Результат интеллектуальной деятельности: СПОСОБ ВЫДУВНОГО ФОРМОВАНИЯ ИЗ ДВУХ ПЛАСТИН ПОЛЫХ ЕМКОСТЕЙ С ИСПОЛЬЗОВАНИЕМ ВСПОМОГАТЕЛЬНОЙ ПОЗИТИВНОЙ ФОРМЫ
Вид РИД
Изобретение
Область техники
Данное изобретение касается способов выдувного формования (пневмоформования), в частности, способа выдувного формования из двух пластин с помощью вспомогательных позитивных форм (вспомогательного пуансона), способ используется для производства баков для топлива.
Уровень техники
Технология выдувного формования (пневмоформования) с соэкструзией слоя из полиэтилена высокой плотности (HDPE6) и барьерного слоя из сополимера этилена и винилового спирта (EVOH) сегодня является основной техникой для производства пластиковых топливных баков. Под влиянием мировых тенденций по усилению мер для защиты окружающей среды, соответствующие постановления поставили ряд строгих требований к заводам, производящим основные механизмы для автомобилей. Например, штат Калифорния установил требования нулевых выбросов PZEV. Говоря об основной технологии производства топливных баков, выбросы от испарений непосредственно от баков включают выделение испарений топлива из бака, сварных поверхностей, элементов оборудования и уплотнительных элементов и составляют несколько сот мг/сутки, поэтому стандарт нулевых выбросов PZEV является чрезвычайно суровым для пластиковых топливных баков. Одновременно от производителей двигателей требуют улучшить шумовые характеристики, связанные с шумом, производимым движением топлива внутри топливного бака, относительно фонового шума, что вызывает необходимость установки волногасящей конструкции внутри бака, а это значит, потребуется более высокая степень свободы для разработки технологии.
Для выполнения данных задач, например, заявка PCT/CN 2012/081100 описывает способ, как одновременно с уменьшением себестоимости оборудования и продукции повысить качество и большей свободой при проектировании, уменьшить объем выбросов и испарений, а крупногабаритные элементы, такие как клапанная труба внутри волнорезной пластины и другие элементы могут быть установлены внутри топливного бака. К топливным бакам обычно применяются требования толщины стенки не менее 3 мм, толщины сварных соединений поверхностей не менее 3.5 мм. Однако в местах с большей вытяжкой сложнее добиться соответствия требованиям по толщине стенки, а исходя из соображений по себестоимости детали, также невозможно значительно повысить толщины заготовки для стенок бака. Способы контроля толщины стенок в современной технологии пневмоформования из двух пластин также не могут обеспечить эффективное соответствие ограничениям минимальной толщины в местах с большей вытяжкой. Для дальнейшего повышения качества продукции, используя выдувное формование изготавливаются топливные баки с более сложной внешней формой с выступающими частями, и крайне необходимо решить вопрос равномерного распределения толщины стенок, уменьшения веса продукта и уменьшения себестоимости.
Сущность изобретения
В свете существующей технической проблемы данное изобретение предлагает простой по структуре, удобный для исполнения, имеющий меньшую стоимость, способ выдувного формования баков из двух пластин с использованием вспомогательных позитивных форм, в котором в предлагаемом способе, выдувное формование полых баков из двух полых частей производится с использованием крупногабаритных заложенных при проектировании элементов, формуемые пластиковые заготовки подвергаются частичной предварительной вытяжке, а затем формуются с помощью вакуума либо атмосферного давления, при этом топливный бак может быть отформован с большей степенью вытяжки, большей равномерностью толщины стенки, а также можно увеличить степень свободы выбора при проектирования внешней формы топливного бака, повысить качество формования продукции.
Для осуществления вышеуказанных задач, предлагается следующее техническое решение настоящего изобретения, а именно способ выдувного формования из двух пластин полых емкостей с использованием вспомогательных позитивных форм, при этом способ формования состоит из следующих этапов.
1) подготовка двух листовых заготовок, при этом после подготовки эти две листовые заготовки раздельно располагаются в промежуточном положении между двумя половинами пресс-формы и шаблоном предварительного формования;
2) закрытие половин пресс-формы и шаблона предварительного формования;
3) предварительная вытяжка формуемых листовых заготовок с помощью вспомогательных позитивных форм на шаблоне предварительного формования;
4) выполнение выдувного формования с наддувом высоким давлением и предварительной вытяжки двух частей корпуса;
5) открытие пресс-формы, извлечение шаблона предварительного формования;
6) перемещение механизма для установки внутренних компонентов и присоединение внутренних компонентов;
7) извлечение механизма для установки внутренних компонентов;
8) повторное закрытие пресс-формы и окончательное выдувное формование полого бака;
9) открытие пресс-формы, извлечение изделия.
В качестве усовершенствования настоящего изобретения, на этапе 3 вспомогательные позитивные формы на шаблоне предварительного формования задают как сборную конструкцию, при этом этот отдельный этап выполняют следующим образом: этап 31) после закрытия половин пресс-формы и шаблона предварительного формования, приводной механизм перемещает вспомогательные позитивные формы, чтобы передвинуть их в направлении внутренней стенки полости пресс-формы, так, чтобы выполнить предварительное формование листовых заготовок, при этом приводные механизмы включают пневмоцилиндры, масляные цилиндры либо электроприводы.
В качестве последующего усовершенствования настоящего изобретения, на этапе 3 вспомогательные позитивные формы на шаблоне предварительного формования задают как сборную конструкцию, при этом этот отдельный этап выполняют следующим образом: этап 31) после закрытия половин пресс-формы и шаблона предварительного формования, листовые заготовки втягивают в пресс-форму используя вакуум, одновременно с этим, приводной механизм перемещает вспомогательные позитивные формы, чтобы передвинуть их в направлении внутренней стенки полости пресс-формы, так, чтобы выполнить предварительную вытяжку листовых заготовок. Вышеуказанные приводные механизмы включают пневмоцилиндры, масляные цилиндры либо электроприводы. Приводной механизм перемещает вспомогательные позитивные формы в направлении внутренней стенки полости пресс-формы, и формуемые листовые заготовки растягиваются под давлением вспомогательных позитивных форм, и таким образом осуществляется предварительная вытяжка листовых заготовок; при использовании вспомогательных позитивных форм для предварительной вытяжки листовых заготовок, когда вспомогательные позитивные формы перемещаются в направлении внутренней стенки полости пресс-формы, в первую очередь, под действием вспомогательных позитивных форм происходит предварительная вытяжка в необходимых местах листовых заготовок, как только листовые заготовки соприкасаются с вспомогательными позитивными формами, поэтому формуемые листовые заготовки предварительно растягиваются благодаря воздействию скольжения и трения между листовыми заготовками и вспомогательными позитивными формами, таким образом можно обеспечить равномерное распределение толщины стенки и решить традиционный вопрос несоответствия толщины стенки в местах большей вытяжки, изготовить топливный бак более сложной формы и большей степенью вытяжки. Одновременно с вакуумированием полости формы, формуемые листовые заготовки подвергаются действию создаваемого усилия, чтобы переместиться в направлении внутренней стенки полости пресс-формы, чтобы осуществить предварительную вытяжку. После завершения процесса предварительной вытяжки, листовые заготовки внутри топливного бака подвергаются выдувному формованию, используя газ высокого давления, так, что листовые заготовки соприкасаются с внутренней поверхностью пресс-формы, в результате чего получаются две части корпуса, прикрепленные к внутренним стенкам половин пресс-формы.
