Результат интеллектуальной деятельности: УСТАНОВКА ДИФФУЗИОННОГО ЦИНКОВАНИЯ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ
Вид РИД
Изобретение
Предлагаемое устройство относится к области технологий и устройств для нанесения защитных антикоррозионных покрытий и может быть использована для коррозионно-защитной обработки прецизионных деталей крепежа для авиационной, автомобильной, космической техники и машиностроения.
По технической сущности наиболее близкой к заявляемой является установка (свидетельство №13376 приоритет от 30.08.1999 «Установка для диффузионного цинкования металлических деталей», МПК С23С 10/28, опубл. 10.04.2000, БИ №10), содержащая рабочую камеру с горловиной для загрузки деталей, перекрытой крышкой, систему нагрева рабочей камеры, питательный бункер с шихтой, загрузочную емкость с металлическими деталями, рабочая камера подключена к вибросистеме с возможностью передачи вибрации по всему объему камеры, крышка камеры выполнена составной из двух деталей, одна из которых, находящаяся снаружи камеры, герметично перекрывает горловину, а другая закреплена на первой с возможностью перемещения ко дну рабочей камеры в качестве уплотняющего элемента и совпадает по контуру с поперечным сечением камеры, при этом установка дополнительно соединена с системой вакуумирования и источником инертной среды, преимущественно инертного газа, который подключен к рабочей камере через регулирующий элемент.
Недостатками данного устройства являются сложность конструкции (наличие составной крышки, вибросистемы и т.д.), значительная длительность процесса из-за использования печи сопротивления, необходимость уплотнения смеси для обеспечения контакта по всей поверхности покрываемых деталей, наличие градиента температуры при нагреве цинковой смеси, низкий коэффициент полезного действия установки.
Задачей авторов изобретения является разработка установки для диффузионного цинкования, обеспечивающей получение ультратонких равномерных покрытий на сложнопрофильных прецизионных деталях мелкого крепежа, высокого качества покрытия.
Технические результаты, на достижение которых направлено заявляемое изобретение, заключаются в обеспечении условий получения ультратонких равномерных покрытий на сложнопрофильных прецизионных деталях мелкого крепежа, улучшения качества покрытия, упрощения конструкции, уменьшения времени проведения одного цикла процесса.
Данные технические результаты достигаются тем, что в установке для диффузионного цинкования металлических деталей, содержащей, по крайней мере, одну рабочую камеру с горловиной для загрузки деталей, перекрытой крышкой, систему нагрева рабочей камеры, питательный бункер с шихтой, загрузочную емкость с металлическими деталями, при этом каждая рабочая камера подключена через регулирующий орган к источнику инертной среды, новым является то, что система нагрева выполнена в виде индукционного блока, формирующего нагрев токами с частотой 0,44-1 МГц до 850-880°C, в который помещена, по крайней мере, одна рабочая камера для размещения металлических деталей, предназначенных для получения на них защитного цинкового покрытия, дополнительно система индукционного нагрева расположена между, с одной стороны, ванной с электролитом для гальванического нанесения металлического подслоя металла из группы переходных металлов периодической системы элементов, а с другой - с ванной для обработки покрытых защитным цинковым слоем металлических деталей в фосфорсодержащем электролите, которые объединены в единую технологическую линию.
