Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ МОНОБЛОЧНОЙ ДЕТАЛИ ДЛЯ ТУРБОМАШИНЫ ПРИ ПОМОЩИ ДИФФУЗИОННОЙ СВАРКИ
Вид РИД
Изобретение
Настоящее изобретение касается способа изготовления моноблочной детали посредством диффузионной сварки для турбомашины, такой как авиационный турбореактивный или турбовинтовой двигатель, причем этой деталью является, например, вал передачи мощности между главным валом турбореактивного двигателя и валом коробки приводов агрегатов или вспомогательного оборудования двигателя (обычно называемой в этой области валом AGB от Accessory Gear Box).
Вал AGB является относительно тонким и длинным и имеет длину порядка одного метра для двигателей большого диаметра и, как правило, состоит из двух частей, соединенных встык из соображений усиления механической прочности и противодействия вибрациям. Смежные концы этих двух частей направляются и центрованы во вращении промежуточным опорным подшипником, обеспечивающим прохождение собственных мод вибрационных частот.
Уже было предложено решение для изготовления этого вала в виде единой детали при помощи диффузионной сварки. Этот способ состоит в формировании заготовки вала вокруг вращающейся цилиндрической оправки путем наматывания на оправку по меньшей мере одной металлической проволоки, поступающей из бобины или из разматывателя, таким образом, чтобы сформировать несколько кольцевых коаксиальных и наложенных друг на друга слоев металлических проволок, которые охватывают оправку и каждый из которых образован множеством прилегающих друг к другу витков, затем заготовку подвергают обработке диффузионной сваркой посредством горячего изостатического прессования (CIC или на английском языке HIP - Hot Isostatic Pressing) в соответствующем инструменте. Полученная деталь является моноблочной и, в случае необходимости, может быть подвергнута чистовой механической обработке.
Известно также усиление детали этого типа при помощи керамических волокон, покрытых металлом и наматываемых в один или несколько слоев на оправку между двумя слоями, соответственно внутренним и наружным, металлических проволок.
В ранее поданных на имя заявителя заявках FR 11/50194, FR 11/51706 и FR 11/52129 описаны способы вышеуказанного типа.
Однако известные способы не позволяют получать детали некруглого сечения, так как очень трудно и даже невозможно наматывать металлическую проволоку вокруг оправки, не имеющей цилиндрическую форму.
Изобретение призвано предложить простое, эффективное и экономичное решение этой проблемы.
В связи с этим объектом изобретения является способ изготовления диффузионной сваркой моноблочной детали для турбомашины, содержащий этапы, на которых:
- выполняют вокруг оправки заготовку детали, содержащую несколько кольцевых коаксиальных и наложенных друг на друга слоев металлических проволок,
- подвергают заготовку горячему изостатическому прессованию для получения моноблочной детали,
- и, в случае необходимости, эту деталь подвергают механической обработке,
отличающийся тем, что каждый слой металлических проволок заготовки формируют из независимых колец, которые надевают на оправку и укладывают рядом друг с другом.
Согласно изобретению металлические проволоки образуют независимые кольца, которые не поступают непосредственно из бобины или из разматывателя и которые не наматывают на оправку, что позволяет получать детали круглого или некруглого сечения. Укладку колец на оправку можно производить при окружающей температуре.
Детали круглого сечения получают из колец круглой формы, которые надевают на цилиндрическую оправку. Детали некруглого сечения (например, многоугольного: треугольного, прямоугольного, квадратного и т.д.) выполняют из колец соответствующей некруглой формы, которые надевают на оправку соответствующей формы (не цилиндрической).
Кольца надевают на оправку, расположив с одного конца оправки коаксиально по отношению к последней, затем поступательно перемещают на оправке параллельно ее продольной оси. Если оправка ориентирована вертикально, кольца одного и того же слоя укладывают друг на друга. Если оправка ориентирована горизонтально, кольца одного и того же слоя располагают горизонтально рядом друг с другом.
