Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ АЭРОДИНАМИЧЕСКИХ ПОВЕРХНОСТЕЙ ЛОПАТОК РОТОРОВ ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ НА СТАНКАХ С ЧПУ
Вид РИД
Изобретение
Предлагаемое изобретение относится к области обработки металлов резанием и может быть использовано в машиностроении, а именно в авиадвигателестроении, при обработке профиля пера рабочих лопаток газотурбинных двигателей, в частности лопаток компрессора, концевыми фрезами на фрезерных станках с числовым программным управлением (ЧПУ).
При изготовлении аэродинамических моделей лопаток роторов газотурбинных двигателей, предъявляются особые требования к точности изготовления (~0,02-0,05 мм), существенно превышающие требования к конструкциям в составе серийных изделий. Основную сложность представляет изготовление аэродинамических поверхностей лопаток, имеющих малые относительные толщины при выраженном осевом габарите (200-300 мм). Толщина профиля в концевом сечении может достигать 0,7-0,8 мм при длине хорды ~40 мм. При таких толщинах наряду с требованиями по точности изготовления возникает ряд эффектов, существенно осложняющих изготовление таких деталей.
Сила резания при фрезеровании отжимает деталь от инструмента. При малых относительных толщинах, характерных для лопаток вентиляторов, величина отжима может существенно превышать точность обработки, что приведет к недоработке припуска в зонах с малой жесткостью и соответственно большим прогибам. Определяющее влияние на величину прогиба оказывают сила резания, последовательность удаления и величина припуска, повышающего жесткость обрабатываемой поверхности тонкостенных деталей и их элементов. При этом сила резания определяется положением фрезы относительно обрабатываемой поверхности (пространственной ориентацией), направлением движения фрезы относительно поверхности, величинами технологических параметров обработки (подача на зуб, величина припуска на обработку, шага между строчками), которые определяют производительность. При обработке лопаток выбор стратегии обработки и технологических параметров диктуется требованиями к точности изготовления.
Известен способ обработки нежестких деталей (описание изобретения к авторскому свидетельству SU 1400798, МПК4 B23C 3/00, 1988 г.), преимущественно лопаток газотурбинных двигателей, концевой фрезой, при котором определяют величину снимаемого припуска, ведут обработку за один проход и перемещают фрезу вдоль обрабатываемой поверхности эквидистантно ей. Обработку ведут периферийной частью концевой фрезы. После обработки первой детали определяют погрешность ее изготовления, замеряют величину отжима детали на ширине обработки и корректируют положение фрезы и детали относительно друг друга с учетом величины этого отжима. При данном способе обработки получается невысокая точность обработки при малых скоростях резания. Для уменьшения брака от вибраций оставляют значительный (0,1-0,15 мм) припуск для слесарной доработки, которая увеличивает время изготовления деталей и снижает точность изготовления.
Известен способ изготовления аэродинамических моделей лопаток роторов на станках с ЧПУ (патент РФ №2481177, МПК B23C 3/18, 2013 г.). При данном способе изготовления аэродинамических моделей лопаток роторов достигается высокая точность при высоких скоростях резания, но необходимо изготовить дополнительно с высокой точностью лонжерон, который наклеивают на обработанную поверхность аэродинамической модели лопатки, а затем удаляют наклеенный лонжерон нагревая лопатку до температуры перехода клея в жидкое состояние. Такой способ оправдывает себя при обработке большой партии аэродинамических моделей лопаток роторов, так как затрачивается 70-80 нормочасов на изготовление лонжерона.
Наиболее близким к предлагаемому техническому решению является изобретение «Способ изготовления аэродинамических поверхностей лопаток роторов газотурбинных двигателей на станках с ЧПУ» по патенту РФ 2500506, МПК B23C 3/18, 2013 г., согласно которому лопатку обрабатывают концевой торовой фрезой, которую перемещают эквидистантно обрабатываемой поверхности, при этом для обрабатываемой лопатки строят последовательность конечно-элементных математических моделей с моделированием условий закрепления лопатки, соответствующих последовательному позонному удалению предварительно заданной величины припуска при обработке, рассчитывают значения собственных частот обрабатываемой лопатки для каждой зоны, для коррекции полученных значений собственных частот дополнительно измеряют собственные частоты обрабатываемой лопатки экспериментально для каждой зоны с использованием системы «возбудитель-датчик», оценивают совпадения расчетных и экспериментальных частотных характеристик обрабатываемой лопатки, объединяют зоны с близкими частотными характеристиками таким образом, чтобы исключить резонанс при взаимодействии со спектральными составляющими силы резания, определяют рабочую частоту вращения шпинделя, выбранную частоту используют в управляющей программе обработки лопаток для станка с ЧПУ.
