Результат интеллектуальной деятельности: УСТРОЙСТВО ОБНАРУЖЕНИЯ ДЛЯ МЕТАЛЛИЧЕСКИХ ПОЛОС ИЛИ ЛИСТОВ
Вид РИД
Изобретение
Область техники
Изобретение относится к устройству для обнаружения наличия литейного или прокатываемого материала, в частности металлической полосы или листа, в положении в литейной, прокатной или другой установке по обработке полосы. Другими словами изобретение относится к устройству для обнаружения перемещающегося литейного или прокатываемого материала в литейной, прокатной или другой установке по обработке полосы. Под ними могут также подразумеваться правильные машины или линии охлаждения.
Уровень техники
В частности при охлаждении толстых листов используются для отслеживания материала внутри установки точки синхронизации (синхроточки). Они до сих пор состоят, например, из водяного сопла ниже листа или рольганга и стаканоподобного поплавка, который поднимается струей воды. Приподнятое положение регистрируется концевым выключателем. Если лист перемещается теперь посредством машины, то струя воды прерывается листом. Вследствие этого поплавок падает снова вниз благодаря силе тяжести. Это положение также регистрируется концевым выключателем. Благодаря этой системе может определяться момент времени, когда лист пересекает точку синхронизации.
Тем не менее, недостатком у этой системы является дорогостоящая конструкция поплавка с его механическими направляющими и концевыми выключателями. Поплавок приводится в движение в трубе при помощи стержня. За счет высокой тепловой и абразивной нагрузки это приведение в движение подвергается определенному износу. Так же является дорогостоящим выравнивание устройства на машине. Так же сопло под рольгангом должно точно выравниваться на центр поплавка, чтобы он мог перемещаться по возможности без поперечных усилий. Сверх этого, механика состоит их многих частей, которые изготовлены из дорогой, нержавеющей стали с обработанными поверхностями. Благодаря необходимому заключению в термический кожух занимаемая площадь является довольно высокой, благодаря чему для размещения измерительной аппаратуры, как правило, возникают ограничения.
Другие известные устройства включают в себя механические ролики, которые устанавливаются на перемещающуюся полосу. Недостатком у этих роликов является то, что они имеют определенный холостой ход, или же они могут скользить по полосе и таким образом предоставляют неточные или ошибочные данные о наличии полосы. Кроме того, ролики могут загрязняться пылью или, например шлаком, вследствие чего ухудшается их возможность вращения, и возникает износ. В худшем случае ролики могут застопориться. Кроме того, ролики должны быть выполнены с возможностью регулировки по высоте, так как они должны иметь возможность адаптации к различным толщинам полосы или листа.
Из JP 60196223 А известно другое устройство, у которого струя воды направлена на соединенную с поршнем пластину. Если струя воды наталкивается на пластину, то поршень вдвигается в наполненную маслом трубу. На одном конце трубы расположен пуансон, который посредством движения возбуждает сигнал, вследствие чего сигнализируется об отсутствии прокатного материала. Недостатком у этой системы является использование большого количества частей вместе с большим количеством механических мест трения и износа. Кроме того, благодаря движению нескольких конструктивных элементов соответственно поршней и пуансонов действие описанного устройства не является прямым и относительно медленно.
Другое устройство согласно уровню техники известно из JP 61200414 А. У этого устройства струя воды обнаруживается при помощи закрепленной на поворотной оси оболочки (чаши). Вызванное струей вращение оси приводит к измененной обнаруженной интенсивности света светочувствительного датчика. Это устройство также включает в себя большое количество действующих механически частей, которые подвержены износу. Кроме того, при измерении интенсивности света недостатком является то, что в литейных или прокатных заводских установках часто преобладают очень жесткие условия. Так, например, пыль или брызги шлака могут сделать светочувствительный датчик посредством загрязнения непригодным или даже разрушить его. Путь световых лучей лазера до светочувствительного датчика может также нарушаться благодаря внешним воздействиям, так что определяются ошибочные данные о положении перемещенного материала для проката или литья.
Таким образом, задача данного изобретения заключается в предоставлении усовершенствованного устройства для обнаружения наличия или положения металлической полосы в литейной, прокатной или другой установке по обработке полосы.