Прессование может осуществляться при помощи изотермического пресса или в рукаве в автоклаве, в зависимости от числа изготавливаемых деталей.
Согласно другому отличительному признаку изобретения кольца предварительно формируют до их надевания на оправку, чтобы придать им вышеуказанную круглую или некруглую форму. Предварительное формирование колец позволяет им принимать любую форму, соответствующую сечению получаемой детали. Например, в случае необходимости изготовления вала многоугольного сечения кольца внутреннего слоя имеют многоугольную форму и кольца наружного слоя имеют такую же многоугольную форму с поперечным размером, превышающим поперечный размер колец внутреннего слоя. Предварительное формирование колец можно производить вручную (для металлических проволок небольшого диаметра) или при помощи соответствующего инструмента.
Диаметр металлической проволоки колец составляет, например, приблизительно от 1 до 6 мм. Оправка имеет радиус, который предпочтительно превышает диаметр металлической проволоки колец.
Кольца могут быть замкнутыми или неразрезными. В этом случае внутренний и наружный диаметры этих колец являются фиксированными, и каждое кольцо наружного слоя проходит вокруг кольца внутреннего слоя и выровнено в поперечном направлении с этим кольцом внутреннего слоя. Наружный диаметр кольца внутреннего слоя равен внутреннему диаметру кольца наружного слоя, охватывающего внутренний слой. Замкнутые кольца можно получать непосредственно в результате способа их изготовления. В варианте их можно получать посредством сложения металлической проволоки, свободные концы которой сближают и скрепляют, например, при помощи сварки.
Если рассмотреть четыре смежных кольца, распределенных в двух слоях, то есть во внутреннем слое, образованном двумя кольцами, и в наружном слое, образованном двумя кольцами, окружающими два кольца внутреннего слоя, укладка этих колец (одинакового диаметра) дает укладку типа квадрата. Действительно, в поперечном полуразрезе изображение этих колец представляет собой четыре круга, центры которых находятся в четырех углах квадрата. В частном примере выполнения изобретения приращение объема этого укладки составляет порядка 21,5%.
В варианте кольца выполнены разомкнутыми или разрезными в одной точке своей окружности. В этом случае эти кольца являются деформируемыми посредством раздвигания или сближения их свободных концов. Это позволяет менять внутренний и наружный диаметр колец и обеспечивает установку колец на оправку, в которой каждое кольцо наружного слоя проходит между двумя кольцами внутреннего слоя. В этом случае наружный диаметр кольца внутреннего слоя превышает внутренний диаметр кольца наружного слоя, охватывающего внутренний слой. Укладка этих колец (одинакового диаметра) - типа равностороннего треугольника, при этом в поперечном полуразрезе изображение этих колец представляет собой три круга, центры которых находятся в углах равностороннего треугольника. В частном примере выполнения изобретения приращение объема этого укладки составляет порядка 9,31%.
Предпочтительно разрыв каждого разрезного кольца, надеваемого на оправку, смещен относительно разрывов смежных колец вокруг продольной оси оправки. Это позволяет распределить разрывы вокруг продольной оси оправки по всему осевому размеру оправки и избегать образования зон в заготовке, в которых количество металла, вносимого за счет проволок, могло бы оказаться недостаточным и в изготавливаемой детали могли бы появиться пустоты.
Изготавливаемой деталью является, например, вал, или диск, или моноблочное лопаточное кольцо (DAM или ANAM) турбомашины.
Предпочтительно между двумя слоями металлических проволок располагают по меньшей мере один кольцевой слой керамических волокон, покрытых металлом, образованный, например, тканью или пластом волокон.