Основным недостатком рассматриваемого технического решения является то, что при значительном изменении собственных частот колебаний обрабатываемой заготовки оказывается невозможным выбрать режим обработки, исключающий возникновение вибраций для всей детали. В этом случае для определенных участков (по длине лопатки) резонансные вибрации возникают при любой выбранной частоте вращения шпинделя и соответственно частоте воздействия силы резания. Вибрации при обработке деталей с малой относительной толщиной приводят к возникновению глубоких рисок на поверхности, отжиму обрабатываемой детали от инструмента и, как следствие, к браку.
Задачей предлагаемого изобретения является изготовление аэродинамических поверхностей лопаток роторов газотурбинных двигателей, имеющих малые относительные толщины при выраженном осевом габарите и максимально возможное сокращение сроков их изготовления.
Техническим результатом является исключение резонанса между частотами колебаний фрезы, воздействующих на обрабатываемую поверхность, и собственными частотами обрабатываемой лопатки.
Решение задачи и технический результат достигаются тем, что в способе обработки профиля пера лопатки ротора газотурбинного двигателя на станках с ЧПУ, включающем обработку аэродинамической поверхности лопатки концевой торовой фрезой, перемещаемой эквидистантно обрабатываемой поверхности и выбор оптимальной частоты вращения шпинделя для обрабатываемой лопатки путем построения расчетной последовательности математических конечно-элементных моделей с моделированием условий закрепления обрабатываемой лопатки, соответствующих последовательному позонному удалению предварительно заданной величины припуска при обработке, расчета значения собственных частот обрабатываемой лопатки для каждой зоны и оценки совпадения расчетных и экспериментальных частотных характеристик обрабатываемой лопатки, строят графики для визуализации выбора частоты вращения шпинделя, определяемой частотой импульсного воздействия зубьев торовой фрезы на заготовку, применяют ступенчатую регулировку частоты вращения шпинделя в процессе обработки, далее регулировку частоты вращения выполняют непрерывно по линейному закону, участок выполнения заданной программы из нескольких строчек определяется совокупностью локальных перемещений торовой фрезы, а размер участка выбирают из условия отсутствия пересечений частот спектра сил резания, воздействующих на обрабатываемую лопатку, и собственных частот обрабатываемой лопатки.
- выполняют регулировку частоты вращения непрерывно по линейному закону при отработке участка программы из нескольких строчек - локальных перемещений инструмента по программе;
- выбирают размер участка перемещений торовой фрезы с изменяемой частотой по линейному закону из условия отсутствия пересечений частот спектра силы резания, определяемых частотами вращения шпинделя, воздействующими на обрабатываемую поверхность, и собственными частотами обрабатываемой лопатки при плавном изменении частоты вращения шпинделя.
