Результат интеллектуальной деятельности: СПОСОБ ВУЛКАНИЗАЦИИ РУКАВНЫХ ВСТАВОК КРИВОЛИНЕЙНОГО ТИПА И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к изготовлению рукавных вставок криволинейного типа, предназначенных для транспортировки жидких сред в трубопроводах.
Известен способ вулканизации резинокордных изделий и пресс-форма для его осуществления (патент РФ 2376138, МПК В29D 23/00, опубл. 20.12.2009. Бюл. №35), при применении которого опрессовка слоев корда осуществляется за счет варочной диафрагмы. Пресс-форма содержит варочную диафрагму, бортовые кольца, конусные полукольца.
Недостатком известного способа является невозможность его применения при вулканизации рукавных вставок криволинейного типа.
Наиболее близкой по технической сущности и достигнутому результату является пресс-форма (патент РФ 2418678, МПК В29D 23/00, опубл. 20.05.2011. Бюл. №14), которая содержит жесткий дорн с закрепленной на нем варочной диафрагмой, металлические фланцы и наружную обечайку, выполненную намоткой ленты из нерастяжимого и не подверженного тепловой усадке материала.
Недостатком известной пресс-формы является низкая надежность, невысокое качество и недолговечность вулканизованных рукавных вставок криволинейного типа, так как имеется разнотолщинность внутреннего герметизирующего слоя резины в вулканизованной