Результат интеллектуальной деятельности: СПОСОБ ДЕТОНАЦИОННОГО НАНЕСЕНИЯ ПОКРЫТИЯ ИЗ ОКСИДА АЛЮМИНИЯ
Вид РИД
Изобретение
Изобретение относится к области газотермического напыления покрытий, а именно к технологии нанесения покрытий детонационным методом.
Известен способ газодинамического напыления покрытий, в котором поверхность изделия подвергается совместному воздействию потока абразивных и напыляемых частиц, описанный в патенте РФ №2183695, кл. С23С 24/04, заявл. 25.08.2000 г., опубл. 20.06.2002 г. Данный способ заключается в том, что абразивные частицы с помощью сжатого воздуха активируют поверхность изделия, создавая необходимый микрорельеф, а напыляемые частицы, попадая на практически ювенильную поверхность, одновременно формируют слой покрытия.
Данный способ имеет следующие недостатки.
Указанный способ применим только при нанесении покрытий из пластичных металлов и сплавов. Нанесение покрытий из керамики, в том числе из Al2О3, невозможно из-за низкой температуры ускоряемых воздухом частиц.
В связи с непрерывным характером процесса скорость абразивных и напыляемых частиц невелика, что не позволяет достичь высоких эксплуатационных характеристик покрытий.
Более близким к описываемому изобретению по достигаемому результату является способ нанесения детонационного покрытия, включающий воздействие на поверхность потока частиц корунда, формируемого с помощью установки детонационного напыления, описанный в книге Бартенев С.С., Федько Ю.Л., Григоров А.И. «Детонационные покрытия в машиностроении», Машиностроение, 1982 г., стр. 133, прототип.
Указанный способ заключается в том, что подготовка поверхности изделия проводится непосредственно перед нанесением покрытия частицами корунда, ускоренными в самой детонационной установке. При этом подготовка поверхности осуществляется частицами порошка, которые в дальнейшем используются для напыления покрытия. Однако режимы работы детонационной установки подбираются такие, чтобы частицы порошка при выходе из ствола не достигали температуры плавления и сохраняли необходимую твердость для получения требуемого микрорельефа.
После завершения этапа подготовки поверхности установку перенастраивают на режимы работы, при которых температура частиц порошка при выходе из ствола достигает температуры плавления, и начинают процесс собственно напыления покрытия.
Основными недостатками данного способа является следующее.
Остановка работы детонационной установки для ее перенастройки с режима подготовки поверхности на режим напыления покрытия требует времени, достаточного для значительного снижения степени активации за счет перехода поверхности в равновесное состояние.
Выделение этапа подготовки поверхности детали в отдельный переход приводит к снижению производительности процесса в целом.
В связи с разделением этапов подготовки поверхности и напыления расход дорогостоящего порошкового материала оказывается повышенным.
Желаемым техническим результатом изобретения является повышение производительности процесса и качества подготовки поверхности за счет устранения отдельного этапа подготовки напыляемой поверхности.
Желаемый технический результат достигается тем, что в известном способе детонационного нанесения покрытия из оксида алюминия на металлическую поверхность изделия абразивную обработку поверхности и напыление покрытия проводят одновременно на одних и тех же режимах работы детонационной установки, одним и тем же порошком, при этом абразивную подготовку поверхности осуществляют частицами порошка определенных размеров, не достигших температуры плавления.
Предлагаемый способ позволяет значительно увеличить производительность процесса и повысить степень активации поверхности, что приводит к существенному росту прочности сцепления покрытия с подложкой. Благодаря совмещению процессов абразивной подготовки поверхности подложки и непосредственного формирования слоя покрытия существенно сокращается расход порошкового материала в целом, т.к. в данном случае используется весь диапазон гранулометрического состава порошка.
В связи с тем что очищающие абразивные частицы и частицы, формирующие покрытие, находятся в одном потоке, напыляемая поверхность, по существу, является ювенильной. Это позволяет достичь более высокого уровня связей материалов покрытия и подложки.
