Результат интеллектуальной деятельности: СПОСОБ ОТРЕЗКИ ЗАГОТОВОК ОТ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА ДЛЯ ШТАМПОВКИ КРУПНЫХ ПАНЕЛЕЙ (ВАРИАНТЫ)
Вид РИД
Изобретение
Изобретение относится к листовой штамповке и может быть использовано для штамповки различных панелей из листовых материалов, преимущественно для отрезки крупногабаритных заготовок сложной конфигурации от рулона листового материала из тонколистовой низкоуглеродистой стали, далее рулона, с целью последующего изготовления из этих заготовок пространственных крупногабаритных кузовных панелей автомобилей, тракторов, сельхозмашин, бытовой и другой техники на прессах простого, двойного и тройного действий, а также на многопозиционных прессах-автоматах.
Известен традиционный способ однорядной отрезки от широкого рулона, рулона, ленты или полосы заготовки прямоугольной конфигурации с размерами, соответствующими развертке готовой пространственной панели в плане с учетом особенностей пластического деформирования заготовки и технологического припуска на полуфабрикате при штамповке этой панели. Этот способ отрезки заготовок опубликован в книге: Романовский В.П. Справочник по холодной штамповке. - СПб.: Машиностроение, 1979, с. 285, рис. 251, а. Далее из этой прямоугольной заготовки осуществляют многооперационную штамповку сложной пространственной панели по технологии, описанной в книге: Технология изготовления автомобильных кузовов: Учебное пособие для машиностроительных техникумов. Под общей редакцией Д.В. Горячего. - 2-е изд., перераб. и доп. - М.: Машиностроение, 1990, табл. 1, с. 41.
Недостатком известного способа отрезки заготовок является то, что после отрезки заготовки прямоугольной конфигурации и последующей штамповки из нее пространственной панели велики отходы, за счет которых излишне увеличиваются норма расхода материала на одну панель и себестоимость изготовления панели. Кроме того, при вытяжке крупногабаритных пространственных кузовных панелей, например, наружной панели капота с плоскостью симметрии, соответствующей плоскости симметрии автомобиля, с двумя симметрично расположенными задними закругленными углами из прямоугольной заготовки соответствующие два угла такой заготовки ухудшают условия вытяжки этих двух задних закругленных углов панели капота, что приводит к разрывам заготовки при вытяжке этих двух углов панели капота, снижению точности панели, нестабильности процесса вытяжки и остановке автоматической линии штамповки для наладки процесса и ликвидации разрывов заготовки.
Известен способ малоотходной вырубки заготовки из ленты, широкого рулона или полосы по патенту RU №2295414, МПК B21D 28/06 с приоритетом от 18.07.2005, в котором заготовки вырубают при помощи цилиндрического пуансона со скошенной гранью.
Недостаток вышеприведенного технического решения заключается в наличии отхода, отрезка которого усложняет и снижает стойкость штампа для вырубки заготовок, данный отход сложно удалять со штампа для вырубки заготовок, отход снижает коэффициент использования материала при штамповке заданной панели.
Технической задачей изобретения является расширение технических возможностей при осуществлении процесса листовой штамповки.
Указанная техническая задача решается за счет того, что заготовки отрезают от рулона по одной, за каждый ход пресса без отхода при помощи штампа по симметричной относительно оси рулона линии, часть этой линии начинается с прямой, эту прямую продолжают кривой с определенным геометрией штампуемой из этой заготовки панели радиусом кривизны, кривую продолжают прямой, повернутой против часовой стрелки, эту прямую продолжают кривой, которую продолжают прямой до оси рулона, а другая часть линии отрезки заготовок от оси симметрии рулона до стороны рулона симметрична части линии отрезки заготовок.
Заготовки из листового материала в виде рулона отрезают по данному способу при помощи оснастки, ножей, штампа с пуансоном и матрицей на прессах или прессах-автоматах, на ножницах, на лазерной, плазменной и других установках.
