Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ИЗДЕЛИЙ
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к способу штамповки множества изделий, а также к устройству для осуществления этого способа.
Уровень техники
В известных линиях штамповки, таких как линии холодной штамповки, штамповку выполняют вдоль одной линии при помощи одной или нескольких штамповочных головок. Максимальная скорость штамповки изделий за одну минуту ограничена количеством штамповочных головок и расстоянием, которое должны пройти изделия. Увеличение количества штамповочных головок приводит к увеличению продолжительности цикла штамповки, а также к увеличению проходимого изделиями расстояния, следовательно, скорость штамповки изделий является фактором, ограничивающим производительность линии. Предельные значения скорости штамповки изделий, присущие известным линиям холодной штамповки, составляют приблизительно 25 изделий за одну минуту.
В документе ЕР-А-0715813 раскрыты способы и устройства для получения шоколадных изделий, в которых множество охлажденных штамповочных элементов приводят во взаимодействие с жидкой шоколадной массой, находящейся в формах, и перемещают вдоль пути перемещения форм на заданное расстояние с поддержанием во взаимодействии с шоколадной массой, после чего указанные элементы извлекают из указанных форм. Штамповочные элементы расположены по периметру вращающегося несущего устройства таким образом, что они могут быть приведены во взаимодействие с формами при помощи непрерывного вращения указанного несущего устройства. Следовательно, отсутствует возвратно-поступательное движение штамповочных элементов. Согласно некоторым вариантам осуществления путь перемещения форм может включать изгиб или петлю.
В документе US 5,006,358 раскрыты способ и устройство для непрерывного автоматизированного производства тестовых заготовок при помощи прессующего устройства с нагретыми пластинами, которые выполнены с возможностью возвратно-поступательного перемещения в направлении движения тестовых заготовок. Более конкретно, группы, состоящие из тестовых шариков, одновременно выгружают на подающую ленту так, чтобы сформировать на ленте ряды и колонны из расположенных с равными интервалами тестовых изделий. Следующие один за другим, расположенные с равными интервалами ряды из тестовых шариков подают в район прессующего устройства, где прессующие пластины смыкают для расплющивания теста, при этом пресс движется с такой же скоростью и в таком же направлении, как и лента, затем пластины отводят и прессующее устройство возвращается в свое исходное положение.
Кроме того, в документе US-A-2011/0318475 раскрыт способ формирования тонких пищевых изделий с использованием двух непрерывных лент, которые взаимодействуют с образованием полости для размещения наполнителя. Одна из этих двух лент характеризуется наличием множества вырезов для формирования стенок полости, которые могут быть расположены параллельными рядами. Хотя стадия формирования тонких пищевых изделий может быть осуществлена при помощи множества параллельных линий, последующую стадию штамповки в секции формирования осуществляют стандартным способом при помощи нескольких матриц штамповальной машины, расположенных последовательно в одну линию, или вращающегося формовочного барабана.
В документе DE-A-102005018416 раскрывается способ и устройство для придания необходимой формы кондитерским продуктам при помощи установки холодной штамповки. После перемещения в установку холодной штамповки заданного количества форм, содержащих подлежащие формованию кондитерские продукты, поток внутри указанной установки останавливают и осуществляют процесс холодной штамповки при помощи множества охлажденных штамповочных элементов, при этом указанные элементы расположены последовательно. Для того чтобы компенсировать потерю времени, которая вызвана этим прерыванием процесса транспортировки форм, с входной и выходной сторон указанной установки холодной штамповки установлены преобразователи скорости питающего потока, чтобы обеспечить ускоренную подачу указанных форм в указанное устройство и выгрузку указанных форм из него соответственно.
В документе ЕР-В-0981280 раскрыт способ холодной штамповки для изготовления продуктов питания, характеризующихся наличием внешней оболочки, при помощи литьевого прессования с использованием пуансона с контролируемой температурой, который взаимодействует с формой, при этом пуансон и/или форму изготавливают из материала с высокой теплопроводностью, и температуру конденсации атмосферы, окружающей продукт питания, поддерживают ниже температуры указанного пуансона.
В статье “Frozen Cone Technology” (Allan Aastecl, 51st P.M.C.A, Production Conference, 1997, pages 115 to 118) раскрыт способ холодной штамповки, согласно которому замороженный конический плунжер вводят в жидкую шоколадную массу сразу после ее размещения. Жидкий шоколад замерзает вокруг указанного плунжера, таким образом, формируя шоколадную оболочку. Поскольку плунжер охлажден, при опускании плунжера в указанную массу происходит мгновенное застывание оболочки. Замороженный конический плунжер может быть охлажден до температуры, составляющей приблизительно от +5° до -5°F (от -15° до -21°C).
Известным способам и устройствам для штамповки изделий присущ один недостаток, который заключается в ограниченной производительности линии. Как было отмечено выше, эта проблема не может быть решена посредством увеличения количества штамповочных головок из-за ограничения скорости штамповки изделий, которая может быть достигнута на известных линиях штамповки.