Этот слой волокон позволяет усилить деталь. Каждое волокно содержит сердечник из керамического материала (такого как карбид кремния SiC), на который нанесено покрытие (посредством EGV или другого способа) из металла (Ti, Al, B и т.д.), причем предпочтительно этот металл является таким же, как и металл вышеуказанных колец. Таким образом, после диффузионной сварки деталь содержит однородную металлическую матрицу, которая обеспечивает функцию связующего для детали и защиты волокон, которые воспринимают усилия, которым подвергается деталь. Это решение позволяет повысить жесткость детали без увеличения ее объемной массы. Оно позволяет также увеличить отношение модуля Юнга к объемной массе детали и поднять собственные моды вибрационных частот. В случае вала AGB оно позволяет отказаться от вышеуказанного промежуточного опорного подшипника, в котором больше нет необходимости. Вокруг оправки можно наматывать или укладывать также другие материалы, такие как ткани из SiC, ленты из Ti, из Al или из TiAl или из любого материала, имеющие свойства, позволяющие осуществлять суперпластическое формование и диффузионную сварку.
Изобретение и его другие отличительные признаки, детали и преимущества будут более очевидны из нижеследующего описания, представленного в качестве неограничительного примера, со ссылками на прилагаемые чертежи, на которых:
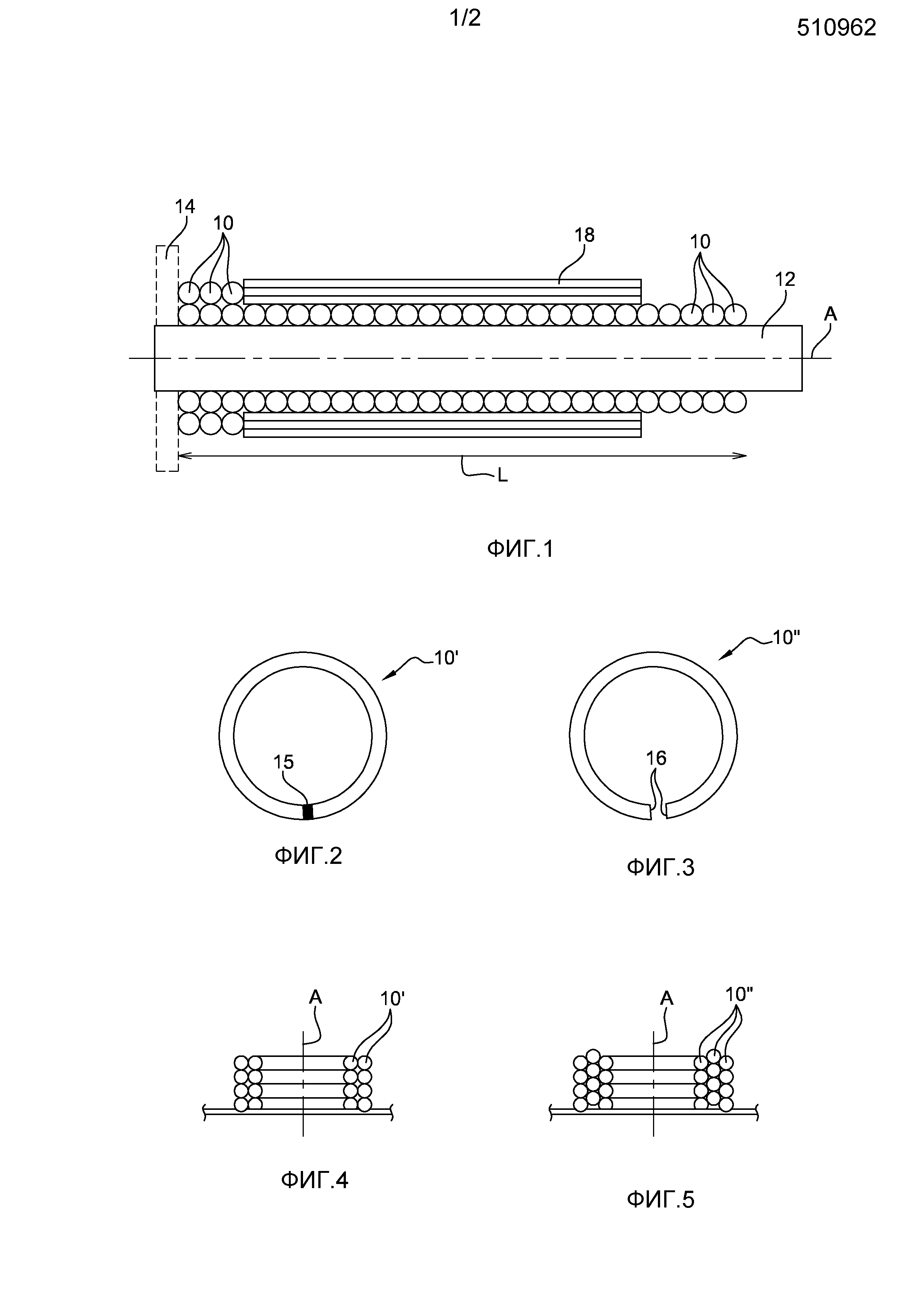
фиг. 1 - схематичный вид в осевом разрезе оправки, на которой формируют заготовку путем укладки металлических колец в ходе этапа заявленного способа;
фиг. 2 - схематичный вид металлического кольца в соответствии с изобретением замкнутого или неразрезного типа;
фиг. 3 - схематичный вид варианта выполнения металлического кольца в соответствии с изобретением разомкнутого или разрезного типа;
фиг. 4 - схематичный вид в осевом разрезе уложенных замкнутых колец и фиг. 5 - схематичный вид в осевом разрезе уложенных разрезных колец;
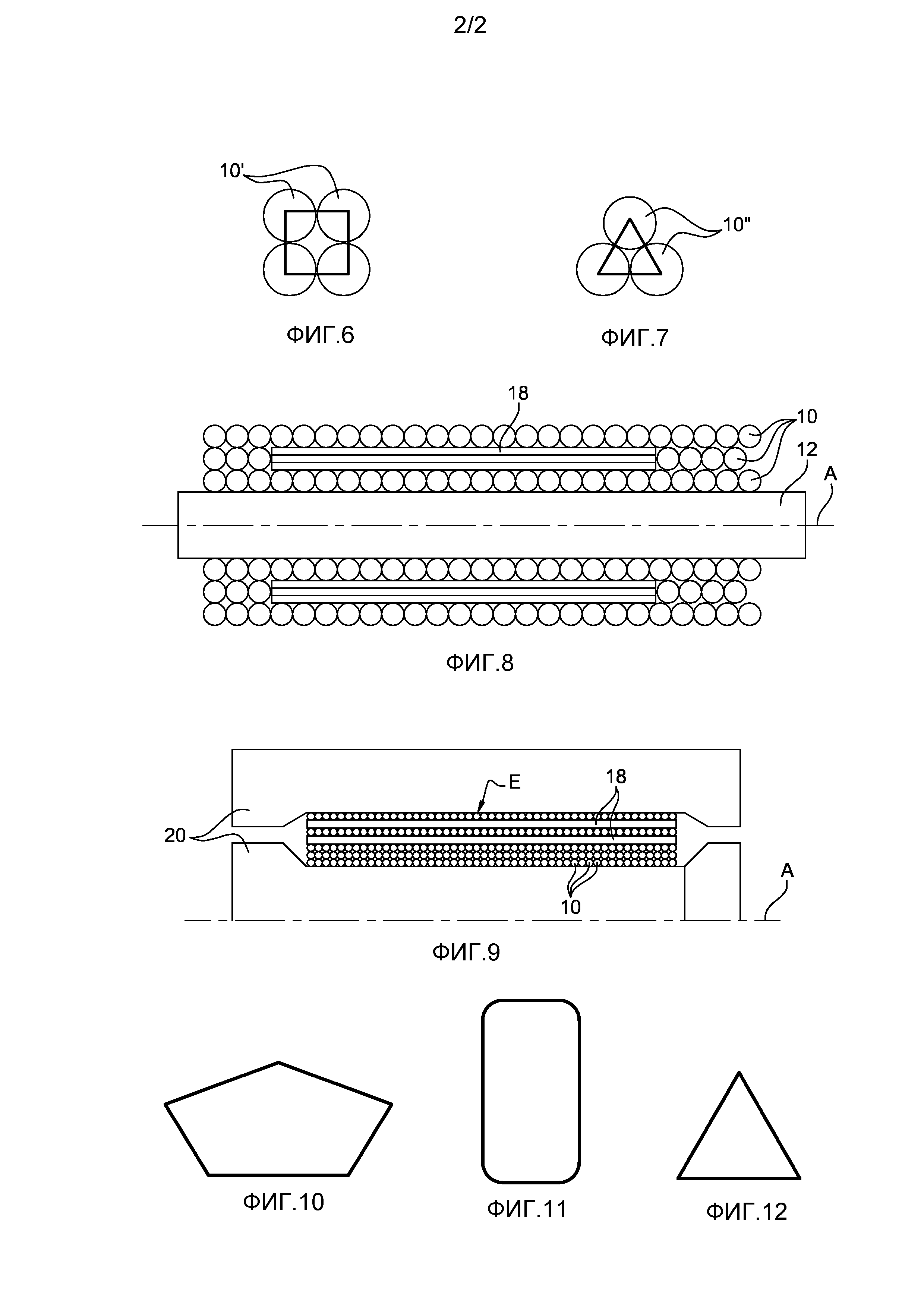
фиг. 6 - схематичный вид повторяющегося рисунка укладки в виде квадратного, показанного на фиг. 4, и фиг. 7 - схематичный вид повторяющегося рисунка укладки в виде равностороннего треугольника, показанного на фиг. 5.
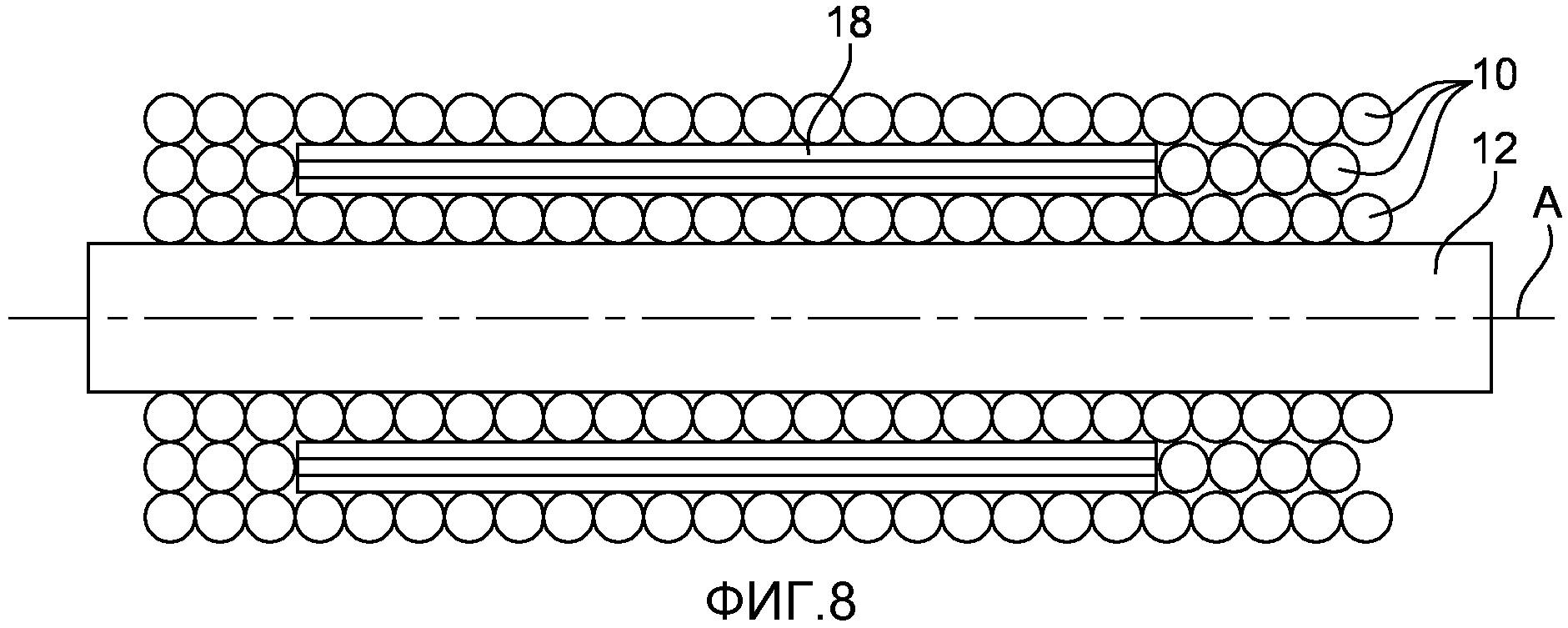
фиг. 8 - схематичный вид в осевом разрезе оправки, на которую укладывают металлические кольца согласно другому этапу заявленного способа;
фиг. 9 - схематичный половинчатый вид в осевом разрезе инструмента для осуществления диффузионной сварки детали с иллюстрацией другого этапа заявленного способа;
фиг. 10-12 - некруглые кольца согласно вариантам осуществления способа в соответствии с изобретением.