рукавной вставке криволинейного типа, то есть уменьшение толщины стенки внутреннего герметизирующего слоя резины в зоне малого радиуса кривизны вставки и утолщение стенки внутреннего герметизирующего слоя резины в зоне большего радиуса кривизны вставки. Это происходит в момент подачи теплоносителя при вулканизации, возникает радиальное смещение наружной обечайки относительно продольной оси дорна в сторону большего радиуса кривизны вставки.
Техническим результатом заявленного изобретения является повышение качества, надежности и долговечности рукавных вставок криволинейного типа.
Технический результат достигается за счет обеспечения постоянства толщины стенки внутреннего герметизирующего слоя резины по всему поперечному сечению и длине путем фиксации жесткого дорна в цапфах, закрепленных на платформе, намотки стяжки из практически нерастяжимого материала на пресс-форме для ограничения радиального смещения наружной обечайки относительно жесткого дорна и фиксации наружной обечайки в зоне верхней полуокружности относительно стойки, закрепленной на платформе.
Сущность заявленного изобретения поясняется прилагаемыми чертежами, где:
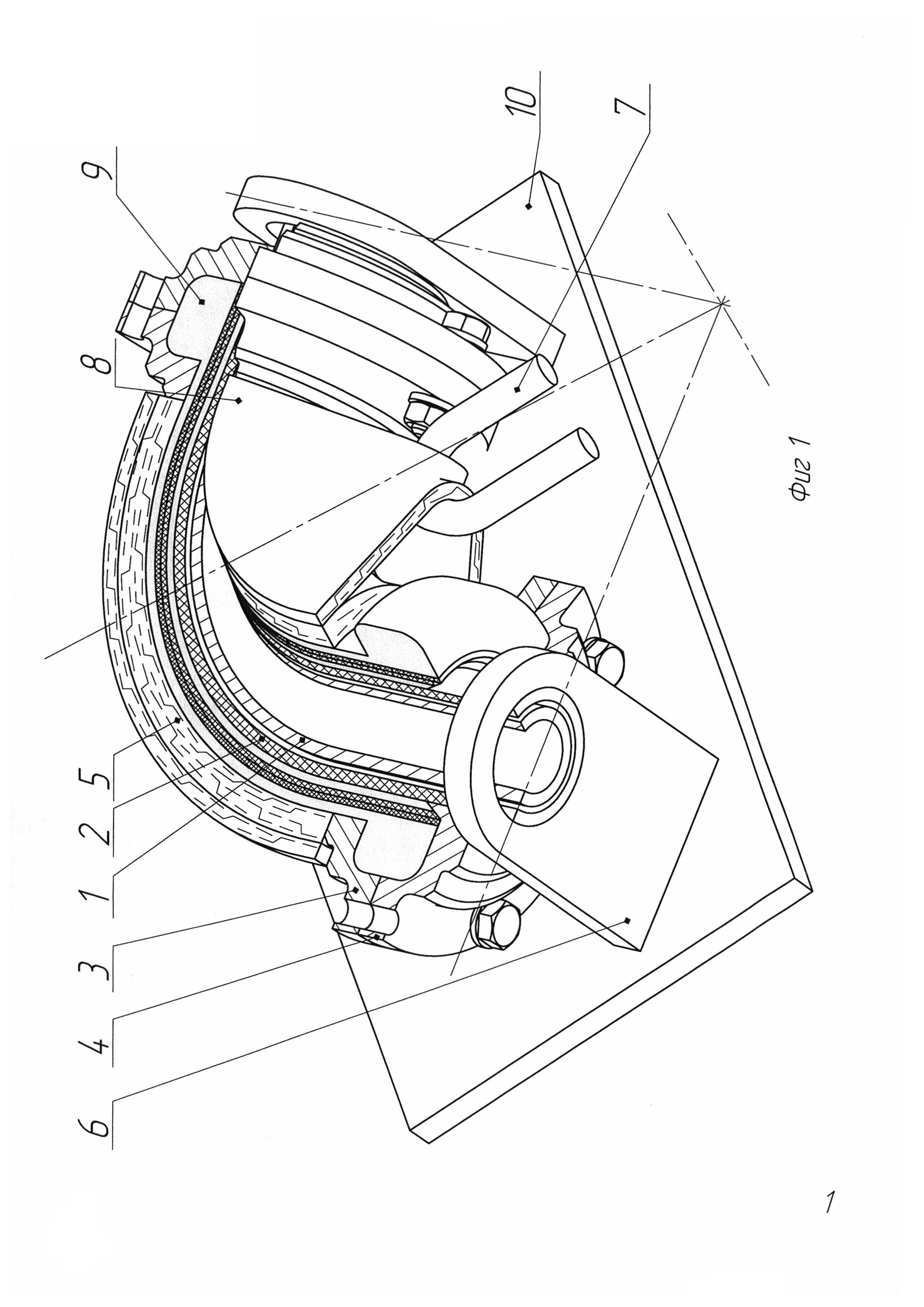
фиг. 1 - пресс-форма, общий вид;
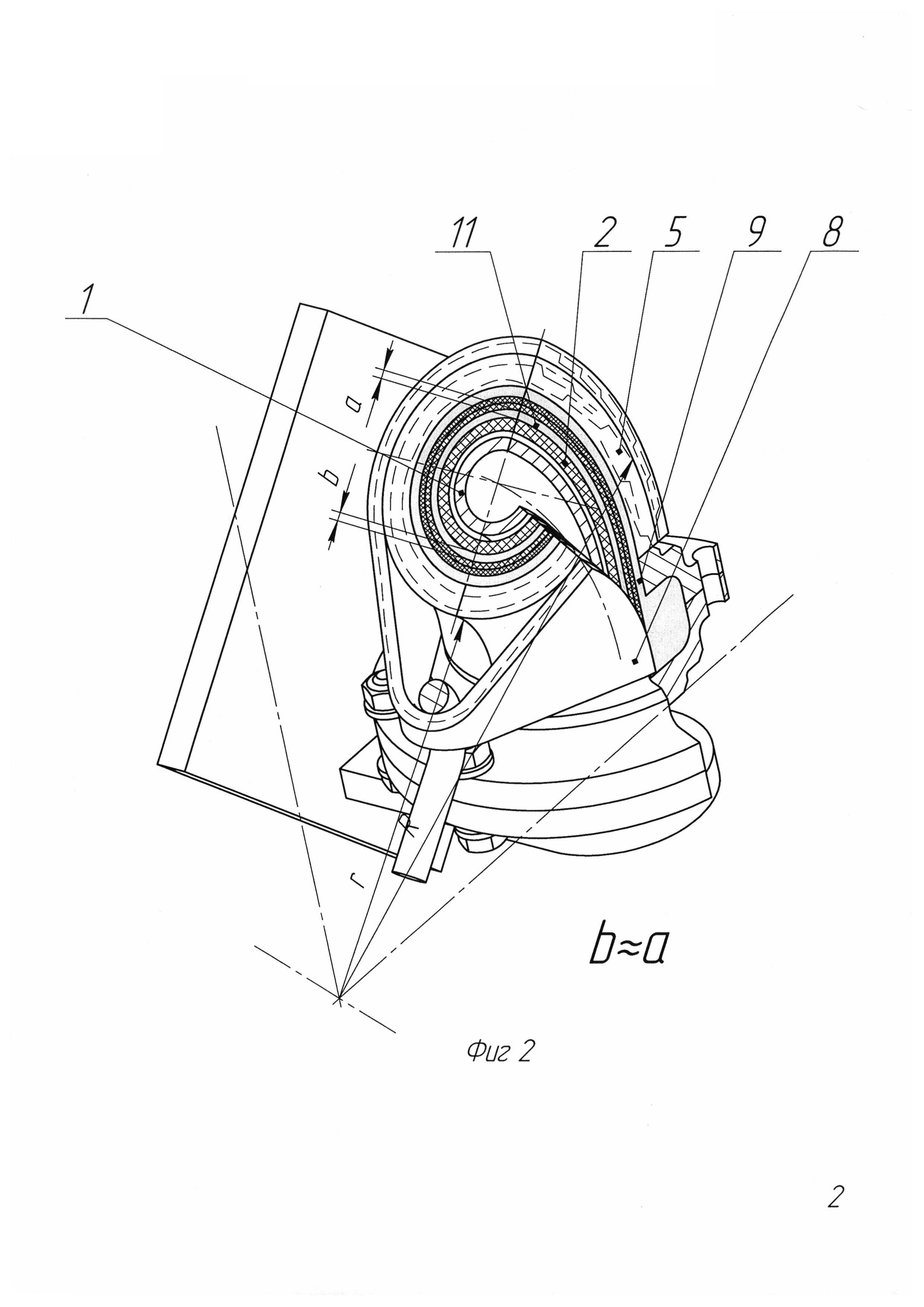
фиг. 2 - пресс-форма в процессе вулканизации.