В качестве еще одного усовершенствования настоящего изобретения,
на этапе 3 вспомогательные позитивные формы на шаблоне предварительного формования задают как единую конструкцию, при этом этот отдельные этапы выполняют следующим образом: этап 31) в процессе закрытия половин пресс-формы и шаблона предварительного формования, половины пресс-формы выталкивают листовые заготовки к вспомогательным позитивным формам на шаблоне предварительного формования, после соприкосновения листовых заготовок и вспомогательных позитивных форм происходит вытяжка листовых заготовок, чтобы выполнить предварительную вытяжку листовых заготовок; этап 32) после закрытия половин пресс-формы и пластины предварительного формирования производится вырубка листовых заготовок
Дополнительно в качестве усовершенствования настоящего изобретения на этапе 3 вспомогательные позитивные формы на шаблоне предварительного формования задают как единую конструкцию, при этом этот формование дополнительн содержит следующий этап: 33) после выполнения вырубки втягивают листовые заготовки в пресс-форму с использованием вакума. В вышеописанном техническом решении после окончательного закрытия формующих половин пресс-формы и шаблона предварительного формования также завершается процесс предварительной вытяжки, таким образом, при этом эта предварительная вытяжка осуществляется в основном благодаря давлению половины пресс-формы на листовые заготовки в направлении вспомогательных позитивных форм на шаблоне предварительного формования, как только листовые заготовки соприкасаются с вспомогательными позитивными формами, таким образом, формуемые листовые заготовки повергаются предварительной вытяжке благодаря скольжению и трению между формуемой листовой заготовкой и вспомогательными позитивными формами, таким образом можно обеспечить равномерное распределение толщины стенки, произвести топливный бак более сложной формы и большей высоты, более полно удовлетворить требования по минимальной толщине стенки в местах большей вытяжки.
Как улучшение настоящего изобретения, на этапе 3 вспомогательные позитивные формы на шаблоне предварительного формования задают как сборную конструкцию, которая соединяется вместе при этом этот отдельный этап выполняют следующим образом: этап 31) после закрытия половин пресс-формы и шаблона предварительного формования, листовые заготовки втягивают в пресс-форму используя вакуум, одновременно с этим, приводной механизм перемещает вспомогательные позитивные формы, чтобы передвинуть их в направлении внутренней стенки полости пресс-формы, так, чтобы выполнить предварительное формование листовых заготовок.
Дополнительно, в качестве усовершенствования настоящего изобретения, на этапе 3 вспомогательные позитивные формы на шаблоне предварительного формования задают как сборную конструкцию, которая соединяется вместе, при этом отдельные этапы формования включают следующие действия:
этап 31) в процессе закрытия половины пресс-формы и шаблона предварительного формования, половины пресс-формы осуществляют давление на листовые заготовки в направлении вспомогательных позитивных форм на шаблоне предварительного формования, после соприкосновения листовых заготовок и вспомогательных позитивных форм происходит вытяжка листовых заготовок, а именно предварительная вытяжка, чтобы таким образом выполнить первый раз предварительную вытяжку;
этап 32) после закрытия половин пресс-формы и шаблона предварительного формования, листовые заготовки втягивают в пресс-форму, используя вакуум, одновременно, при этом одновременно с втягиванием, приводной механизм передвигает вспомогательные позитивные формы, чтобы переместить их в направлении внутренней стенки полости пресс-формы, так, чтобы выполнить предварительную вытяжку листовых заготовок второй раз.
В вышеописанном техническом решении вспомогательные позитивные формы на шаблоне предварительного формования проектируются как раздельные конструкции, которые собираются вместе, приводные механизмы включают пневмоцилиндры, масляные цилиндры либо электропривод. В процессе закрытия половин пресс-формы и шаблона предварительного формования, выполняется предварительная вытяжка формуемых листовых заготовок, с использованием вспомогательных позитивных форм, которые соединяются в одну конструкцию, и выполнение процесса выполнения предварительной вытяжки первый раз на этом завершается; когда половины пресс-формы и шаблон предварительного формования полностью закрылись вспомогательные позитивные формы открываются, чтобы воздействовать на листовые заготовки, чтобы передвинуть их в направлении внутренней стенки полости пресс-формы, при этом предварительная вытяжка осуществляется второй раз. После выполнения двукратной предварительной вытяжки можно успешнее осуществить функцию предварительной вытяжки, благодаря чему обеспечить лучшее и более однородное распределение толщины стенки и лучше отформовать топливный бак сложной формы и с большей кратностью вытяжки.
В качестве усовершенствования настоящего изобретения, после выдувного формования с использованием высокого давления и полного завершения предварительного формования на этапе 4 и перед открытием пресс-формы, способ дополнительно включает следующий этап: этап 41) под действием приводного механизма, вспомогательные позитивные формы возвращают в исходное положение. Эта технология, в первую очередь, применяется для вспомогательных позитивных форм сборной конструкции, при этом после завершения вытяжки листовых заготовок вспомогательные позитивные формы возвращаются в исходное положение для удобства выполнения последующих шагов.
В качестве усовершенствования настоящего изобретения, вспомогательные позитивные формы изготавливают из одного из следующих материалов политетрафторэтилена, эпоксидной смолы либо древесных материалов или их комбинации. Когда вспомогательные позитивные формы контактируют и нажимают на листовые заготовки, то обычно требуется, чтобы температура листовых заготовок не могла быстро уменьшаться, поэтому вспомогательные позитивные формы предпочтительно изготавливать из материала с низким коэффициентом теплопроводности. Поскольку, обычно температура контактирующей формуемой листовой заготовки может достигать 190°C, этот материал также должен быть обладать термостойкостью. Например, политетрафторэтилен, эпоксидная смола, некоторые другие древесные материалы соответствуют требованиям к характеристикам материалов для этой конструкции.
В качестве усовершенствования настоящего изобретения, способ дополнительно содержит этап вырубки листовых заготовок, при этом этап вырубки выполняют перед выдувным формованием с наддувом высоким давлением на этапе 4 либо одновременно с выдувным формованием. После закрытия половин пресс-формы и шаблона предварительного формования можно выполнить вырубку листовых заготовок; с использованием технологии обрезания снаружи или помощью вырубки при закрытии пресс-формы в качестве подготовки для последующего изготовления.
После удаления шаблона предварительного формования с вспомогательными позитивными формами из промежуточного положения в пресс-форме осуществляется присоединение внутренних компонентов к формуемой заготовке, в этом процессе механическая рука сначала перемещает механизм для установки внутренних компонентов с внутренними компонентами в место расположения внутренних компонентов между пресс-формами. В процессе установки внутренних компонентов, по причине необходимости большого усилия для перемещения, механизм для установки внутренних компонентов может быть приспособлен, чтобы фиксировать механизм для установки компонентов для увеличения жесткости механизма для установки внутренних компонентов, с целью предотвращения раскачивания элементов в процессе установки, повышения точности установки внутренних компонентов, повышения качества внутренних соединений. Внутренние компоненты обычно включают клапанную трубу в сборе, установку для разделения воздуха и масла, датчик дополнительного насоса, волнорезную пластину, подставку для муфт и другие компоненты. В механической руке используется пневмоцилиндр, масляный цилиндр либо электропривод, применяемые, чтобы закреплять внутренние компоненты внутри листовых заготовок в полости пресс-формы, и для крепления может использоваться сварка, оплавление, или клепку. Когда используется сварка или оплавление необходимы нагревающие пластины либо инфракрасный нагрев для лучшего осуществления функций соединения.
После присоединения внутренних компонентов с помощью механической руки данный механизм извлекается из пространства между пресс-формами и производится окончательное закрытие двух частей формы, после закрытия повторяется выдувное формование под высоким давлением, осуществляется сварка верхней и нижней частей корпуса, в результате чего изготавливается пластиковый топливный бак с внутренними компонентами.