Применение системы нагрева рабочей камеры в виде индукционного блока позволяет исключить применение виброустановки и уплотняющего элемента, поэтому исключается необходимость выполнения крышки камеры сложной формы. Все это в совокупности приводит к упрощению конструкции. Также применение индукционного блока в качестве системы нагрева рабочей камеры позволяет уменьшить время проведения одного цикла процесса и исключить градиент температуры при нагреве цинковой смеси, что приводит к улучшению технологичности процесса и увеличению годных изделий
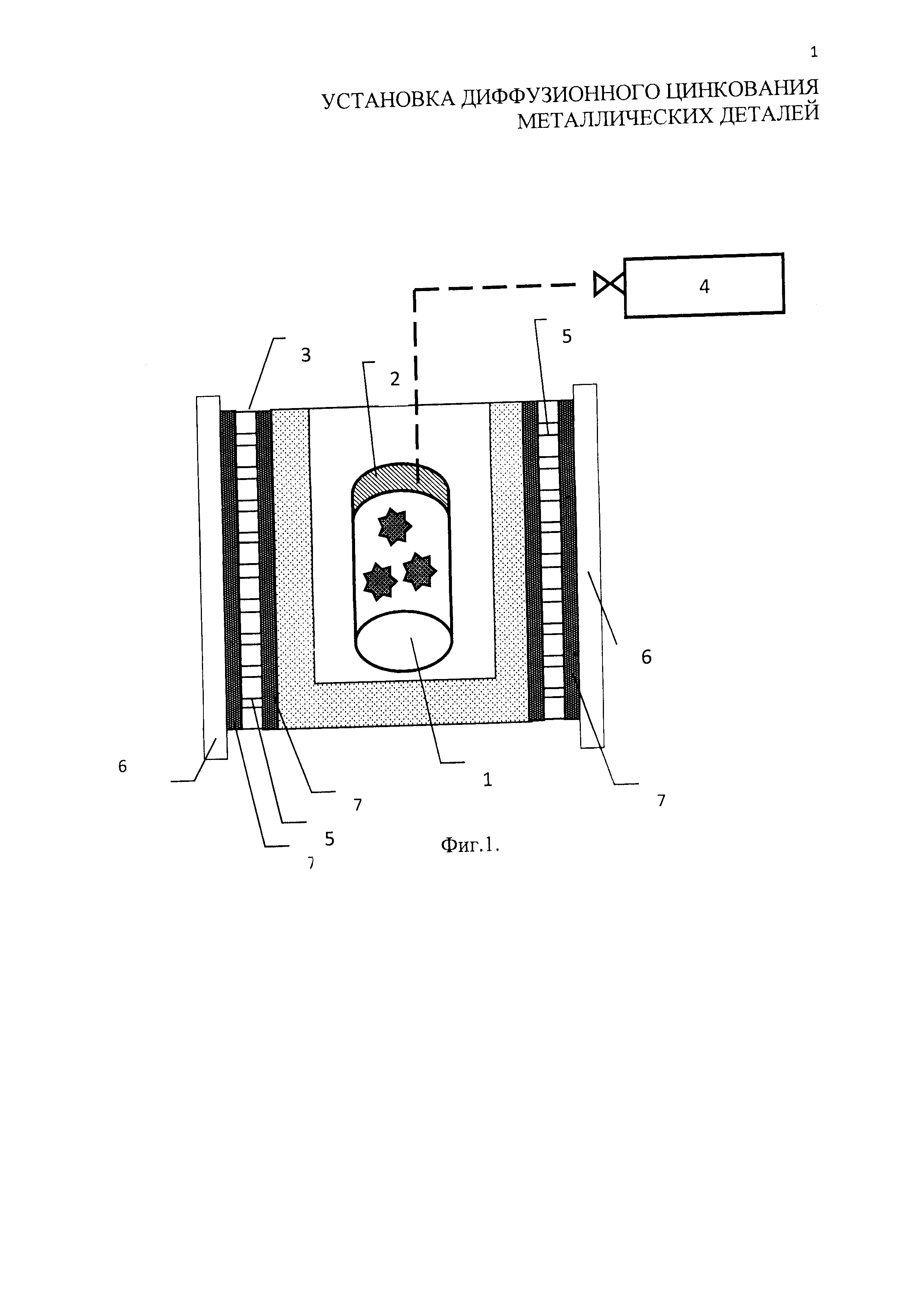
Установка для диффузионного цинкования металлических деталей (фиг. 1) содержит рабочую камеру 1 с горловиной для загрузки деталей, крышку рабочей камеры 2, обеспечивающую герметичность рабочей камеры, индукционный блок 3, источник 4 инертной среды.
Система нагрева выполнена в виде индукционного блока 3, формирующего нагрев токами с частотой 0,44-1 МГц до 300-400°C.
Индукционный блок 3 содержит индуктор 5, магнитопровод 6 и изолирующие прокладки 7.