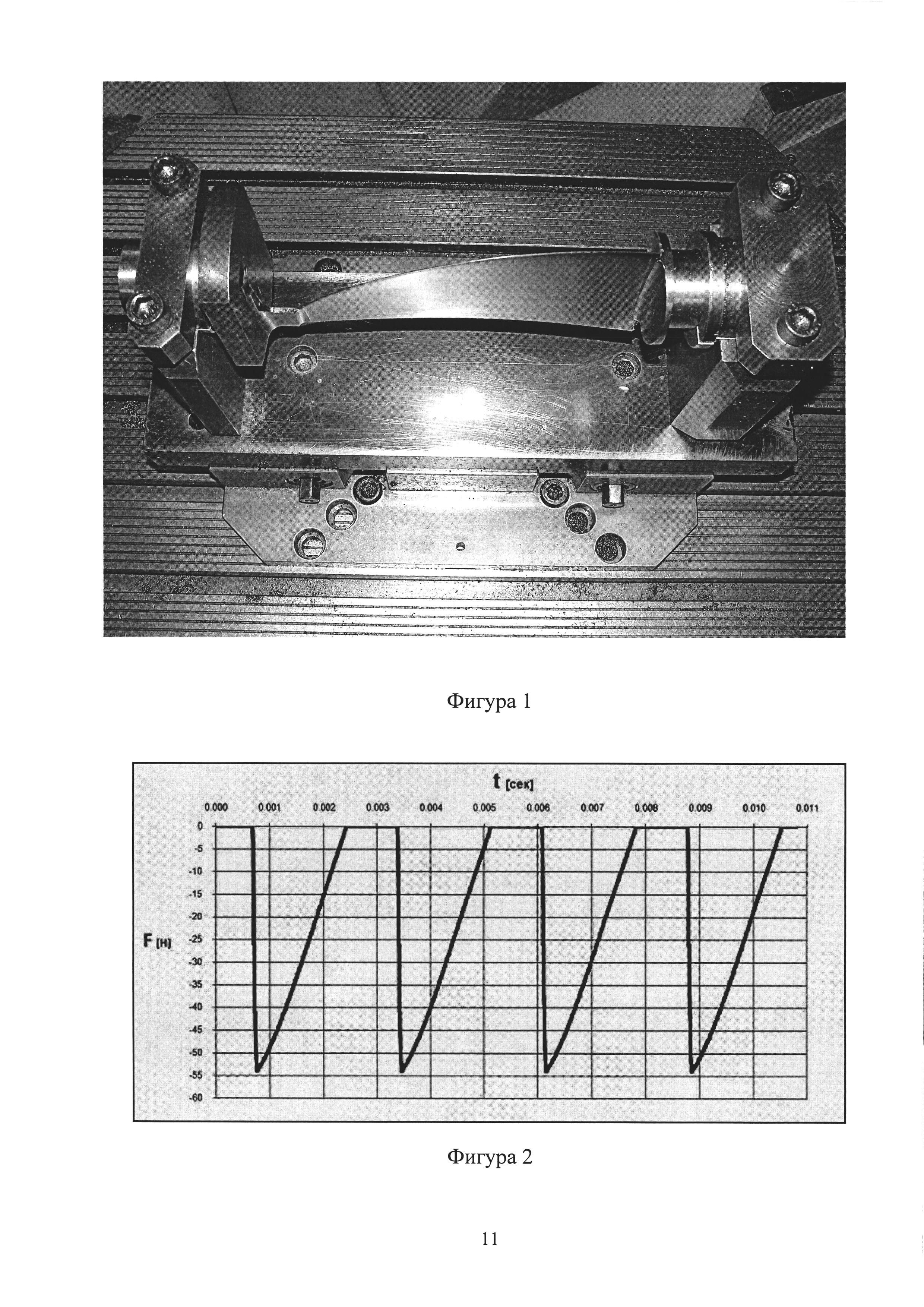
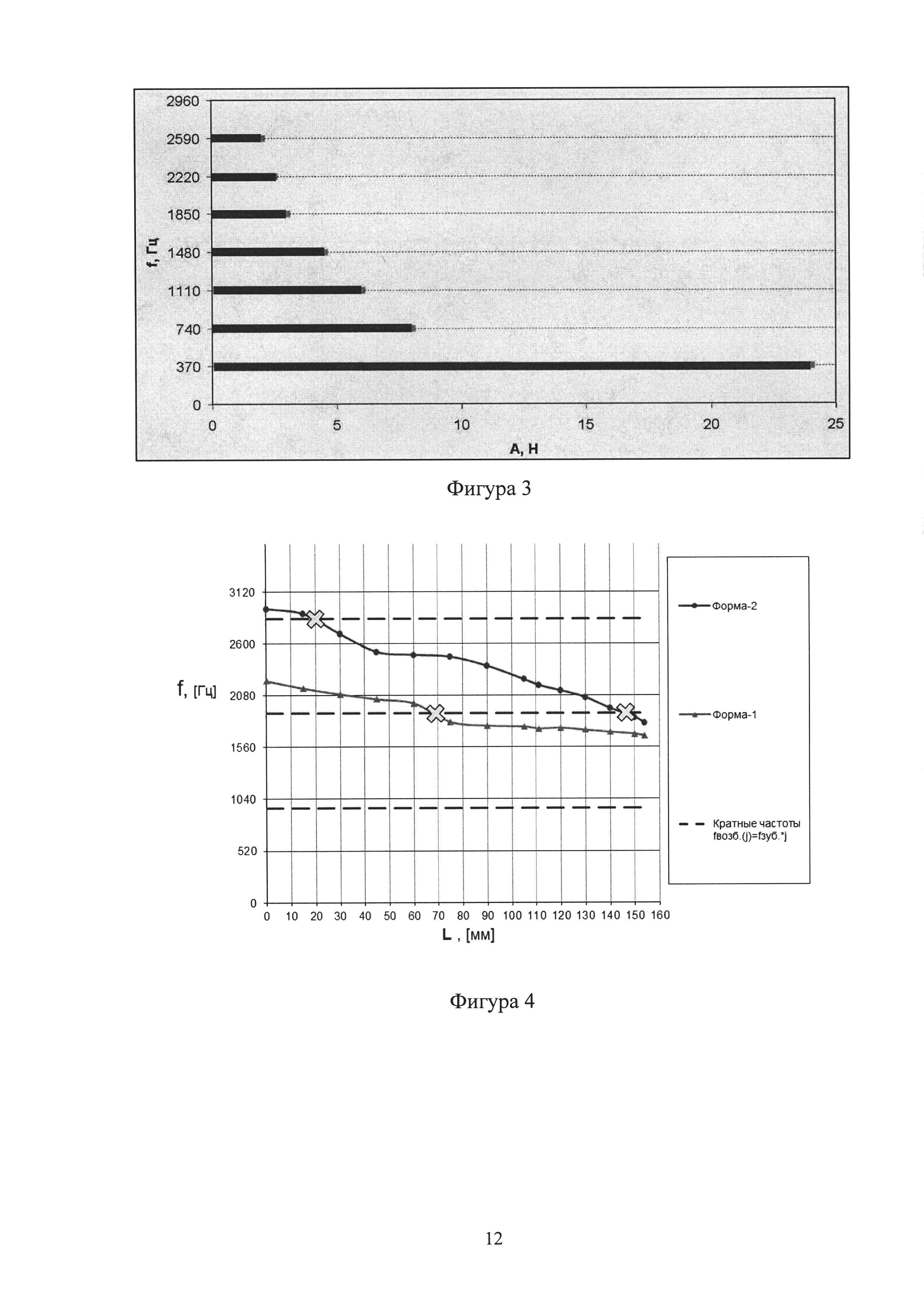
Частоты импульсного воздействия зубьев фрезы на заготовку определяются на основе спектрального разложения силы резания. На фиг. 2 показано изменение силы резания в направлении нормали к поверхности обрабатываемой заготовки. Сила отрицательна, так как фреза отжимает заготовку. Периодический сигнал сил резания раскладывается в спектр с использованием разложения Фурье и может быть представлен в виде частотных гармоник (фиг. 3) с заданной амплитудой и кратными частотами. Наибольшую амплитуду имеет первая гармоника, для остальных гармоник - их амплитуда уменьшается с увеличением частоты. Частотные гармоники воздействуют на заготовку и вызывают вибрации, при этом, чем больше амплитуда гармоники в спектре, тем интенсивнее вызываемые ею вибрации.