Сравнивая настоящее изобретение с уровнем техники, преимущество данного изобретения состоит в том, что был предложен способ выполнения выдувного формования полых пластиковых емкостей из двух листовых заготовок, а именно производства пластиковых топливных баков, а также осуществлено соединение крупно габаритных внутренних компонентов с внутренней стенкой топливного бака. В этом способе для изготовления пластиковых топливных баков с большой степенью вытяжки и однородным распределением толщины стенки с использованием вспомогательных позитивных форм в процессе предварительной вытяжки, когда половины пресс-формы и шаблон предварительного формования, закрываются осуществляется предварительная вытяжка на участках, где листовые заготовки вытягиваются в большей степени, так, что решается вопрос ограниченности систем контроля толщины стенки двух листовых заготовок; даже если баки имеют сложную форму, использованием для предварительной вытяжки вспомогательных позитивных форм. Предлагаемым способом достигается высокая степень вытяжки и равномерность распределения толщины стенки топливного бака, а соответственно и более сложной структуры бака. Использование дополнительной вытяжки с использованием вспомогательных позитивных форм также можно обеспечить более однородную толщину стенки топливного бака, большую степень вытяжки, так, что достигается большая свобода в дизайне форм топливного бака, и таким образом можно повысить качество формуемых изделий
Краткое описание рисунков
Настоящее изобретение станет более понятным из приведенного ниже детального описания изобретения, данного в качестве иллюстрации, и ни в коей мере не ограничивающего объем настоящего изобретения.
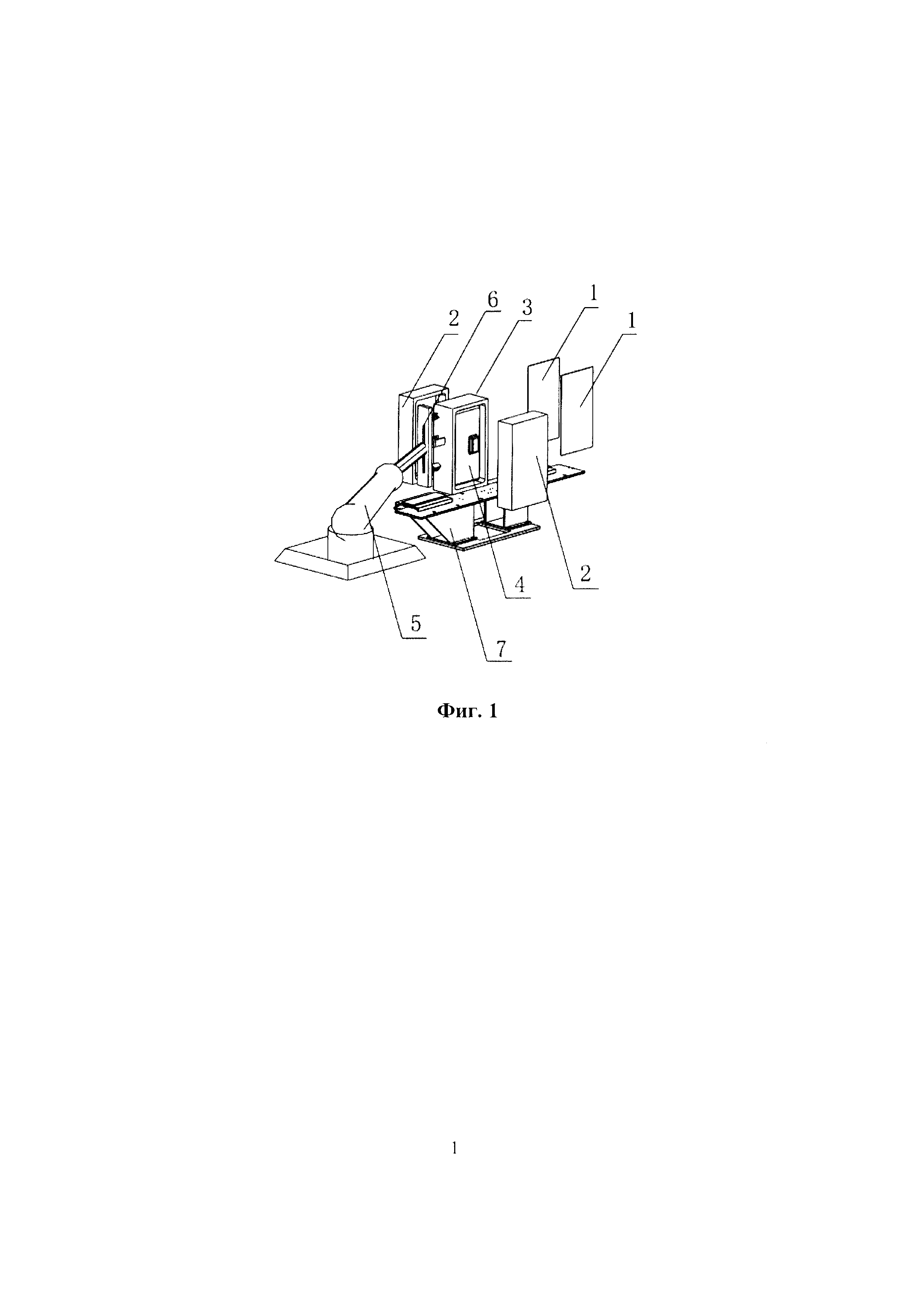
