Результат интеллектуальной деятельности: УСТРОЙСТВО АДАПТИВНОГО УПРАВЛЕНИЯ СТАНКОМ
Вид РИД
Изобретение
Устройство адаптивного управления станком
Изобретение относится к автоматическому управлению и регулированию на металлорежущих станках и может быть использовано для построения системы управления станком с применением данных о величине активной мощности электродвигателем главного движения, потребляемой в процессе резания, временные рамки которого определяются с помощью сигнала вибрации.
Из уровня техники известно устройство для контроля нагрузки на инструмент, содержащее датчик тока, управляемый элемент памяти, блок вычитания, компаратор, блок управления, задатчик и датчик рабочей подачи инструмента (Авторское свидетельство СССР №2023568, МПК B23Q 15/0, 1994 г.).
Известное устройство измеряет величину потребляемого тока электродвигателем привода инструмента и при превышении разности текущего значения тока и предельного его значения, соответствующего определенному моменту резания заданной величины, определяет момент возникновения недопустимой нагрузки, причем момент возникновения недопустимой нагрузки определяет момент начала резания.
К недостаткам данного устройства следует отнести то, что при его использовании совместно с преобразователями частоты, которые в настоящее время являются самыми распространенными силовыми преобразователями для управления электродвигателями, значение тока изменяется нелинейно, в то время как активная мощность пропорциональна нагрузке на валу электродвигателя. Поэтому данное устройство может быть использовано только для ограниченного диапазона нагрузки.
Наиболее близким решением из уровня техники по технической сущности, назначению и достигаемому результату является устройство адаптивного управления станком, оснащенным электродвигателем и рабочим столом, содержащее предназначенные для установки на статоре электродвигателя датчики тока и напряжения, предназначенный для установки на валу электродвигателя датчик скорости вращения электродвигателя, мультиплексор, входы которого соединены с выходами датчика тока, датчика напряжения и датчика скорости вращения электродвигателя, а выход - со входом выполненного в виде микроконтроллера аналого-цифрового преобразователя, последовательно соединенного с арифметическим устройством со входами и выходами, один из выходов которого соединен со входом задатчика частоты вращения вала электродвигателя, а второй выход - со входом выполненного в виде запоминающего устройства управляемого элемента памяти (Патент РФ №2481183 ИЗ, МПК B23Q 15/00, 2011 г.).
Известное устройство измеряет величину напряжения и потребляемого тока электродвигателем главного движения, вычисляет активную мощность потребляемого тока электродвигателем привода инструмента и при превышении разности, заданного и вычисленного значений активной мощности, формирует сигнал, пропорциональный скорости вращения вала электродвигателя главного движения.
К недостаткам данного устройства следует отнести, что при обработке сложнопрофильных деталей, а также при получистовых и чистовых операциях сигнал активной мощности может быть прерывистым и/или малозаметным на фоне сигнала активной мощности при холостом ходе. Поэтому данное устройство может быть использовано только для обработки деталей простой формы и/или при черновой обработке.
Задачей, на решение которой направлено заявленное изобретение, является оптимизация работы электродвигателя главного движения металлорежущего станка и системы адаптивного управления этим двигателем посредством регистрации и контроля активной мощности, пропорциональной нагрузке на валу электродвигателя, совместно с регистрацией вибрации станка и автоматического управления скоростью вращения электродвигателя и подачей режущего инструмента.
Технический результат - повышение эффективности путем оптимизации работы электродвигателя главного движения металлорежущего станка.
Поставленная задача решается, а технический результат достигается тем, что устройство адаптивного управления станком, оснащенным электродвигателем и рабочим столом, содержащее предназначенные для установки на статоре электродвигателя датчики тока и напряжения, предназначенный для установки на валу электродвигателя датчик скорости вращения электродвигателя, мультиплексор, входы которого соединены с выходами датчика тока, датчика напряжения и датчика скорости вращения электродвигателя, а выход - со входом аналого-цифрового преобразователя, последовательно соединенного с выполненным в виде микроконтроллера арифметическим устройством со входами и выходами, один из выходов которого соединен со входом задатчика частоты вращения вала электродвигателя, а второй выход - со входом выполненного в виде запоминающего устройства управляемого элемента памяти, дополнительно содержит предназначенный для установки на рабочем столе станка датчик вибрации с выходом, детектор со входом и выходом, компаратор с выходом и двумя входами и задатчик подачи со входом, причем вход детектора соединен с выходом датчика вибрации, один из входов компаратора соединен с выходом детектора, а другой - с выходом управляемого элемента памяти, выход компаратора соединен со вторым входом арифметического устройства, а вход задатчика подачи соединен с третьим выходом арифметического устройства.