На рисунке 1 изображена схема расположения оборудования для осуществления предлагаемого способа:
1 - детонационная установка;
2 - дозатор с порошком для абразивной обработки и напыления покрытия;
3 - деталь, на которую наносится покрытие;
4 - манипулятор для закрепления и вращения (перемещения) детали;
5 - глубина загрузки порошка (расстояние от места ввода порошка до среза ствола).
На рис. 2 представлены графики характерного изменения температуры (а) и скорости (б) частиц порошка во время ее разогрева и разгона в стволе детонационной установки вплоть до выхода из него.
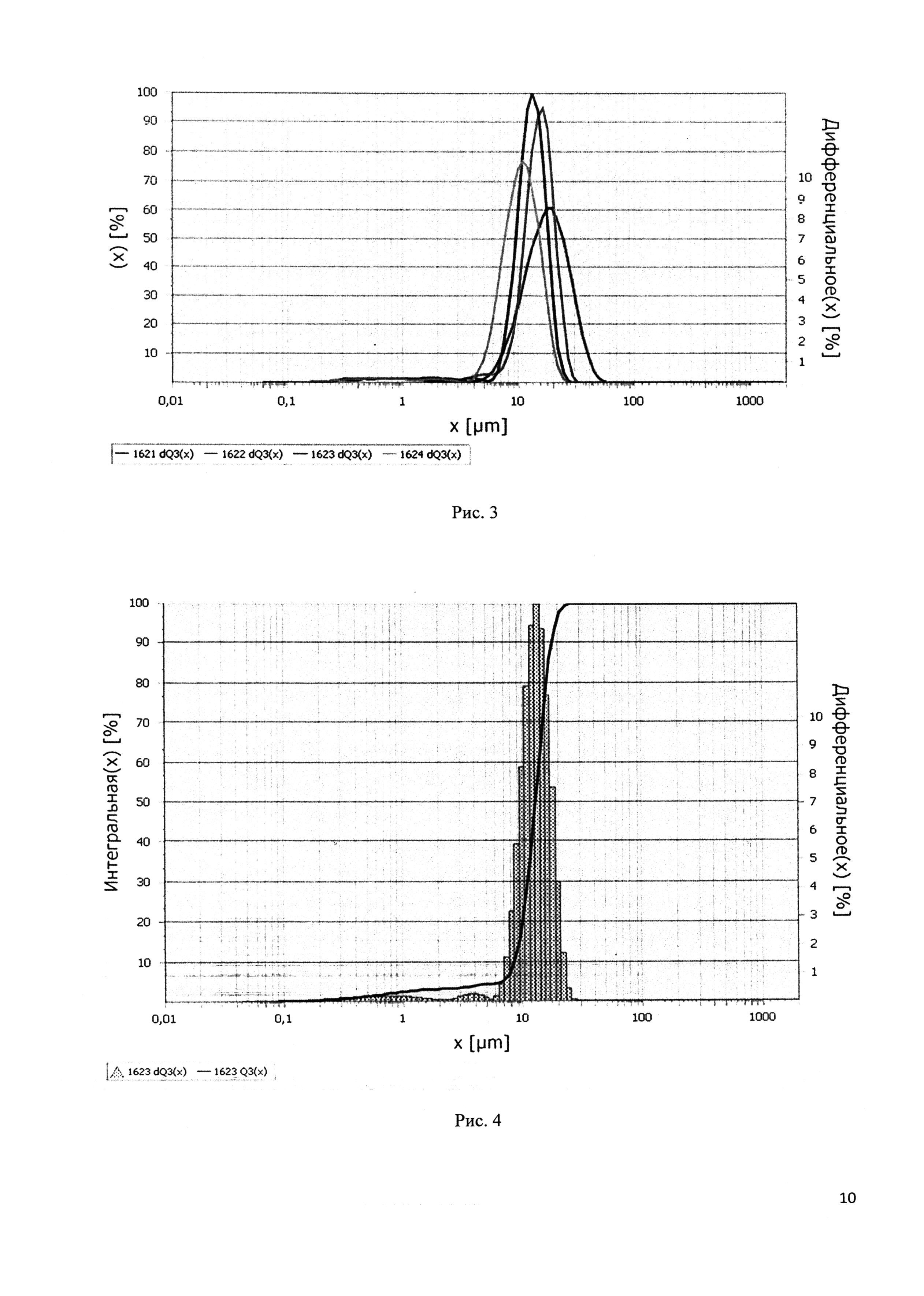
На рис. 3 представлен график, показывающий распределение частиц по размерам в используемых порошковых материалах.