Сущность изобретения
Настоящее изобретение направлено на решение отмеченных выше проблем, при этом цель настоящего изобретения заключается в предоставлении способа штамповки множества изделий, который позволит увеличить объем производства изделий. Кроме того, еще одной целью настоящего изобретения является предоставление устройства для осуществления этого способа. Эти цели достигаются посредством способа, которому присущи технические признаки, раскрытые в пункте 1 формулы изобретения, и устройства, которому присущи технические признаки, раскрытые в пункте 8 формулы изобретения. Предпочтительные варианты осуществления настоящего изобретения раскрыты в независимых пунктах формулы изобретения.
Настоящее изобретение предоставляет способ штамповки множества изделий, включающий стадии транспортировки множества изделий вдоль первого пути перемещения и разделения потока транспортировки множества изделий вдоль первого пути перемещения по меньшей мере на две параллельных линии транспортировки, чтобы осуществлять транспортировку множества изделий вдоль по меньшей мере двух параллельных вторых путей перемещения. Кроме того, способ предусматривает стадии штамповки множества изделий, транспортируемых вдоль по меньшей мере двух параллельных вторых путей перемещения, при помощи по меньшей мере двух параллельных штамповочных установок, и объединения потоков транспортировки множества изделий по меньшей мере вдоль двух параллельных вторых путей перемещения, чтобы осуществлять транспортировку множества изделий вдоль третьего пути перемещения.
В настоящем документе термин «штамповка» относится к любому типу процесса, в котором заданное давление прикладывают к изделию для того, чтобы придать изделию заданную форму. Термин «параллельные штамповочные установки» подразумевает, что штамповочные установки расположены параллельно, т.е. вдоль по меньшей мере двух параллельных вторых путей перемещения, а не последовательно вдоль одного пути перемещения.
Одна или несколько штамповочных установок могут быть предусмотрены для каждой из по меньшей мере двух параллельных линий транспортировки, при этом одна или несколько штамповочных установок сконфигурированы для штампования множества изделий, транспортируемых вдоль каждого из по меньшей мере двух параллельных вторых путей перемещения.
Поскольку стадию штамповки осуществляют параллельно посредством штамповки множества изделий, транспортируемых вдоль по меньшей мере двух параллельных вторых путей перемещения, с использованием по меньшей мере двух параллельных штамповочных установок, производительность процесса штамповка увеличивается по сравнению с компоновкой, в которой используют одну штамповочную установку, которая характеризуется наличием множества штамповочных элементов или штамповочных головок, или множество штамповочных установок, расположенных последовательно.
Например, в случае двух параллельных штамповочных установок, которые характеризуется наличием одинакового количества штамповочных элементов или штамповочных головок, производительность способа согласно настоящему изобретению повысится на 100% по сравнению с компоновкой, в которой одна штамповочная установка характеризуется таким количеством штамповочных элементов или штамповочных головок, которое равно количеству указанных элементов или головок каждой из двух параллельных штамповочных установок, и приблизительно на 25% по сравнению с компоновкой, в которой одна штамповочная установка характеризуется таким количеством штамповочных элементов или штамповочных головок, расположенных последовательно, которое в два раза превышает количество указанных элементов или головок каждой из двух параллельных штамповочных установок.
Поток транспортировки множества изделий вдоль первого пути перемещения может быть разделен на три или более, четыре или более, или пять или более параллельных линий транспортировки таким образом, чтобы осуществлять транспортировку множества изделий вдоль трех или более, четырех или более, или пяти или более параллельных вторых путей перемещения. В этом случае может быть осуществлена штамповка множества изделий, транспортируемых вдоль трех или более, четырех или более, или пяти или более параллельных вторых путей перемещения, при помощи трех или более, четырех или более, или пяти или более параллельных штамповочных установок. В этом случае может быть дополнительно увеличена производительность процесса штамповки.
После стадии штамповки осуществляют объединение, т.е. совмещение или соединение, потоков транспортировки множества изделий вдоль по меньшей мере двух параллельных вторых путей перемещения, чтобы осуществлять транспортировку множества изделий вдоль третьего пути перемещения. Потоки транспортировки множества изделий вдоль по меньшей мере двух параллельных вторых путей перемещения могут быть объединены в одну линию транспортировки. Затем множество изделий может быть подвержено дополнительным стадиям обработки, таким как охлаждение, нагревание, заполнение, нанесение покрытия или упаковывание.
По меньшей мере одна, две, три или все штамповочные установки могут характеризоваться наличием рамы и одной или нескольких штамповочных головок или элементов, расположенных на указанной раме. Кроме того, по меньшей мере одна, две, три или все штамповочные установки могут содержать одну или несколько подъемных платформ для осуществления перемещения одного или нескольких изделий из множества изделий, транспортируемых вдоль по меньшей мере двух параллельных вторых путей перемещения, в вертикальном направлении и осуществления взаимодействия указанных изделий с одной или несколькими штамповочными головками или элементами. Альтернативно, множество изделий, транспортируемых вдоль по меньшей мере двух параллельных вторых путей перемещения, могут оставаться неподвижными в вертикальном направлении, при этом одна или несколько штамповочных головок или элементов могут быть перемещены в вертикальном направлении таким образом, чтобы обеспечить взаимодействие указанных головок или элементов с одним или несколькими изделиями из множества изделий.