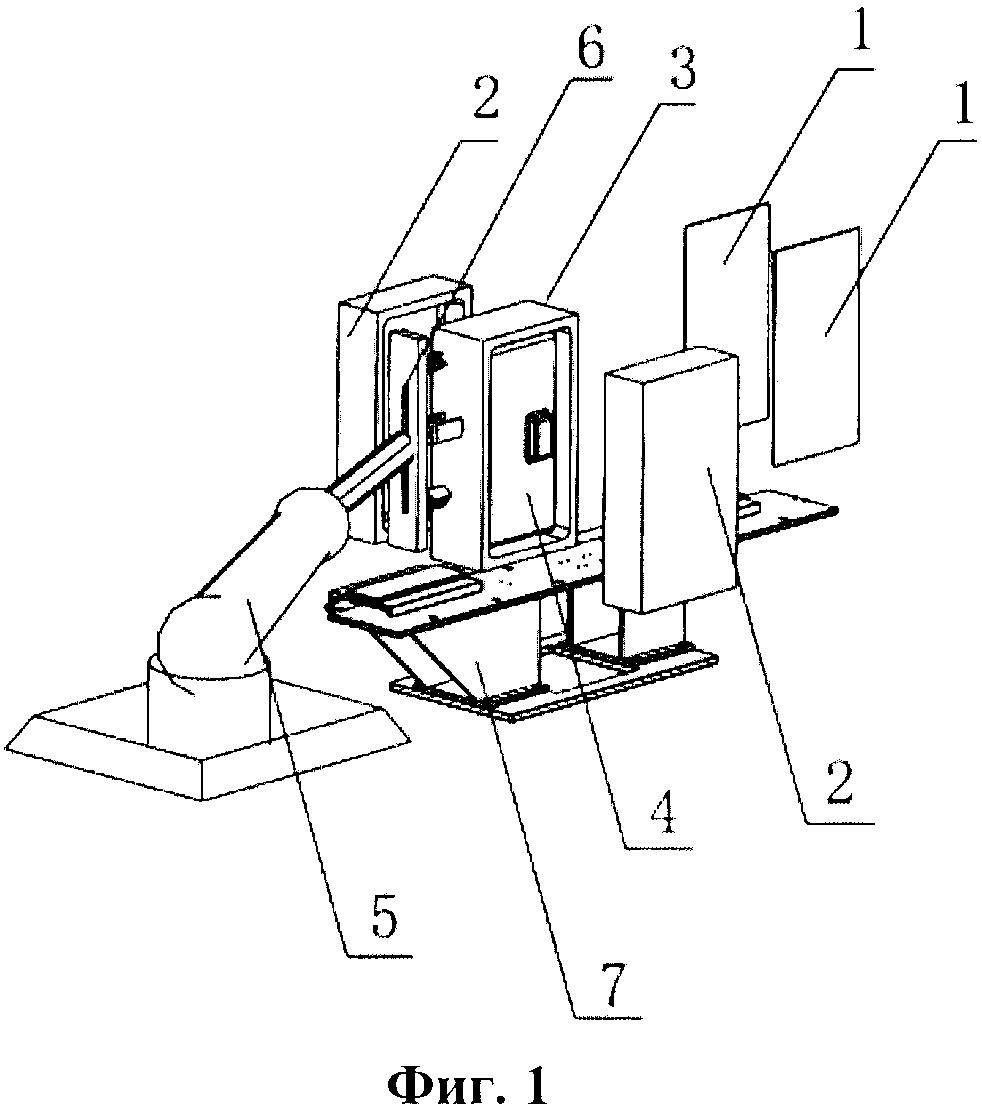
На ФИГ. 1 представлено схематическое изображение двух пластиковых листовых заготовок и инструментальной оснастки;
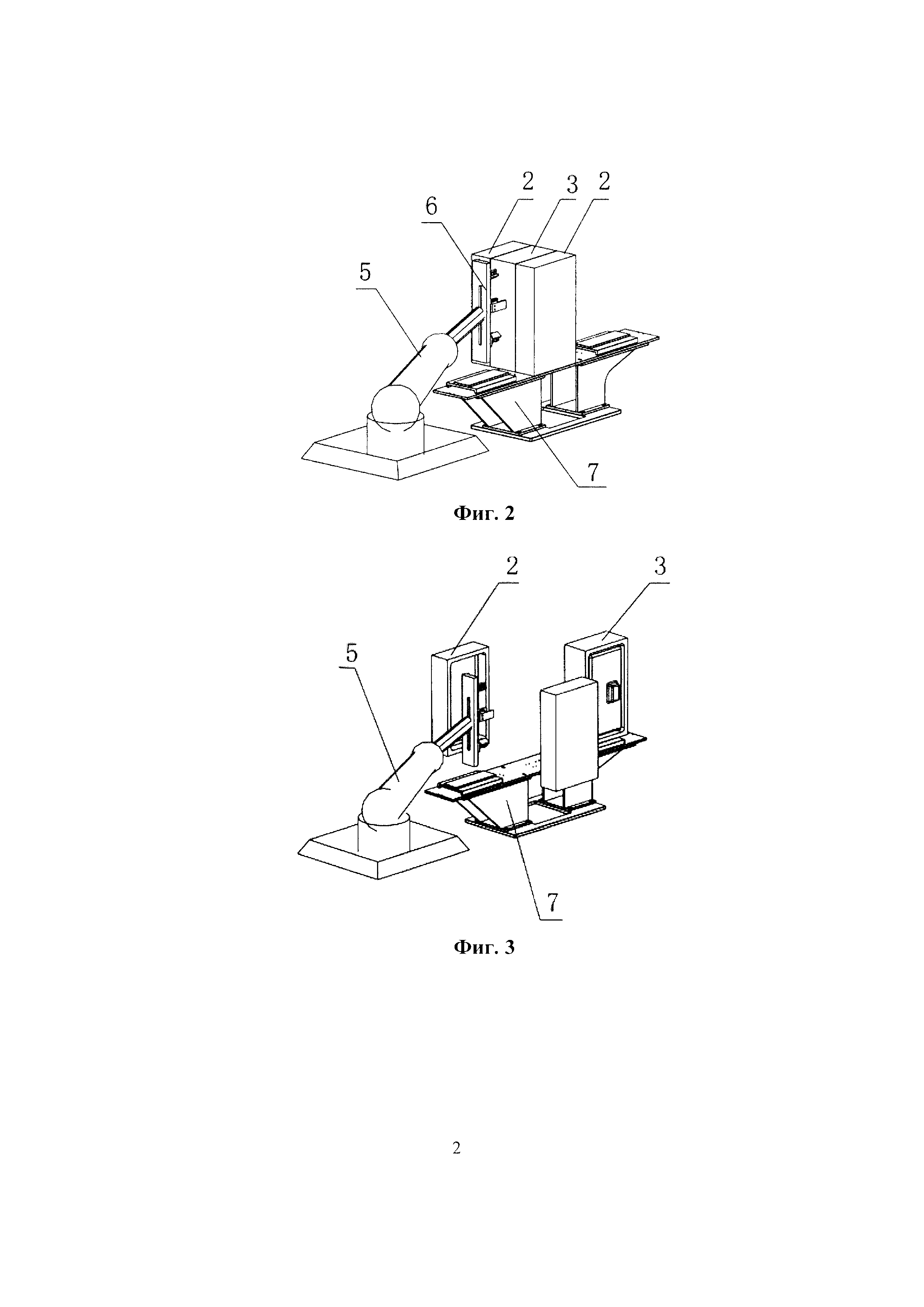
на ФИГ. 2 представлено схематическое изображение половин пресс-формы и шаблона предварительного формования и предварительное формование корпуса с использованием наддува высоким давлением;
на ФИГ. 3 представлено открытие пресс-формы, извлечение шаблона предварительного формования;
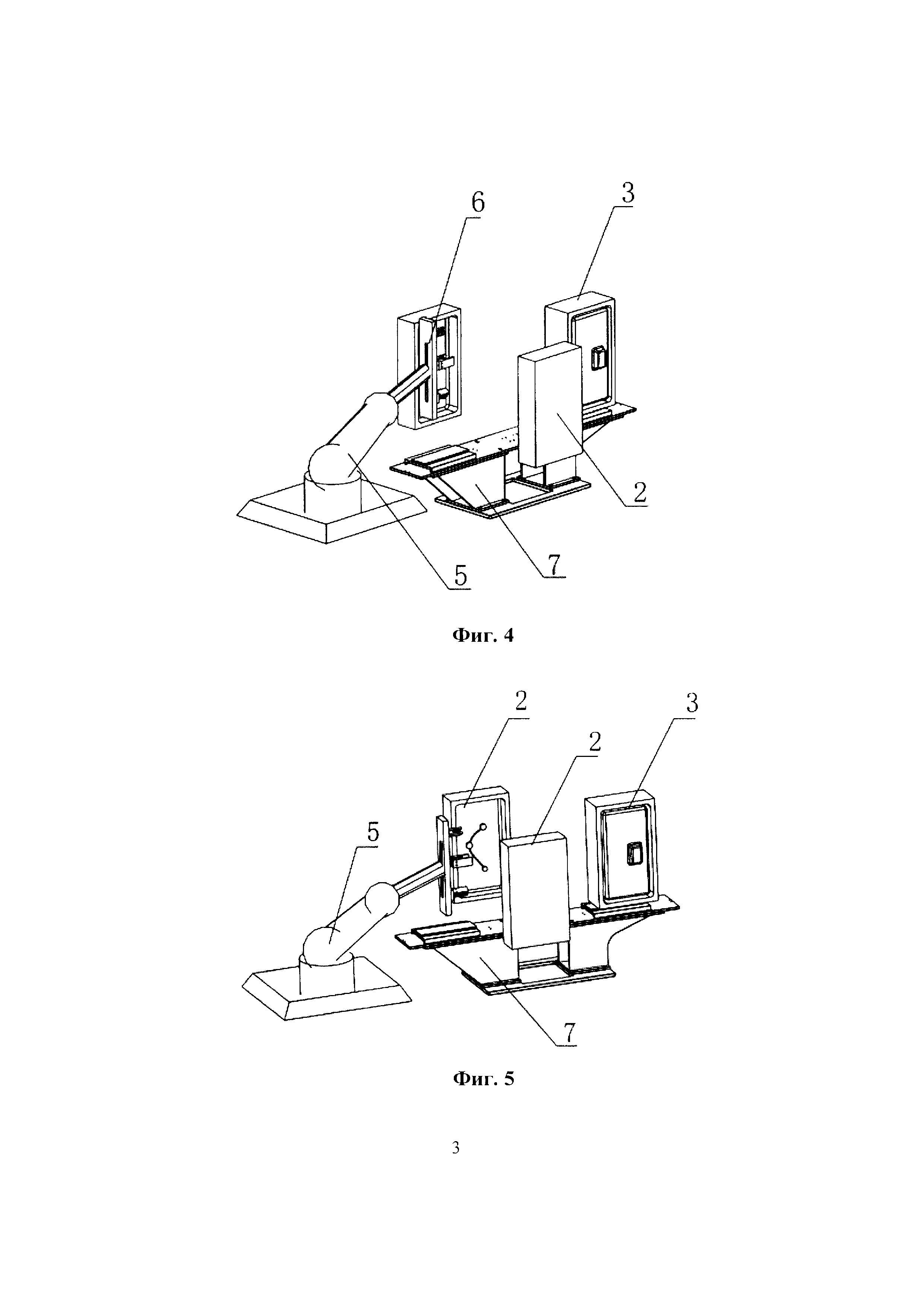
на ФИГ. 4 представлено схематическое изображение перемещения внутрь механизма для установки внутренних элементов, чтобы выполнить подсоединение внутренних компонентов;
на ФИГ. 5 представлено схематическое изображение извлечения механизма для установки внутренних установки после завершения соединения внутренних компонентов и корпуса топливного бака;
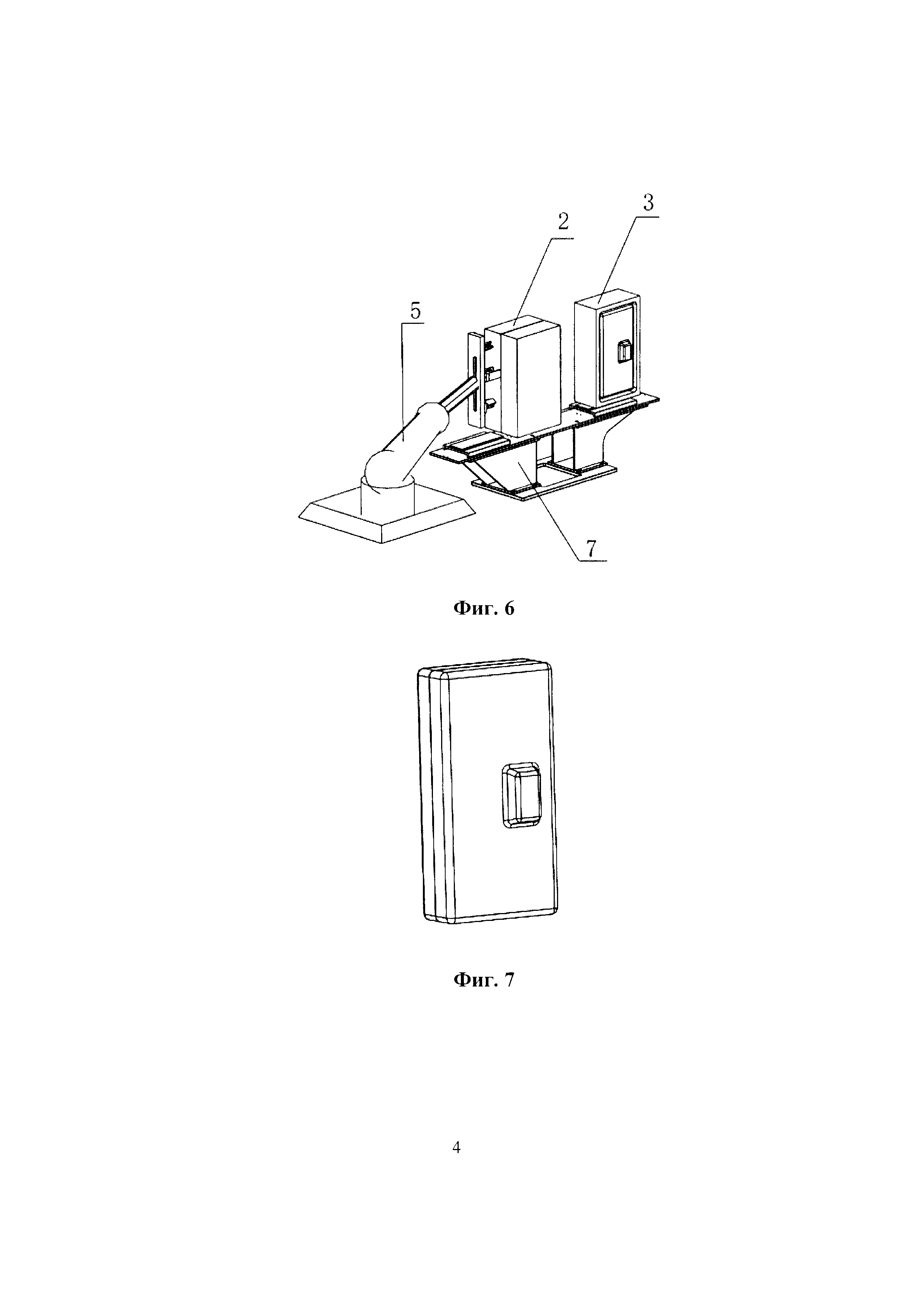
на ФИГ. 6 представлено схематическое изображение повторного закрытия половин пресс-формы;
на ФИГ. 7 представлено схематическое изображение конструкции отформованного топливного бака после извлечения из открытой пресс-формы;
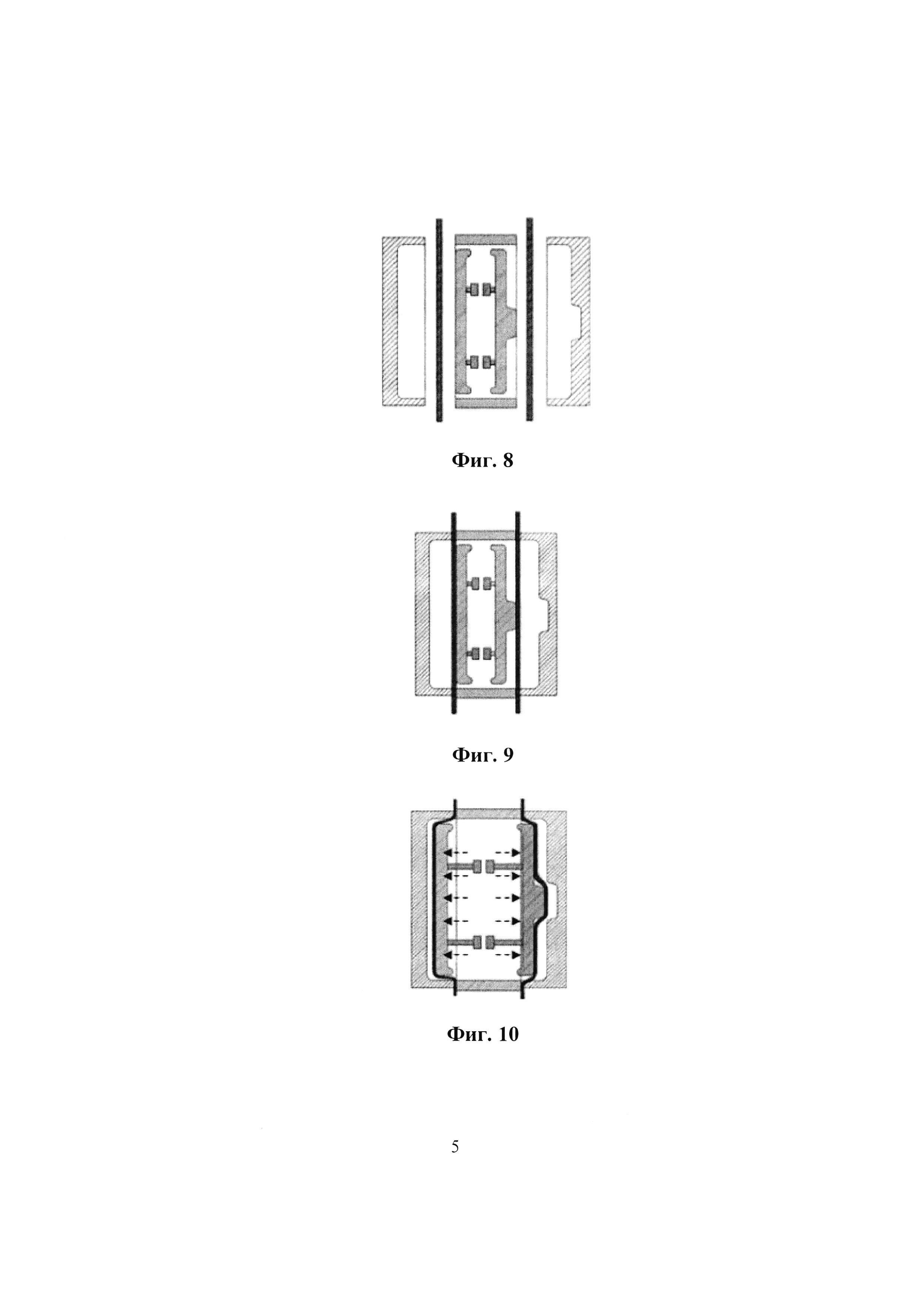
на ФИГ. 8 представлено схематическое изображение взаимного расположения шаблона предварительного формования с использованием вспомогательной позитивной формы, листовых заготовок и пресс-формы;
на ФИГ. 9 представлено схематическое изображение шаблона предварительного формования со вспомогательной позитивной формой, листовых заготовок и пресс-формы в закрытом состоянии;
на ФИГ. 10 представлено схематическое изображение, на котором разнесенные вспомогательные позитивные формы на шаблоне предварительного формования нажимают на листовые заготовки и осуществляют предварительную вытяжку листовых заготовок;