На рис. 4 представлен график, показывающий распределение частиц по размерам в микрошлифпорошке Al2O3 с зернистостью F500, ТУ 3980-075-00224450-99.
На рис. 5 изображена таблица, в которой показаны энергетические характеристики частиц порошка Al2O3 с зернистостью F500 на срезе ствола детонационной установки.
На рис. 6 представлена динамика разогрева (а) и разгона (б) частиц порошка F500 в стволе детонационной установки: 1 - диаметр частиц - 30 мкм; 2 - диаметр частиц - 20 мкм; 3 - диаметр частиц - 10 мкм; 4 - диаметр частиц - 5 мкм; 5 - диаметр частиц - 2 мкм.
Предлагаемый способ иллюстрирован на рис. 1 и состоит в следующем.
На стволе детонационной установки 1 на определенном расстоянии от его среза, называемом «Глубина загрузки» S, устанавливается дозирующее устройство с порошком оксида алюминия, который используется как для абразивной обработки напыляемой поверхности, так и для формирования слоя покрытия.
На графиках (рис. 2) изменения скорости и температуры частицы хорошо видно, что ее ускорение и нагрев осуществляются в два этапа. Сначала под воздействием детонационной волны скорость и температура частицы резко изменяется от исходной до определенного уровня. Затем какое-то время она движется по инерции. При проходе волны разрежения начинается второй этап разгона и разогрева, когда частицы ускоряются и разогреваются продуктами детонации, истекающими из ствола. В зависимости от исходного размера частиц, места ввода порошка в ствол (глубины загрузки) и других технологических параметров их температура и скорость могут расти вплоть до выхода в атмосферу, а могут начать снижаться еще до выхода.
Используемый для детонационного напыления порошковый материал представляет собой мелкие частицы корунда, гранулометрический состав которого определяется техническими условиями на его изготовление и характеризуется кривой распределения частиц по размерам для каждого уровня зернистости (рис. 3).
В связи с широким диапазоном частиц по размерам (по массе) динамика их разгона и разогрева в стволе установки существенно различается. Поэтому их агрегатное состояние и скорость при встрече с подложкой также различны. Частицы, находящиеся в жидком или пластичном состоянии, формируют слой покрытия, а частицы, находящиеся в твердом состоянии, активируют напыляемую поверхность или отбивают плохо держащиеся участки уже сформировавшегося покрытия. Таким образом, в процессе имеют место одновременно как фактор формирования покрытия, так и фактор его частичного разрушения. Соотношение этих двух факторов может регулироваться режимами процесса напыления (состав рабочей взрывчатой смеси, степень заполнения ствола, глубина загрузки порошка и т.д.), если фактор формирования превалирует, то происходит образование и наращивание толщины слоя покрытия.
Пример использования предлагаемого способа абразивной подготовки поверхности.
Для получения слоя детонационного покрытия из оксида алюминия (Al2O3) на медной фольге необходимо провести абразивную подготовку напыляемой поверхности. В качестве напыляемого, а также абразивного материала выбран корундовый микрошлифпорошок марки 25А с зернистостью F500 ТУ 3980-075-00224450-99. Методом лазерной дифракции проведен гранулометрический анализ используемого порошкового материала (рис. 4).
Для получения покрытия используется автоматическая детонационная установка АДУ-«Обь». Режимы процесса детонационного напыления покрытия и одновременной абразивной подготовки поверхности подложки назначены следующие:
- состав рабочей взрывчатой смеси газов - QC2H2/QO2=1,0/2,5;
- расход ацетилена на один цикл - 47,0 см3;
- расход кислорода на 1 цикл - 118,2 см3;
- степень заполнения ствола установки рабочей взрывчатой смесью газов - 45%;
- длина ствола детонационной установки - 1000 мм;
- глубина загрузки порошка (S) - 200 мм;
- дистанция напыления - 110 мм;
- частота стрельбы - 4 выстр./c;
- скорость перемещения напыляемой поверхности - 24 мм/с;
- толщина единичного слоя - 8 мкм/выстр.