По меньшей мере в одной, двух, трех или всех штамповочных установках две или более штамповочных головки или элемента могут быть расположены последовательно вдоль линии транспортировки таким образом, чтобы осуществлять по существу одновременную штамповку двух или более изделий из множества изделий, транспортируемых вдоль по меньшей мере одного из по меньшей мере двух параллельных вторых путей перемещения, в штамповочной установке или в штамповочных установках. Штамповочные головки или элементы могут быть расположены таким образом, чтобы каждая штамповочная головка или каждый штамповочный элемент были сконфигурированы для штамповки одного изделия из множества изделий.
Может быть осуществлена непрерывная транспортировка, т.е. без остановки потока транспортировки, множества изделий вдоль первого пути перемещения и/или по меньшей мере двух параллельных вторых путей перемещения, и/или третьего пути перемещения. Таким образом, может быть обеспечен чрезвычайно высокий объем производства (т.е. чрезвычайно высокая производительность линии) указанных изделий.
Изделия могут представлять собой твердые, полужидкие или жидкие изделия, такие как расплавленный шоколад, карамель, ириски, леденцы или т.п. Изделия могут быть расположены в одной или нескольких емкостях или в одном или нескольких приемниках. В частности, в случае полужидких или жидких изделий каждое из указанных изделий может быть расположено в отдельной форме.
Согласно одному варианту осуществления множество изделий подвергают штамповке во время транспортировки вдоль по меньшей мере двух параллельных вторых путей перемещения. В настоящем документе выражение «во время транспортировки» означает, что множество изделий подвергают штамповке во время их перемещения вдоль по меньшей мере двух параллельных вторых путей перемещения. Таким образом, не происходит остановки транспортировки изделий вдоль по меньшей мере двух параллельных вторых путей перемещения, что дополнительно увеличивает производительность (объем производства изделий) процесса штамповки.
В этом случае по меньшей мере две параллельные штамповочные установки могут быть сконфигурированы так, чтобы перемещаться, по меньшей мере, временно, в направлении и со скоростью, которые совпадают с направлением и скоростью потока транспортировки множества изделий, транспортируемых вдоль по меньшей мере двух параллельных вторых путей перемещения. Например, одна или несколько штамповочных установок могут быть выполнены таким образом, чтобы характеризоваться наличием рамы, которая установлена с возможностью перемещения, например, на рельсовую систему или т.п., и приводится в движение, например, двигателем, таким как серводвигатель.
Согласно другому варианту осуществления транспортировку множества изделий вдоль по меньшей мере двух параллельных вторых путей перемещения останавливают перед осуществлением штамповки изделий, и возобновляют после завершения штамповки изделий. В этом случае, во время процесса штамповки, множество изделий остаются неподвижными в направлении транспортировки вдоль по меньшей мере двух параллельных вторых путей перемещений.
Штамповка множества изделий, транспортируемых вдоль по меньшей мере двух параллельных вторых путей перемещения, может быть осуществлена по существу одновременно. Это может быть обеспечено при помощи синхронизации стадий штамповки, осуществляемых по меньшей мере двумя параллельными штамповочными установками, например, посредством использования блока управления.
Может быть осуществлена последовательная транспортировка множества изделий вдоль первого пути перемещения. Таким образом, может быть упрощена стадия разделения потока транспортировки множества изделий вдоль первого пути перемещения по меньшей мере на две параллельные линии транспортировки, чтобы осуществлять транспортировку множества изделий вдоль по меньшей мере двух параллельных вторых путей перемещения.
Первый путь перемещения может быть одним путем перемещения. Более того, транспортировка множества изделий вдоль первого пути перемещения может происходить одновременно последовательно и параллельно, например, посредством размещения множества смежных рядов изделий на конвейерной ленте или т.п. Таким образом, может быть увеличено количество изделий, транспортируемых вдоль первого пути перемещения за заданный период времени.
Транспортировка множества изделий вдоль третьего пути перемещения может быть осуществлена последовательно. Таким образом, может быть упрощена дальнейшая обработка изделий. Третий путь перемещения может быть одним путем перемещения.
Изделия могут быть пищевыми продуктами, в частности, кондитерскими продуктами, такими как конфеты, шоколад, печенье, бисквиты, ириски, карамель, леденцы, молочные продукты или т.п. Согласно одному варианту осуществления изделия представляют собой полужидкие или жидкие кондитерские продукты. В этом случае, кондитерские оболочки, например, для кондитерских продуктов с начинкой, могут быть получены при помощи стадий штамповки.
Качество некоторых пищевых продуктов может снижаться в результате воздействия окружающей атмосферы в течение продолжительного периода времени. Следовательно, увеличенный объем производства изделий (увеличенная производительность линии) и, таким образом, более низкое время производства, достигаемое способом согласно настоящему изобретению, являются чрезвычайно предпочтительными для использования совместно с пищевыми продуктами.