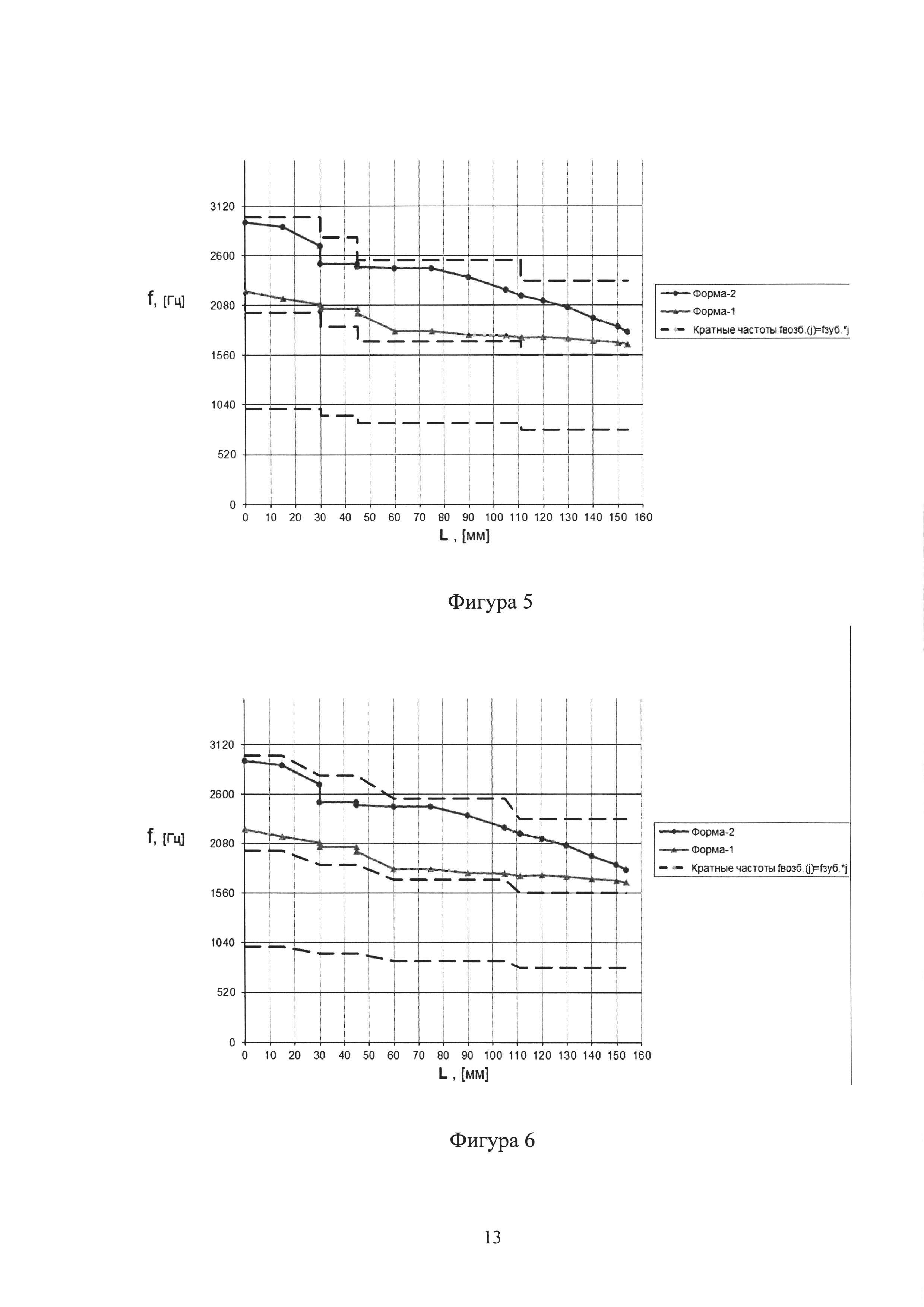
На графике, приведенном на фиг. 4, показаны условия, при которых невозможно выбрать оптимальную постоянную частоту вращения шпинделя, обеспечивающую исключение резонанса между частотами колебаний фрезы, воздействующих на обрабатываемую поверхность (кратные частоты f возб. на фиг. 4, 5, 6), и собственными частотами обрабатываемой лопатки, закрепленной в приспособлении, см. фиг. 1 (форма 1, форма 2 на фиг. 4, 5, 6), так как отсутствуют частотные окна для выбора режима обработки оптимальной постоянной частоты вращения шпинделя. Крестами на графике обозначены частоты с возможным возникновением явлений резонанса. Поэтому производят дополнительные расчеты и коррекцию частоты вращения шпинделя на нескольких участках, в результате получают, что для каждого из участков возможно подобрать соответствующий режим обработки, исключающий резонанс (фиг. 5). Изменение частоты вращения между участками соответствует скачкообразному изменению частот спектра возбуждения вибраций на диаграмме. Изменения режимов обработки соответствуют ступенькам на пунктирных линиях, определяющих частотный спектр силы резания. Недостатком в этом случае является образование «ступеньки» на поверхности лопатки из-за резкого изменения частоты вращения шпинделя и соответственно скорости резания.
