Результат интеллектуальной деятельности: РОЛИКОГИБОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЭЛЕМЕНТОВ С-ОБРАЗНОГО ПРОФИЛЯ ДЛЯ СБОРНОЙ КАРКАСНОЙ КОНСТРУКЦИИ ИЗ РУЛОННОЙ СТАЛИ
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением и может быть использовано при изготовлении профилей, в частности С-образных.
Известен профилегибочный станок по патенту Российской Федерации №2254193, кл. B21D 5/06, 2005 г., содержащий установленные в технологической последовательности клеть для предварительного формообразования и приводные профилирующие клети с консольно закрепленными валами, свободные концы которых замкнуты серьгой, и установленными на валах роликовыми парами, имеющими замкнутый профилирующий зазор с базированием по вертикальным и горизонтальным установочным поверхностям роликов. Каждый рабочий вал имеет базовый бурт и все они расположены в одной плоскости друг с другом, на каждом нижнем валу установлены две втулки рассчитываемого размера, между которыми установлен нижний ролик, каждая серьга шарнирно закреплена на станине с возможностью перемещения и фиксации в горизонтальной плоскости и поворота на 180° и снабжена двумя ползунами, удерживающими валы и позволяющими перемещать и фиксировать их в вертикальной плоскости, каждая роликовая пара имеет в каждой клети базовую плоскость, упирающуюся во втулку.
Данный станок имеет очень узкую направленность - гибку профилей определенной конфигурации, что значительно снижает технологические возможности станка, уменьшает стабильность процесса профилирования и ухудшает качество получаемых профилей.
Известна профилегибочная машина по патенту Российской Федерации №2401710, кл. B21D 5/08, 2010 г., с несколькими формирующими устройствами для последовательного формирования из плоской металлической полосы шляповидной балки с изменяющимся по длине профилем, имеющей центральный фланец, две стенки и два боковых фланца. Формирующие устройства имеют пару прижимных роликов для каждого бокового фланца и, по меньшей мере, один опорный ролик для центрального фланца, при этом пары прижимных роликов в формирующих устройствах выполнены во время операции формирования с возможностью перемещения горизонтально и вертикально.
Опорные ролики выполнены с возможностью перемещения в вертикальном направлении. Профилегибочная машина имеет два опорных ролика для центрального фланца, расположенных рядом друг с другом и выполненных с возможностью индивидуального перемещения по направлению друг к другу и наоборот и вращения вокруг осей, перпендикулярных их осям. Каждая пара прижимных роликов выполнена с возможностью индивидуального вращения вокруг двух осей, перпендикулярных друг другу, при этом одна ось параллельна осям прижимных роликов.
Данная профилегибочная машина может использоваться для формирования предварительно обработанной заготовки в виде коротких плоских полос, а также для формирования шляповидных балок непосредственно из рулона металлической полосы, то есть технические возможности машины ограничены только профилированием отдельного изделия из полосы металла.
Известно устройство для профилирования и гибки полосы металла по патенту Российской Федерации №86121, кл. B21D 5/06, 5/08, 2009 г., принятое заявителем за прототип. Оно содержит прокатный стан с электроприводом и с устройством для отбортовки кромок, содержащим валы, установленные попарно в подшипниках прокатного стана, выполненные слева и справа с отбортовочными роликами разной формы, устройство радиусной гибки с радиусообразующими роликами, каждый на отдельном валу, с возможностью независимого регулирования их положения в плоскости и взаимодействия с профилированной полосой металла для получения цилиндрической поверхности. Оно содержит раму и размещенные на ней по ее двум продольным сторонам вместе с устройством радиусной гибки электрошкаф с постом управления, размотчик рулонов, прокатный стан, устройство для отбортовки ребер, установленное на прокатном стане в продолжение устройства для отбортовки кромок, на одном из валов которого установлен энкодер для определения длины полосы металла, дисковую электропилу, включающуюся по сигналу энкодера, поддерживающее устройство, устройство для отбортовки ребер, содержит установленные в подшипниках прокатного стана валы гладкие, валы, выполненные слева и справа с реброобразующими роликами разной формы, валы, выполненные по центру с роликами продольных профилей лицевой стороны полосы металла и установленные в подшипниках прокатного стана слева и справа при гладких валах реброобразующие ролики разной формы, при этом все валы установлены парами, оси всех валов параллельны между собой и перпендикулярны осям реброобразующих роликов, устройство радиусной гибки содержит направляющий рольганг, гибочную клеть горизонтальную с электроприводом с парами зубчатых роликов поперечных профилей, гибочную клеть вертикальную с электроприводом, поддерживающие ролики, поворотный стол, радиусообразующие ролики устройства радиусной гибки выполнены зубчатыми, один вогнутый, другой выпуклый, и установлены в гибочной клети вертикальной.
Данное устройство для профилирования и гибки полосы металла объединяет в себе выполнение операций, как профилирование кромок, так и ребер жесткости, и гибки полосы по данному радиусу.
Однако этим и ограничиваются функциональные возможности устройства, посредством которого из полосы металла изготавливают профили по типу волнистых листов шифера, применяемые при выполнении кровельных работ в промышленном и индивидуальном строительстве, например, при сооружении ангаров или подобных арочных (цилиндрических) конструкций.
Технической задачей предлагаемого изобретения является создание автоматизированного устройства с широкими функциональными возможностями, позволяющего изготавливать готовые элементы конструкций из профиля многофункционального назначения для сборки из них различных объемных пространственных конструкций, имеющих широкие возможности использования в строительстве зданий и сооружений.
Поставленная задача решается тем, что в предлагаемом решении автоматизированное устройство снабжено дополнительными рабочими позициями с оснасткой и инструментом, дополнительные рабочие позиции встроены пооперационно в прокатный стан и образуют с ним роликогибочную линию для изготовления отдельных профилированных элементов С-образного сечения по заданной компьютером программе, а рабочие и дополнительные рабочие позиции роликогибочной линии закрыты подвижным экраном и разделены на зоны, а именно: зону загрузки ленты, зону считывания и определения точки отсчета длины протяжки ленты, зону перфорирования ленты, зону профилирования и протяжки ленты, зону загиба кромок, зону пробивки отверстий под крепежные элементы, зону вырезки фланцев, зону обжима и обрезки профиля по длине, зону выгрузки готового профиля, причем определитель длины полосы металла выполнен в виде механизма считывания и определения точки отсчета длины протяжки ленты и размещен в зоне считывания и определения точки отсчета длины протяжки ленты.
Кроме того, программное обеспечение компьютера выполнено с возможностью нахождения и выдачи на принтер для распечатки сборочного чертежа заданной сборной конструкции, в автоматическом режиме задавать и изготавливать по предопределенным алгоритмам на роликогибочной линии отдельные элементы для заданной сборной конструкции, а само автоматизированное устройство снабжено принтер-маркером для маркировки каждого элемента сборной конструкции с указанием номера, его длины, веса, координат нахождения этого элемента на чертеже сборной конструкции.
Кроме того, зона загрузки ленты снабжена направляющим лотком, а зона считывания и определения точки отсчета длины протяжки ленты снабжена механизмом считывания и определения точки отсчета длины протяжки ленты, который выполнен в виде двух роликов, нижнего и верхнего, нижний ролик выполнен считывающим, его торец покрыт фрикционным материалом, а верхний ролик выполнен прижимным и установлен с возможностью контакта с торцом нижнего ролика.
Кроме того, зона перфорирования ленты размещена после зоны считывания и определения точки начала отсчета длины протяжки ленты, снабжена блоком исполнительных механизмов для перфорирования с набором инструмента для вырубки сервисных отверстий, и/или вырубки кромок, и/или вырезки окон для перекрестного соединения, и/или вырубки для пуансонов, и/или обрезки под углом, причем блок исполнительных механизмов для перфорирования выполнен в виде горизонтального основания, на котором размещены приводные гидроцилиндры с набором сменных режущих инструментов.
Кроме того, в зоне профилирования и протяжки ленты, которая выполнена в виде ряда профилирующих валков, нижних и верхних, нижние из которых формообразующие, первая пара профилирующих валков установлена с возможностью захвата и передачи сигнала на включение механизма считывания и определения точки начала отсчета длины протяжки ленты, а остальные пары профилирующих валков установлены с возможностью протяжки ленты.
Кроме того, зона загиба кромок размещена после зоны профилирования и протяжки ленты и предназначена для загиба кромок и получения, преимущественно, Сообразного сечения изготавливаемого профиля посредством механизма загиба кромок.
Кроме того, зона пробивки отверстий под крепежные элементы предназначена для пробивки отверстий в боковинах полученного С-образного профиля под саморезы и/или под трубчатые заклепки для соединения отдельных элементов С-образного профиля в сборную каркасную конструкцию и снабжена механизмом пробивки отверстий.
Кроме того, зона вырезки фланцев снабжена механизмом вырезки фланцев, который выполнен в виде пространственной конструкции, на которой в качестве исполнительных механизмов размещены и установлены под углом друг к другу и к основанию С-образного профиля два гидроцилиндра, рабочие органы которых снабжены режущим инструментом.
Кроме того, зона обжима и обрезки профиля по длине предназначена для местного обжима полученного С-образного профиля и снабжена совмещенным механизмом обжима и режущего устройства в виде жесткой пространственной конструкции с гидроцилиндром в качестве исполнительного механизма и режущим инструментом в виде плоского ножа.
Кроме того, механизм загиба кромок выполнен в виде горизонтального основания, снизу которого по бокам размещены направляющие с роликами, посредством которых осуществляют прокатку с загибом кромок.
Кроме того, механизм пробивки отверстий под крепежные элементы выполнен в виде основания, на котором размещены в качестве исполнительного механизма гидроцилиндры со сменными инструментами пробивки или в виде усеченного конуса для получения углублений под головку саморезов, или в виде цилиндра для получения отверстий под трубчатые заклепки.