По 1-му варианту способ отрезки заготовок для штамповки крупногабаритных панелей от рулона тонколистовой низкоуглеродистой стали заключается в последовательной с определенным шагом, заданным подающим устройством оборудования, отрезке заготовок при помощи установленной на нем оснастки, при этом сначала заготовку отрезают от стороны рулона до оси его симметрии по части линии отрезки в виде сопряженных между собой прямой, образующей со стороной рулона против часовой стрелки острый угол, превышающий 3 град., кривой, вогнутой по отношению к направлению подачи рулона и имеющей переменный радиус кривизны, определенный геометрией штампуемой из этой заготовки панели, прямой, расположенной под острым углом к оси симметрии рулона в направлении по часовой стрелке, кривой, выпуклой в направлении подачи рулона и имеющей переменный радиус кривизны, определенный геометрией штампуемой из этой панели, и прямой, ортогональной к оси симметрии рулона до этой оси симметрии рулона, и продолжают отрезку по части линии отрезки от оси симметрии рулона до его стороны, зеркально расположенной относительно первоначальной части линии отрезки, причем в точках сопряжения каждой кривой и прямой на линии отрезки заготовки обеспечивают совпадение касательной к упомянутой кривой с сопряженной с ней прямой.
По 2-му варианту способ отрезки заготовок для штамповки крупногабаритных панелей от рулона тонколистовой низкоуглеродистой стали заключается в последовательной с определенным шагом, заданным подающим устройством оборудования, отрезке заготовок при помощи установленной на нем оснастки, при этом сначала заготовку отрезают от стороны рулона до оси его симметрии по части линии отрезки в виде сопряженных кривых, являющихся дугами окружностей с определенными геометрией штампуемой из этой заготовки панели радиусами, образующей со стороной рулона против часовой стрелки угол, равный 45 град., кривой, вогнутой по отношению к направлению подачи рулона и имеющей переменный радиус кривизны, определенный геометрией штампуемой из этой заготовки панели, прямой, расположенной под острым углом к оси симметрии рулона в направлении по часовой стрелке, кривой, выпуклой в направлении подачи рулона и имеющей переменный радиус кривизны, определенный геометрией штампуемой из этой панели, и прямой, ортогональной к оси симметрии рулона до этой оси симметрии рулона, и продолжают отрезку по части линии отрезки от оси симметрии рулона до его стороны, зеркально расположенной относительно первоначальной части линии отрезки, причем в точках сопряжения каждой кривой и прямой на линии отрезки заготовки обеспечивают совпадение касательной к упомянутой кривой с сопряженной с ней прямой.
По 3-му варианту способ отрезки заготовок для штамповки крупногабаритных панелей от рулона тонколистовой низкоуглеродистой стали заключается в последовательной с определенным шагом, заданным подающим устройством оборудования, отрезке заготовок при помощи установленной на нем оснастки, при этом сначала заготовку отрезают от стороны рулона до оси его симметрии по части линии отрезки в виде сопряженных кривых, имеющих определенный геометрией штампуемой из этой заготовки панели и переменный вдоль каждой кривой радиус кривизны, образующей со стороной рулона по часовой стрелке острый угол, превышающий 3 град., кривой, вогнутой по отношению к направлению подачи рулона и имеющей переменный радиус кривизны, определенный геометрией штампуемой из этой заготовки панели,, прямой, расположенной под острым углом к оси симметрии рулона в направлении по часовой стрелке, кривой, выпуклой в направлении подачи рулона и имеющей переменный радиус кривизны, определенный геометрией штампуемой из этой панели, и прямой, ортогональной к оси симметрии рулона до этой оси симметрии рулона, и продолжают отрезку по части линии отрезки от оси симметрии рулона до его стороны, зеркально расположенной относительно первоначальной части линии отрезки, причем в точках сопряжения каждой кривой и прямой на линии отрезки заготовки обеспечивают совпадение касательной к упомянутой кривой с сопряженной с ней прямой.