На фиг. 6 показано как регулировка частоты вращения может быть выполнена непрерывно с изменением частоты вращения по линейному закону при отработке участка программы из нескольких строчек (строчка - совокупность локальных перемещений инструмента, выполняемых по заложенной программе). Современные обрабатывающие центры с ЧПУ и средства программирования обработки позволяют выполнять регулировку режимов обработки для каждой группы локальных перемещений, заложенных в программу обработки изделия в отдельности. Размер участка программы с изменением частоты вращения по линейному закону определяют из условия, что он с одной стороны должен быть достаточно большим, чтобы уйти от следа на поверхности, оставляемого при ступенчатом изменении частоты вращения, с другой - ограничивается отсутствием пересечений частотного спектра и собственных частот деталей при плавном изменении частоты. Из графика фиг. 6 видно, что для исключения резонанса между частотами вращения шпинделя, определяемыми изменением частот спектра силы резания, воздействующими на обрабатываемую поверхность, и собственными частотами обрабатываемой лопатки, выбирают частоты вращения шпинделя лежащие на графике выше второй формы собственных частот обрабатываемой лопатки.
Поскольку решением задачи и техническим результатом изобретения является изготовление аэродинамических поверхностей лопаток роторов газотурбинных двигателей, имеющих малые относительные толщины при выраженном осевом габарите и максимально возможное сокращение сроков их изготовления, то найденные оптимальные частоты вращения шпинделя станка, исключающие явление резонанса, позволяют решить эту задачу. Данный метод был успешно применен к изготовлению аэродинамических моделей лопаток роторов газотурбинных двигателей.
Способ обработки профиля пера лопатки ротора газотурбинного двигателя на станках с ЧПУ, включающий обработку аэродинамической поверхности лопатки концевой торовой фрезой, перемещаемой эквидистантно обрабатываемой поверхности, и выбор оптимальной частоты вращения шпинделя для обрабатываемой лопатки путем построения расчетной последовательности математических конечно-элементных моделей с моделированием условий закрепления обрабатываемой лопатки, соответствующих последовательному позонному удалению предварительно заданной величины припуска при обработке, расчета значения собственных частот обрабатываемой лопатки для каждой зоны