Технический результат от использования предлагаемого изобретения заключается том, что создано автоматизированное универсальное устройство, позволяющее не только получать С-образный профиль, но и расширять его многофункциональность, выполняя из него отдельные элементы, используемые для изготовления из них различных сборных конструкций. Благодаря заложенной компьютерной программе на этом устройстве возможно выполнять, кроме профилирования, различные операции, а именно, например: вырубку сервисных отверстий, вырубку кромок, вырубку окон для перекрестного соединения, вырубку для пуансонов, обрезку под углом, пробивку отверстий под крепежные элементы, вырезку фланцев, обжим. Это многообразие операций позволяет изготавливать из полученного С-образного профиля отдельные готовые элементы для изготовления из них различных сборных несущих объемных пространственных конструкций, используемые в дальнейшем в каркасном строительстве зданий и сооружений в качестве, например, несущих стен, перегородок, в виде ферм перекрытий и покрытий.
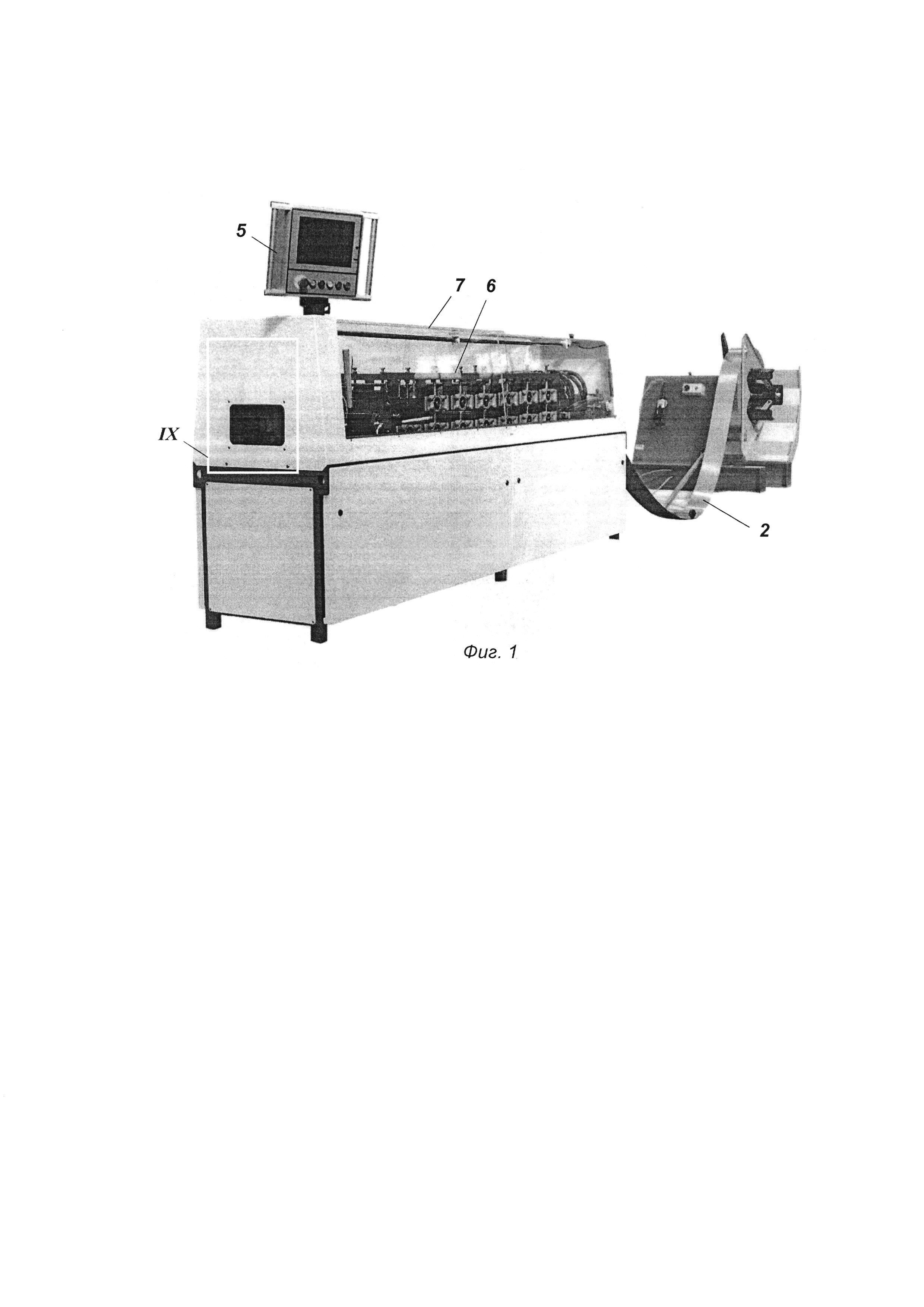
На фиг. 1 изображен общий вид автоматизированного устройства с разматывателем ленты со стороны выгрузки готового С-образного профиля;
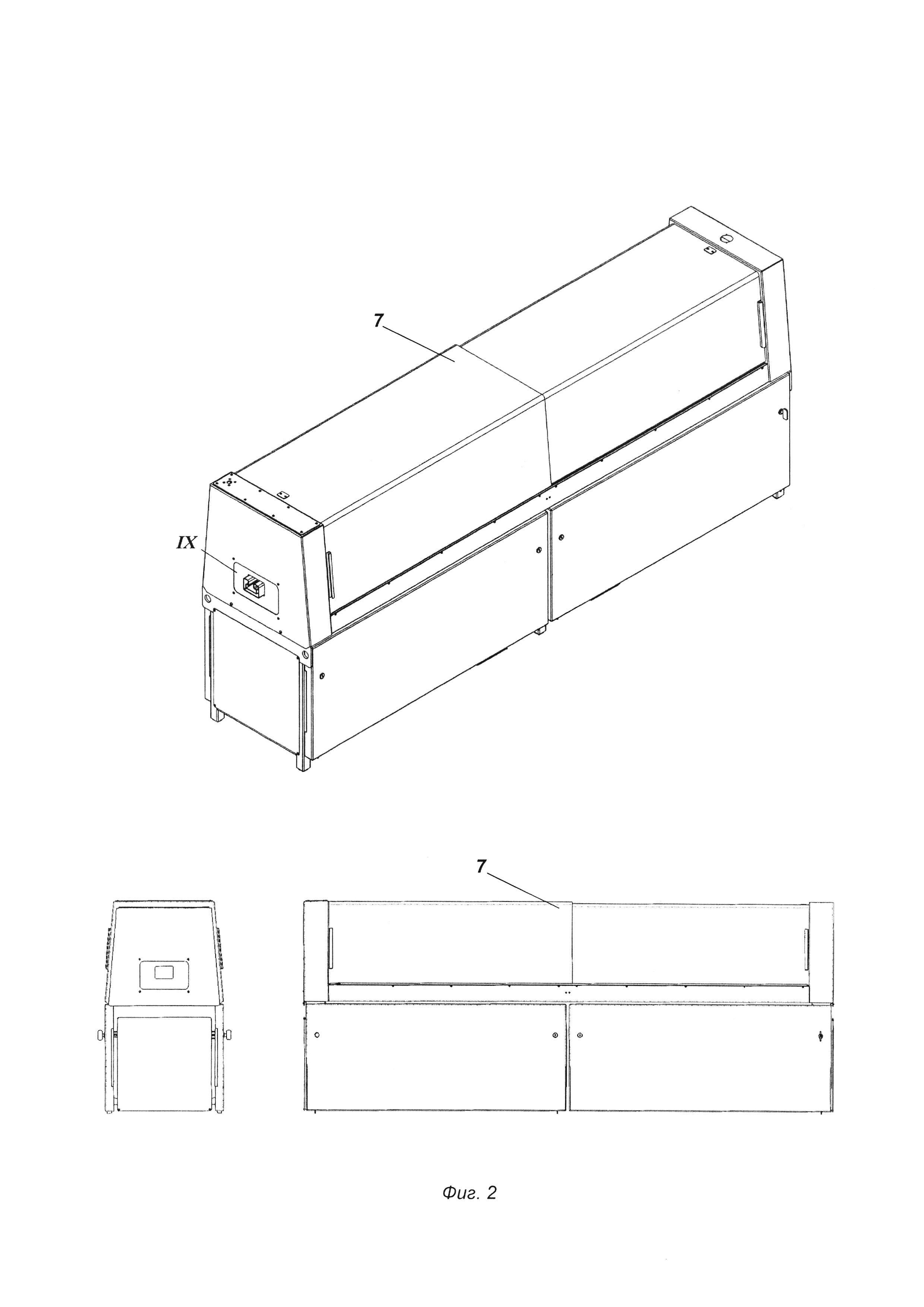
на фиг. 2 изображены виды станка - спереди, сбоку и ¾ сверху-сзади;
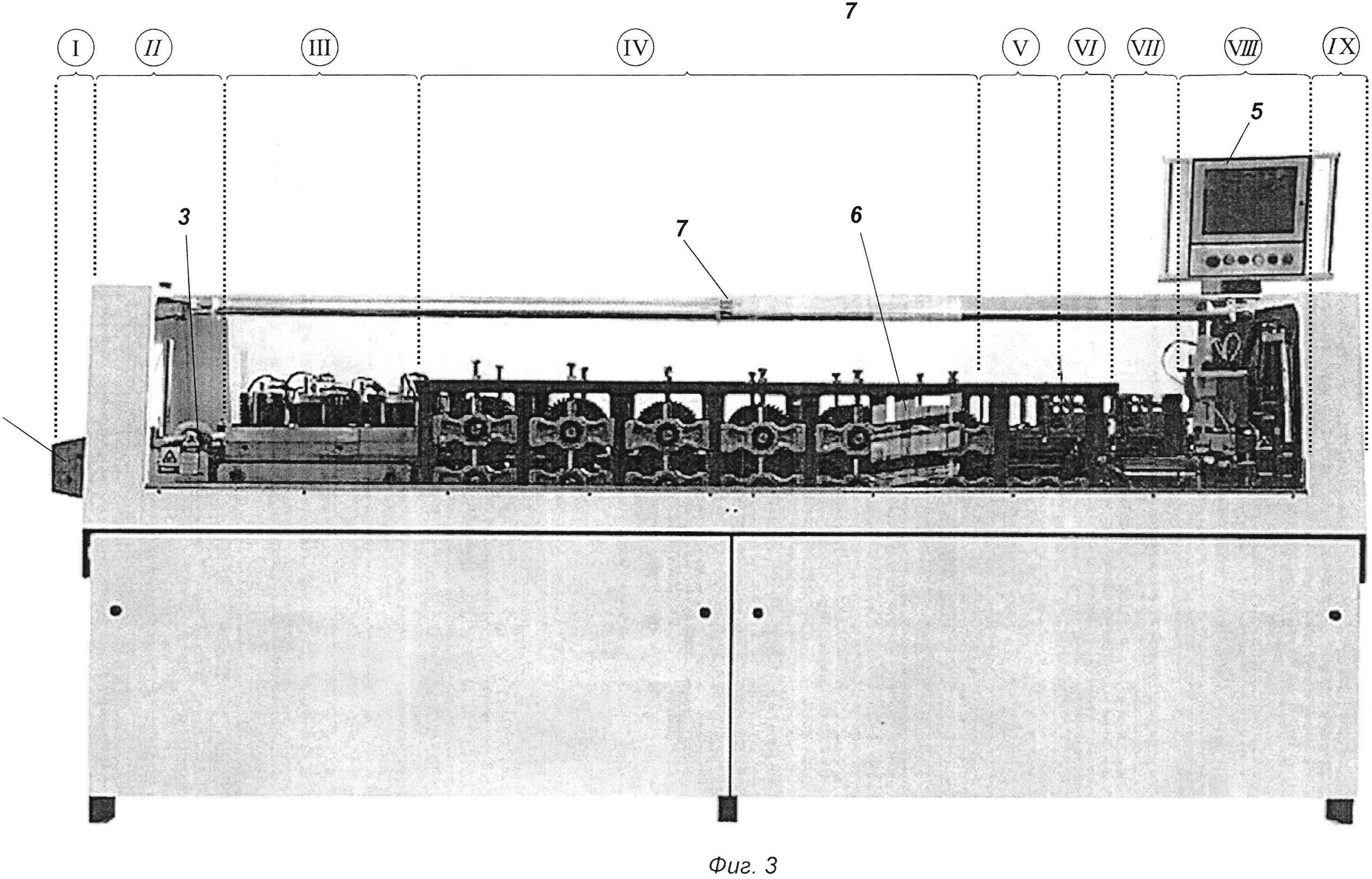
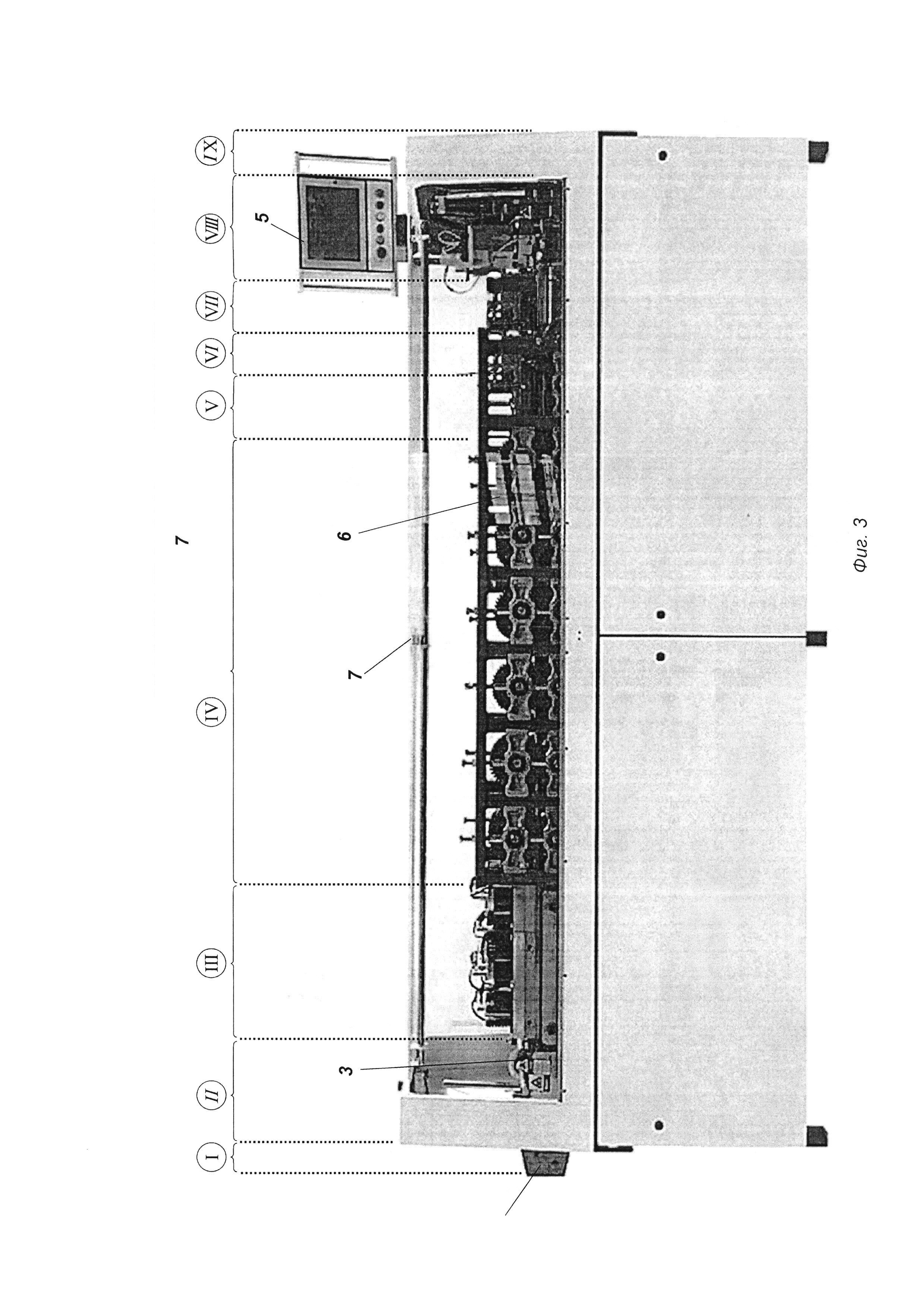
на фиг. 3 - станок на виде спереди с обозначением технологических зон обработки ленты;
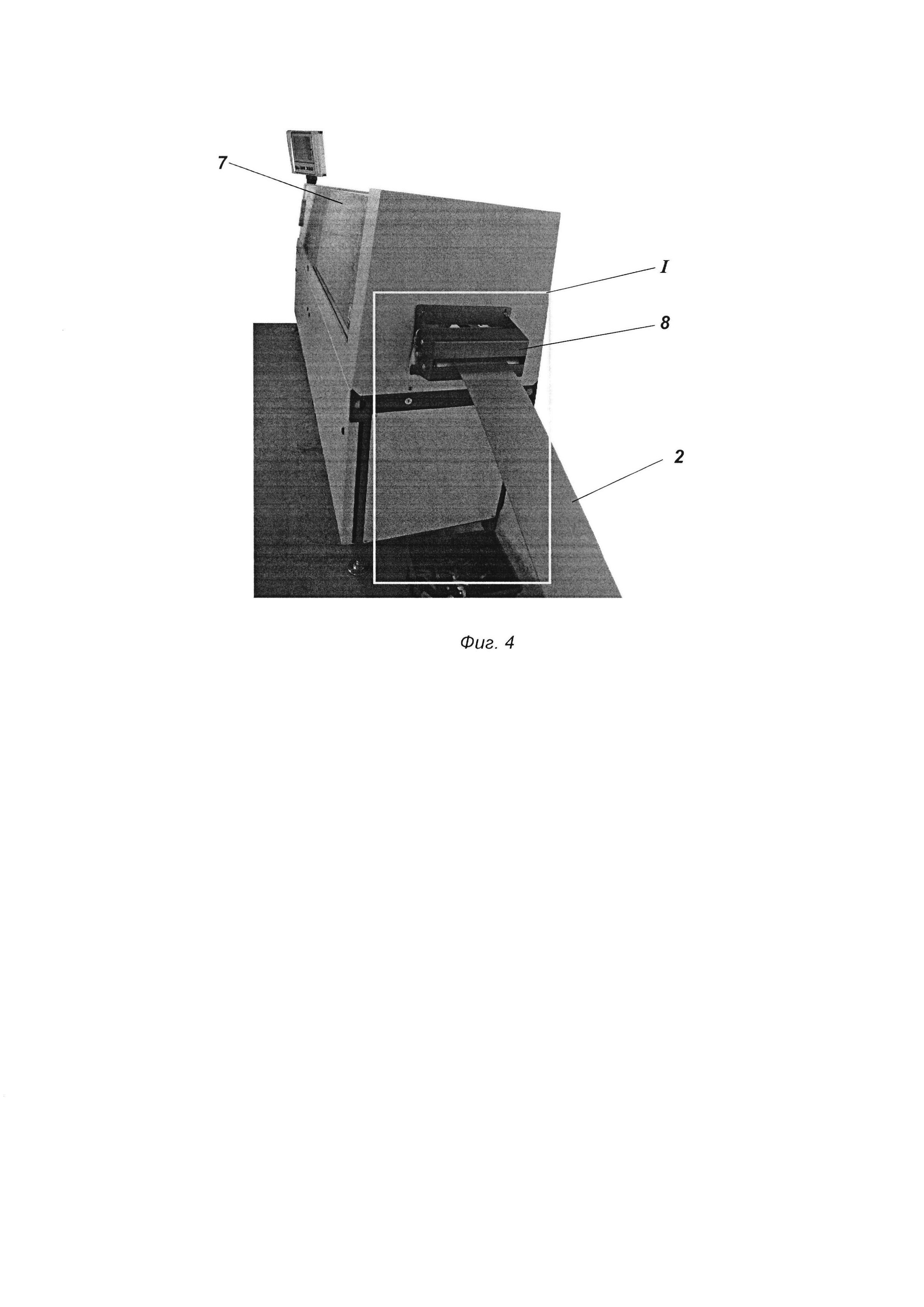
на фиг. 4 - вид станка со стороны зоны загрузки ленты;
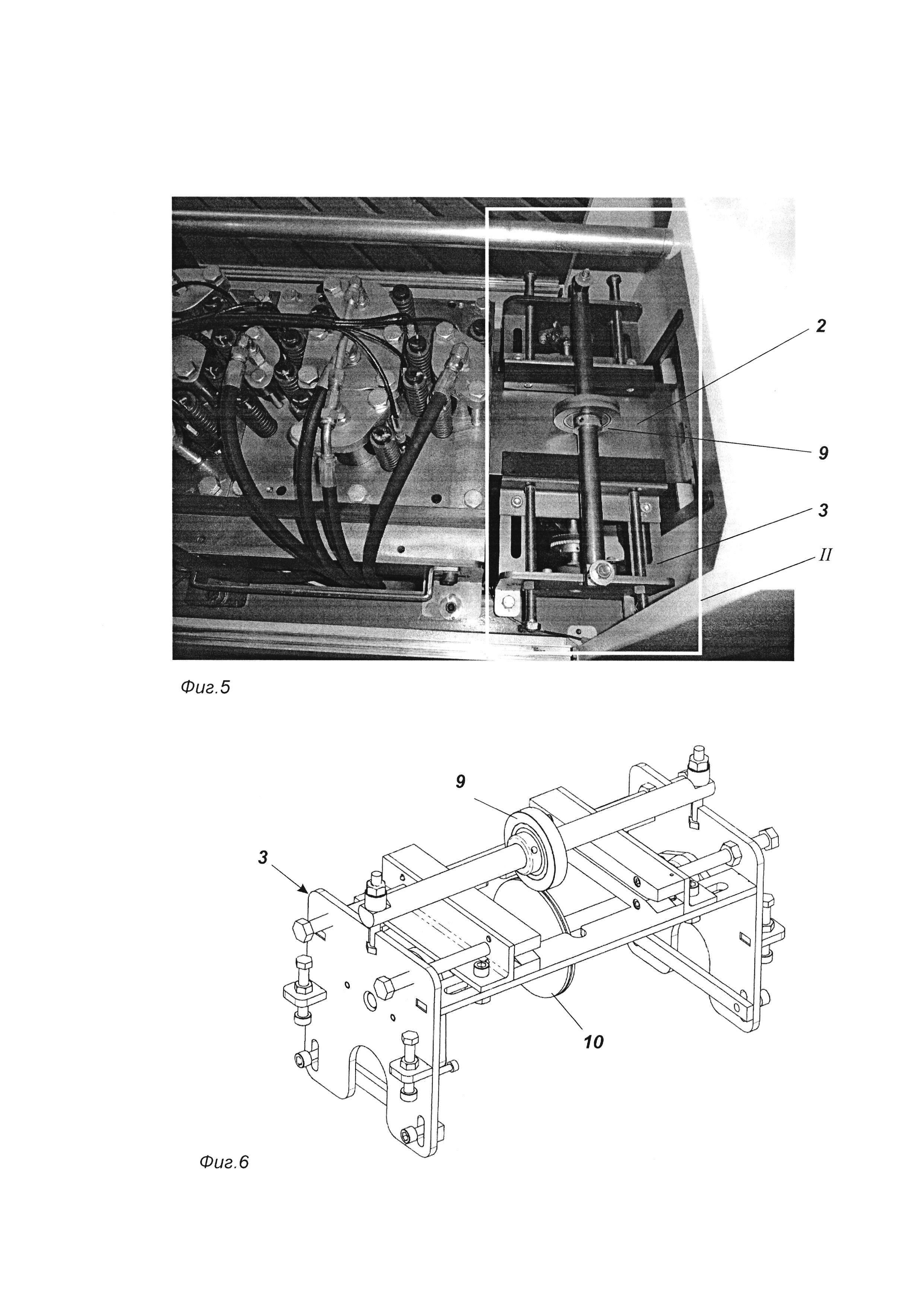
на фиг. 5 - механизм считывания и определения точки начала отсчета длины протяжки ленты и его размещение в одноименной зоне;
на фиг. 6 - механизм считывания и определения точки начала отсчета длины протяжки ленты;
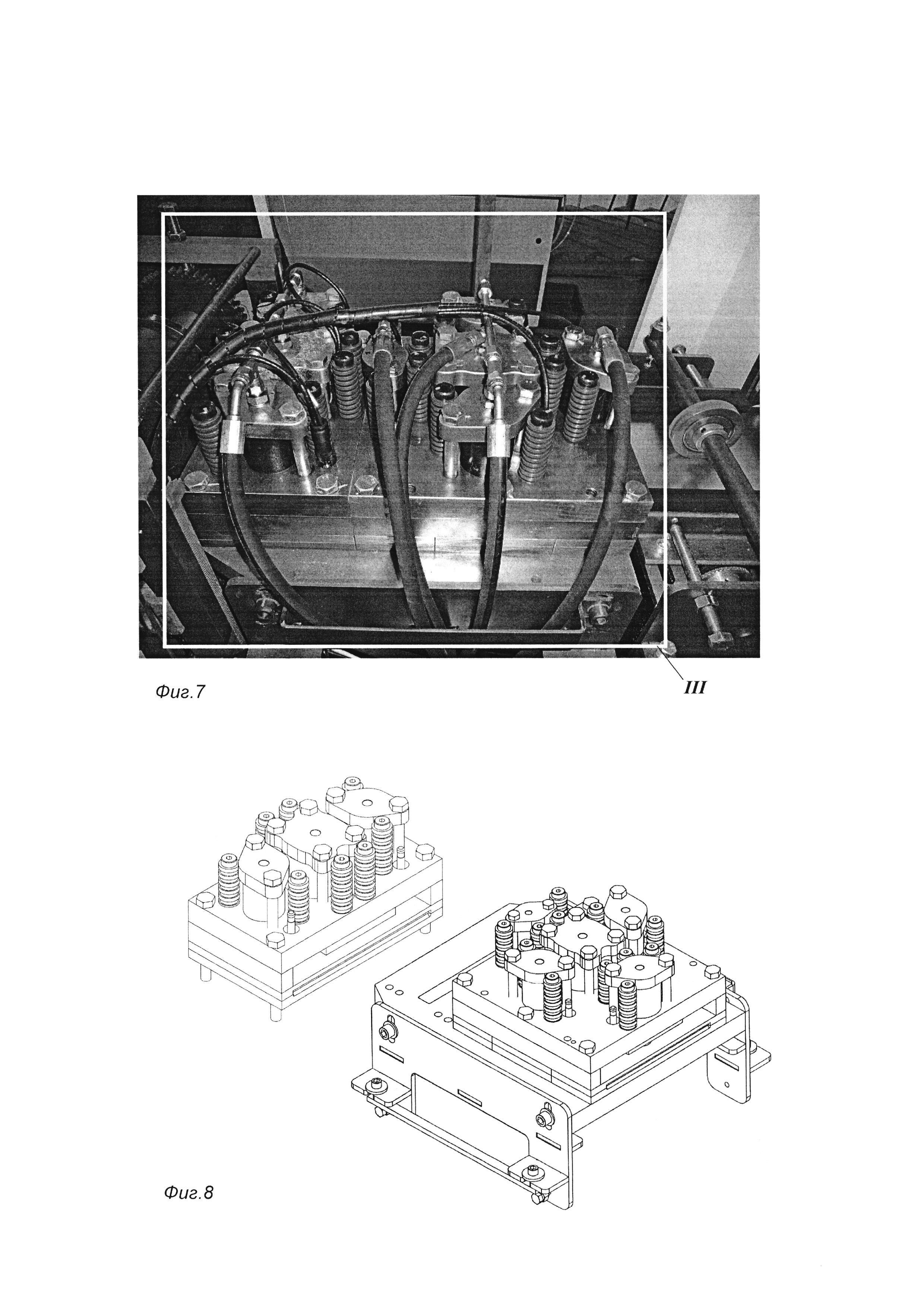