Дальнейшая задача изобретения состоит в преодолении, по меньшей мере, одного из вышеуказанных недостатков. Сущность изобретения
Вышеупомянутая техническая задача решается согласно пункту 1 формулы изобретения с помощью устройства для обнаружения наличия или положения прокатываемого или литейного материала, в частности металлической полосы или листа, в литейной, прокатной или другой установке по обработке полосы, причем устройство включает в себя средство обнаружения для обнаружения указывающей на наличие прокатываемого или литейного материала струи жидкости, а устройство обнаружения со своей стороны включает в себя заполненное воздухом полое тело, которое имеет предпочтительно цилиндрическое отверстие или предпочтительно цилиндрическое входное отверстие. Кроме того, согласно изобретению устройство обнаружения включает в себя датчик давления для обнаружения изменения давления воздуха в полом теле в зависимости от попадания струи жидкости в цилиндрическое отверстие.
Благодаря попаданию или введению струи в предпочтительно цилиндрическое отверстие на находящийся в пустом пространстве или полом теле воздух передается импульс. Эта передача импульса приводит к изменению давления воздуха в полом теле, которое может регистрироваться датчиком давления.
Если струя жидкости попадает в отверстие, то давление в полом теле повышается. Если струя жидкости более не попадает в отверстие, то давление в полом теле соответственно снова понижается.
Другими словами устройство служит для обнаружения перемещающегося прокатываемого или литейного материала и предпочтительно представляет собой точку контроля или синхронизации (которая расположена вдоль направления движения прокатываемого или литейного материала в промышленной установке).
Скомпонованное таким образом устройство имеет то преимущество, что более не требуются перемещающиеся механические части. Почти исключено существенное влияние посредством пыли или брызг шлака. Количество деталей устройства незначительно, вследствие чего сокращаются расходы. К тому же благодаря измерению при помощи датчика давления может достигаться очень короткое время регистрации, менее 0,1 секунды (от попадания струи в отверстие до обнаружения датчиком давления). Кроме того, устройство может обнаруживать как начало перемещающегося прокатываемого или литейного материала, так и его конец. Наконец, соответствующее изобретению устройство занимает мало места.
Согласно предпочтительному варианту осуществления устройства, снаружи полого тела средство обнаружения включает в себя на предпочтительно цилиндрическом отверстии воронкообразный конструктивный элемент для введения струи жидкости в отверстие. Благодаря этому признаку струя жидкости не должна быть очень точно направлена на средство обнаружения, вследствие чего упрощается, таким образом, монтаж устройства, а также его ввод в эксплуатацию или эксплуатация. Предпочтительно воронкообразный конструктивный элемент имеет внешний диаметр менее чем 20 см, предпочтительно менее чем 10 см.
Согласно дальнейшему предпочтительному варианту осуществления устройства полое тело включает в себя, по меньшей мере, один трубообразный участок, который имеет длину, по меньшей мере, 1 м, предпочтительно более чем в 2 м. Такой участок может предпочтительно использоваться для того, чтобы располагать датчик давления на расстоянии более чем в 2 м от перемещающегося прокатываемого или литейного материала. Вследствие этого датчик может защищаться еще лучше, соответственно он создает меньше помех при эксплуатации установки. Также упрощается возможная замена или подключение датчика.
Согласно дальнейшему предпочтительному варианту осуществления устройства полое тело образовано по существу посредством трубы. Предпочтительно внутренний диаметр трубы может находиться в таком же порядке величин, что и использованная толщина струи, то есть, например, может соответствовать от 0,5 кратного до 5-и кратного диаметра струи. Тем не менее, могут также использоваться другие диаметры трубы. Формы поперечного сечения трубы или отверстия могут выбираться произвольно и не ограничены круглыми формами.
Согласно дальнейшему предпочтительному варианту осуществления устройства, датчик давления расположен на противоположном отверстию конце трубы.
Согласно дальнейшему предпочтительному варианту осуществления устройства датчик давления выполнен в виде манометрического выключателя. В частности не является необходимым определять абсолютное давление. Манометрический выключатель, который может обнаруживать только изменение давления, является также достаточным. Подходящий выключатель зависит от формы трубы и от использованной струи (объемного расхода, давления и т.д.). Выключатель может подбираться специалистом.
Согласно предпочтительному варианту осуществления устройства оно включает в себя также средства для создания струи жидкости, направленной в предпочтительно цилиндрическое отверстие средства обнаружения.