и оценки совпадения расчетных и экспериментальных частотных характеристик обрабатываемой лопатки, отличающийся тем, что строят графики для визуализации выбора частоты вращения шпинделя, определяемой частотой импульсного воздействия зубьев торовой фрезы на заготовку, при этом в процессе обработки осуществляют ступенчатую регулировку частоты вращения шпинделя и плавную по линейному закону регулировку частоты вращения шпинделя на участке перемещения торовой фрезы, размер которого выбирают из условия отсутствия пересечения частот спектра сил резания, определяемых частотами вращения шпинделя, и собственных частот обрабатываемой лопатки.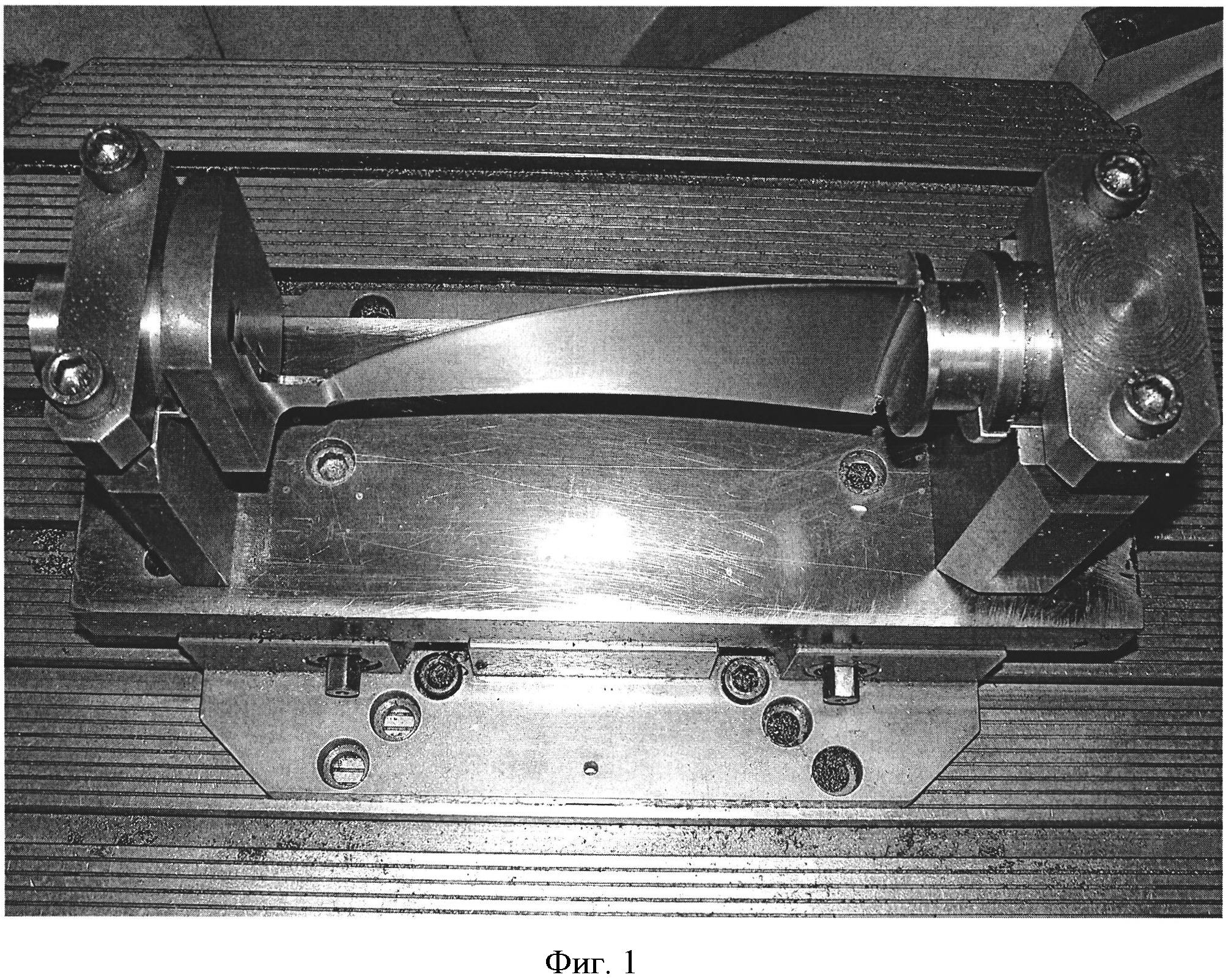
Рекомбинантная плазмида, рекомбинантный штамм, рекомбинантный белок вмр-2 и способ выделения рекомбинантного белка в димерной форме
Способ изготовления аэродинамических поверхностей лопаток роторов газотурбинных двигателей на станках с чпу
Способ снижения вибраций нежесткой заготовки, обрабатываемой фрезерованием
Способ диспергирования наночастиц в эпоксидной смоле
Свободнопоршневой двигатель
Двухслойная, стойкая к динамическому воздействию, листовая сталь высокой прочности и способ ее производства
Многослойный материал для спасательных средств
Сырьевая смесь для получения негорючего нетоксичного теплозвукоизоляционного материала на основе тонкодисперсной минеральной пены
Состав для нанесения фторполимерного покрытия на полиимидную пленку и устройство для нанесения состава на полиимидную пленку
Способ нанесения покрытий с использованием дуги пульсирующей мощности
Буферный усилитель
Гибкая автоматизированная система базирования
Устройство для изготовления длинномерной панели с ребрами жесткости из полимерного композиционного материала
Стыковочное соединение панелей из полимерного композиционного материала
Способ оценки электромагнитной совместимости бортового оборудования в составе летательного аппарата в диапазоне частот от 10 кгц до 400 мгц
Режущий инструмент
Прецизионный комплектный цифровой линейный гидропривод
Рекомбинантная плазмида, рекомбинантный штамм, рекомбинантный белок вмр-7 и способ выделения рекомбинантного белка в димерной форме
Рекомбинантная плазмида, рекомбинантный штамм, рекомбинантный белок вмр-2 и способ выделения рекомбинантного белка в димерной форме
Способ изготовления аэродинамических поверхностей лопаток роторов газотурбинных двигателей на станках с чпу

