Результат интеллектуальной деятельности: МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА С ПОНИЖЕННЫМ СОДЕРЖАНИЕМ КУБИЧЕСКОГО НИТРИДА БОРА
Вид РИД
Изобретение
Изобретение относится к производству абразивных инструментов на керамических связках с высокими номерами структуры.
Из уровня техники известна полизернистая масса для изготовления абразивного инструмента с высокими номерами структуры, которая содержит абразив в виде смеси зерен трех групп: первая группа - зерна размером в пределах 160-420 мкм, вторая - зерна размером в пределах 120-159 мкм, а третья - зерна размером в пределах 90-119 мкм. При этом суммарное объемное содержание первых двух групп соответствует объемному содержанию абразива для заданного номера структуры абразивного инструмента, а объемное содержание зерен третьей группы составляет 5-15% от объемного содержания зерен первой группы. В качестве наполнителя используется смесь частиц фруктовых косточек с размерами в диапазоне 250-800 мкм в количестве 5-15% от объема абразивной массы (см. патент РФ №2507057, B24D 3/18, 2014 г.).
При изготовлении инструмента на основе указанной полизернистой массы снижается деформация при сушке и высокотемпературном спекании. Его недостатком является сохранение низкой режущей способности из-за применения однотипного абразива одинакового химического состава.
Техническим результатом изобретения является повышение режущей способности абразивного инструмента при сохранении улучшенной технологичности его изготовления за счет уменьшения деформации.
Сущность предлагаемого изобретения заключается в том, что масса для изготовления абразивного инструмента с высокими номерами структуры, включающая абразив, керамическую связку, клеящие и увлажняющие добавки и наполнитель, согласно изобретению состоит из смеси трех групп абразивных зерен, разнородных по своему химическому составу и соответственно по своей режущей способности.
Первая группа состоит из зерен кубического нитрида бора, вторая - из зерен микрокристаллического корунда, а их смесь содержит зерна одного размера в пределах 120-250 мкм, суммарное объемное содержание которых соответствует объемному содержанию абразива для заданного номера структуры абразивного инструмента, а третья группа - зерна карбида кремния зеленого размером в пределах 80-119 мкм с объемным содержанием 15-50% от суммарного объемного содержания зерен первой и второй групп, а наполнитель представляет собой смесь полых сферических частиц из алюмосиликата размером в диапазоне от 85 до 560 мкм в количестве, равном 15-50% от объемного содержания зерен первой и второй групп.
Введение в состав абразивной массы смеси зерен двух видов абразива одной зернистости - кубического нитрида бора и микрокристаллического корунда - позволяет, с одной стороны, существенно повысить режущую способность инструмента в сравнении, например, с инструментом из электрокорунда белого. С другой стороны, обеспечивается уменьшение количества в указанной смеси дорогостоящего кубического нитрида бора. Соответственно повышается технологичность его применения, так как сокращается время на правку рабочей поверхности инструмента с уменьшенным количеством правящихся зерен. При этом повышенная режущая способность инструмента по заявленному изобретению по скорости удаления обрабатываемого материала сопровождается улучшением качества обработанной поверхности детали за счет сглаживания рисок от острых кромок режущих зерен кубического нитрида бора зернами микрокристаллического корунда.
Работает инструмент в режиме умеренного самозатачивания, при котором рабочие кромки зерна микрокристаллического корунда сглаживаются за счет удаления микрокристаллитов размером около 1 мкм и обеспечивают эффект выглаживания обрабатываемой поверхности детали, снижая ее шероховатость.
Эффект повышения режущей способности в заявленном изобретении обеспечивается также тем, что при высоких номерах структуры абразивного инструмента уменьшается количество работающих зерен в зоне резания. За счет уменьшения перекрытия их траекторий движения и увеличения толщины удаляемой стружки создаются благоприятные предпосылки для снижения суммарной мощности резания за счет снижения работы трения.
Третья группа абразивных зерен представляет собой зерна карбида кремния зеленого размером в пределах 80-119 мкм с объемным содержанием 15-50% от суммарного объемного содержания зерен первой и второй группы. В сочетании с наполнителем в виде твердых сферических частиц из алюмосиликата более мелкие, чем зерна первой и второй группы, зерна карбида кремния зеленого существенно повышают возможное количество центров кристаллизации расплавленной керамической связки при ее остывании с образованием дополнительных мостиков прочной связи рабочих зерен первой и второй групп с однородным их распределением по объему абразивного инструмента. Кроме того, зерна третьей группы вместе с наполнителем из частиц алюмосиликата являются компенсатором удаляемого количества абразива при изготовлении инструмента с высокими номерами структуры.