Согласно одному варианту осуществления стадия штамповки представляет собой стадию холодной штамповки. В этом случае могут быть использованы полужидкие или жидкие изделия, которые, по меньшей мере, частично затвердевают благодаря охлаждению во время стадии штамповки. Отверждение изделий может быть обеспечено посредством использования охлажденных штамповочных головок или элементов. Штамповочные головки или элементы могут быть охлаждены до значений температуры, составляющих 20°C или менее, 10°C или менее, 5°C или менее, 0°C или менее, -5°C или менее, -10°C или менее, -15°C или менее, -20°C или менее, или -25°C или менее. Штамповочные головки или элементы могут быть изготовлены из материала с высокой теплопроводностью, такого как металл, например, медь, железо, сталь или т.п. В частности, кондитерские оболочки для кондитерских продуктов с начинкой могут быть изготовлены посредством такой стадии холодной штамповки.
Настоящее изобретение дополнительно предоставляет устройство для штамповки множества изделий, при этом устройство содержит механизм транспортировки, сконфигурированный для транспортировки множества изделий вдоль первого пути перемещения, и разделяющий механизм, сконфигурированный для разделения потока транспортировки множества изделий вдоль первого пути перемещения по меньшей мере на две параллельные линии транспортировки, чтобы осуществлять транспортировку множества изделий вдоль по меньшей мере двух параллельных вторых путей перемещения.
Устройство дополнительно содержит по меньшей мере две параллельные штамповочные установки, сконфигурированные для осуществления штамповки множества изделий, транспортируемых вдоль по меньшей мере двух параллельных вторых путей перемещения, и объединяющий механизм, сконфигурированный для объединения потоков транспортировки множества изделий вдоль по меньшей мере двух параллельных вторых путей перемещения, чтобы осуществлять транспортировку множества изделий вдоль третьего пути перемещения.
Механизм транспортировки может представлять собой конвейерную ленту, транспортерную ленту, подающую ленту или т.п. Разделяющий механизм и/или объединяющий механизм могут быть выполнены в виде раздвоения конвейера, соединения конвейеров, ответвления от конвейера или т.п.
По меньшей мере одна из по меньшей мере двух параллельных штамповочных установок может характеризоваться наличием одной или нескольких штамповочных головок или элементов. В частности, как отмечено выше, по меньшей мере одна, две, три или все штамповочные установки могут характеризоваться наличием рамы и одной или нескольких штамповочных головок или элементов, расположенных на указанной раме. Кроме того, по меньшей мере одна, две, три или все штамповочные установки могут содержать одну или несколько подъемных платформ для осуществления перемещения одного или нескольких изделий из множества изделий, транспортируемых вдоль по меньшей мере двух параллельных вторых путей перемещения, в вертикальном направлении, и осуществления взаимодействия указанных изделий с одной или несколькими штамповочными головками или элементами.
Альтернативно, множество изделий, транспортируемых вдоль по меньшей мере двух параллельных вторых путей перемещения, может оставаться неподвижным в вертикальном направлении, при этом одна или несколько штамповочных головок или элементов могут быть перемещены в вертикальном направлении таким образом, чтобы обеспечить взаимодействие указанных головок или элементов с одним или несколькими изделиями из множества изделий.
По меньшей мере в одной, двух, трех или всех штамповочных установках две или более штамповочных головки или элемента могут быть расположены последовательно вдоль линии транспортировки таким образом, чтобы осуществлять по существу одновременную штамповку двух или более изделий из множества изделий, транспортируемых вдоль по меньшей мере одного из по меньшей мере двух параллельных вторых путей перемещения, в штамповочной установке или в штамповочных установках. Штамповочные головки или элементы могут быть расположены таким образом, чтобы каждая штамповочная головка или каждый штамповочный элемент были сконфигурированы для штамповки одного изделия из множества изделий.
По меньшей мере две параллельные штамповочные установки могут характеризоваться по существу идентичными конфигурациями. Тем не менее, альтернативно, могут быть использованы штамповочные установки с различными конфигурациями. Например, штамповочные установки могут отличаться количеством и/или расположением штамповочных головок или элементов.
Устройство согласно настоящему изобретению обеспечивает полезные эффекты, которые были ранее подробно описаны в отношении способа согласно настоящему изобретению.
По меньшей мере две штамповочные установки могут быть сконфигурированы для осуществления штамповки множества изделий во время транспортировки вдоль по меньшей мере двух параллельных вторых путей перемещения. В настоящем документе, выражение «во время транспортировки» означает, что по меньшей мере две штамповочные установки сконфигурированы для осуществления штамповки множества изделий во время их перемещения вдоль по меньшей мере двух параллельных вторых путей перемещения.