Этапы способа в соответствии с изобретением схематично представлены на фиг. 1, 8 и 9, причем этот способ позволяет изготовить моноблочную деталь для турбомашины, такую как вал, или диск, или моноблочное лопаточное кольцо.
На первом этапе, показанном на фиг. 1, металлические кольца 10 надевают на оправку 12 и укладывают на заранее определенном расстоянии L таким образом, чтобы сформировать один или несколько кольцевых коаксиальных и наложенных друг на друга слоев металлических колец вокруг оправки. Кольца 10 одного и того же слоя имеют одинаковый диаметр и расположены рядом друг с другом вдоль продольной оси А оправки, при этом толщина этого слоя равна диаметру металлической проволоки, образующей кольца.
Оправка 12 имеет в представленном примере цилиндрическую форму, однако она может иметь в сечении другую форму, например треугольную, квадратную, прямоугольную или многоугольную, что будет более детально описано ниже. Эта оправка расположена вертикально или горизонтально и может быть неподвижной.
Кольца 10 надевают на оправку 12, расположив с одного конца оправки коаксиально относительно нее, и перемещают поступательным движением на оправке параллельно оси А. Предпочтительно на одном конце оправки устанавливают кольцевой фланец 14, который образует опорные средства для первого кольца каждого кольцевого слоя, расположенного