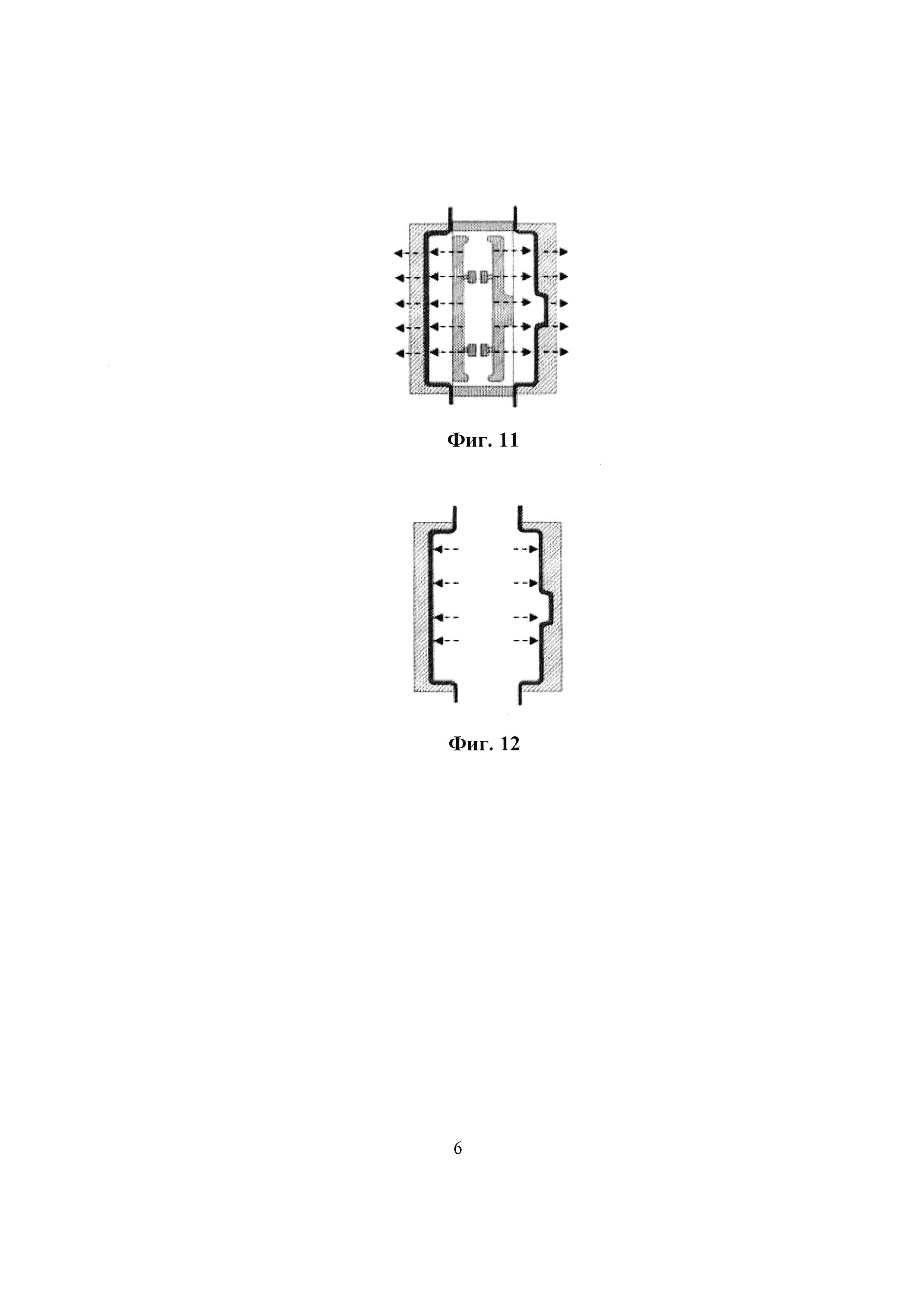
на ФИГ. 11 представлено схематическое изображение, на котором показаны листовые заготовки, отформованные с использованием наддува высоким давлением, и две позитивные формы, свернутые в исходное положение;
на ФИГ. 12 представлено схематическое изображение открытия, на котором пресс-форма открыта, шаблон предварительного формования с вспомогательными позитивными формами извлечен, а две листовые заготовки прикреплены к прессформе.
Обозначения на рисунках: 1 - листовая заготовки; 2 - половины пресс-формы; 3 - шаблон для предварительного формования; 4 - вспомогательная позитивная форма; 5 - механическая рука; 6 - механизм для установки внутренних компонентов; 7 - основание; 8 - топливный бак.
Примеры практического осуществления
С целью углубления понимания данного изобретения ниже представлены схемы и конкретные примеры практического осуществления с соответствующими пояснениями.
Пример №1
Как показано на фигурах 1-12, способ выдувного формования из двух пластин полых емкостей с использованием вспомогательной позитивной формы включает следующие этапы:
1) Подготовка двух листовых заготовок 1, при этом после подготовки эти две листовые заготовки размещают раздельно между двумя половинами пресс-формы 2 и шаблоном 3 для предварительного формования (см. ФИГ. 1);
2) Закрытие половин пресс-формы 2 и шаблона 3 предварительного формования (см. ФИГ. 2);
3) Предварительная вытяжка формуемых заготовок с использованием вспомогательных позитивных форм 4 на шаблоне 3 предварительного формования;
4) Выполнение выдувного формования внутренним высоким давлением, и предварительная вытяжка двух частей корпуса;