на фиг. 7 - блок перфорирования с исполнительными механизмами и его размещение в одноименной зоне;
на фиг. 8 - группы исполнительных механизмов, объединяемых в один блок перфорирования;
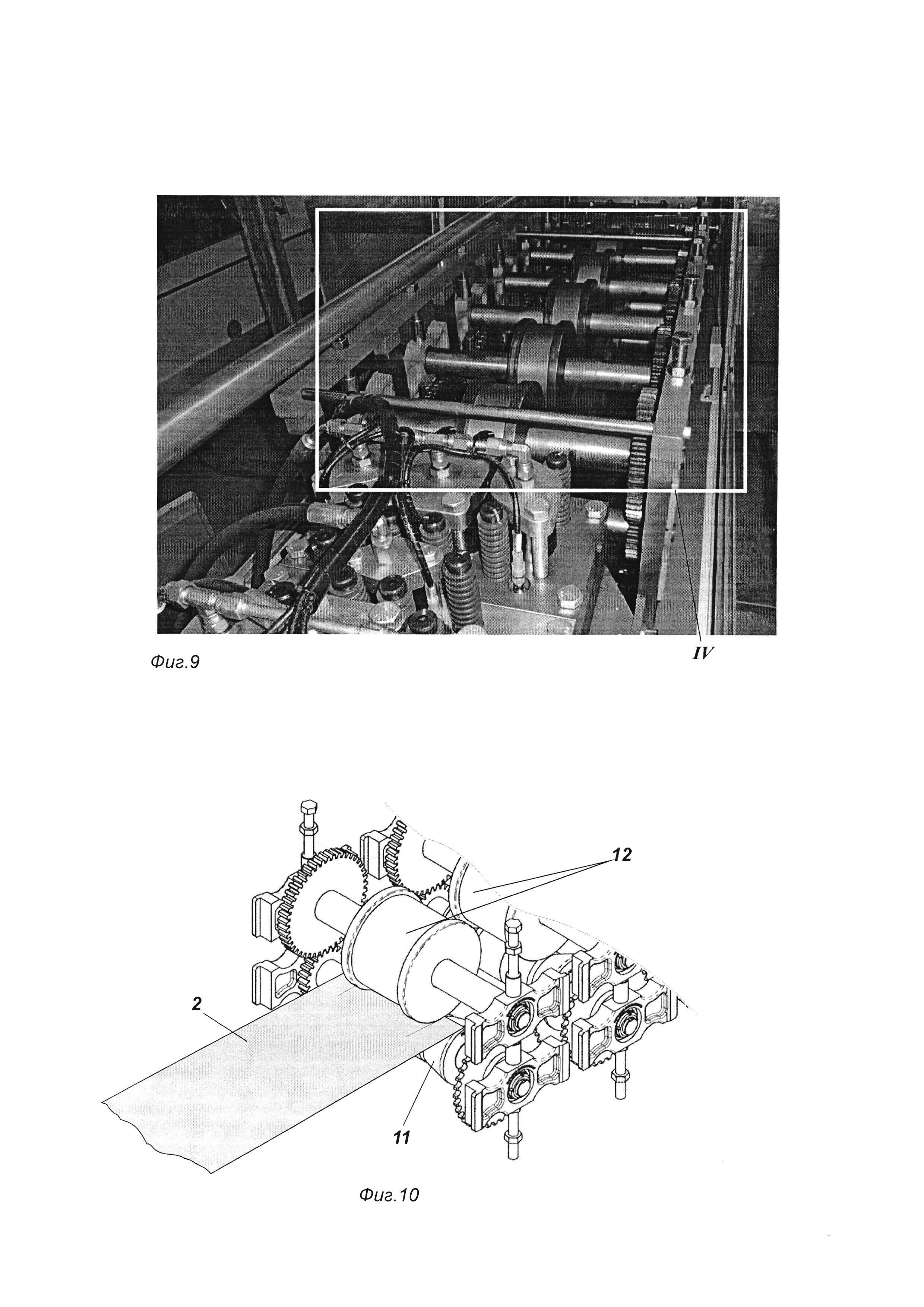
на фиг. 9 - зона профилирования и протяжки ленты, размещенная после зоны перфорирования ленты;
на фиг. 10 - фрагмент зоны профилирования в начальной фазе захвата и протяжки ленты первой парой профилирующих валков;
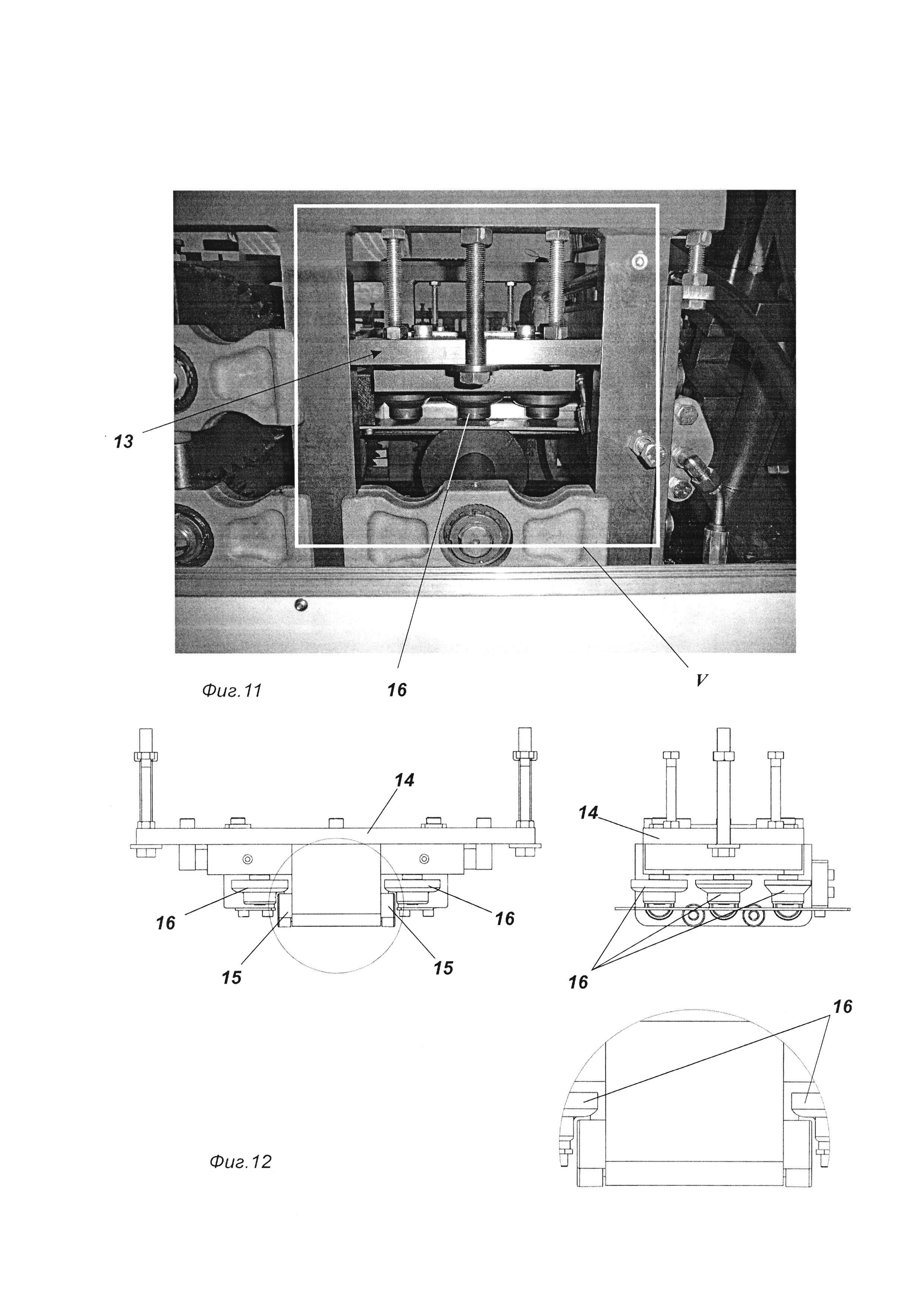
на фиг. 11 - механизм загиба кромок профиля с преобразованием его в профиль С-образного сечения и размещение этого механизма в одноименной зоне;
на фиг. 12 - механизм загиба кромок профиля с преобразованием его в профиль С-образного сечения;
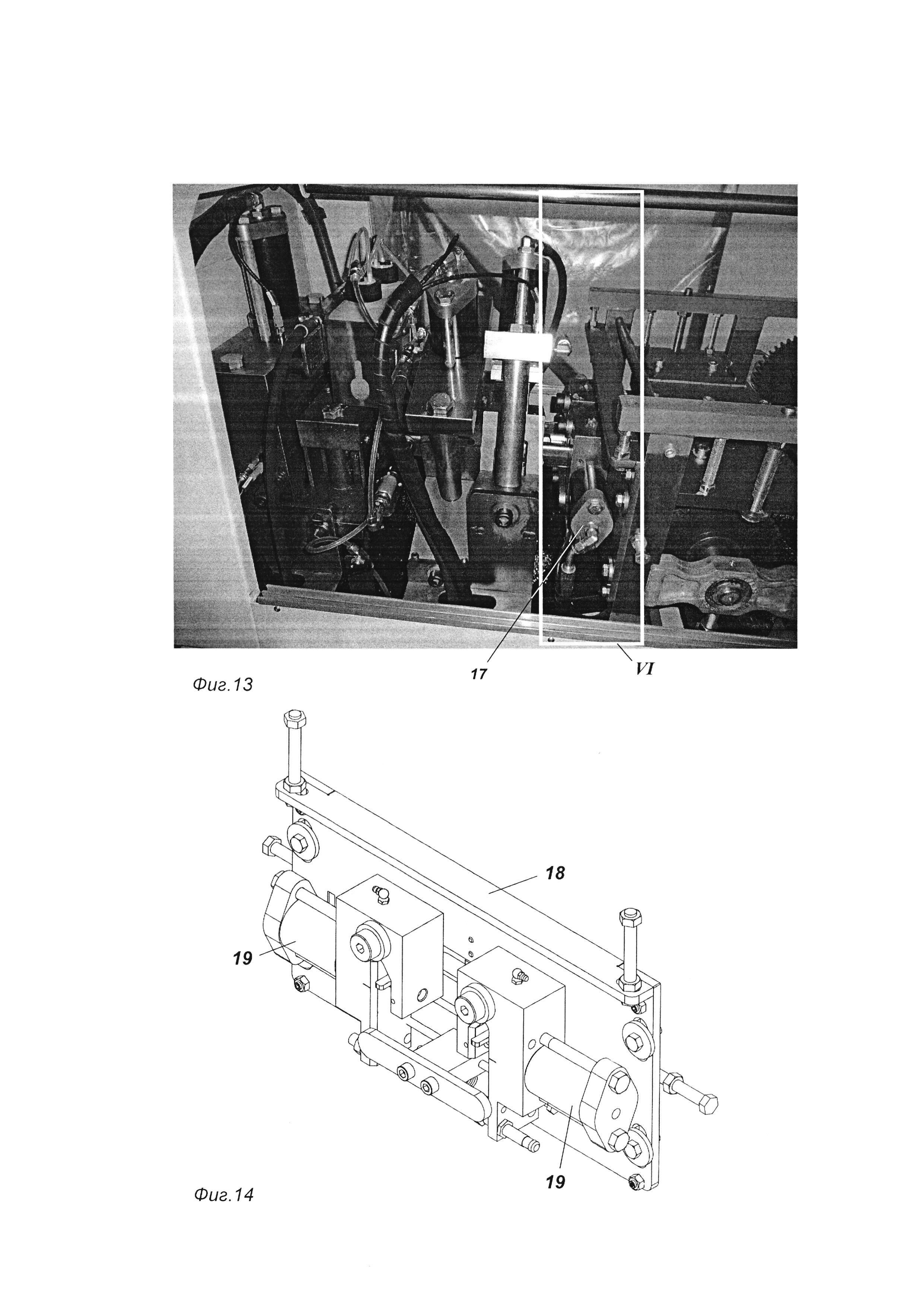
на фиг. 13 - механизм пробивки отверстий в боковинах С-образного профиля под крепежные элементы и его размещение в одноименной зоне;