Согласно одному варианту осуществления по меньшей мере две штамповочные установки сконфигурированы для осуществления по существу одновременной штамповки множества изделий, транспортируемых вдоль по меньшей мере двух параллельных вторых путей перемещения. Этом может быть обеспечено при помощи синхронизации по меньшей мере двух параллельных штамповочных установок, например, посредством использования блока управления.
Механизм транспортировки может быть сконфигурирован для осуществления последовательной транспортировки множества изделий вдоль первого пути перемещения.
Устройство согласно настоящему изобретению может быть сконфигурировано для осуществления последовательной транспортировки множества изделий вдоль третьего пути перемещения.
Изделия могут представлять собой пищевые продукты. В этом случае, могут быть обеспечены полезные эффекты, которые были ранее подробно описаны в отношении способа согласно настоящему изобретению.
Согласно одному варианту осуществления по меньшей мере две параллельные штамповочные установки представляют собой установки холодной штамповки. В этом случае полужидкие или жидкие изделия могут быть, по меньшей мере, частично отверждены благодаря охлаждению по меньшей мере в двух штамповочная установках. Отверждение изделий может быть обеспечено посредством использования штамповочных установок, характеризующихся наличием охлажденных штамповочных головок или элементов. В частности, кондитерские оболочки для кондитерских продуктов с начинкой могут быть изготовлены посредством использования такого устройства.
Устройство согласно настоящему изобретению представляет собой устройство для осуществления способа согласно настоящему изобретению. Следовательно, дополнительные признаки, изложенные в связи с представленным выше описанием способа, могут также быть применены к устройству согласно настоящему изобретению.
Краткое описание чертежей
Далее будет приведено описание неограничивающих примеров со ссылками на чертежи, где:
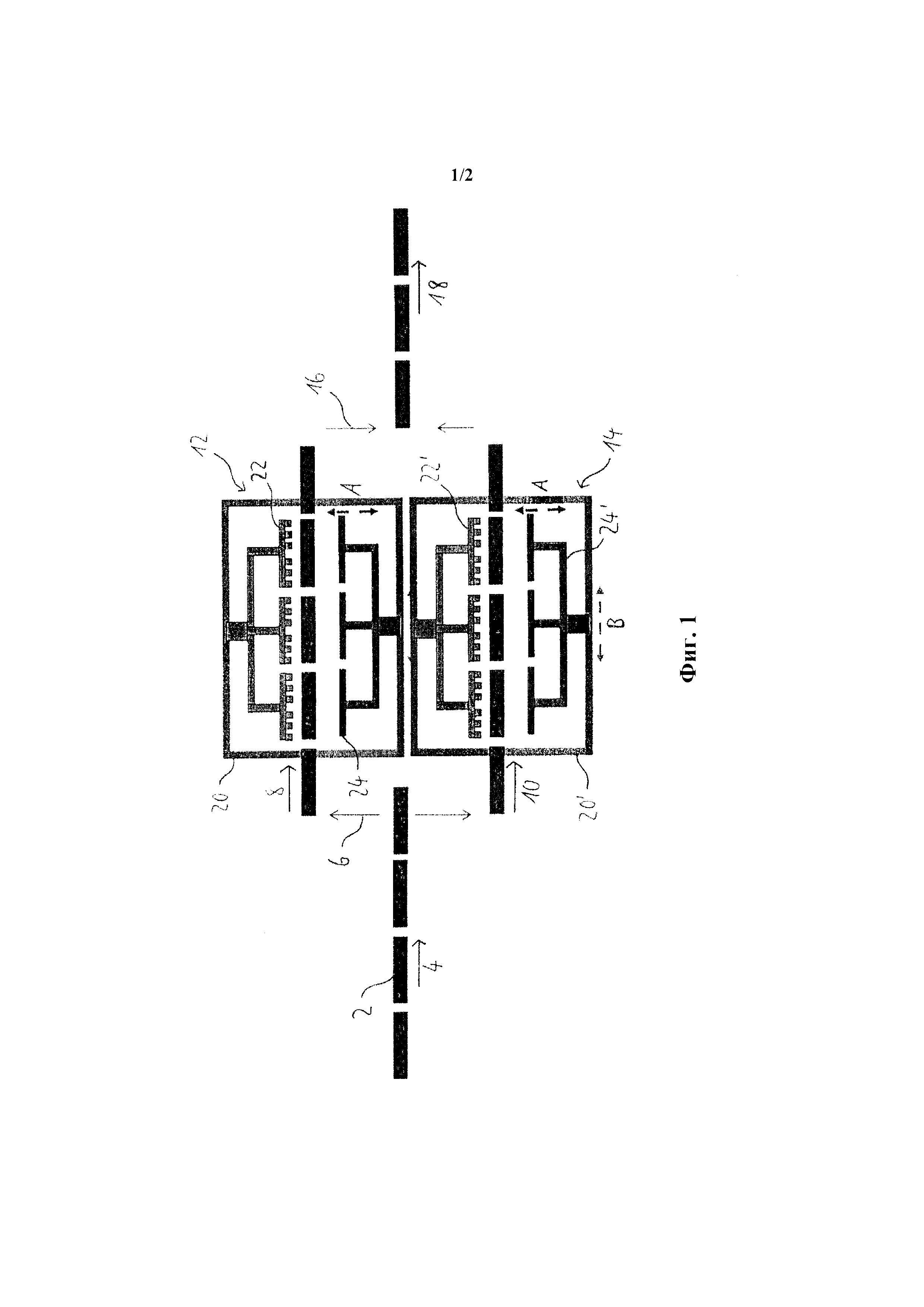
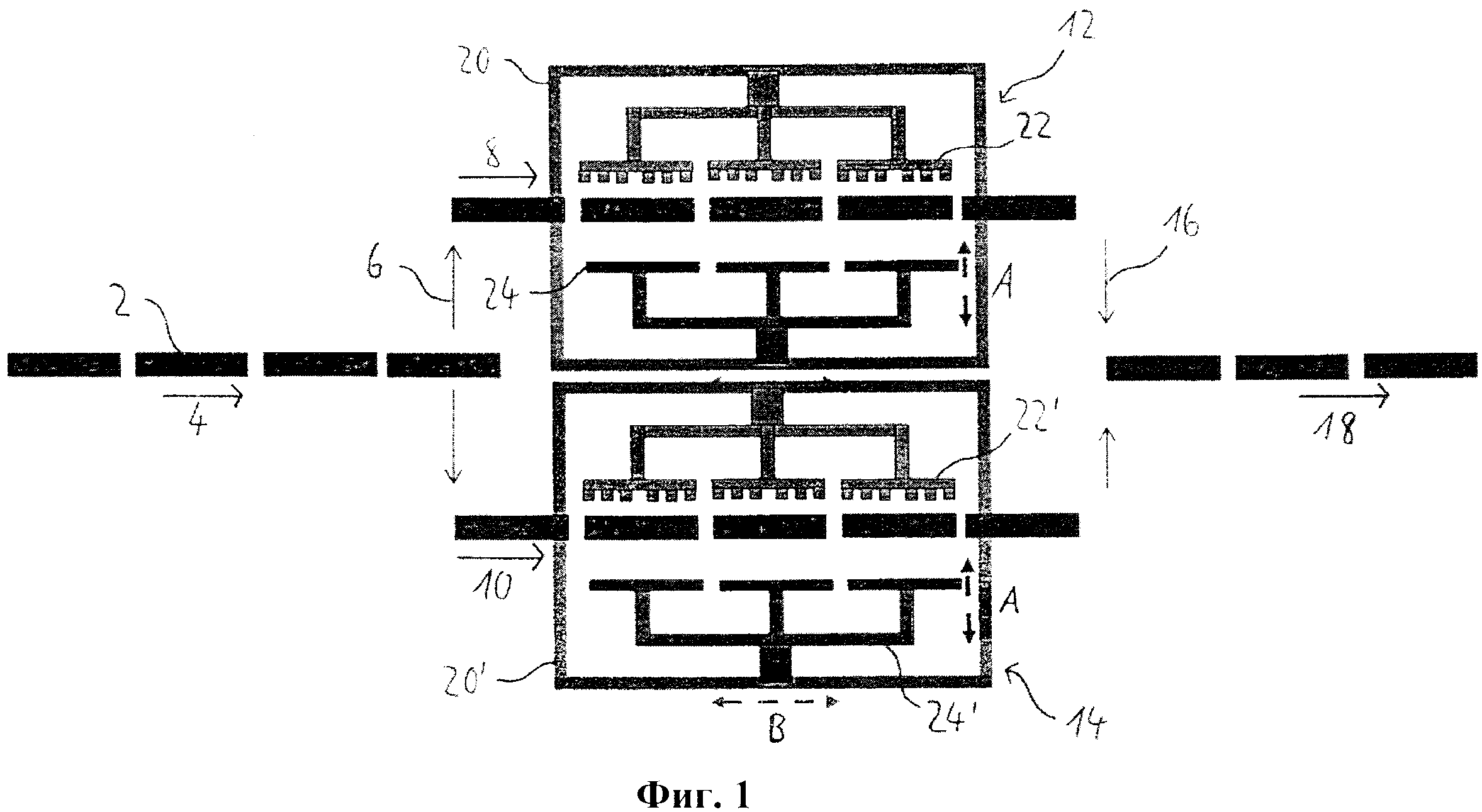
на фиг. 1 представлена схема устройства согласно одному варианту осуществления настоящего изобретения; и
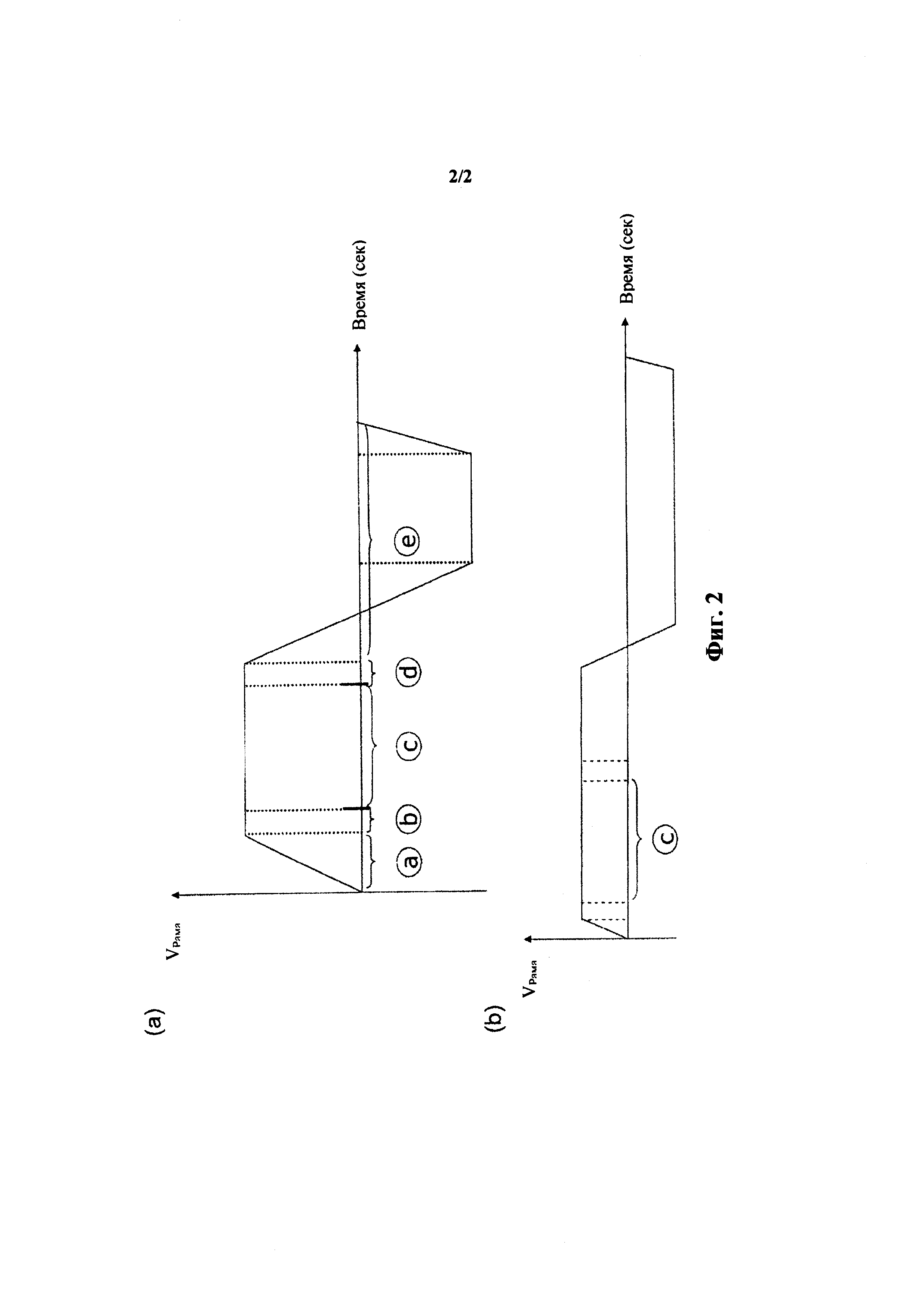
на фиг. 2(a) и 2(b) представлены графики, иллюстрирующие перемещения штамповочных установок, входящих в состав устройства, представленного на фиг. 1, до, во время и после стадии штамповки.
Подробное описание изобретения
На фиг. 1 представлена схема устройства согласно одному варианту осуществления настоящего изобретения.
