011. Длина каждого шага (длина, на которую каждый из слоев 1b полотна продолжается в продольном направлении от слоя 1b полотна, наслоенного вертикально смежно) составляет, например, примерно от 150 до 50 мм.
Затем верх внутренней части 1а, выполненный в этой ступенчатой форме, покрывают отслаиваемым элементом 3, и резиновое покрытие 4, которое является невулканизированной резиной, наслаивают на указанном отслаиваемом элементе 3. Основной корпус 1 ленты в этом состоянии вулканизируют и формуют заранее с помощью вулканизирующего аппарата или тому подобного.
В качестве отслаиваемого элемента используется один из теплоустойчивого листа, ленты или пленки. Элементы не приклеиваются к элементам, составляющим основной корпус 1 ленты, и не прикрепляются к ним путем плавления во время вулканизации. В частности, в качестве отслаиваемого элемента 3 используется невулканизированный резиновый лист, антиадгезионный лист, выполненный из фторкаучука или тому подобного, полиэтиленовый лист или тому подобный.
Затем, как показано на Фиг. 4, в месте использования конвейерной ленты указанный основной корпус 1 ленты устанавливают путем втягивания в устройство ленточного конвейера. Затем указанный отслаиваемый элемент 3, расположенный в основном корпусе 1 ленты, отслаивают от основного корпуса 1 ленты. Соответственно, возможно легко удалить резиновое покрытие 4, наслоенное на отслаиваемом элементе 3. Наряду с этим, открывают указанную внутреннюю часть 1а, выполненную в ступенчатой форме, покрытую отслаиваемым элементом 3.
В этом варианте выполнения участок 1X излишней длины основного корпуса 1 ленты поднят со стороны кончика в продольном направлении основного корпуса 1 ленты за пределами участка, где внутренняя часть 1а выполнена заранее в ступенчатой форме. Следовательно, при соединении конца 1А в продольном направлении основного корпуса 1 ленты основной корпус 1 ленты втягивают в устройство ленточного конвейера путем захвата участка 1Х излишней длины. Обеспечение участка 1Х излишней длины необязательно; однако работа по натяжению упрощается путем обеспечения участка 1Х излишней длины. Указанный участок 1Х излишней длины отрезают после натяжения основного корпуса 1 ленты.
Затем, как показано на Фиг.5, другую внутреннюю часть 1а, выполненную в ступенчатой форме для соединения, располагают обращенной к открытой внутренней части 1а. Обращенные друг к другу внутренние части 1а наслоены после нанесения адгезива Q или тому подобного на, по меньшей мере, одну из поверхностей внутренних частей 1а. Указанный наслоенный участок вставляют в форму для вулканизации; затем наслоенный участок вулканизируют и соединяют путем применения тепла и давления к нему при заданной температуре заданный отрезок времени для соединения.
По настоящему изобретению, как описано выше, поскольку указанная внутренняя часть 1а конца в продольном направлении основного корпуса 1 ленты выполнена заранее в ступенчатой форме, верх указанной внутренней части 1а, выполненной в ступенчатой форме, покрывают отслаиваемым элементом 3, и основной корпус 1 ленты вулканизируют и формуют с резиновым покрытием 4, наслаиваемым на отслаиваемом элементе 3, возможно приготовить заранее конвейерную ленту (основной корпус 1 ленты) на производстве ленты или тому подобном. Затем при соединении конца 1А в продольном направлении основного корпуса 1 ленты возможно удалить резиновое покрытие 4, наслоенное на отслаиваемом элементе 3 путем отслаивания указанного отслаиваемого элемента 3. Соответственно, возможно открыть внутреннюю часть 1а, выполненную в ступенчатой форме, покрытую отслаиваемым элементом 3.
Следовательно, другую внутреннюю часть 1а, выполненную в ступенчатой форме для соединения, наслаивают на открытой внутренней части 1а для обращения к указанной открытой внутренней части 1а. Затем участок наслаивания внутренних частей 1а вулканизируют и соединяют. Таким образом, нет необходимости в выполнении сложной работы по соединению в месте использования конвейерной ленты, когда есть ограничение пространства или обрабатывающего оборудования, как в уровне техники. То есть в месте проведения соединительной работы, поскольку можно упростить работу по отрезанию, полировке или тому подобному конца 1А в продольном направлении основного корпуса 1 ленты, возможно значительно сократить время соединительной работы на конце 1А в продольном направлении конвейерной ленты по сравнению с традиционным способом.