В заявленной абразивной массе и приведенных ниже примерах ее состава в качестве основного режущего материала принят кубический нитрид бора (в примерах - марки Эльбор ЛКВ, 12,5-18,75 об.%) в композиции с микрокристаллическим корундом (в примерах - марки Синтеркорунд, 11,5-13,25 об.%).
Размеры, зернистость и зерновой состав шлифпорошков из эльбора, а также их обозначение регламентированы ГОСТ Р 53922-2010 «Порошки алмазные и из кубического нитрида бора (эльбора)».
В соответствии с ГОСТ Р 52923-2010 «Круги алмазные и из кубического нитрида бора (эльбора) и шлифовальные» к кругам из кубического нитрида бора относится инструмент, в рабочем слое которого применяются только порошки кубического нитрида бора, содержание которого определяется его относительной концентрацией от 12,5 до 200.
В заявленной массе присутствует смесь зерен кубического нитрида бора и микрокристаллического корунда, поэтому их содержание определяется номером структуры (в примерах номер структуры изменяется от N=15 до N=19).
Дополнительное введение в состав заявленной абразивной массы в качестве наполнителя частиц молотых фруктовых косточек с размерами в диапазоне 120-400 мкм в количестве 10-25% объема смеси зерен из кубического нитрида бора и микрокристаллического корунда позволяет увеличить за счет их выгорания при высокотемпературном спекании инструмента его поровое пространство пропорционально количеству вводимого выгорающего наполнителя. Наличие пор на рабочей поверхности инструмента интенсифицирует охлаждение зоны резания и способствует складированию стружки, предохраняя инструмент от «засаливания» и увеличивая время его работы до правки.
Возможные примеры составов абразивной массы с дополнительным введением в нее выгорающего наполнителя в виде частиц молотых фруктовых косточек с размерами в диапазоне 120-400 мкм в количестве 10-25% объема смеси зерен из кубического нитрида бора и микрокристаллического корунда излагаются ниже.
Примеры использования заявленной массы приведены ниже.
Пример 1
Абразивная масса из кубического нитрида бора марки Эльбор ЛКВ с размером 250 мкм (зернистость В251), микрокристаллического корунда марки Синтеркорунд аналогичного размера (зернистость F60) и карбида кремния зеленого марки 64С с размером 119 мкм (зернистость F100) со структурой N=15 состоит из следующих компонентов, об.%:
|
Пример 2
Абразивная масса из кубического нитрида бора марки Эльбор ЛКВ с размером 160 мкм (зернистость В181), микрокристаллического корунда марки Синтеркорунд аналогичного размера (зернистость F80) и карбида кремния зеленого марки 64С с размером 100 мкм (зернистость F120) со структурой N=17 состоит из следующих компонентов, об.%:
|
Пример 3
Абразивная масса из кубического нитрида бора марки Эльбор ЛКВ с размером 120 мкм (зернистость В126), микрокристаллического корунда марки Синтеркорунд аналогичного размера (зернистость F100) и карбида кремния зеленого марки 64С с размером 80 мкм (зернистость F150) со структурой N=19 состоит из следующих компонентов, об.%:
|
Пример 4
Абразивная масса из кубического нитрида бора марки Эльбор ЛКВ с размером 250 мкм (зернистость В251), микрокристаллического корунда марки Синтеркорунд аналогичного размера (зернистость F60) и карбида кремния зеленого марки 64С с размером 119 мкм (зернистость F100) со структурой N=15 состоит из следующих компонентов, об.%:
|
Пример 5
Абразивная масса из кубического нитрида бора марки Эльбор ЛКВ с размером 160 мкм (зернистость В181), микрокристаллического корунда марки Синтеркорунд аналогичного размера (зернистость F80) и карбида кремния зеленого марки 64С с размером 100 мкм (зернистость F120) со структурой N=17 состоит из следующих компонентов, об.%:
|
Пример 6
Абразивная масса из кубического нитрида бора марки Эльбор ЛКВ с размером 120 мкм (зернистость В126), микрокристаллического корунда марки Синтеркорунд аналогичного размера (зернистость F100) и карбида кремния зеленого марки 64С с размером 80 мкм (зернистость F150) со структурой N=19 состоит из следующих компонентов, об.%:
|
Для экспериментальной проверки предлагаемых технических решений были изготовлены 6 шлифовальных кругов прямого профиля с размерами 32×8×13 в соответствии с составами абразивных масс, представленными выше.