Рабочая камера 1 снабжена горловиной для загрузки металлических деталей, перекрыта крышкой 2, регулируемыми элементами соединения с источником инертной среды 4, имеет систему нагрева рабочей камеры (индукционный блок 3), питательный бункер с шихтой, загрузочную емкость с металлическими деталями.
Рабочая камера 1 установлена в полости индукционного блока 3 и содержит загруженные перед установкой ее в индукционный блок 3 детали.
Рабочая камера 1 выполнена из нержавеющей стали любой марки.
В качестве индукционного блока 3 может быть использована любая промышленная, вновь разработанная установка для индукционного нагрева, обеспечивающая объем, достаточный для помещения внутрь одной или нескольких рабочих камер.
Дополнительно система индукционного нагрева 3 расположена между, с одной стороны, ванной с электролитом 8 для гальванического нанесения металлического подслоя металла из группы переходных металлов периодической системы элементов, а с другой - с ванной 9 для обработки покрытых защитным цинковым слоем металлических деталей в фосфорсодержащем электролите, которые объединены в единую технологическую линию (фиг. 2).
Установку для диффузионного цинкования металлических деталей с несколькими рабочими камерами 1 (фиг. 2) выполняют аналогично первому варианту реализации установки (фиг. 1).
Установка для диффузионного цинкования металлических деталей работает следующим образом.
Предварительно из питательного бункера (на фиг. 1, 2 не показан) шихту на основе порошкообразного цинка загружают в рабочую камеру 1.
После предварительной подготовки и очистки деталей их помещают в ванну 8 с электролитом для гальванического нанесения металлического подслоя металла из группы переходных металлов периодической системы элементов. Далее подготовленные металлические детали перемещают с позиции первоначальной обработки деталей в рабочую камеру 1. При этом возникает контакт частиц шихты с поверхностью металлических деталей. Рабочую камеру 1 через регулирующий орган (на фиг. 1 не показан) подключают к источнику инертной среды 4, задействуют систему подачи инертной среды внутрь камеры, после чего крышку 2 герметично закрывают и рабочую камеру 1 помещают в индукционный блок 3.
Экспериментально установлено, что только в условиях инертной среды возможно формирование равномерной диффузионной пленки цинкового покрытия.
Это является следствием снижения риска протекания процесса неконтролируемого окисления цинка в условиях предлагаемого устройства.
После заполнения рабочей камеры 1 инертной средой камеру 1 закрывают крышкой 2, обеспечивая тем самым сохранение инертной атмосферы в рабочей камере 1. По окончании процесса термообработки рабочую камеру 1 извлекают из полости индукционного блока 3. Затем рабочую камеру 1 открывают, извлекают детали с цинковым покрытием и помещают в ванну 9 для обработки покрытых защитным цинковым слоем металлических деталей в фосфорсодержащем электролите. Все эти конструкционные установки объединены в единую технологическую линию.
По аналогии такие же действия производят и с другими рабочими камерами.
После чего каждую рабочую камеру 1 помещают в индукционный блок 3, который обеспечивает разогрев цинковой смеси в рабочих камерах до требуемой температуры (плюс 300-400 C) в течение 1-2 минут (вместо 1-2 часов как в ближайшем аналоге), при этом градиент температур стремится к нулю. Рабочие камеры 1 с покрываемыми деталями выдерживают в течение расчетного времени, затем вынимают из индукционного блока 3 и охлаждают. После чего извлекают детали из рабочей камеры 1.
При необходимости проводят испытания на сплошность покрытия, на изгиб, коррозионную стойкость, измерение толщины покрытия.
Таким образом, при использовании предлагаемого устройства обеспечиваются условия получения ультратонких равномерных покрытий на сложнопрофильных прецизионных деталях мелкого крепежа, улучшения качества покрытия, упрощения конструкции, уменьшения времени проведения одного цикла процесса.
Возможность промышленной реализации предлагаемого устройства подтверждается следующими примерами.
