Результат интеллектуальной деятельности: СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА
Вид РИД
Изобретение
Изобретение относится к электроэрозионной обработке и может быть использовано для электроэрозионной прошивки прецизионных отверстий малого диаметра широкой номенклатуры деталей, например лопаток газотурбинного двигателя.
Способ электроэрозионной обработки (ЭЭО) деталей связан с удалением частички металла с обрабатываемого участка при воздействии искрового разряда в жидкой диэлектрической среде. Искровой разряд сопровождается испарением металла и образованием небольших по величине фрагментов удаленного металла, остающихся в диэлектрической среде и ухудшающих прошивку отверстий из-за их накопления в межэлектродном промежутке (МЭП). Загрязнение продуктами эрозии в области МЭП приводит к возникновению таких негативных явлений как холостые импульсы тока, при которых не происходит электроэрозионная обработка, снижается производительность процесса обработки и происходит чрезмерный износ электрода-инструмента (ЭИ). При этом наибольшую сложность представляет удаление продуктов эрозии при получении отверстий малого диаметра.
Другой проблемой ЭЭО является образование карбидных пленок на обрабатываемом участке детали, в результате нагрева материала детали в углеродосодержащем диэлектрике, что затрудняет плавление металла и, в конечном счете, приводит к снижению производительности электроэрозионных процессов и чрезмерному износу инструмента, в частности, из-за не удаленных островков карбидов в зоне обработки.
Известен способ электроэрозионной обработки металлов и сплавов, основанный на тепловом действии импульсов электрического тока, непрерывно подводимых непосредственно к локальным участкам обрабатываемой заготовки с целью осуществления работы по съему металла, а также эвакуации продуктов эрозии из зоны обработки, при этом улучшение эвакуации продуктов эрозии достигается применением импульсной прокачки высокого давления, действующей разновременно с процессом съема (А.Л. Лифшиц, И.Г. Рогачев, А.Б. Сосенко "Электроимпульсная обработка металлов", М., Машиностроение, 1967, с. 60).
Известен также способ электроэрозионной прошивки отверстий, включающий периодическую подачу серии импульсов напряжения (А.С. СССР №515614, МПК В23Р/ 02. СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ МЕТАЛЛОВ. Бюл. №20, 1976).
Однако известные способы (А.Л. Лифшиц, И.Г. Рогачев, А.Б. Сосенко "Электроимпульсная обработка металлов", М., Машиностроение, 1967, с. 60; А.С. СССР №515614) не позволяют эффективно удалять продукты эрозии из МЭП.
Известен также способ электроэрозионной обработки, в котором на электроды накладывают ультразвуковые колебания согласованно с подачей импульсов рабочего напряжения (патент РФ 2104833, МПК В23Н 7/38. СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ. 1998 г.). При этом согласование осуществляют устройством синхронизации так, что подача импульса рабочего напряжения приходится на фазу максимального удаления электродов за период ультразвуковых колебаний. В известном способе (патент РФ 2104833) обрабатываемую деталь устанавливают на столе станка, а электрод-инструмент крепят к концентратору магнитострикционного преобразователя, в корпусе которого предусмотрены штуцеры для подвода рабочей среды, охлаждающей рабочий пакет магнитострикционного преобразователя. Корпус магнитостриктора устанавливают на шпинделе станка. После включения источника технологического напряжения, ультразвукового генератора и сближения электрода-инструмента с деталью начинается процесс обработки, при этом момент подачи импульса рабочего напряжения согласуется с периодом ультразвуковых колебаний устройством синхронизации.
К недостатку известных способов относится сложность обеспечения процесса промывки МЭП после каждого единичного импульса рабочего напряжения, что приводит к необходимости дополнительного разведения электродов для осуществления импульсной прокачки насосом высокого давления и, как следствие, к снижению производительности обработки.
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ электроэрозионной обработки отверстий малого диаметра, включающий периодическую подачу импульсов рабочего напряжения, согласованную с наложением на рабочую зону обработки ультразвуковых колебаний (А.С. СССР №666021, МПК В23Ρ 1/10. Способ электроэрозионной обработки. Бюл. №1, 1979).
Однако приведенный порядок чередования импульсов технологического тока и ультразвуковых колебаний не обеспечивает существенного улучшения эвакуации продуктов эрозии, что приводит к снижению производительности обработки и чрезмерному износу инструмента.