По 4-му варианту способ отрезки заготовок для штамповки крупногабаритных панелей от рулона тонколистовой низкоуглеродистой стали заключается в последовательной с определенным шагом, заданным подающим устройством оборудования, отрезке заготовок при помощи установленной на нем оснастки, при этом сначала заготовку отрезают от стороны рулона до оси его симметрии по части линии отрезки в виде сопряженных кривых, являющихся дугами окружностей с определенными геометрией штампуемой из этой заготовки панели радиусами, образующей со стороной рулона по часовой стрелке угол, равный 45 град., кривой, вогнутой по отношению к направлению подачи рулона и имеющей переменный радиус кривизны, определенный геометрией штампуемой из этой заготовки панели, прямой, расположенной под острым углом к оси симметрии рулона в направлении по часовой стрелке, кривой, выпуклой в направлении подачи рулона и имеющей переменный радиус кривизны, определенный геометрией штампуемой из этой панели, и прямой, ортогональной к оси симметрии рулона до этой оси симметрии рулона, и продолжают отрезку по части линии отрезки от оси симметрии рулона до его стороны, зеркально расположенной относительно первоначальной части линии отрезки, причем в точках сопряжения каждой кривой и прямой на линии отрезки заготовки обеспечивают совпадение касательной к упомянутой кривой с сопряженной с ней прямой.
По 5-му варианту способ отрезки заготовок для штамповки крупногабаритных панелей от рулона тонколистовой низкоуглеродистой стали заключается в последовательной с определенным шагом, заданным подающим устройством оборудования, отрезке заготовок при помощи установленной на нем оснастки, при этом сначала заготовку отрезают от стороны рулона до оси его симметрии по части линии отрезки в виде сопряженных кривых, имеющих определенный геометрией штампуемой из этой заготовки панели и переменный вдоль каждой кривой радиус кривизны, где прямая ортогональна стороне рулона по направлению подачи рулона, кривой, вогнутой по отношению к направлению подачи рулона и имеющей переменный радиус кривизны, определенный геометрией штампуемой из этой заготовки панели, кривой, выпуклой в направлении подачи рулона и имеющей переменный радиус кривизны, определенный геометрией штампуемой из этой панели, и, наконец, прямой, ортогональной к оси симметрии рулона до этой оси симметрии рулона.
По 6-му варианту способ отрезки заготовок для штамповки крупногабаритных панелей от рулона тонколистовой низкоуглеродистой стали заключается в последовательной с определенным шагом, заданным подающим устройством оборудования, отрезке заготовок при помощи установленной на нем оснастки, при этом сначала заготовку отрезают от стороны рулона до оси его симметрии по части линии отрезки в виде сопряженных кривых, являющихся дугами окружностей с определенными геометрией штампуемой из этой заготовки панели радиусами, где прямая ортогональна стороне рулона по направлению подачи рулона, кривой, вогнутой по отношению к направлению подачи рулона и имеющей переменный радиус кривизны, определенный геометрией штампуемой из этой заготовки панели, кривой, выпуклой в направлении подачи рулона и имеющей переменный радиус кривизны, определенный геометрией штампуемой из этой панели, и, наконец, прямой, ортогональной к оси симметрии рулона до этой оси симметрии рулона.