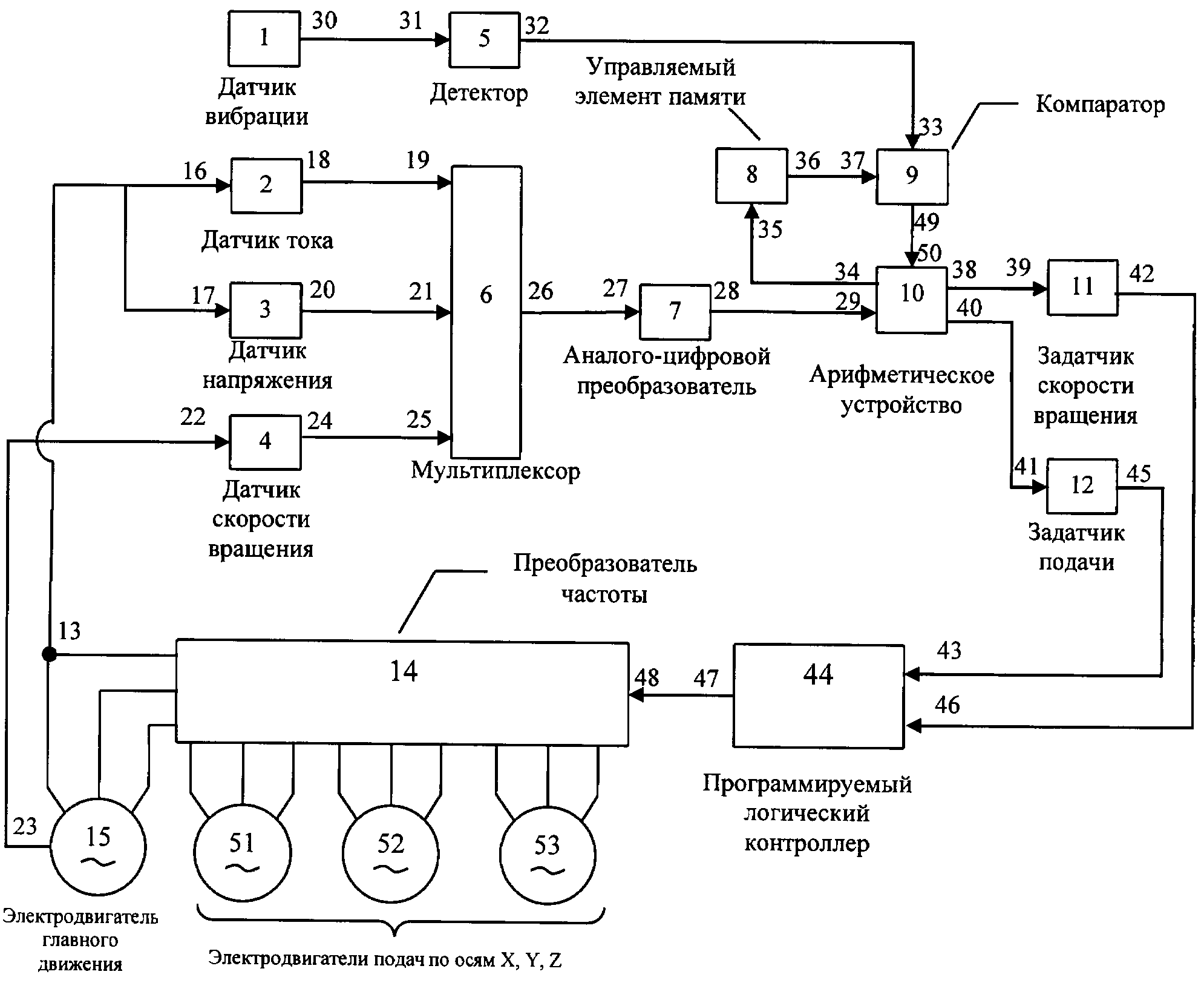
Устройство адаптивного управления станком поясняется графическим материалом, где на чертеже изображена блок-схема устройства адаптивного управления станком по сигналам активной мощности электропривода главного движения и вибрации станка.