Режущая способность инструмента проверялась при внутреннем шлифовании втулки из закаленной стали ХВГ с наружным диаметром 120 мм, шириной 25 мм и исходным диаметром отверстия 57 мм на станке мод. TST 250-4R фирмы Tripet с охлаждением масляной эмульсией. Шлифование проводилось на постоянном режиме: скорость круга 30 м/с, скорость вращения детали 25 м/мин, скорость продольного перемещения круга 400 мм/мин с глубиной 0,002 мм на проход. Каждым кругом удалялся припуск, равный 1 мм на диаметр. Опыт повторялся 3 раза.
Режущая способность шлифовального круга оценивалась по величине скорости съема материала, которая при постоянном режиме шлифования определяется фактической глубиной внедрения зерен в зависимости от остроты их режущих кромок и шероховатости обработанной поверхности Ra.
В таблице приведены результаты сравнительных испытаний по режущей способности для инструмента, изготовленного по составам заявленной массы и массы по прототипу.
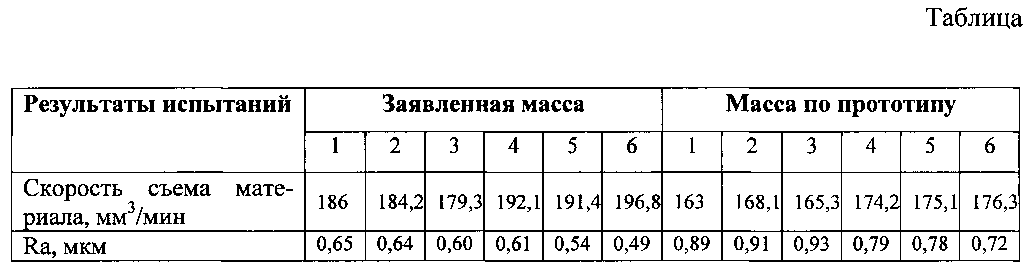
Таким образом, заявленная совокупность признаков, изложенная в формуле изобретения, позволяет по сравнению с прототипом обеспечить повышенную износостойкость и режущую способность высокопористого инструмента при шлифовании в среднем по исследуемым параметрам:
Скорость съема материала - больше на 11,2%;
Ra - меньше в 1,42 раза,
при этом улучшение указанных параметров наблюдается в пределах заявленных в формуле изобретения размерных и количественных диапазонов и отсутствует за их пределами, что подтверждается проведенными опытами.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности, не известной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном соединении отдельными признаками, общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для производства высокопористых абразивных инструментов на керамических связках с использованием спеченного микрокристаллического корунда;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требуемым условиям патентоспособности: «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Способ правки абразивного круга
Устройство для профилирования шлифовального круга алмазным стержневым правящим инструментом
Способ определения оптимальной скорости резания в процессе металлообработки
Устройство ультразвуковой пропитки волокнистых материалов
Способ компенсации тепловых деформаций исполнительных узлов металлорежущего станка с чпу
Способ изготовления трубчатых деталей с отводами посредством гидравлической штамповки
Способ получения композиционных покрытий из порошковых материалов
Инструмент для обработки отверстий
Порошковая композиционная смесь для лазерной наплавки на металлическую подложку
Способ получения нанокомпозита из керамического порошка
Способ правки абразивного круга
Устройство для профилирования шлифовального круга алмазным стержневым правящим инструментом
Способ определения оптимальной скорости резания в процессе металлообработки
Устройство ультразвуковой пропитки волокнистых материалов
Способ компенсации тепловых деформаций исполнительных узлов металлорежущего станка с чпу
Способ изготовления трубчатых деталей с отводами посредством гидравлической штамповки
Способ получения композиционных покрытий из порошковых материалов
Инструмент для обработки отверстий
Порошковая композиционная смесь для лазерной наплавки на металлическую подложку
Способ получения нанокомпозита из керамического порошка