Техническим результатом настоящего изобретения является повышение производительности электроэрозионной прошивки отверстий, уменьшение износа электрода-инструмента.
Указанный технический результат обеспечивается за счет того, что в способе электроэрозионной обработки отверстий малого диаметра, включающем периодическую подачу импульсов рабочего напряжения, согласованную с наложением на рабочую зону обработки ультразвуковых колебаний, в отличие от прототипа импульсы напряжения подают в пакете с паузами между подачей пакетов импульсов, причем перед подачей пакета импульсов рабочего напряжения подают импульс напряжения повышенной энергии от 0,1 до 1 Дж, затем производят наложение ультразвуковых колебаний, затем прекращают наложение ультразвуковых колебаний и подают пакет импульсов рабочего напряжения энергией от 0,01 до 0,03 Дж.
Кроме того, могут дополнительно применяться следующие технологические приемы: длительность пакета импульсов составляет от 0,5 до 2 мс, а длительность паузы между пакетами составляет от 0,5 до 2 мс; используется трубчатый электрод-инструмент, через полость которого осуществляют прокачку рабочей среды при высоком давлении; используется трубчатый электрод-инструмент через полость которого осуществляют импульсную прокачку рабочей среды при высоком давлении; рабочий пакет импульсов напряжения заканчивают импульсом напряжения повышенной энергии с энергией от 0,1 до 1 Дж.
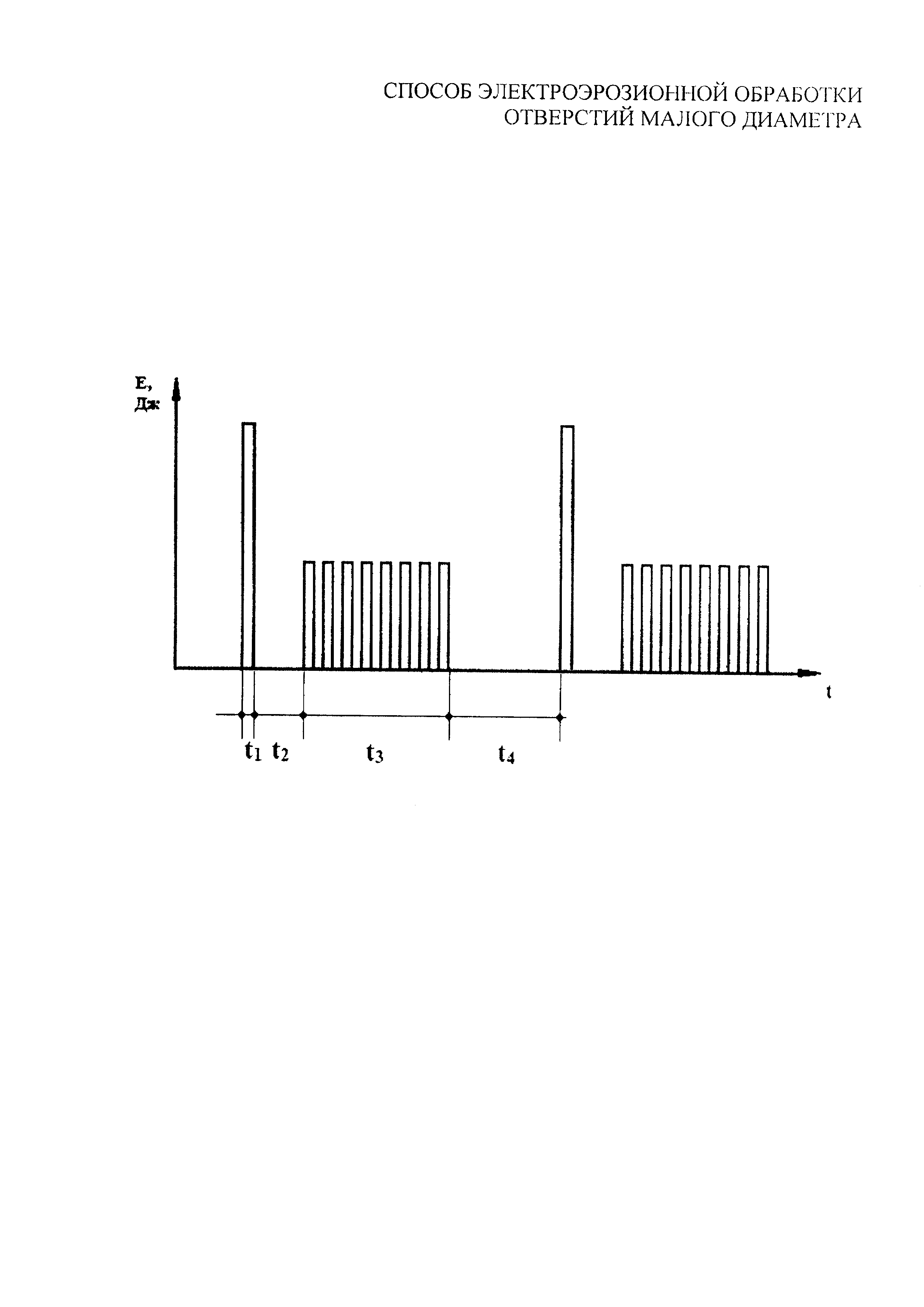
Сущность заявленного изобретения поясняется графиком изменения энергии импульса рабочего напряжения во времени, представленном на чертеже. На чертеже показано: Е - энергия импульса в Дж; t - время процесса электроэрозионной обработки, t1 - время импульса напряжения повышенной энергии, t2 - время воздействия ультразвуковых колебаний, t3 - время действия пакета (серии) рабочих импульсов, t4 - период между действием пакета рабочих импульсов и началом действия последующего за ним импульса напряжения повышенной энергии.
Для осуществления процесса электроэрозионной обработки детали деталь помещают в ванну в зажимном приспособлении, закрепляют ее, заполняют ванну рабочей жидкостью, ЭИ подводят к обрабатываемой детали, включают источник питания и привод подачи ЭИ. Импульсы напряжения на МЭП подаются в виде пакетов (серии) импульсов. При наложении достаточно высокого напряжения от внешнего источника питания происходит электрический пробой МЭП с образованием канала разряда, окруженного газовым пузырем. Перед подачей рабочего пакета импульсов напряжения подают импульс напряжения повышенной энергии от 0,1 до 1 Дж (см. чертеж), далее производят наложение на рабочую зону ультразвуковых колебаний, которые прекращают