Устройство адаптивного управления станком (по сигналам активной мощности электропривода главного движения и вибрации станка) содержит датчик 1 вибрации, коммутационно связанные датчик 2 тока, датчик 3 напряжения, датчик 4 скорости вращения, детектор 5, мультиплексор 6, аналого-цифровой преобразователь 7, управляемый элемент памяти 8, компаратор 9, арифметическое устройство 10, задатчик 11 частоты вращения электродвигателя, задатчик 12 подачи инструмента.
Выход 13 преобразователя частоты 14, подключенного к фазе статора электродвигателя 15 главного движения, соединен с входом 16 датчика 2 тока и параллельно с входом 17 датчика 3 напряжения, выход 18 датчика 2 тока соединен с входом 19 мультиплексора 6, выход 20 датчика 3 напряжения со входом 21 мультиплексора 6, вход 22 датчика 4 скорости вращения с валом 23 электродвигателя 15, выход 24 датчика 4 скорости вращения с входом 25 мультиплексора 6, выход 26 мультиплексора 6 со входом 27 аналого-цифрового преобразователя 7, выход 28 аналого-цифрового преобразователя 7 с входом 29 арифметического устройства 10, выход 30 датчика 1 вибрации с входом 31 детектора 5, выход 32 детектора 5 с входом 33 компаратора 9, выход 34 арифметического устройства 10 соединен с входом 35 управляемого элемента памяти 8, выход 36 управляемого элемента памяти 8 соединен с входом 37 компаратора 9, выход 38 арифметического устройства 10 с входом 39 задатчика 11, выход 40 арифметического устройства 10 с входом 41 задатчика 12, выход 42 задатчика 11 соединен с входом 43 программируемого логического контроллера 44, выход 45 задатчика 12 с входом 46 программируемого логического контроллера 44, выход 47 программируемого логического контроллера 44 соединен с входом 48 преобразователя частоты 14.
Устройство адаптивного управления станком по сигналам активной мощности электропривода главного движения и вибрации станка работает следующим образом.
В процессе работы электродвигателя 15 выходные сигналы датчика 2 тока и датчика 3 напряжения, подключенных к одной фазе статора электродвигателя, поступают, соответственно на входы 19 и 21 мультиплексора 6, выходной сигнал датчика 4 скорости вращения поступает на вход 25 мультиплексора 6. Выходной сигнал мультиплексора 6 передается на вход аналого-цифрового преобразователя 7, в котором происходит преобразование сигнала из аналогового вида в цифровой код. Выходной сигнал с выхода аналого-цифрового преобразователя 7 поступает на вход арифметического устройства 10, осуществляющего выборку, нормализацию, градуировку измерительного сигнала и вычисление активной мощности:

где Р - активная мощность [Вт] в i-й момент времени, UД - действующее значение напряжения [В], IД - действующее значение тока [А], Δφ - разность начальных фаз первых гармоник тока и напряжения.
Сигнал с датчика 1 вибрации поступает на детектор 5, на выходе 32 которого формируется среднеквадратическое значение (огибающая) сигнала вибрации, выходной сигнал с детектора 5 поступает на вход 33 компаратора 9, на выходе 49 которого формируется результат сравнения с установленным значением огибающей сигнала вибрации при холостом ходе и хранимой в управляемом элементе памяти 8, при этом результат сравнения подается на вход 50 арифметического устройства 10. Значение огибающей сигнала вибрации при холостом ходе записывается в управляемый элемент памяти 8 по команде от арифметического устройства 10, когда происходит подналадка станка на холостом ходу.
Превышение значение сигнала огибающей на входе 33 компаратора 9 значения сигнала огибающей на входе 37 компаратора 9, хранимой в управляемом элементе памяти, а также превышение вычисленным значением активной мощности установленного значения (уставки), Руст, [Вт], хранимой в самом арифметическом устройстве 10, приводит к установлению на выходах 38 и 40 арифметического устройства 10 сигналов, пропорциональных разностей:

Сигналы с выходов 38 и 40 арифметического устройства 10 подаются на входы задатчиков 11 скорости вращения электродвигателя и 12 подачи, соответственно, которые формируют сигналы, пропорциональные скорости вращения вала электродвигателя 15 и величине подачи электродвигателей 51, 52, 53 таким образом, чтобы ΔР→0. Коэффициенты пропорциональности сигнала, формируемых задатчиками 11 частоты вращения электродвигателя и 12 подачи подбираются непосредственно при установке и наладке устройства на станке.