В дополнение, поскольку возможно предотвратить случайное царапанье внутренней части 1а режущим инструментом, преимущество заключается в сокращении изменения качества соединений, образуемых в зависимости от квалификации рабочих, и повышении качества соединений.
В случае, если длина устройства ленточного конвейера невелика и общая длина конвейерной ленты (основной корпус 1 ленты) мала, возможно точно захватить заранее окружную длину основного корпуса 1 ленты в бесконечной форме. Кроме того, натяжное устройство изменяет длину путем перемещения ведущего ролика 2А или ведомого ролика 2В в продольном направлении.
Следовательно, в таком случае, внутренние части 1а обоих концов 1А в продольном направлении основного корпуса 1 ленты выполнены заранее в ступенчатой форме, как в настоящем варианте выполнения, верх внутренних частей 1а, выполненных в ступенчатой форме, покрыт отслаиваемыми элементами 3, и можно вулканизировать и формовать основной корпус 1 ленты с резиновым покрытием 4, наслаиваемым на отслаиваемых элементах 3.
С другой стороны, в случае, когда длина устройства ленточного конвейера велика и общая длина конвейерной ленты (основного корпуса 1 ленты) велика, сложно точно захватить заранее окружную длину основного корпуса 1 ленты с бесконечной формой. Кроме того, здесь нет натяжного механизма, которого достаточно для изменения длины путем перемещения ведущего ролика 2А или ведомого ролика 2В в продольном направлении.
Таким образом, как показано на Фиг. 6, внутренняя часть 1а только одного конца в продольном направлении основного корпуса 1 ленты выполнена заранее в ступенчатой форме. Затем верх внутренней части 1а, выполненной в ступенчатой форме, покрывают отслаиваемым элементом 3, и основной корпус 1 ленты вулканизируют и формуют с резиновым покрытием 4, наслоенным на отслаиваемом элементе 3. Другая внутренняя часть 1а для соединения выполнена в ступенчатой форме в месте использования конвейерной ленты, как в уровне техники. Затем также возможно наслаивать внутренние части 1а так, что указанные внутренние части обращены друг к другу, а также вулканизировать и соединять наслаиваемый участок.
Например, в соединительной работе в четырех положениях в основном корпусе ленты, имеющем обозначенный вид ленты 1250, определенный для конвейерных лент JIS K 6322-2011 и имеющий ширину 1500 мм, где четыре слоя полиэстерного полотна установлены как внутренняя часть, традиционный способ, требующий четырех рабочих, два дня подготовки и три дня работы. С другой стороны, возможно сократить время работы до примерно двух третьих, включая время подготовки путем применения настоящего изобретения, показанного на Фиг. 5. Следовательно, выяснено, что возможно сократить количество рабочих до двух.
Перечень ссылочных позиций
1 основной корпус ленты
1а внутренняя часть
1b слой полотна
1А конец в продольном направлении основного корпуса ленты
1Х участок излишней длины
2А ведущий ролик
2В ведомый ролик
2С направляющий ролик
3 отслаиваемый элемент
4 резиновое покрытие
Q адгезив
Пневматическая шина для высоконагруженных машин
Пневматическая шина для высоконагруженных машин
Пневматическая шина
Пневматическая шина
Пневматическая шина для высоконагруженных машин
Каучуковая композиция для шины и зимняя нешипованная шина
Шиповая шпилька и пневматическая шина
Пневматическая шина
Жесткое армирующее кольцо и способ вулканизации шины с его использованием
Шпилька шипа и пневматическая шина
Пневматическая шина для высоконагруженных машин
Пневматическая шина для высоконагруженных машин
Пневматическая шина
Пневматическая шина
Пневматическая шина для высоконагруженных машин
Каучуковая композиция для шины и зимняя нешипованная шина
Шиповая шпилька и пневматическая шина
Пневматическая шина
Жесткое армирующее кольцо и способ вулканизации шины с его использованием
Шпилька шипа и пневматическая шина