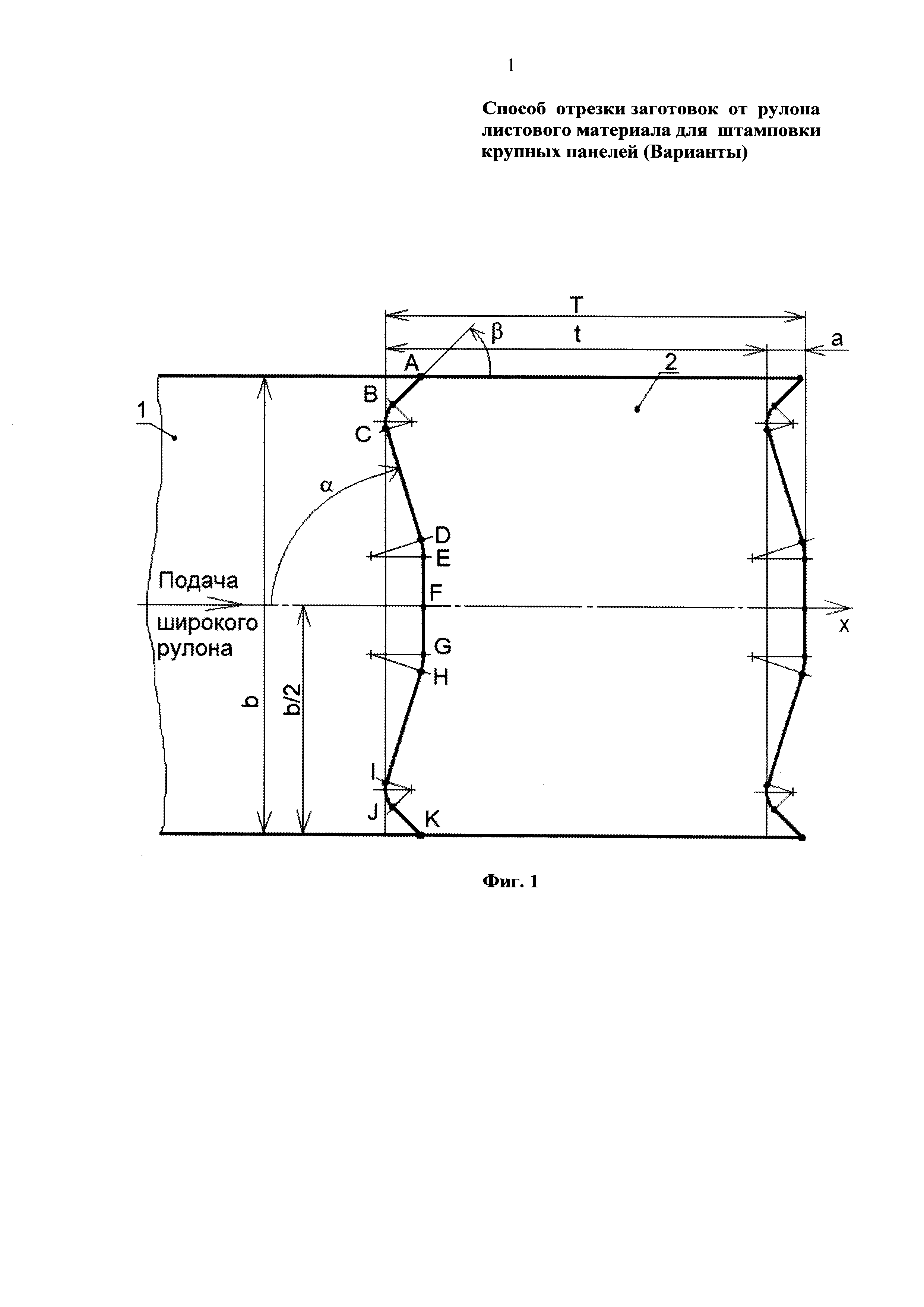
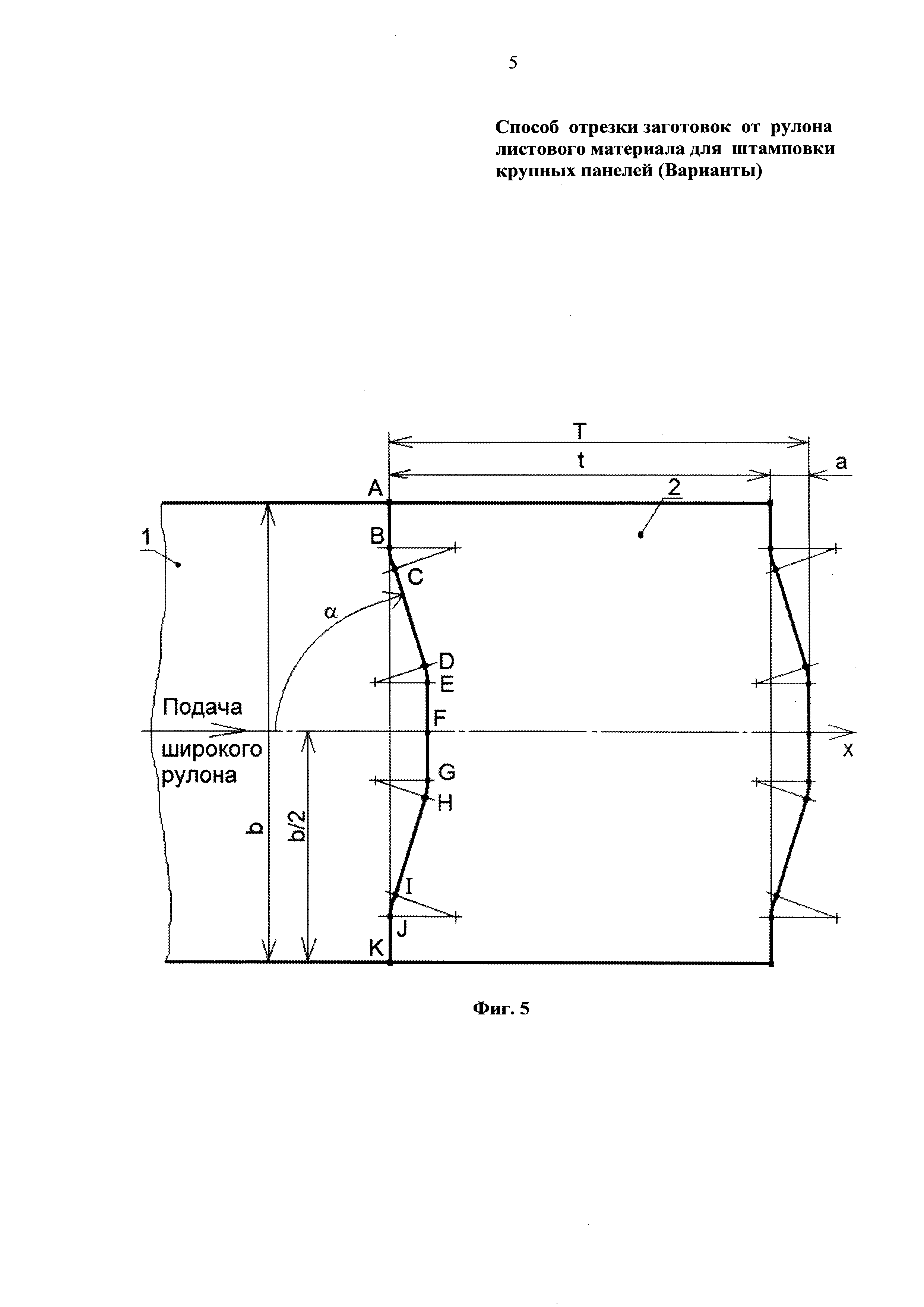
На графических материалах представленных фиг. 1-6, показаны варианты способа отрезки заготовок от рулона при различных параметрах линии отрезки. Рулон обозначен позицией 1, а отрезанная от него заготовка - позицией 2.