Согласно дальнейшему предпочтительному варианту осуществления устройства средства для создания струи жидкости и средство обнаружения расположены на противоположных сторонах от траектории движения прокатываемого или литейного материала таким образом (через литейную, прокатную или другую установку по обработке полосы), что, если прокатываемый или литейный материал прерывает струю жидкости, которая создана средствами для создания струи жидкости, давление воздуха в полом теле уменьшается. Таким образом, датчик или сенсор давления может обнаруживать наличие полосы.
Кроме того, данное изобретение включает в себя установку для литья, проката, правки или подачи прокатываемого или литейного материала, в частности металлических полос или листов, причем установка включает в себя соответствующее изобретению устройство согласно одному из вышеупомянутых вариантов осуществления, а также оборудование для перемещения прокатываемого или литейного материала, которое включает в себя несколько роликов или валков для перемещения прокатываемого или литейного материала вдоль траектории движения (через установку).
Согласно дальнейшему предпочтительному варианту осуществления прокатываемый или литейный материал может перемещаться посредством оборудования по существу в горизонтальном направлении.
Согласно дальнейшему предпочтительному варианту осуществления средство обнаружения расположено выше траектории движения прокатываемого или литейного материала, а средства для создания направленной струи жидкости расположены ниже траектории движения прокатываемого или литейного материала. Благодаря такой мере предотвращается, например то, что жидкости непреднамеренно капают или стекают в отверстие полого тела, или в отверстие попадают твердые тела, посредством которых могла бы произойти ошибка при определении положения полосы.
Кроме того, данное изобретение относится также к способу для определения положения или наличия прокатываемого или литейного материала, в частности металлической полосы или листа, который перемещается через литейную, прокатную или другую установку по обработке полосы, в частности при помощи устройства или установки согласно одному из вышеупомянутых вариантов осуществления. Согласно изобретению способ включает в себя этапы создания струи жидкости на одной стороне от траектории движения прокатываемого или литейного материала и обнаружения струи жидкости на другой (противоположной) стороне от траектории движения прокатываемого или литейного материала, так что перемещающийся через струю жидкости прокатываемый или литейный материал прерывает ее. Кроме того, непрерывная струя жидкости (или струя жидкости в отсутствии полосы) вводится в заполненное воздухом полое тело, причем при прерывании струи перемещающимся через струю прокатываемым или литейным материалом давление воздуха в заполненном воздухом полом теле уменьшается, так что на основе этого уменьшения (или изменения) давления воздуха обнаруживается наличие прокатываемого или литейного материала на точке контроля или синхронизации.
Преимущества соответствующего изобретению способа в значительной степени соответствуют преимуществам соответствующего изобретению устройства или установки.
В предпочтительном варианте осуществления способа струя жидкости создается ниже траектории движения прокатываемого или литейного материала и проходит по существу в вертикальном направлении, причем заполненное воздухом полое тело располагается выше траектории движения прокатываемого или литейного материала для обнаружения струи жидкости.
В предпочтительном варианте осуществления способа струя жидкости подается к заполненному воздухом полому телу через воронку.
В предпочтительном варианте осуществления способа струя жидкости, если прокатываемый или литейный материал покидает траекторию (направление течения) струи жидкости, попадает в заполненное воздухом полое тело. Таким образом, предпочтительно сигнализируется об отсутствии прокатываемого или литейного материала на точке контроля или синхронизации.
Все признаки описанных выше вариантов осуществления могут комбинироваться друг с другом или заменяться друг другом.
Краткое описание фигур
Далее кратко описываются со ссылкой на фигуры примеры осуществления. Дальнейшие подробности могут быть позаимствованы из детального описания примеров осуществления.