вокруг оправки. Кольца 10 укладывают на расстоянии L, которое определяют в зависимости от длины изготавливаемой детали. Число колец в каждом слое зависит от диаметра металлической проволоки, который, например, составляет приблизительно от 1 до 6 мм.
Кольца можно выполнять из титанового сплава типа TiA6V или Ti6242, обеспечивающего термомеханическую прочность и легкость.
На не показанном предварительном этапе заявленного способа кольца 10 выполняют таким образом, чтобы придать им форму, соответствующую форме изготавливаемой детали, которая может имеет круглое, квадратное, прямоугольное, треугольное или другое сечение. Этот этап предварительного формирования можно осуществлять при помощи металлической проволоки, поступающей из бобины или разматывателя.
Кольца 10', 10” могут быть замкнутого или неразрезного типа, как показано на фиг. 2, или разомкнутого или разрезного типа, как показано на фиг. 3. В этих двух примерах выполнения изобретения кольца являются круглыми и предназначены для установки на цилиндрическую оправку.
Замкнутые кольца 10' имеют фиксированные внутренний и наружный диаметры. В случае, когда их получают посредством предварительного формирования металлической проволоки, находящиеся друг против друга свободные концы 15 каждого кольца 10' сближают и скрепляют, например, при помощи сварки.