перед подачей пакета импульсов рабочего напряжения, затем подают пакет импульсов рабочего напряжения энергией от 0,003 до 0,05 Дж. (Заявляемый способ предусматривает также и использование приема подачи импульса напряжения повышенной энергии с энергией от 0,1 до 1 Дж после прекращения подачи пакета рабочих импульсов.) При этом в предлагаемом изобретении реализуются следующие эффекты. Первый импульс напряжения повышенной энергии позволяет удалить пленку карбидов, образованную в результате взаимодействия материала детали с рабочей жидкостью при предыдущих импульсах ЭЭО. Далее наложение ультразвуковых колебаний на рабочую зону позволяет эффективно удалить из МЭП остатки загрязнений и удалить остатки карбидной пленки и отложений с обрабатываемого участка поверхности. После этого ультразвуковая обработка прекращается и подается серия рабочих импульсов, которая производит удаление материала. (Использование импульса напряжения повышенной энергии после действия рабочего пакета импульсов способствует более эффективному удалению из МЭП загрязнений, образованных в результате эрозионных процессов при воздействии пакета рабочих импульсов. Удаление продуктов эрозии при действии последнего импульса напряжения повышенной энергии происходит в результате резкого повышения тепловыделений и температуры, интенсивного образования паровой фазы в МЭП и возникновения в рабочей зоне взрывообразного процесса.) При этом в предлагаемом изобретении в отличие от известных способов (например, патент РФ №2104833; А.С. СССР №515614) осуществляется синхронизированная в пакете импульсов, управляемая подача импульсов напряжения повышенной энергии в заданный момент. Управление моментом подачи импульса напряжения повышенной энергии осуществляется за счет управления электрическим источником питания, обеспечивающим процесс ЭЭО.
В процессе электроэрозионной обработки при преобразовании электрической энергии в тепловую в зоне разряда формируется нестационарное поле температур, которое приводит к образованию на поверхности электродов локальных областей расплавленного материала. При удалении расплава из микрованны на поверхности электрода появляется эрозионная лунка, размеры которой зависят в первую очередь от энергии разряда. В результате разряда и сопутствующих явлений рабочая среда обогащается газопаровым пузырем, твердыми частицами удаленного из лунки материала электрода и продуктами термического разложения рабочей среды. При высокой частоте наложения импульсов напряжения единичные лунки многократно воспроизводятся на участке поверхности рассматриваемого электрода. Суперпозиция таких лунок приводит к удалению некоторого припуска в области малых значений МЭП.