По 1-му варианту на оборудовании в виде раскройной линии с прессом и установленным на прессе штампом для отрезки заготовок от рулона способ осуществляется следующим образом. Рулон 1 шириной b и с продольной осью симметрии "х" на расстоянии b/2 от сторон рулона подается на рабочую поверхность штампа. При ходе ползуна пресса с помощью верхнего и нижнего ножей штампа отрезают заготовку 2 по части ABCDEF линии ABCDEFGHIJK отрезки заготовки сначала в виде прямой АВ, повернутой вокруг точки В по часовой стрелке, острый угол β между этой прямой АВ и стороной рулона в направлении против часовой стрелки больше βlim для исключения нежелательного затягивания прилегающего к точке А острого края заготовки в зазор между верхним и нижним ножами со снижением стойкости ножей и потерей точности размеров заготовки. Проведенными на производстве экспериментами установлено, что для основных применяемых в автомобилестроении тонколистовых низкоуглеродистых сталей величина предельного угла βlim составляет 3°. Из последней точки В прямой АВ отрезку продолжают по сопряженной в этой точке В и вогнутой, по отношению к направлению подачи рулона, кривой ВС с определенным геометрией штампуемой из этой заготовки панели и переменным вдоль кривой ВС радиусом кривизны. Из последней точки С кривой ВС отрезку продолжают по сопряженной в этой точке С средней прямой CD, повернутой вокруг этой точки сопряжения С против часовой стрелки в направлении подачи рулона и образующей с осью симметрии рулона острый угол а в направлении часовой стрелки. Из последней точки D прямой CD отрезку продолжают по сопряженной в этой точке D и выпуклой в направлении подачи рулона кривой DE с определенным геометрией штампуемой из этой заготовки панели и переменным вдоль кривой DE радиусом кривизны. Из последней точки Е кривой DE отрезку продолжают по сопряженной в этой точке Е и ортогональной к оси "х" симметрии рулона прямой EF до этой оси "х" симметрии рулона. А отрезку заготовки по части FGHIJK линии ABCDEFGHIJK отрезки заготовки, а именно от оси "х" симметрии рулона до стороны рулона, продолжают зеркально относительно части ABCDEF линии ABCDEFGHIJK отрезки заготовки и симметрично относительно оси "х" симметрии рулона.
Для повышения стойкости ножей штампа в точках сопряжений прямой и кривой на линии отрезки заготовки ABCDEFGHIJK касательная к кривой совпадает с прямой.
Параметры линии отрезки заготовки и шаг подачи рулона определяют по результатам расчетов, экспериментов и моделирования операций штамповки заданной панели из различных конфигураций заготовки в компьютерной системе Маге корпорации MSC Software (США), в программе AutoForm фирмы AutoForm (Швейцария) и других программах, а затем уточняют на производстве при отладке штампа для вытяжки полуфабриката панели из этой заготовки.
Аналогично способ реализуется при подаче рулона как слева направо, так и справа налево, а также при использовании ленты, полосы вместо рулона.
По сравнению с отрезкой прямоугольных заготовок длиной Т, определяемой геометрией штампуемой из этой заготовки панели, шаг t отрезки заготовок 2 по данному способу уменьшают на величину "а" захода заготовок друг в друга и рассчитывают по формуле:

Экономию Е рулона на одну заготовку рассчитывают по формуле:

Следующую заготовку отрезают после подачи рулона по отношению к штампу на шаг t, который рассчитывают по формуле (1).
Данный способ применим и на оборудовании, на котором перемещается рулон по отношению к штампу, и на оборудовании, на котором перемещается штамп по отношению к рулону, и на оборудовании, на котором перемещаются и штамп, и рулон.
Возможность экономии материала по данному способу может быть реализована при штамповке наружных и внутренних панелей из тонколистовой низкоуглеродистой стали таких кузовных панелей легковых и грузовых автомобилей, как наружные и внутренние панели капота и крышки багажника, панель крыши и другие. Левый и правый контуры этих панелей в плане близки к параллельным прямым линиям, благодаря чему появляется возможность применять рулон без обрезки его боковых сторон. А передний и задний контуры этих кузовных панелей в плане близки к параллельным дугам окружностей, за счет чего появляется возможность вписывать часть следующей на рулоне заготовки в предыдущую заготовку.
По 2-му варианту способа (фиг. 2) от рулона 1 отрезают заготовку 2 по линии ABCDEFGHIJK, у которой кривые ВС, DE, GH и IJ являются дугами окружностей радиусов R2 и R1, прямая АВ повернута вокруг точки В по часовой стрелке в сторону подачи рулона, острый угол β между этой прямой АВ и стороной рулона в направлении против часовой стрелки равен 45°, а остальные параметры определяют по результатам расчетов, экспериментов и компьютерного моделирования операций штамповки заданной панели из различных конфигураций заготовки и уточняют при отладке штампа для вытяжки полуфабриката панели из этой заготовки.