Устройство содержит первый механизм транспортировки (не показан), такой как конвейерная лента, сконфигурированный для транспортировки множества изделий 2 вдоль первого пути 4 перемещения, и разделяющий механизм 6, такой как раздвоение конвейерной ленты или ответвление от конвейерной ленты, сконфигурированный для разделения потока транспортировки множества изделий 2 вдоль первого пути 4 перемещения на две параллельные линии транспортировки, чтобы осуществлять транспортировку множества изделий 2 вдоль двух параллельных вторых путей 8, 10 перемещения. Транспортировку множества изделий 2 вдоль двух параллельных вторых путей 8, 10 перемещения осуществляют при помощи двух параллельных вторых механизмов транспортировки (не показано), таких как конвейерные ленты.
Указанное устройство дополнительно содержит две параллельные штамповочные установки 12, 14, сконфигурированные для осуществления штамповки множества изделий 2, транспортируемых вдоль двух параллельных вторых путей 8, 10 перемещения, и объединяющий механизм 16, сконфигурированный для объединения потоков транспортировки множества изделий 2 вдоль двух параллельных вторых путей 8, 10 перемещения, чтобы осуществлять транспортировку множества изделий 2 вдоль третьего пути 18 перемещения. Транспортировку множества изделий 2 вдоль третьего пути 18 перемещения осуществляют при помощи третьего механизма транспортировки (не показан), такого как конвейерная лента.