Пример 1. В лабораторных условиях предлагаемая установка диффузионного цинкования опробована на опытном макете, собранном согласно изображенному на фиг. 1. В условиях данного примера на фиг. 1 представлен вариант реализации установки для диффузионного цинкования металлических деталей с одной рабочей камерой. Рабочая камера 2 с горловиной и крышкой 2, снабженными элементами герметизации, выполнены из стали марки СТ3, источник 4 инертной среды представляет собой баллон, заполненный жидким азотом в качестве инертной среды. В качестве покрываемых деталей рабочая камера 1 заполнена стальными деталями мелкого крепежа. Индукционный блок 3 представляет собой камеру с источником, формирующим нагрев камеры токами с частотой 0,44-1 МГц.
В рабочую камеру 1 с размещенной в ней шихтой на основе мелкодисперсного порошкообразного цинка, снабженную средствами нагрева и газовой магистралью, подключенной к источнику инертного газа 4 для подачи инертной среды в рабочую камеру, загружают детали, на поверхность которых предварительно нанесен подслой гальванического никеля в ванне 8 с электролитом для гальванического нанесения металлического покрытия. Затем на эти детали наносят диффузионное цинковое покрытие, при этом детали загружают непосредственно в рабочую камеру при полном погружении их в массу цинксодержащей шихты. После чего включают подачу инертного газа в рабочую камеру 1 и индукционный нагрев до 300°C.
В условиях предлагаемого испытания предлагаемого устройства происходит значительное (в 2-3 раза) сокращение времени процесса нанесения ультратонкого покрытия диффузионного цинка, качество покрытия существенно повышается за счет отсутствия градиента температур в цинковой смеси, кроме того, повышается коэффициент полезного действия установки за счет одновременного покрытия деталей в нескольких камерах.
Пример 2. На фиг. 2 представлен вариант реализации установки для диффузионного цинкования металлических деталей с несколькими (в данном случае - тремя) рабочими камерами 1.
Как это показали эксперименты, при реализации предлагаемого устройства обеспечиваются условия получения ультратонких равномерных покрытий на сложнопрофильных прецизионных деталях мелкого крепежа, улучшения качества покрытия, упрощения конструкции, уменьшения времени проведения одного цикла процесса.