Управление подачей осуществляется по скорости перемещения инструмента по трем координатам (для двигателей 51, 52, 53) с помощью интерполяции средствами системы управления станка (программируемым логическим контроллером 44). Сформированные сигналы с задатчиков скорости вращения 11 электродвигателя главного движения 15 и величины подачи 12 для электродвигателей 51, 52, 53 в программируемом логическом контроллере 44 преобразуются в цифровой код и в виде команд подаются на преобразователь частоты 14, который изменяет скорость вращения электродвигателей 15, 51, 52 и 53. Процесс регулирования скорости вращения и величины подачи осуществляется до тех пор, пока ΔР не будет равна нулю и на выходах задатчиков 11 и 12 не установятся нулевые значения сигналов подналадки. Таким образом, происходит оптимизация работы электродвигателя главного движения металлорежущего станка и системы адаптивного управления этим двигателем посредством регистрации и контроля активной мощности, пропорциональной нагрузке на валу электродвигателя, совместно с регистрацией вибрации станка и автоматического управления скоростью вращения электродвигателя, что за счет стабилизации активной мощности в широких пределах в конечном итоге повышает эффективность всего электропривода и процесса резания в целом.
В предлагаемом устройстве адаптивного управления станком по сигналам активной мощности электропривода главного движения и вибрации станка используются дополнительно датчик вибрации, что наряду с детектором и компаратором, повышает надежность и актуальность измерительной информации, а также качество адаптивного управления параметрами процесса резания (подачей и скоростью) по сигналу активной мощности. Использование в качестве управляющих сигналов скорости вращения вала электродвигателя главного движения и подачи режущего инструмента позволяет осуществить автоматизированную адаптацию режимов резания в зависимости от состояния режущего инструмента и качеств (жесткости) заготовки.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении относится к автоматическому управлению и регулированию на металлорежущих станках и может быть использован для построения системы управления станком с применением данных о величине активной мощности электродвигателя главного движения, потребляемой в процессе резания, временные рамки которого определяются с помощью сигнала вибрации;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы полезной модели, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки и известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Устройство для адаптивного управления станком, оснащенным электродвигателем главного движения и рабочим столом с электродвигателями подач по