На чертежах показано:
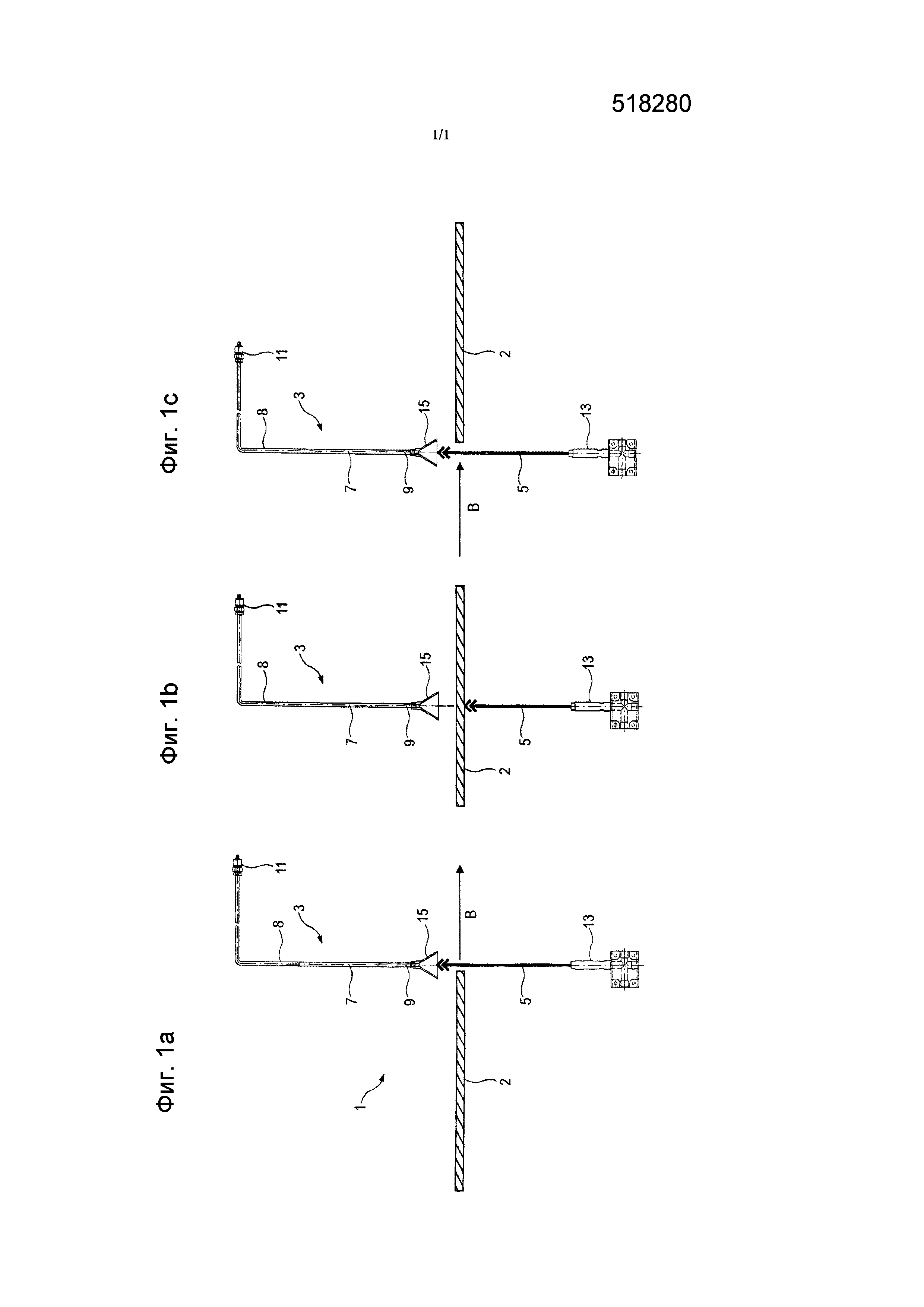
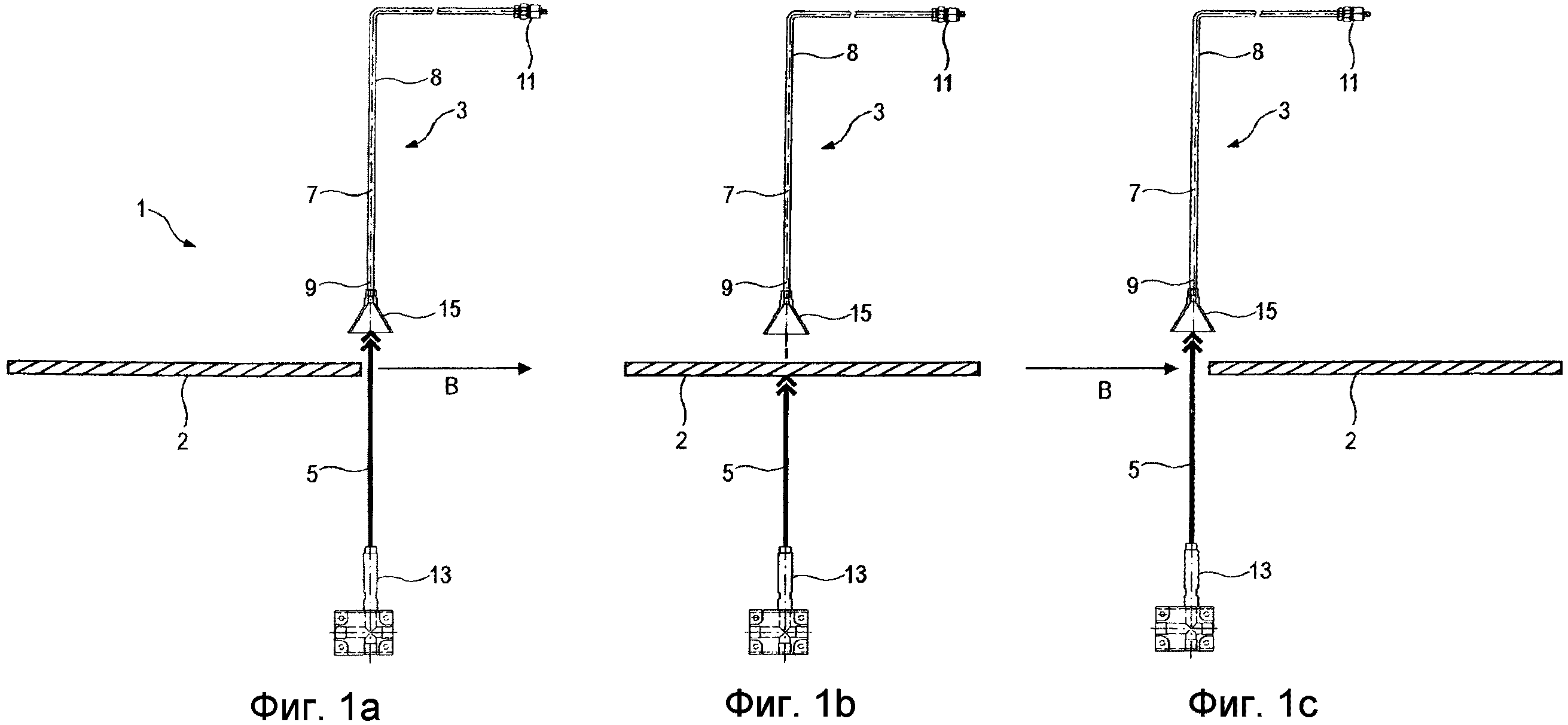
фиг. 1а показывает схематичный вид сбоку примера осуществления соответствующего изобретению устройства для обнаружения наличия перемещающегося прокатываемого или литейного материала в контрольной точке, причем материал еще не прошел контрольную точку;
фиг. 1b показывает схематичный вид сбоку примера осуществления соответствующего изобретению устройства для обнаружения наличия перемещающегося прокатываемого или литейного материала в контрольной точке, причем материал как раз проходит контрольную точку;
фиг. 1с показывает схематичный вид сбоку примера осуществления соответствующего изобретению устройства для обнаружения наличия перемещающегося прокатываемого или литейного материала в контрольной точке, причем материал прошел контрольную точку.
Подробное описание примеров осуществления
Фиг. 1а показывает соответствующий изобретению пример осуществления устройства 1 для обнаружения металлической полосы 2 или листа 2 в установке по обработке полосы. Устройство 1 может быть расположено в контрольной точке или может образовывать такую точку контроля или синхронизации. Как изображено, полоса 2 предпочтительно перемещается в направлении В.