Этот вариант способа применяют для отрезки заготовок из тонколистовой низкоуглеродистой стали для штамповки наружных и внутренних панелей капота, левый и правый контуры которых в плане близки к параллельным прямым линиям, а передний и задний контуры этих панелей в плане близки к параллельным дугам окружностей, когда левый и правый контуры сопряжены с задним контуром двумя симметрично расположенными относительно плоскости симметрии автомобиля кривыми малого радиуса кривизны, а эти же левый и правый контуры сопряжены с передним контуром двумя симметрично расположенными относительно плоскости симметрии автомобиля кривыми большого радиуса кривизны. В этом случае отрезка двух углов заготовки по прямым АВ и JK облегчает вытяжку участков панели на двух задних сопрягаемых кривых малого радиуса кривизны панели в плане из самых напряженных участков заготовки. А два выступающих передних угла заготовки не мешают вытяжке панели на двух передних сопрягаемых кривых большого радиуса кривизны панели в плане, где у заготовки на операции вытяжки имеется большой запас пластичности, и ее разрушение исключено; эти два выступающих передних угла заготовки после операции вытяжки удаляют в отход на операции обрезки технологического припуска.
По 3-му варианту способа (фиг. 3) от рулона 1 отрезают заготовку 2 по линии ABCDEFGHIJK, у которой кривые ВС, DE, GH и IJ имеют определенный геометрией штампуемой из этой заготовки панели и переменный вдоль каждой кривой радиус кривизны, прямая АВ повернута вокруг точки В против часовой стрелки в противоположном от подачи рулона направлении, острый угол β между этой прямой АВ и стороной рулона в направлении по часовой стрелке больше 3°, а остальные параметры определяют по результатам расчетов, экспериментов и компьютерного моделирования операций штамповки заданной панели из различных конфигураций заготовки и уточняют при отладке штампа для вытяжки полуфабриката панели из этой заготовки.
Этот вариант способа применяют для отрезки заготовок из тонколистовой низкоуглеродистой стали для штамповки наружных и внутренних панелей капота, левый и правый контуры которых в плане близки к параллельным прямым линиям, а передний и задний контуры этих панелей в плане близки к параллельным дугам окружностей, когда левый и правый контуры сопряжены с задним контуром двумя симметрично расположенными относительно плоскости симметрии автомобиля кривыми большого радиуса кривизны, а эти же левый и правый контуры сопряжены с передним контуром двумя симметрично расположенными относительно плоскости симметрии автомобиля кривыми малого радиуса кривизны. В этом случае отрезка двух углов заготовки по прямым АВ и JK облегчает вытяжку участков панели на двух передних сопрягаемых кривых малого радиуса кривизны панели в плане из самых напряженных участков заготовки. А два выступающих задних угла заготовки не мешают вытяжке панели на двух задних сопрягаемых кривых большого радиуса кривизны панели в плане, где у заготовки на операции вытяжки имеется большой запас пластичности, и ее разрушение исключено; эти два выступающих задних угла заготовки после операции вытяжки удаляют в отход на операции обрезки технологического припуска.
По 4-му варианту способа (фиг. 4) от рулона 1 отрезают заготовку 2 по линии ABCDEFGHIJK, у которой кривые ВС, DE, GH и IJ являются дугами окружностей с определенными геометрией штампуемой из этой заготовки панели радиусами R2 и R1, прямая АВ повернута вокруг точки В против часовой стрелки в противоположном от подачи рулона направлении, острый угол β между этой прямой АВ и стороной рулона, в направлении по часовой стрелке, равен 45°, а остальные параметры определяют по результатам расчетов, экспериментов и компьютерного моделирования операций штамповки заданной панели из различных конфигураций заготовки и уточняют при отладке штампа для вытяжки полуфабриката панели из этой заготовки. Этот вариант способа применяют для отрезки заготовок из тонколистовой низкоуглеродистой стали для штамповки тех же панелей, что и в варианте 3.