Заявленная пресс-форма (фиг. 1) состоит из жесткого дорна 1 с закрепленной на нем варочной диафрагмой 2, металлических фланцев 3, 4, наружной обечайки 5, платформы 10, на которой закреплены цапфы 6, предназначенные для фиксации на платформе 10 жесткого дорна 1 с собранной рукавной вставкой криволинейного типа 9, стяжки 8 для ограничения наружной обечайки 5, стойки 7 для намотки стяжки 8. Стяжка 8 выполнена из химических высокомодульных волокон, например, типа «Русар».
Способ изготовления рукавных вставок криволинейного типа заключается в следующем (фиг 1).
Сначала собирают рукавную вставку криволинейного типа 9 на жестком дорне 1 с закрепленной на нем варочной диафрагмой 2, бортовые части рукавной вставки криволинейного типа 9 формуют металлическими фланцами 3 и 4. Далее между фланцами 3 и 4 выполняют бинтовку наружной поверхности рукавной вставки криволинейного типа 9 лентой из практически нерастяжимого и практического не дающего усадки материала, образуя таким образом наружную обечайку 5. Затем фиксируют жесткий дорн 1 в цапфах 6. Далее наматывают стяжку 8 вокруг наружной обечайки 5 и стойки 7, закрепленной на платформе 10. Стяжка 8 фиксирует положение наружной обечайки 5 относительно продольной оси жесткого дорна 1 и стойки 7. Стяжка 8 прижимает наружную обечайку 5 к наружной поверхности рукавной вставки криволинейного типа 9 и тем самым ограничивает радиальное смещение наружной обечайки 5 относительно жесткого дорна 1, что обеспечивает постоянство толщины стенки внутреннего герметизирующего слоя резины по всему поперечному сечению и длине рукавной вставки криволинейного типа 9.
После намотки стяжки 8 вокруг наружной обечайки 5 и стойки 7 рукавную вставку криволинейного типа 9 вулканизуют.
Заявленная пресс-форма работает следующим образом (фиг. 2).
Теплоноситель под давлением при подаче в варочную диафрагму 2 выполняет опрессовку изнутри рукавной вставки криволинейного типа 9. Прижатие стяжки 8 к наружной обечайке 5 и ограничение радиального смещения наружной обечайки 5 относительно жесткого дорна 1 обеспечивает постоянство и равнотолщинность внутреннего герметизирующего слоя резины 11 рукавной вставки криволинейного типа 9 по всему поперечному сечению и длине, то есть стенка (b) внутреннего герметизирующего слоя резины 11 в зоне малого радиуса (r) кривизны рукавной вставки криволинейного типа 9 практически равна стенке (a) внутреннего герметизирующего слоя резины 11 в зоне большего радиуса (R) кривизны рукавной вставки криволинейного типа 9.
Таким образом, заявленный способ изготовления рукавной вставки криволинейного типа и применение заявленной пресс-формы обеспечивают постоянство толщины стенки внутреннего герметизирующего слоя резины по всему поперечному сечению и длине, что является определяющим параметром для достижения заявленного технического результата, а именно повышения качества, надежности и долговечности рукавной вставки криволинейного типа.
Предприятие имеет положительный опыт изготовления качественных рукавных вставок криволинейного типа с использованием заявленного способа изготовления и применения заявленной пресс-формы.
Устройство для сборки резинокордных оболочек
Устройство крепления арматуры гибкого рукава
Пневматическая подвеска
Станок для сборки резинокордных оболочек
Кордная нить
Дорн для сборки и вулканизации угловых рукавов высокого давления
Пресс-форма для вулканизации армированных резинотехнических изделий
Резинокордная оболочка
Гибкий армированный рукав
Способ изготовления эластомерных элементов машин
Устройство для формования резинокордных оболочек и способ для его осуществления
Резинокордная оболочка для пневматического амортизатора
Резинокордный композит