Тем не менее, движение не ограничено одной ориентацией. Также возможны противоположные направления движения полосы 2, которые встречаются, например, в реверсивных установках. Полоса 2 может также перемещаться по изогнутой или вертикальной траектории. Для обнаружения полосы 2 струя 5 жидкости предпочтительно направлена на (предусмотренную/намеченную) траекторию D движения полосы 2. Струя 5 жидкости может включать в себя газы, жидкости или смеси из газов и жидкостей. Предпочтительно струя 5 образуется соплом 13 и может вертикально попадать на проходящую контрольную точку полосы 2. Тем не менее, другие ориентации также возможны.
Соответствующее изобретению устройство 1 включает в себя также средство 3 обнаружения, которое со своей стороны может включать в себя трубу 8. Эта труба 8 предпочтительно имеет на направленном на траекторию В движения полосы 2 конце отверстие 9. В частности, это отверстие 9 может быть выровнено таким образом, что при отсутствии полосы выпущенная соплом 13 струя 5 вводится или попадает в отверстие 9. Труба 8 может иметь любую форму поперечного сечения, например круглую, многоугольную или эллиптическую. На отверстии 9 может быть расположена воронка 15, которая способствует вводу струи 5 в отверстие. Однако воронка не является обязательно необходимой и лишь упрощает выравнивание отверстия 9 трубы 8 на струю 5. На противоположном отверстию 9 конце трубы 8 или полого тела 7 расположен датчик 11 давления. Предпочтительно он может быть выполнен в виде манометрического выключателя.