5) Открытие двух половин пресс-формы 2, извлечение шаблона 3 предварительного формования (см. ФИГ. 3);
6) После того как шаблон 3 предварительного формования с вспомогательными позитивными формами 4 извлекают из положения между половинами пресс-формы, вводят механизм 6 для установки внутренних компонентов, чтобы выполнить подсоединение внутренних компонентов, как это показано на ФИГ. 4 и соединяют внутренние компоненты топливного бака и предварительно отформованные листовые заготовки, на этом этапе механическая рука 5 сначала перемещает механизм для установи внутренних компонентов элементов 6 в положение между пресс-формами. В процессе размещения внутренних компонентов, по причине необходимости большого поджимающего усилия, можно использовать механическую конструкцию, чтобы фиксировать механизм для установки внутренних компонентов, для увеличения жесткости механизма для установки внутренних компонентов, с целью предотвращения раскачивания элементов в процессе установки, повышения точности размещения внутренних компонентов, повышения качества подсоединения внутренних компонентов. Внутренние компоненты обычно включают клапанную трубу в сборе, установку для разделения воздуха и масла, датчик дополнительного насоса, волнорезную пластину, подставку для муфт и другие компоненты. В механической руке используется поджимающее устройство, такое как, пневмоцилиндр, масляный цилиндр, либо электропривод, применяемые для подсоединения внутренних компонентов к листовым заготовкам внутри заготовки, для соединения можно использовать сварку, оплавление или клепку; если используют сварку или соединения с оплавлением необходимы нагревательные пластины либо предварительный нагрев инфракрасными нагревателями, чтобы тщательно выполнить это соединение.