на фиг. 14 - механизм пробивки отверстий в боковинах С-образного профиля под крепежные элементы;
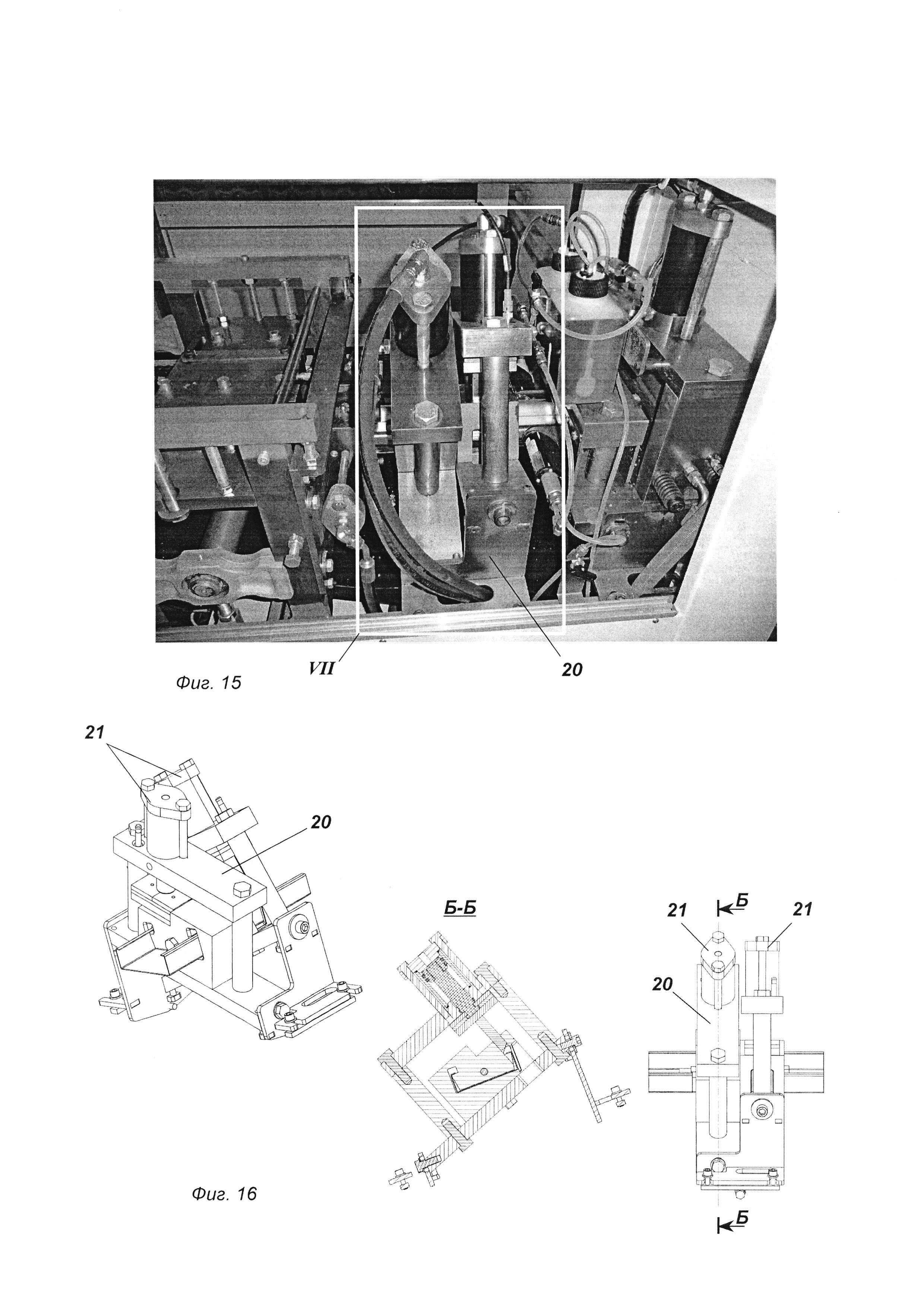
на фиг. 15 - механизм вырезки фланцев в С-образном профиле и его размещение в одноименной зоне;
на фиг. 16 - механизм вырезки фланцев в С-образном профиле;
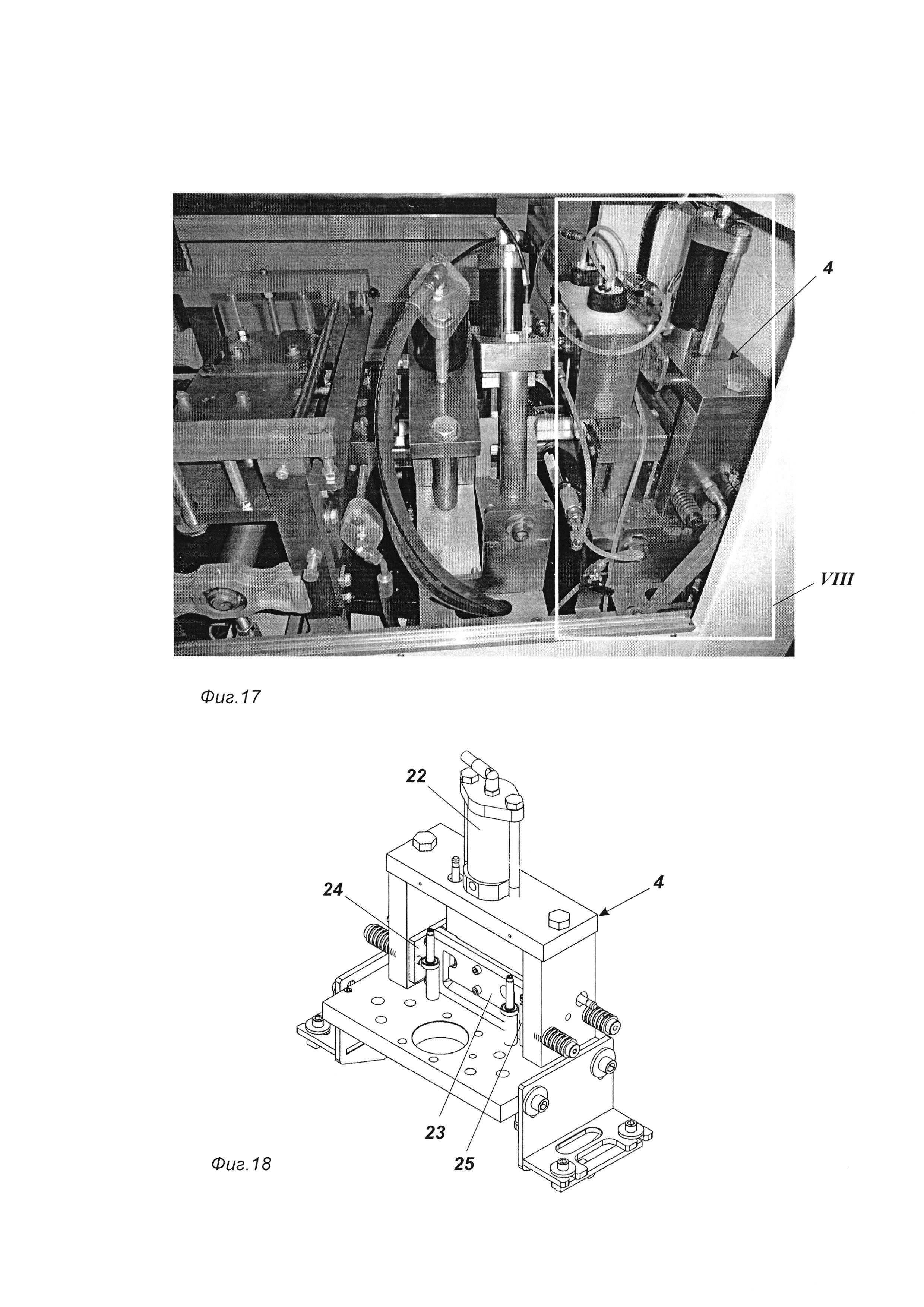
на фиг. 17 - устройство обжима и обрезки готового профиля по длине и его размещение в одноименной зоне;
на фиг. 18 - совмещенный механизм обжима и обрезки готового С-образного профиля по длине;
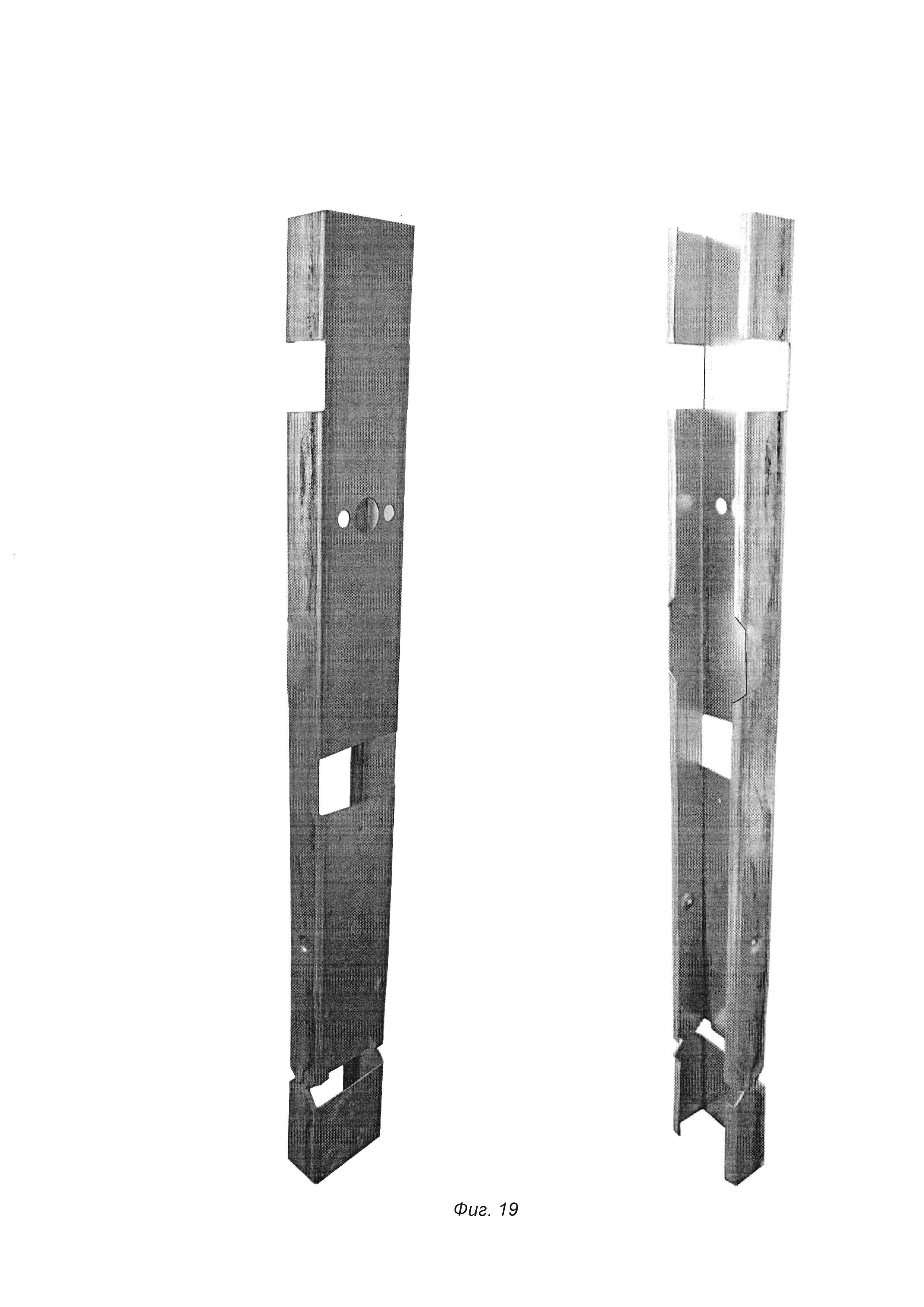
на фиг. 19 - фрагмент С-образного профиля с примерами некоторых видов различных перфораций, технологических вырезок, отверстий, вырубки и пробивки различных сервисных отверстий и окон;
на фиг. 20 - конструкция фермы, выполненной из отдельных элементов С-образного профиля, выполняемых на данном автоматизированном устройстве.
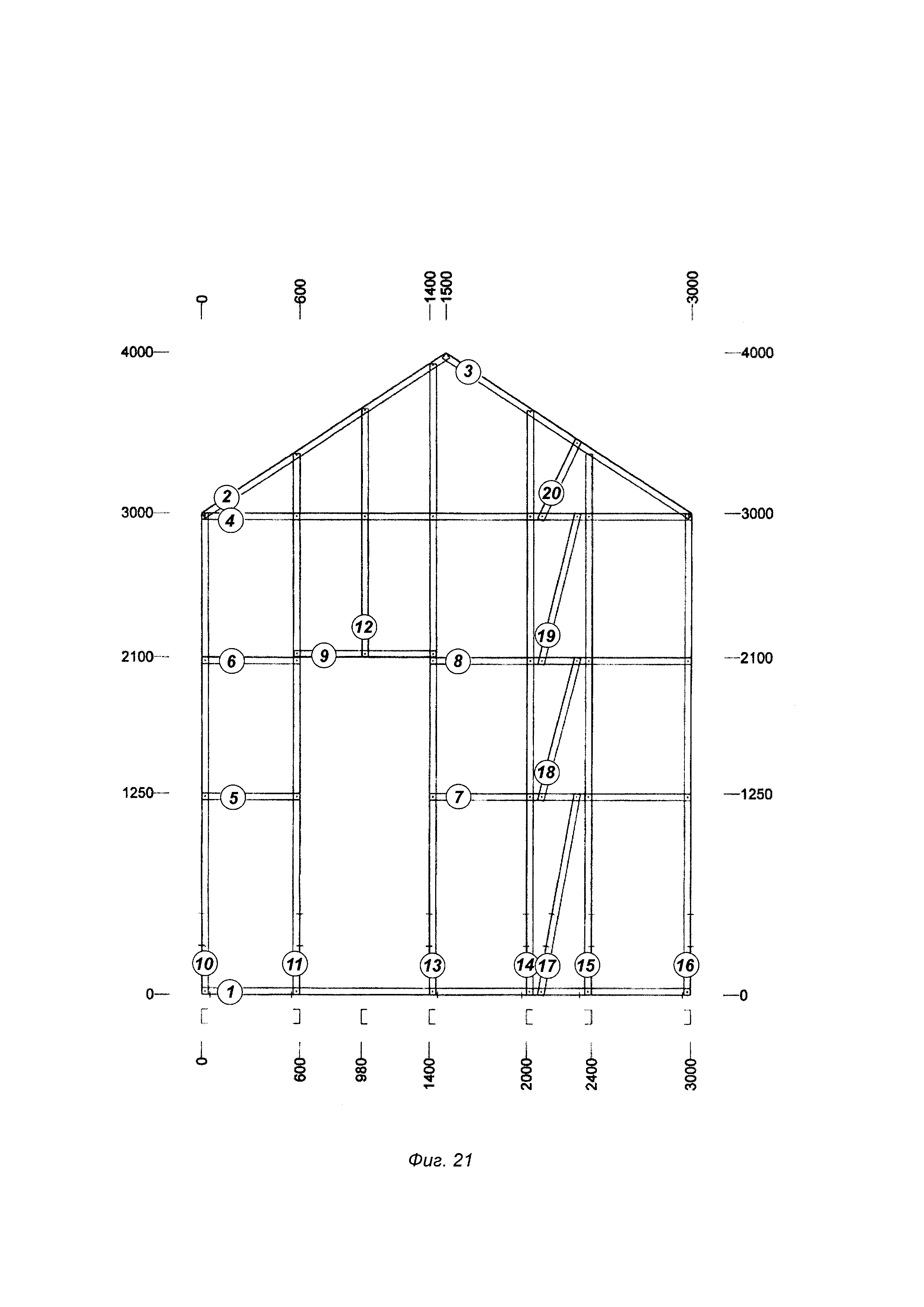