Установка для диффузионного цинкования металлических деталей, содержащая, по крайней мере, одну рабочую камеру с горловиной для загрузки металлических деталей, перекрытой крышкой, снабженную регулируемыми элементами соединения с источником инертной среды, систему нагрева рабочей камеры, питательный бункер с шихтой, загрузочную емкость с металлическими деталями, отличающаяся тем, что она снабжена расположенными в единой технологической линии ванной с электролитом для гальванического нанесения металлического подслоя металла из группы переходных металлов периодической системы элементов и ванной для обработки покрытых защитным цинковым слоем металлических деталей в фосфорсодержащем электролите, при этом упомянутая система нагрева выполнена в виде индукционного блока, формирующего нагрев токами с частотой 0,44-1 МГц до 850-880°C, в который помещена, по крайней мере, одна упомянутая рабочая камера для размещения металлических деталей, предназначенных для получения на них защитного цинкового покрытия, при этом упомянутый индукционный блок расположен между упомянутыми ваннами.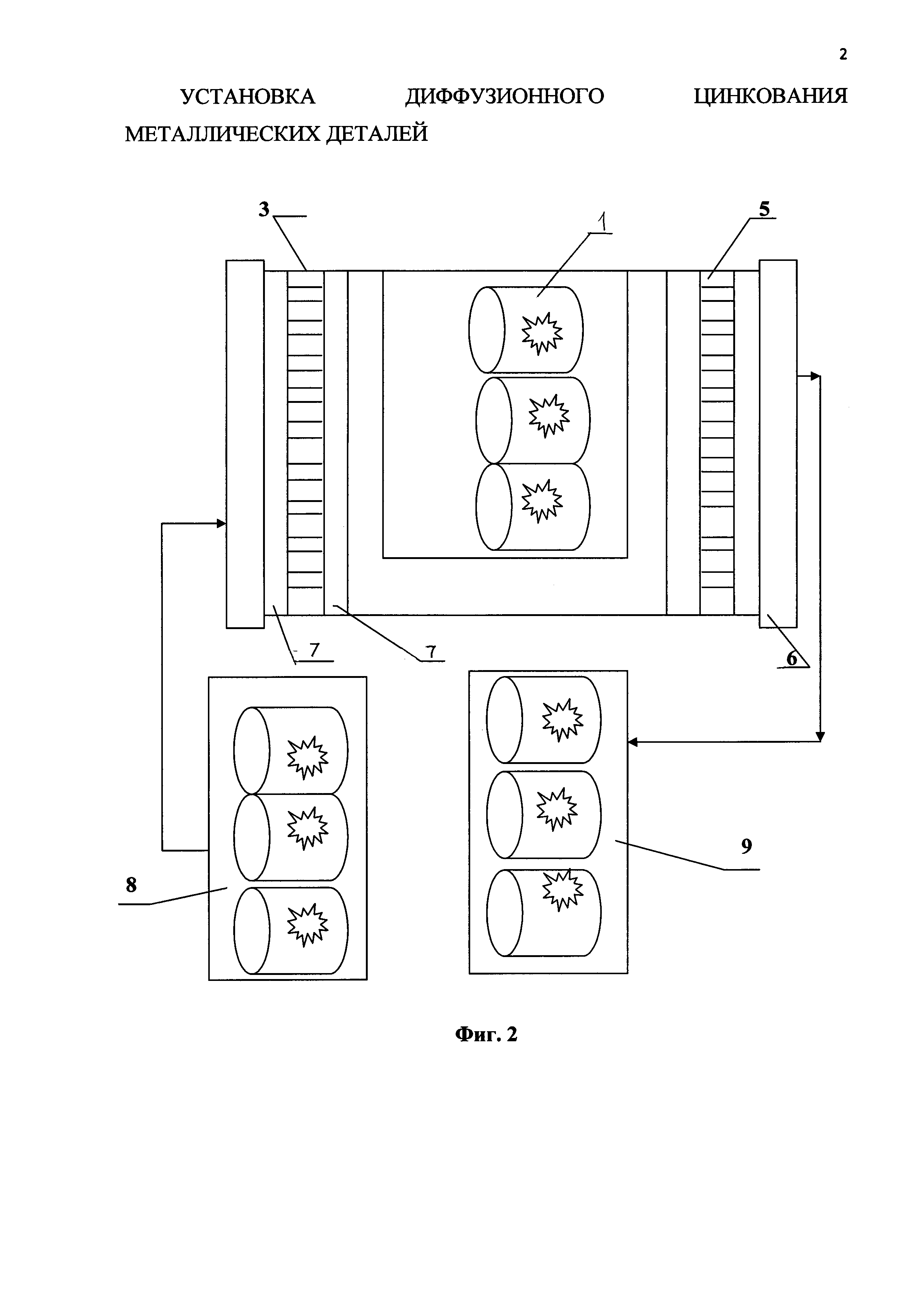
Способ эксплуатации ядерного реактора на быстрых нейтронах с нитридным топливом и жидкометаллическим теплоносителем
Способ эксплуатации ядерного реактора на быстрых нейтронах с жидкометаллическим теплоносителем
Устройство для резки чехла с отработавшим ядерным топливом в ячейке хранилища
Способ дезактивации материалов
Способ получения сорбента на основе микросфер зол-уноса для очистки жидких радиоактивных отходов (варианты)
Устройство управления спускаемым летательным аппаратом
Устройство для определения максимальной энергии электронов
Способ модификации поверхностей металлов или гетерогенных структур полупроводников
Способ удаления металлических покрытий с поверхности деталей из радиоактивного химически активного металла
Лазерное устройство контроля околоземного космического пространства
Способ эксплуатации ядерного реактора на быстрых нейтронах с нитридным топливом и жидкометаллическим теплоносителем
Способ эксплуатации ядерного реактора на быстрых нейтронах с жидкометаллическим теплоносителем
Устройство для резки чехла с отработавшим ядерным топливом в ячейке хранилища
Способ дезактивации материалов
Способ получения сорбента на основе микросфер зол-уноса для очистки жидких радиоактивных отходов (варианты)
Устройство управления спускаемым летательным аппаратом
Устройство для определения максимальной энергии электронов
Способ модификации поверхностей металлов или гетерогенных структур полупроводников
Способ удаления металлических покрытий с поверхности деталей из радиоактивного химически активного металла
Лазерное устройство контроля околоземного космического пространства