7) Извлечение механизма 6 для установки внутренних компонентов, как это показано на ФИГ. 5.
8) Повторное закрытие половин пресс-формы и окончательное выдувное формование полой емкости, как это показано на ФИГ. 6.
9) Открытие пресс-формы и извлечение готового изделия.
После того как механизм для установки внутренних компонентов выполнит присоединение внутренних компонентов элементов, используя механическую руку, механизм для установки внутренних компонентов извлекают из положения между половинами пресс-формы, производится окончательное закрытие половин пресс-формы; после закрытия снова выполняют выдувное формование высоким давлением, соединение верхней и нижней половин корпуса, чтобы получить пластиковый топливный бак 8 с внутренними компонентами
В предлагаемом решении, благодаря использованию вспомогательных позитивных форм осуществляется дополнительная вытяжка участков, на которых заготовки растягиваются очень сильно, уменьшается проблема ограничений системы контроля толщины стенки двух заготовок, формуется топливный бак с высокой степенью вытяжки и равномерным распределением толщины стенки топливного бака, даже для более сложных конструкций топливного бака; при использовании дополнительной вытяжки с использованием вспомогательных позитивных форм также можно обеспечить более однородную толщину стенки топливного бака, большую степень вытяжки, так, что достигается большая свобода в дизайне форм топливного бака, и таким образом повысить качество штампуемых изделий.
Пример №2
Как показано на ФИГ. 10, в качестве усовершенствования настоящего изобретения, вспомогательные позитивные формы 4 на шаблоне 3 предварительного формования при выполнении этапа 3 выполняются как сборная конструкция, и отдельный этап формования выполняется следующим образом: 31) после закрытия половинок форм 2 пресс-формы и шаблона предварительного формования, приводной механизм перемещает вспомогательные позитивные формы 4 в направлении внутренней стенки полости пресс-формы, осуществляя предварительную вытяжку листовых заготовок. Вышеуказанные приводные механизмы включают в себя пневмоцилиндры, масляные цилиндры, либо электроприводы. Приводной механизм перемещает вспомогательные позитивные формы в направлении внутренней стенки полости пресс-формы, и формуемые листовые заготовки растягиваются под давлением вспомогательных позитивных форм, и таким образом осуществляется предварительная вытяжка листовых заготовок; при использовании вспомогательных позитивных форм 4 для предварительной вытяжки листовых заготовок, в то время как вспомогательные позитивные формы 4 перемещаются в направлении внутренней стенки полости формы, в первую очередь, под действием вспомогательных позитивных форм происходит предварительная вытяжка в необходимых местах листовых заготовок, как только листовые заготовки соприкасаются с вспомогательными позитивными формами, поэтому формуемые листовые заготовки предварительно растягиваются благодаря воздействию скольжения и трения между листовыми заготовками и вспомогательными позитивными формами, таким образом можно обеспечить равномерное распределение толщины стенки и решить традиционный вопрос несоответствия толщины стенки в местах большей вытяжки, изготовить топливный бак более сложной формы и большей степенью вытяжки. Одновременно с вакуумированием полости пресс-формы, формуемые листовые заготовки подвергаются действию создаваемого усилия, чтобы переместиться в направлении внутренней стенки полости формы, чтобы осуществить предварительную вытяжку. После завершения процесса предварительной вытяжки, листовые заготовки внутри топливного бака подвергаются выдувному формованию, используя газ высокого давления, так, что листовые заготовки соприкасаются с внутренней поверхностью пресс-формы, в результате чего получаются две части корпуса, прикрепленные к внутренним стенкам половин пресс-формы. Результат и преимущества такие же, как и в Примере №1.
Пример №3
В качестве последующего усовершенствования настоящего изобретения, вспомогательные позитивные формы 4 на шаблоне 3 предварительного формования при выполнении этапа 3 выполняются как сборная конструкция, и отдельный этап формования выполняется следующим образом (см. ФИГ.): 31) после закрытия половинок 2 пресс-формы и шаблона 3 предварительного формования, листовые заготовки втягиваются в форму с помощью вакуума, одновременно с этим, приводной механизм перемещает вспомогательные позитивные формы в направлении внутренней стенки полости пресс-формы, осуществляя предварительную вытяжку листовых заготовок. Вышеуказанные приводные механизмы включают в себя пневмоцилиндры, масляные цилиндры либо электроприводы. Приводной механизм перемещает вспомогательные позитивные формы в направлении внутренней стенки полости пресс-формы, и формуемые листовые заготовки растягиваются под давлением вспомогательных позитивных форм 4, таким образом, осуществляется предварительная вытяжка листовых заготовок; при использовании вспомогательных позитивных форм 4 для предварительной вытяжки листовых заготовок, в то время как вспомогательные позитивные формы 4 перемещаются в направлении внутренней стенки полости пресс-формы, в первую очередь, под действием вспомогательных позитивных форм происходит предварительная вытяжка в выбранных местах листовых заготовок, как только листовые заготовки соприкасаются с вспомогательными позитивными формами, поэтому формуемые листовые заготовки предварительно растягиваются благодаря воздействию скольжения и трения между листовыми заготовками и вспомогательными позитивными формами, таким образом можно обеспечить равномерное распределение толщины стенки и решить традиционный вопрос несоответствия толщины стенки в местах большей вытяжки, изготовить топливный бак более сложной формы и большей степенью вытяжки. Одновременно с вакуумированием полости пресс-формы, формуемые листовые заготовки подвергаются действию создаваемого усилия, чтобы переместиться в направлении внутренней стенки полости пресс-формы, чтобы осуществить предварительную вытяжку. После завершения процесса предварительной вытяжки, листовые заготовки топливного бака подвергаются выдувному формованию, используя газ высокого давления, так, что листовые заготовки соприкасаются с внутренней поверхностью пресс-формы, в результате чего получаются две части корпуса, прикрепленные к внутренним стенкам половин пресс-формы. Результат и преимущества такие же, как и в Примере №1.
Пример №4
В качестве еще одного усовершенствования настоящего изобретения, вспомогательные позитивные формы 4 на шаблоне 3 предварительного формования при выполнении этапа 3 выполняются как единая конструкция, и отдельные этапы формования выполняются следующим образом: 31) в процессе закрытия половин 2 пресс-формы и шаблона 3 предварительного формования половины 2 пресс-формы осуществляют давление на листовые заготовки в направлении вспомогательных позитивных форм 4 на шаблоне 3 предварительного формования, после соприкосновения листовых заготовок и вспомогательных позитивных форм происходит вытяжка листовых заготовок, а именно предварительная вытяжка; 32) после закрытия половин 2 пресс-формы и шаблона 3 предварительного формования производится вырубка листовых заготовок. В описанном примере после окончательного закрытия половин 2 пресс-формы и шаблона предварительного формования завершается процесс предварительной вытяжки, таким образом, предварительная вытяжка выполняется в основном благодаря давлению половин пресс-формы на листовую заготовку в направлении вспомогательных позитивных форм, как только листовые заготовки соприкасаются с вспомогательными позитивными формам, поэтому формуемые листовые заготовки подвергаются предварительной вытяжке под действием скольжения и трения, имеющих место между формуемыми листовыми заготовками и шаблоном предварительного формования, таким образом можно обеспечить равномерное распределение толщины стенки, и можно отформовать топливный бак более сложной формы и большей высоты, более полно удовлетворить требования по минимальной толщине стенки в местах большей вытяжки. Результат и преимущества аналогичны примеру №1.