На фиг. 4 и 6 представлен тип укладки (квадрат), полученный с замкнутыми кольцами 10'. Внутренний диаметр колец внутреннего слоя, по существу, равен или слегка превышает наружный диаметр оправки 12, и наружный диаметр этих колец, по существу, равен или слегка меньше внутреннего диаметра колец наружного слоя (фиг. 4). Каждое кольцо внутреннего слоя охвачено кольцом наружного слоя, причем эти два кольца находятся в одной поперечной плоскости относительно оси А. На фиг. 6 показаны поперечные полусечения четырех смежных колец, распределенных в двух слоях: во внутреннем слое, образованном двумя кольцами, и в наружном слое, образованном двумя кольцами, охватывающими два кольца внутреннего слоя. Укладка - типа квадрата, так как центры полусечений (в виде круга) проволок находятся в четырех углах квадрата. В частном примере выполнения изобретения приращение объема этой укладки может составлять примерно 21,5%.
Диаметры разрезных колец 10” можно изменять посредством раздвигания или сближения их свободных концов 16 (фиг. 3). На фиг.5 и 7 показан тип укладки (равносторонний треугольник), полученный с разомкнутыми кольцами 10”. Внутренний диаметр колец внутреннего слоя, по существу, равен или слегка превышает наружный диаметр оправки 12, а наружный диаметр этих колец превышает внутренний диаметр колец наружного слоя, что заставляет кольца наружного слоя занимать положение, в котором они находятся между двумя кольцами внутреннего слоя снаружи от этих колец (фиг. 5). Каждое кольцо наружного слоя находится в поперечной плоскости, проходящей, по существу, посередине между двух поперечных плоскостей, проходящих соответственно через два смежных кольца внутреннего слоя. На фиг. 7 показаны поперечные полусечения трех смежных колец, распределенных в двух слоях: в одном внутреннем слое, образованном двумя кольцами, и в наружном слое, образованном наружным кольцом, находящимся снаружи и между колец внутреннего слоя. Укладка - типа равностороннего треугольника, так как центры сечений (в виде круга) проволок находятся в углах равностороннего треугольника. В частном примере выполнения изобретения приращение объема этой укладки составляет примерно 9,31%.
Предпочтительно кольца 10” укладывают на оправке таким образом, чтобы их разрыва были смещены по углу относительно друг друга вокруг оси А. Таким образом, эти разрывы можно равномерно или неравномерно распределить вокруг оси А, что позволяет избежать образования зон, в которых металла могло бы быть недостаточно и в которых во время фазы сжатия могли бы возникнуть пустоты.
Как показано на фиг. 1, внутренний слой металлических колец 10 охвачен композитной волокнистой структурой, которая может быть образована тканью или пластом керамических волокон 18, покрытых металлом.
Металл покрытия волокон 18 и металл металлических колец 10 предпочтительно имеют идентичную природу (например, TiA6V или Ti6242) для оптимизации последующего этапа способа, связанного с операцией изостатического горячего прессования и диффузионной сварки.
Ткань или пласт волокон 18 наматывают на первый слой металлических колец 10 таким образом, чтобы волокна проходили параллельно оси А оправки 12. Наматывание нескольких тканей или пластов можно производить из одинаковой ткани или из одной или нескольких других разных тканей, намотанных коаксиально. Ткани могут быть разного вида и иметь разный диаметр содержащих покрытие волокон. Длина композитной волокнистой структуры меньше или равна длине L первого слоя металлических колец 10.
В варианте волокна 18 можно наматывать вокруг оправки, и они могут проходить в окружном направлении вокруг оси А.
Например, содержащие покрытие керамические волокна могут быть волокнами из SiC/Ti, SiC/Al, SiC/B и т.д.
Следующий этап способа в соответствии с изобретением, показанный на фиг. 8, состоит в накрывании вышеупомянутой волокнистой структуры по меньшей мере одним другим слоем металлического колец 10, причем эти металлические кольца укладывают вокруг оправки 12, как было указано выше. Кроме того, металлические кольца 10 располагают спереди и сзади волокнистой структуры, чтобы она была погружена в металл изготавливаемой конечной детали.