осям X, Y, Z, содержащее датчики тока, напряжения и скорости вращения, предназначенные для установки на электродвигателе главного движения, управляемый элемент памяти, последовательно соединенные мультиплексор, аналого-цифровой преобразователь, арифметическое устройство, выполненное в виде микроконтроллера, и задатчик частоты вращения вала электродвигателя главного движения, при этом входы мультиплексора подключены к упомянутым датчикам тока, напряжения и скорости вращения, а второй выход арифметического устройства соединен со входом управляемого элемента памяти, отличающееся тем, что оно снабжено задатчиком подач рабочего стола, программируемым логическим контроллером, выполненным с возможностью подключения к преобразователям частоты упомянутых электродвигателей главного движения и подач, и последовательно соединенными датчиком вибрации, предназначенным для установки на рабочем столе станка, детектором и компаратором, при этом второй вход компаратора соединен с выходом управляемого элемента памяти, выход компаратора соединен со вторым входом арифметического устройства, третий выход которого подключен ко входу задатчика подач рабочего стола, а выходы упомянутых задатчиков частоты вращения и подач соединены со входами программируемого логического контроллера.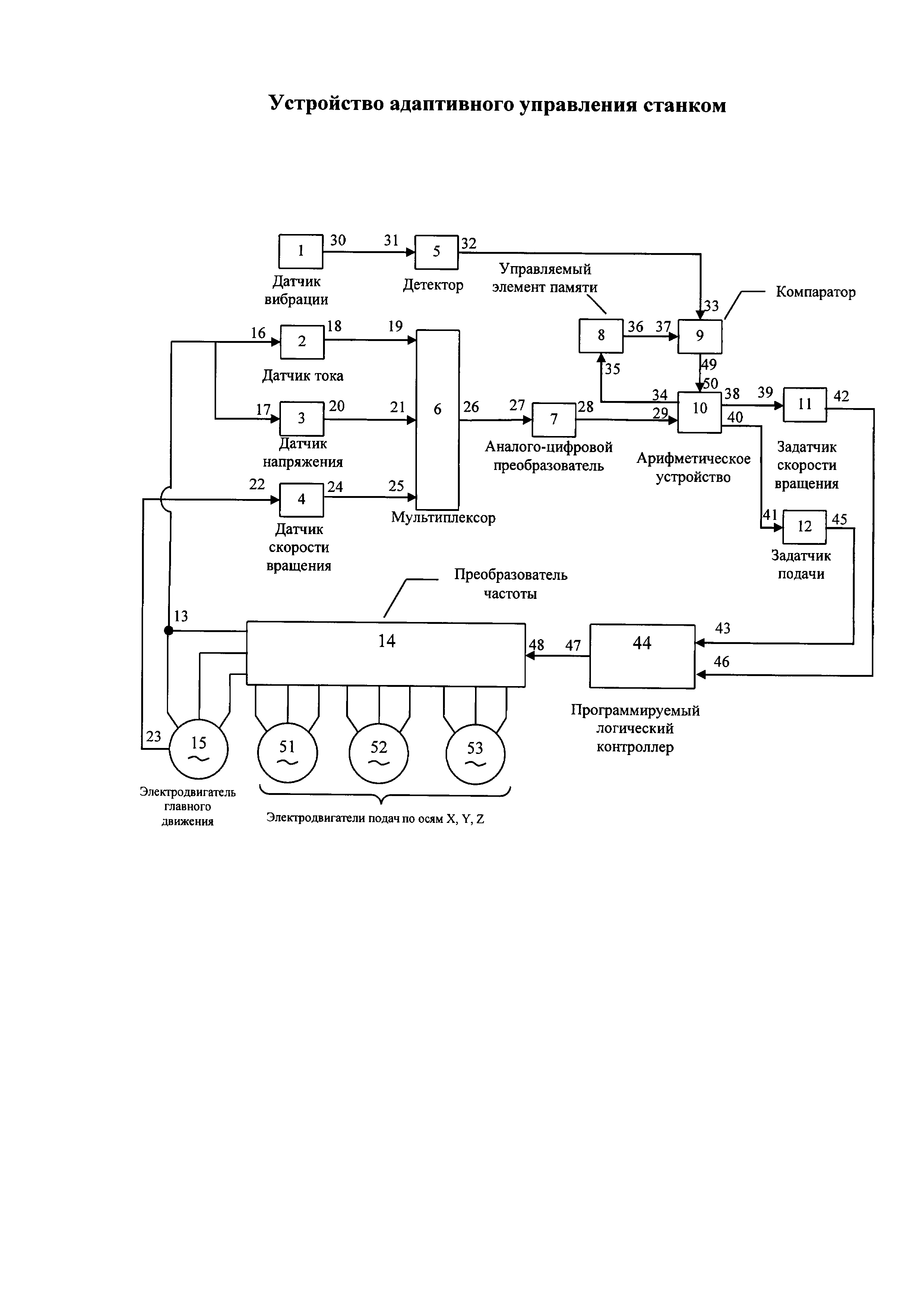
Спеченная лигатура из порошковых материалов для легирования алюминиевых сплавов
Спеченная лигатура из порошковых материалов для легирования алюминиевых сплавов
Способ термической обработки жаропрочного сплава х65нвфт на основе хрома для повышения обрабатываемости резанием
Штамп для канального углового прессования
Способ послойной 3d-печати изделий из металла за счёт явления шнурования тока
Магнетронное распылительное устройство
Способ крепления ступицы на валу
Приспособление для нарезания резьбы на трубах вне станка
Способ акустического мониторинга электронно-пучковой технологии поверхностного легирования в вакуумных камерах
Способ вывода звуковой информации о технологическом процессе электронно-пучкового воздействия
Устройство для изготовления проволочных спиралей
Устройство компенсации тепловых погрешностей токарного станка
Способ мониторинга электронно-пучковой технологии поверхностного легирования и термообработки в вакуумных камерах
Способ оперативной оценки результатов электронно-пучкового термического воздействия на объекты в вакуумной камере
Способ акустического мониторинга электронно-пучковой технологии поверхностного легирования в вакуумных камерах
Способ вывода звуковой информации о технологическом процессе электронно-пучкового воздействия
Способ и система защиты информации при организации информационного обмена с космическими аппаратами