Пример №5
Далее, как усовершенствование настоящего изобретения, вспомогательные позитивные формы 4 на шаблоне 3 предварительного формования на этапе 3 выполняются как единая конструкция, а формование также включает следующий этап: 33) после выполнения штамповки листовых заготовок втягивают листовые заготовки в пресс-форму, используя вакуум. Втягивание с использованием вакуума выполняется, чтобы обеспечить более равномерное распределение толщины стенки, и позволяет лучше отформовать топливный бак более сложной формы и большей высоты, более полно удовлетворить требования по минимальной толщине стенки в местах большей вытяжки. Результат и преимущества аналогичны примеру №1.
Пример №6
Еще одно усовершенствование настоящего изобретения, вспомогательные позитивные формы 4 на шаблоне 3 предварительного формования при выполнении этапа 3 выполняются как сборная конструкция, и отдельный этап формования выполняется следующим образом: 31) после закрытия половин 2 пресс-формы и шаблона 3 предварительного формования, листовые заготовки втягивают в пресс-форму используя вакуум, одновременно с этим, приводной механизм перемещает вспомогательные позитивные формы в направлении внутренней стенки полости пресс-формы, осуществляя предварительную вытяжку листовых заготовок. В этом процессе, когда половины пресс-формы и шаблон предварительного формования полностью закрыты, разборные вспомогательные позитивные формы раскрываются, чтобы нажать на листовые заготовки и, чтобы передвинуть их в направлении внутренней стенки полости пресс-формы и первый раз выполняется предварительная вытяжка, чтобы таким образом успешнее осуществить функцию предварительной вытяжки, благодаря чему можно обеспечить лучшее и более однородное распределение толщины стенки и лучше отформовать топливный бак более сложной формы и с большей степенью вытяжки. Результат и преимущества аналогичны примеру №1.
Пример №7
Далее, как усовершенствование настоящего изобретения, вспомогательные позитивные формы 4 на шаблоне 3 предварительного формования на этапе 3 выполняются как сборная конструкция, которая соединяется вместе и отдельные этапы формования выполняются следующим образом: 31) в процессе, когда половины 2 пресс-формы и шаблон 3 предварительного формования закрыты, половины 2 пресс-формы выталкивают листовые заготовки в направлении вспомогательных позитивных форм на шаблоне 3 предварительного формования, после соприкосновения листовых заготовок и вспомогательных позитивных форм происходит вытягивание листовых заготовок, а именно, чтобы выполнить первый раз предварительную вытяжку; и 32) после закрытия половин 2 пресс-формы и шаблона 3 предварительного формования, листовые заготовки втягивают в пресс-форму, используя вакуум, одновременно с этим, приводной механизм перемещает вспомогательные позитивные формы, чтобы переместить их в направлении внутренней стенки полости пресс-формы, чтобы выполнить второй раз предварительное формование листовых заготовок.
В вышеописанном примере вспомогательные позитивные формы на шаблоне 3 предварительного формования проектируются как сборная конструкция, которая соединяется вместе, приводные механизмы включают в себя пневмоцилиндры, масляные цилиндры, либо электропривод. В процессе закрытия половин пресс-формы и шаблона предварительного формования, выполняется предварительная вытяжка формуемых листовых заготовок с использованием вспомогательных позитивных форм, которые собраны в единую конструкцию, при этом процесс выполнения первой предварительной вытяжки полностью завершается; когда половины пресс-формы и шаблон предварительного формования полностью закрыты, вспомогательные позитивные формы раскрываются, чтобы нажать на листовые заготовки, чтобы передвинуть их в направлении внутренней стенки полости пресс-формы, таким образом, осуществляется второй этап предварительной вытяжки. С помощью двух этапов предварительной вытяжки можно успешнее осуществить функцию предварительной вытяжки, благодаря чему обеспечить лучшее и более однородное распределение толщины стенки и лучше отформовать топливный бак более сложной формы и с большей степенью вытяжки. Результат и преимущества аналогичны примеру №1.
Пример №8
Далее, как усовершенствование настоящего изобретения, после выполнения выдувного формования с использованием высокого давления и полного завершения предварительной вытяжки на этапе 4, перед открытием пресс-формы, способ дополнительно включает следующий этап: 41) возвращение: под действием приводного механизма, вспомогательные позитивные формы 4 возвращаются в исходное положение. Эта технология, в первую очередь, применяется, когда вспомогательные позитивные формы выполняются как вспомогательные позитивные формы разборной структуры, и после завершения с помощью вспомогательных позитивных форм вытяжки листовых заготовок вспомогательные позитивные формы возвращаются в исходное положение для удобства выполнения последующих этапов. Результат и преимущества аналогичны примеру №1.
Пример №9
Далее, как усовершенствование настоящего изобретения вспомогательные позитивные формы 4 сделаны из политетрафторэтилена или эпоксидной смолы или их комбинации. Когда вспомогательные позитивные формы контактируют и нажимают на листовые заготовки, то обычно требуется, чтобы температура листовых заготовок не могла быстро уменьшаться, поэтому вспомогательные позитивные формы предпочтительно изготавливать из материала с низким коэффициентом теплопроводности. Поскольку, обычно температура контактирующей формуемой листовой заготовки может достигать 190°C, этот материал также должен быть обладать термостойкостью, например, политетрафторэтилен, эпоксидная смола, некоторые другие древесные материалы соответствуют требованиям к характеристикам материалов для этой конструкции. Результаты и преимущества аналогичны примеру №1.
Пример №10
Далее, как усовершенствование настоящего изобретения, описанный способ формования также содержит этап выполнения вырубки листовых заготовок из листа, это действие производится перед выдувным формованием с использованием высокого давления на этапе 4 либо одновременно с выдувным формованием. После закрытия половин пресс-формы и шаблона предварительного формования можно выполнить вырубку листовых заготовок; с использованием технологии обрезания снаружи или помощью вырубки при закрытии пресс-формы, в качестве подготовки для последующего изготовления. Результат и преимущества аналогичны примеру №1.
При необходимости также можно получить новый способ формования, комбинируя один из вариантов №№2-10 с примером осуществления №1. Следует отметить, что вышеописанные примеры являются наиболее предпочтительными примерами осуществления настоящего изобретения, но сфера использования не ограничивается этими примерами. Замена с помощью аналогичных или равнозначных элементов на основании вышеописанных технологий также относятся к сфере защиты данного изобретения, сфера защиты данного изобретения определяется в соответствии с формулой изобретения.
Способ выдувного формования корпуса полого бака с встроенными внутри компонентами и устройство матриц предварительного формования
Способ и система для восстановления службы видеонаблюдения
Способ, система, устройство и терминал для нисходящей передачи служебного руководства мобильного мультимедийного широковещания
Соединительная конструкция между телом трубы и стальным замком бурильной трубы из алюминиевого сплава
Способ и устройство для отображения информации
Способ выдувного формования корпуса полого бака с встроенными внутри компонентами и устройство матриц предварительного формования
Способ и система для восстановления службы видеонаблюдения
Способ, система, устройство и терминал для нисходящей передачи служебного руководства мобильного мультимедийного широковещания
Соединительная конструкция между телом трубы и стальным замком бурильной трубы из алюминиевого сплава
Способ и устройство для отображения информации
Способ маршрутизации для оптимизации работы сети sdh в мультисервисном режиме
Способ монтажа предохранительного клапана постоянного тока