Таким образом, постепенно вокруг оправки формируют заготовку Е детали. Эта заготовка Е может содержать более тысячи колец 10 и несколько волокнистых структур вышеуказанного типа, причем эти волокнистые структуры отделены друг от друга по меньшей мере одним слоем металлических колец.
Затем заготовку Е подвергают обработке горячего изостатического прессования (CIC или HIP) в изотермическом прессе или в рукаве в автоклаве (выбор зависит, в частности, от числа изготавливаемых деталей). Заготовку помещают в соответствующую оснастку 20 (фиг. 9) и на заготовку действуют сильным прессованием при соответствующей высокой температуре таким образом, чтобы металл колец и металл покрытия волокон размягчился и приобрел текучесть, заполняя все пустые пространства между кольцами различных слоев вплоть до соединения различных элементов посредством диффузионной сварки.
В не показанном варианте заготовку помещают в деформирующийся рукав из мягкой стали, который затем вводят в автоклав. Этот автоклав доводят до изостатического давления в 1000 бар и до температуры 940°С (для TiA6V) таким образом, чтобы весь рукав деформировался, сжимаясь за счет удаления воздуха, и действовал на заготовку равномерным давлением до достижения металлом текучести, обеспечивающей соединение диффузионной сваркой.
Предпочтительно в автоклав можно помещать несколько рукавов, чтобы одновременно изготавливать несколько деталей, что позволяет снизить производственные затраты.
Способ в соответствии с изобретением позволяет изготавливать детали некруглого сечения, например с сечением пятиугольной формы (фиг. 10), прямоугольной формы (фиг. 11) или треугольной формы (фиг. 12). В этом случае этап предварительно формирования заявленного способа состоит в предварительном формировании колец для придания им необходимой формы, причем эти кольца надевают и укладывают на оправку, имеющую сечение соответствующей формы. Например, кольца прямоугольной формы надевают на оправку в виде параллелепипеда с прямоугольным сечением, чтобы получить моноблочную деталь прямоугольного сечения, показанную на фиг.11. Эти кольца могут быть замкнутого или неразрезного типа, а также разомкнутого или разрезного типа.
Усиленная прокладка лопатки вентилятора
Угловой держатель оборудования для самолетостроения
Плазменный реактивный двигатель на основе эффекта холла
Устройство для заправки топливом двигателя ракеты-носителя
Турбинный двигатель летательного аппарата, его модуль, часть статора для такого модуля, а также кольцо для такого статора
Устройство и способ позиционирования оборудования с изменяемой геометрией для турбомашины с использованием гидроцилиндра с относительным измерением
Камера сгорания турбомашины, содержащая улучшенные средства питания воздухом
Устройство и способ обнаружения неисправности топливного насоса низкого давления турбореактивного двигателя и турбореактивный двигатель, содержащий упомянутое устройство
Турбина низкого давления газотурбинного двигателя, диск и конусная цапфа турбины низкого давления, газотурбинный двигатель
Стенд и способ контроля посредством магнитной дефектоскопии вала газотурбинного двигателя
Способ изготовления термического барьера, покрывающего металлическую подложку из жаропрочного сплава, и термомеханическая деталь, полученная этим способом изготовления
Усиленная прокладка лопатки вентилятора
Угловой держатель оборудования для самолетостроения
Плазменный реактивный двигатель на основе эффекта холла
Устройство для заправки топливом двигателя ракеты-носителя
Турбинный двигатель летательного аппарата, его модуль, часть статора для такого модуля, а также кольцо для такого статора
Устройство и способ позиционирования оборудования с изменяемой геометрией для турбомашины с использованием гидроцилиндра с относительным измерением
Камера сгорания турбомашины, содержащая улучшенные средства питания воздухом
Устройство и способ обнаружения неисправности топливного насоса низкого давления турбореактивного двигателя и турбореактивный двигатель, содержащий упомянутое устройство
Турбина низкого давления газотурбинного двигателя, диск и конусная цапфа турбины низкого давления, газотурбинный двигатель