Проведение процесса напыления на указанных режимах обеспечивает получение равномерного слоя электроизоляционного покрытия толщиной 0,03-0,04 мм. Прочность сцепления покрытия с подложкой из меди составляет 30÷45 МПа.
С помощью программного обеспечения используемой детонационной установки проведен расчет температуры и скорости частиц различных размеров, содержащихся в порошке корунда с зернистостью F500 при выходе из ствола детонационной установки (табл. 1).
На рис. 6 представлены графики изменения температуры и скорости частиц используемого порошка, начиная с момента старта, до выхода из ствола установки. Как видно их графиков и таблицы 1, за время движения в стволе детонационной установки до температуры плавления успевает прогреться лишь определенная часть от общего диапазона частиц по размерам.
Самые крупные частицы (более 20 мкм) не прогреваются до температуры, достаточной для формирования покрытия (0,9 Тпл) из-за значительной массы, поэтому, находясь в твердом состоянии и бомбардируя напыляемую поверхность, создают абразивный эффект.
Частицы размером 5-20 мкм успевают прогреться до температуры плавления и выше (для Al2O3 Тпл = 2050°C). Именно за счет них, в основном, происходит формирование напыляемого слоя.
Частицы размером менее 2 мкм также успевают прогреться до температуры плавления, но этот разогрев происходит во время первого этапа разгона, за счет энергии детонационной волны. Под ее воздействием мелкие частицы очень быстро ускоряются, и, когда начинается второй этап разгона и разогрева, они оказываются очень близко от среза ствола либо за его пределами. Поэтому газы, следующие за детонационной волной, не успевают оказать на них теплового воздействия, а частицы успевают охладиться до твердого состояния. Таким образом, абразивная обработка напыляемой поверхности осуществляется за счет самых крупных и самых мелких частиц порошка.
Следует отметить, что часть частиц, достигших поверхности подложки в твердом состоянии, может увязнуть в формирующемся слое покрытия.
Предлагаемый способ позволит повысить производительность процесса получения детонационных покрытий в целом на 60-90% и повысить прочность сцепления покрытий с подложкой на 15-20% за счет одновременного проведения абразивной обработки напыляемой поверхности и самого процесса напыления.
Способ детонационного нанесения покрытия из оксида алюминия на поверхность медного изделия, включающий воздействие на обрабатываемую поверхность потоком разогретых абразивных частиц, формируемым в стволе установки детонационного напыления, отличающийся тем, что нанесение покрытия и абразивную обработку поверхности проводят одновременно при одних и тех же режимах детонационного напыления с использованием порошка оксида алюминия AlO с частицами различного размера, при этом абразивную обработку поверхности осуществляют частицами упомянутого порошка, размеры которых обеспечивают им твердое состояние при разогреве в стволе упомянутой установки.
Способ нанесения покрытия
Состав уплотнительного покрытия для модификации элемента статора турбины
Покрытие для нанесения на приводные элементы запорной и регулирующей арматуры
Состав присадочного материала
Многослойное теплозащитное покрытие
Способ получения защитного упрочняющего покрытия на деталях запорной арматуры
Способ ремонтной наплавки лопаток энергетических установок
Способ защиты лопаток паровых турбин от парокапельной эрозии
Способ модификации элемента статора энергетической турбины
Способ нанесения газотермического покрытия на поверхность изделия
Способ нанесения покрытия
Состав уплотнительного покрытия для модификации элемента статора турбины
Покрытие для нанесения на приводные элементы запорной и регулирующей арматуры
Состав присадочного материала
Многослойное теплозащитное покрытие
Способ получения защитного упрочняющего покрытия на деталях запорной арматуры
Способ ремонтной наплавки лопаток энергетических установок
Способ защиты лопаток паровых турбин от парокапельной эрозии
Способ модификации элемента статора энергетической турбины
Способ нанесения газотермического покрытия на поверхность изделия