на фиг. 21 - исходный сборочный чертеж конструкции.
Автоматизированное устройство для изготовления С-образного профиля и отдельных элементов С-образного сечения с многофункциональным назначением содержит разматыватель 1 рулонов ленты, прокатный стан с электроприводом и рабочими позициями для профилирования ленты 2, механизм 3 считывания и определения точки начала отсчета длины протяжки ленты, совмещенный механизм 4 обжима и режущего устройства, работающего по сигналу механизма 3 считывания и определения точки начала отсчета длины протяжки ленты, а также компьютер 5 с программным обеспечением.
Программное обеспечение компьютера 5 выполнено с возможностью нахождения и выдачи на принтер для распечатки сборочного чертежа заданной сборной конструкции, в автоматическом режиме задавать и изготавливать по предопределенным алгоритмам отдельные элементы для заданной сборной конструкции, а само автоматизированное устройство снабжено принтер-маркером для маркировки каждого элемента сборной конструкции с указанием номера, его длины, веса, координат нахождения этого элемента на чертеже сборной конструкции.
Устройство снабжено дополнительными рабочими позициями с оснасткой и инструментом. Дополнительные рабочие позиции встроены пооперационно в прокатный стан и образуют с ним роликогибочную линию 6 для изготовления отдельных профилированных элементов С-образного профиля по заданной компьютером 5 программе. А рабочие и дополнительные рабочие позиции роликогибочной линии 6 закрыты подвижным экраном 7 и разделены на зоны, а именно: зону I загрузки ленты, зону II считывания и определения точки начала отсчета длины протяжки ленты, зону III перфорирования ленты, зону IV профилирования и протяжки ленты, зону V загиба кромок, зону VI пробивки отверстий под крепежные элементы, зону VII вырезки фланцев, зону VIII обжима и обрезки профиля по длине, зону IX выгрузки готового профиля.