В общем, труба 8 может предпочтительно проходить перпендикулярно к направлению В движения металлической полосы 2 и может быть изогнута на своей противоположной отверстию 9 половине. Вследствие этого может предотвращаться то, что какой-либо объект достигает датчика 11 давления по прямой траектории.
Фиг. 1b показывает то же устройство, как и фиг. 1а. Поэтому используются одинаковые ссылочные позиции. В отличие от изображения на фиг. 1а, струя 5 жидкости прервана металлической полосой 2. Таким образом, струя 5 не попадает в отверстие 9 средства 3 обнаружения. Следовательно, датчик 11 давления может подавать сигнал о том, что полоса 2 непосредственно проходит контрольную точку или устройство 1. Согласно же фиг. 1а датчик предпочтительно подает сигнал о том, что полоса 2 не проходит контрольную точку или устройство. Между показанными на фиг. 1а и 1b ситуациями начало полосы 2 (передний в направлении В движения конец полосы 2) прошло через струю 5, вследствие чего прохождение металлической полосы 2 могло быть обнаружено.
Фиг. 1 с показывает снова с использованием таких же ссылочных позиций устройство 1, причем изображена ситуация, в которой показанная на фиг. 1а и 1b металлическая полоса прошла устройство 1 или контрольную точку. В соответствии с этим полоса 2 продолжила движение далее в направлении В движения, так что струя 5 снова попадает в средство 3 обнаружения. Следовательно, между показанными на фиг. 1b и 1с ситуациями полоса 2 со своим концом (задним в направлении В движения концом полосы 2) прошла струю 5 или устройство 1. Таким образом, положение конца полосы 2 также известно. Понижение или повышение давления на датчике 11 давления посредством попадающей или введенной снова в отверстие 9 струи 5 сигнализирует о том, что полоса 2 прошла устройство 1.
Как правило, установка для подачи полосы 2 может включать в себя несколько роликов или валков (не изображены). Такие ролики или валки могут быть расположены на одной или обеих (боковых) сторонах полосы 2. Также возможно то, что такие ролики или валки расположены в клетях установки.
В частности устройство 1 может быть расположено на линии или установке охлаждения.
Описанные выше примеры осуществления служат, прежде всего, для лучшего понимания изобретения и не должны рассматриваться как ограничительные.
Признаки описанных примеров осуществления и объекты существа изобретения могут комбинироваться друг с другом или же заменяться друг другом.
Кроме того, описанные признаки могут адаптироваться специалистом к имеющимся действительным условиям или к имеющимся требованиям.
Список ссылочных позиций
1 - устройство для обнаружения наличия прокатываемого или литейного материалов
2 - прокатываемый или литейный материал
3 - средство обнаружения
5 - струя жидкости
7 - полое тело
8 - труба
9 - цилиндрическое отверстие
11 - датчик давления воздуха
13 - средства для создания струи жидкости
15 - воронкообразный конструктивный элемент
В траектория/направление движения прокатываемого или литейного материала
Система для слежения за свойствами установки
Способ получения вспененного шлака на расплаве нержавеющего металла в конвертере
Способ и устройство для укладывания рулонов металла
Устройство для очистки и сушки прокатных клетей
Способ и устройство для обрезки кромки толстых металлических листов
Способ и устройство для обработки поверхности слябов в производственной линии
Регулирование боковой направляющей металлической полосы
Направляющее устройство для ножа
Способ и устройство для укладывания рулонов металла
Способ горячей прокатки сляба и стан горячей прокатки
Способ прокатки полосового проката, в частности металлической полосы
Держатель для рулона металла и устройства, снабженные таким держателем
Сдвоенные кромкообрезные ножницы
Обжимной прокатный стан с приводным блоком
Система для слежения за свойствами установки
Способ получения вспененного шлака на расплаве нержавеющего металла в конвертере
Способ и устройство для укладывания рулонов металла
Устройство для очистки и сушки прокатных клетей
Способ и устройство для обрезки кромки толстых металлических листов
Способ и устройство для обработки поверхности слябов в производственной линии