По 5-му варианту способа (фиг. 5) от рулона 1 отрезают заготовку 2 по линии ABCDEFGHIJK, у которой кривые ВС, DE, GH и IJ имеют определенный геометрией штампуемой из этой заготовки панели и переменный вдоль каждой кривой радиус кривизны, прямая АВ перпендикулярна стороне рулона по направлению подачи рулона, а остальные параметры определяют по результатам расчетов, экспериментов и компьютерного моделирования операций штамповки заданной панели из различных конфигураций заготовки и уточняют при отладке штампа для вытяжки полуфабриката панели из этой заготовки.
Этот вариант способа применяют для отрезки заготовок из тонколистовой низкоуглеродистой стали для штамповки наружных и внутренних панелей капота, левый и правый контуры которых в плане близки к параллельным прямым линиям, а передний и задний контуры этих панелей в плане близки к параллельным дугам окружностей, когда левый и правый контуры сопряжены с задним контуром двумя симметрично расположенными относительно плоскости симметрии автомобиля кривыми большого радиуса кривизны, а эти же левый и правый контуры сопряжены с передним контуром двумя симметрично расположенными относительно плоскости симметрии автомобиля кривыми тоже большого радиуса кривизны. В этом случае наличие четырех углов на заготовке не мешают вытяжке панели на двух задних и двух передних сопрягаемых кривых большого радиуса кривизны панели в плане, где у заготовки на операции вытяжки имеется большой запас пластичности, и ее разрушение исключено; эти четыре выступающих угла заготовки после операции вытяжки удаляют в отход на операции обрезки технологического припуска.
По 6-му варианту способа (фиг. 6) от рулона 1 отрезают заготовку 2 по линии ABCDEFGHIJK, у которой кривые ВС, DE, GH и IJ являются дугами окружностей радиусов R2 и R1, прямая АВ перпендикулярна стороне рулона по направлению подачи рулона, а остальные параметры определяют по результатам расчетов, экспериментов и компьютерного моделирования операций штамповки заданной панели из различных конфигураций заготовки и уточняют при отладке штампа для вытяжки полуфабриката панели из этой заготовки. Этот вариант способа применяют для отрезки заготовок из тонколистовой низкоуглеродистой стали для штамповки тех же панелей, что и в варианте 5.
Техническим результатом использования изобретения для всех вариантов, где отрезку фигурных заготовок производят без отходов с заходом контура предыдущей заготовки внутрь контура последующей заготовки, по сравнению с известными способами отрезки заготовок прямоугольной формы, является повышение точности панелей после их штамповки из отрезанных заготовок и повышение производительности штамповки со снижением брака и себестоимости изготовления листоштампованных панелей.
Оправка для заполнения консистентной смазкой кольцевых внутренних полостей деталей
Термостат системы охлаждения двигателя внутреннего сгорания
Электрический усилитель рулевого управления
Способ работы системы безопасности автомобиля
Способ управления двс
Корпус электронного прибора
Отопительно-вентиляционное устройство для транспортного средства
Заглушка
Способ управления работой двс
Многокамерный глушитель шума выхлопа двигателя внутреннего сгорания
Способ изготовления сложной крупногабаритной цельноштампованной детали из листовой заготовки
Способ испытания листового материала на пружинение и предельные параметры при двухугловой гибке (варианты)
Штамп-прибор для испытания листового материала на пружинение и предельные параметры при двухугловой гибке с прижимом краем образца (варианты)
Штамп для вытяжки сложной крупногабаритной детали на прессе двойного действия
Штамп для вытяжки кузовных деталей
Способ испытания и оценки штампуемости листового проката
Способ испытания и оценки эффективности технологических смазок
Штамп для вытяжки деталей сложной формы
Способ вытяжки сложной крупногабаритной детали (варианты)