Зона I загрузки ленты снабжена направляющим лотком 8, а зона II считывания и определения точки начала отсчета длины протяжки ленты снабжена механизмом 3 считывания и определения точки начала отсчета длины протяжки ленты, который выполнен в виде двух роликов, верхнего 9 и нижнего 10. Верхний ролик 9 выполнен прижимным, его торец покрыт фрикционным материалом, а нижний ролик 10 установлен с возможностью контакта с торцом верхнего ролика 9.
Зона III перфорирования ленты размещена после зоны II считывания и определения точки начала отсчета длины протяжки ленты, снабжена блоком исполнительных механизмов с набором инструментов (фиг. 7, 8) для вырубки сервисных отверстий, и/или вырубки кромок, и/или вырезки окон для перекрестного соединения, и/или вырубки для пуансонов, и/или обрезки под углом в зависимости от заложенной в компьютер 5 программы изготовления тех или иных заготовок отдельных элементов С-образного профиля. Причем блок исполнительных механизмов для перфорирования выполнен в виде горизонтального основания, на котором размещены приводные гидроцилиндры с набором сменных режущих инструментов.
Зона IV профилирования и протяжки ленты (фиг. 9, 10) выполнена в виде ряда профилирующих валков, нижних 11 и верхних 12, нижние 11 из которых формообразующие. Профилирующие валки установлены попарно и имеют электрический привод.
Первая пара профилирующих валков 11 и 12 установлена с возможностью захвата ленты 2 и передачи сигнала на включение механизма считывания и определения точки начала отсчета длины протяжки ленты, а остальные пары профилирующих валков установлены с возможностью протяжки ленты 2.
Зона V загиба кромок (фиг. 11, 12) размещена после зоны IV профилирования и протяжки ленты и предназначена для загиба кромок и окончательного получения С-образного сечения профиля посредством механизма 13 загиба кромок. Механизм 13 загиба кромок выполнен в виде горизонтального основания 14, снизу которого по бокам размещены направляющие 15 с роликами 16, посредством которых и осуществляют прокатку с загибом кромок.
Зона VI пробивки отверстий под крепежные элементы (фиг. 13, 14) предназначена для пробивки отверстий в боковинах полученного С-образного профиля под саморезы и/или под трубчатые заклепки для соединения отдельных элементов С-образного профилей в сборную каркасную конструкцию и снабжена механизмом 17 пробивки отверстий. Механизм 17 пробивки отверстий под крепежные элементы выполнен в виде основания 18, на котором размещены в качестве исполнительного механизма гидроцилиндры 19 со сменными инструментами пробивки в виде или усеченного конуса для получения углублений под головку саморезов, или в виде цилиндра для получения отверстий под трубчатые заклепки.
Зона VII вырезки фланцев (фиг. 15, 16) снабжена механизмом 20 вырезки фланцев. Механизм 20 вырезки фланцев выполнен в виде пространственной конструкции, на которой в качестве исполнительных механизмов размещены и установлены под углом друг к другу и к основанию С-образного профиля два гидроцилиндра 21, рабочие органы которых снабжены режущим инструментом.
Зона VIII обжима и обрезки профиля по длине (фиг. 17, 18) предназначена для местного обжима полученного С-образного профиля и снабжена совмещенным механизмом 4 обжима и режущего устройства, в виде жесткой пространственной конструкции с гидроцилиндром 22 в качестве исполнительного механизма и с режущим инструментом в виде плоского ножа 23.
Обжим выполняют двумя пуансонами 24 и 25, размещенными по обе стороны С-образного профиля, для осуществления перекрестного соединения отдельных элементов сборной конструкции.
Автоматизированное устройство для изготовления С-образного профиля и отдельных элементов С-образного сечения с многофункциональным назначением работает следующим образом.
Предварительно, перед началом изготовления элементов заданной сборной конструкции оператор выбирает на компьютере 5 соответствующую программу, по которой на принтер выходит исходный сборочный чертеж конструкции. На чертеже указан номер элемента и координаты нахождения его в сборной конструкции. Проверив и утвердив полученную информацию, оператор запускает роликогибочную линию 6.
В начале устанавливают в разматыватель 1 автоматизированного устройства рулон ленты 2.
Далее, вращают рулон ленты 2 в разматывателе 1, вручную заправляют ленту 2 в направляющий лоток 8, затем ее протаскивают между верхним прижимным роликом 9 и нижним считывающим роликом 10 механизма 3 считывания и определения точки длины протяжки ленты и далее протаскивают, минуя зону III перфорирования ленты, к зоне IV профилирования и протяжки ленты до первой пары профилирующих валков 11 и 12, которые ее захватывают. В момент захвата ленты 2 первой парой профилирующих валков 11 и 12 подается сигнал на включение механизма 3 считывания и определения точки начала отсчета длины протяжки ленты 2 и разрешающий сигнал на включение запуска выбранной оператором программы. Автоматизированное устройство готово к работе и находится в режиме ожидания запуска программы.
Оператор включает запуск выбранной программы. Место начала технологической обработки ленты 2 конкретными рабочими позициями роликогибочной линии 6 задается механизмом 3 считывания и определения точки начала отсчета длины протяжки ленты согласно конкретно выбранной программы, а именно: в зоне III перфорирования, посредством блока исполнительных механизмов для перфорирования, производят вырубку сервисных отверстий, и/или вырубку кромок, и/или вырезки окон для перекрестного соединения, и/или вырубки для пуансонов, и/или обрезки под углом в зависимости от заложенной в компьютер 5 программы изготовления тех или иных заготовок отдельных элементов С-образного профиля.
После вырубки и вырезки заложенных сервисных отверстий еще плоскую ленту 2 протягивают в зону IV профилирования. Здесь ее посредством профилирующих валков протягивают от одной пары валков к другой и одновременно профилируют и получают профиль П-образного сечения.
После зоны IV профилирования полученный П-образный профиль перемещают в зону V загиба кромок для выполнения загиба кромок и окончательного получения профиля С-образного сечения посредством механизма загиба кромок 13, ролики 16 которого осуществляют прокатку профиля с одновременным загибом кромок. Заданный С-образный профиль таким образом получен.
Для окончательного получения заданных отдельных элементов необходимо еще произвести несколько технологических операций.
Для этого в зоне VI пробивают отверстия под крепежные элементы в боковинах полученного С-образного профиля или под саморезы, и/или под трубчатые заклепки посредством пробивки или в виде усеченного конуса для получения углублений под головку саморезов, или в виде цилиндра для получения отверстий под трубчатые заклепки.
В следующей зоне VII посредством механизма 20 вырезки фланцев производят их вырезку режущим инструментом.
В зоне VIII осуществляют местный обжим полученного С-образного профиля посредством двух пуансонов 24 и 25, размещенных по обе стороны С-образного профиля, и обрезку профиля по длине с помощью совмещенного механизма 4 обжима и режущего устройства, по сигналу от механизма 3 считывания и определения точки начала отсчета длины протяжки ленты, осуществляют обрезку окончательно полученного профиля по длине и, тем самым, получают отдельный спрофилированный элемент из С-образного профиля по заданной компьютером 5 программе.
И в последней зоне IX выгрузки готовых изделий полученный отдельный готовый элемент С-образного профиля по рольгангу перемещают в зону готовых изделий.
Таким же образом изготавливают нужное количество отдельных элементов по типоразмерам, необходимое для изготовления выбранной сборной конструкции.
Затем из полученных отдельных элементов собирают несущие плоские и пространственные конструкции, используемые в дальнейшем в каркасном строительстве зданий и сооружений в качестве, например, несущих стен, перегородок, в виде ферм перекрытий и покрытий.
Использование предлагаемого технического решения позволило создать автоматизированное устройство с широкими функциональными возможностями, позволяющее получать различные элементы из С-образного профиля многофункционального назначения с разнообразным исполнением конкретных элементов, из которых собирают по исходному сборочному чертежу конкретные плоские, объемно-пространственные и легкие, но жесткие несущие конструкции, используемые в дальнейшем в каркасном строительстве зданий и сооружений.
Возведение сборных зданий наилучшим образом удовлетворяет индустриализации, снижению стоимости и сроков строительства. Все собранные элементы сооружений изготавливают на предприятиях, где технологические процессы полностью механизированы и, в значительной степени, автоматизированы. На строительной площадке ведется лишь сборка конструкций для зданий из готовых элементов заводского производства. Это позволяет повысить качество выполнения работ при снижении трудоемкости строительства.
Заявленное автоматизированное устройство позволяет разработать единую структурно-функциональную модель автоматизированной системы управления и производства монтажными работами, включающей в себя информационное обеспечение и средства автоматизации управления механизмами проектирования, изготовления и доставки готовых конструкций к месту сборки и монтажа.

Каркасное здание
Способ изготовления большепролетных покрытий ангара, большепролетное покрытие ангара (варианты)
Способ очистки сточных вод с получением очищенной воды и обеззараженных отходов
Способ строительства сооружения
Атомная электрическая станция
Несъёмная опалубочная система для крупноблочного строительства сооружений
Способ определения огнестойкости монолитной сталежелезобетонной плиты перекрытия здания
Способ сухого строительства энергоэффективного здания
Способ монтажа внутренней стены и ограждающей перегородки
Атомная электрическая станция
Несъёмная опалубочная система для крупноблочного строительства сооружений
Способ определения параметров трещиностойкости бетона в изделии
Способ определения огнестойкости монолитной сталежелезобетонной плиты перекрытия здания
Способ сухого строительства энергоэффективного здания
Способ монтажа внутренней стены и ограждающей перегородки