Пример.
Для оценки производительности ЭЭО, уменьшения износа электрод-инструмента были проведены следующие исследования. Образцы из сплава на никелевой основе ЖС32-ВИ, титановых сплавов ВТ3, ВТ6 при прочих равных условиях подвергались ЭЭО по режимам, указанным в предлагаемом техническом решении и способе-прототипе (А.С. СССР №666021). Диапазон используемых частот составлял от 3 до 44 кГц, длительность пакета импульсов - от 0,5 до 2 мс, длительность паузы между пакетами - от 0,5 до 2 мс.
Удовлетворительным результатом (У.Р.) считался результат, позволивший повысить производительность процесса ЭЭО по сравнению с прототипом не менее чем в 2-4 раза, уменьшающий износ электрод-инструмента не менее чем в 2-3 раза.
Режимы ЭЭО образцов по предлагаемому способу.
Периодическая подача импульсов напряжения. Импульс напряжения повышенной энергии (И.Н.П.Э.): 0,06 Дж - неудовлетворительный результат (Н.Р.), 0,1 Дж - У.Р.; 0,15 Дж - У.Р.; 0,25 Дж - У.Р.; 0,4 Дж - У.Р.; 0,6 Дж - У.Р.; 0,8 Дж - У.Р.; 1,0 Дж - У.Р.; 1,2 Дж - Н.Р. Импульсы рабочего напряжения (И.Р.Н.), энергией: 0,002 Дж - Н.Р.; 0,003 Дж - У.Р.; 0,005 Дж - У.Р.; 0,01 Дж - У.Р.; 0,02 Дж - У.Р.; 0,03 Дж - У.Р.; 0,05 Дж - У.Р.; 0,07 Дж - Н.Р.
Последовательность и виды импульсов: 1) (И.Н.П.Э. - У.З.К. - И.Р.Н.) - У.Р.; 2) (И.Н.П.Э. - И.Р.Н.) - Н.Р.; 3) (И.Р.Н. - И.Н.П.Э. - У.З.К.) - Н.Р.; 4) (И.Н.П.Э. - И.Р.Н. - У.З.К.) - Н.Р.
Таким образом, использование в предлагаемом способе электроэрозионной обработки отверстий малого диаметра следующих признаков, включающих: периодическую подачу импульсов рабочего напряжения, согласованную с наложением на рабочую зону обработки ультразвуковых колебаний; импульсы напряжения подают в пакете с паузами между подачей пакетов импульсов; перед подачей пакета импульсов рабочего напряжения подают импульс напряжения повышенной энергии от 0,1 до 1 Дж; затем производят наложение ультразвуковых колебаний; затем прекращают наложение ультразвуковых колебаний; подают пакет импульсов рабочего напряжения энергией от 0,01 до 0,03 Дж, позволяет достичь поставленного в предлагаемом изобретении технического результата, которым является повышение производительности ЭЭО, уменьшение износа электрод-инструмента.
Способ обработки перфорационных отверстий и внутренней полости лопатки турбомашины
Способ оценки остаточного ресурса змеевиков реакционных печей
Способ обработки полой лопатки турбомашины с перфорационными отверстиями
Способ электрополирования детали
Способ подбора дозы ионной имплантации для активации поверхности детали из легированной стали перед азотированием
Способ азотирования детали из легированной стали
Способ нанесения защитного многослойного покрытия на лопатки моноколеса из титанового сплава
Способ упрочняющей обработки лопаток моноколеса из титановых сплавов
Способ получения многослойного защитного покрытия на лопатках моноколеса из титанового сплава от пылеобразной эрозии
Способ упрочняющей обработки лопаток блиска из легированных сталей
Способ упрочнения лопаток блиска из легированных сталей
Способ упрочнения лопаток моноколеса из титановых сплавов
Способ восстановления лопаток турбомашин
Способ восстановления эксплуатационных свойств лопаток турбомашин из легированных сталей
Способ получения жаростойкого покрытия на лопатках газовых турбин
Катодный узел электродугового испарителя