Изделия 2 могут представлять собой пищевые продукты, в частности кондитерские продукты, такие как конфеты, шоколад, печенье, бисквиты, ириски, карамель, леденцы, молочные продукты или т.п. В частности изделия 2 могут представлять собой полужидкие или жидкие кондитерские продукты, такие как расплавленный шоколад, карамель, ириски, леденцы или т.п. В этом случае кондитерские оболочки, например, для кондитерских продуктов с начинкой, могут быть изготовлены при помощи штамповочных установок 12, 14.
Изделия 2 могут быть расположены в одной или нескольких емкостях или приемниках. В частности, в случае полужидких или жидких изделий, каждое из изделий 2 может быть расположено в отдельной форме.
Далее, будет описана конфигурация штамповочных установок 12, 14 со ссылками на фиг. 1. Как схематически показано на фиг. 1, штамповочные установки 12, 14, которым присущи по существу идентичные конфигурации, используют в устройстве согласно настоящему варианту осуществления. Тем не менее, альтернативно, могут быть использованы штамповочные установки 12, 14 с различными конфигурациями.
Каждая из штамповочных установок 12, 14 характеризуются наличием рамы 20, 20′ и трех штамповочных головок 22, 22′, установленных на раме 20, 20′. Штамповочные головки 22, 22′ стационарно прикреплены к раме 20, 20′. Кроме того, каждая из штамповочных установок 12, 14 содержит подъемную платформу 24, 24′, предназначенную для одновременного перемещения трех изделий из множества изделий 2, транспортируемых вдоль двух параллельных вторых путей 8, 10 перемещения, в вертикальном направлении, и осуществления взаимодействия изделий 2 со штамповочными головками 22, 22′. Подъемные платформы 24, 24′ с возможностью перемещения прикреплены к рамам 20, 20′ и приводятся в действие приводным устройством (не показано), например, двигателем, таким как серводвигатель.
Три штамповочные головки 22, 22′, входящие в состав штамповочных установок 12, 14, расположены последовательно вдоль линий транспортировки изделий 2, чтобы осуществлять по существу одновременную штамповку трех изделий из множества изделий 2, транспортируемых вдоль двух параллельных вторых путей 8, 10 перемещения, в штамповочных установках 12, 14 посредством вертикального перемещения подъемных платформ 24, 24′. Штамповочные головки 22, 22′ расположены таким образом, что каждая штамповочная головка 22, 22′ сконфигурирована для штамповки одного изделия из множества изделий 2. Штамповочные установки 12, 14 могут характеризоваться наличием одинакового количества штамповочных головок 22, 22′, как показано на фиг. 1, или различного количества штамповочных головок 22, 22′.
Штамповочные установки 12, 14 могут представлять собой установки холодной штамповки с охлажденными штамповочными головками 22, 22′. Например, штамповочные головки 22, 22′ могут быть охлаждены посредством подачи охлаждающей жидкости через раму 20, 20′. В этом случае, полужидкие или жидкие изделия 2 могут быть, по меньшей мере, частично отверждены благодаря использованию в штамповочных установках 12, 14 охлажденных штамповочных головок 22, 22′. В частности, кондитерские оболочки для кондитерских продуктов с начинкой могут быть изготовлены благодаря использованию такой конфигурации.
Устройство сконфигурировано таким образом, чтобы осуществлять непрерывную транспортировку множества изделий 2, т.е. без остановки потока транспортировки, вдоль первого пути 4 перемещения, двух параллельных вторых путей 8, 10 перемещения и третьего пути 18 перемещения. Таким образом, может быть обеспечен чрезвычайно высокий объем производства изделий 2.
Во время работы устройства множество изделий 2 транспортируют последовательно вдоль первого пути 4 перемещения при помощи механизма транспортировки. Поток транспортировки множества изделий 2 вдоль первого пути 4 перемещения разделяют на две параллельных линии транспортировки при помощи разделяющего механизма 6, чтобы осуществлять транспортировку множества изделий 2 вдоль двух параллельных вторых путей 8, 10 перемещения. Множество изделий 2 перемещают к двум параллельным штамповочным установкам 12, 14 при помощи двух параллельных вторых механизмов транспортировки.
В двух штамповочных установках 12, 14 осуществляют штамповку множества изделий 2 во время их транспортировки вдоль двух параллельных вторых путей 8, 10 перемещения, т.е., когда они движутся вдоль двух параллельных вторых путей 8, 10 перемещения. Две штамповочные установки 12, 14 сконфигурированы таким образом, чтобы временно перемещаться в направлении и со скоростью, которые совпадают с направлением и скоростью потока транспортировки множества изделий 2, транспортируемых вдоль двух параллельных вторых путей 8, 10 перемещения. В частности, рамы 20, 20′ штамповочных установок 12, 14 установлены с возможностью перемещения, например, на рельсовые системы, и приводятся в движение в горизонтальном направлении (обозначенном на фиг. 1 стрелками В), например, при помощи двигателей, таких как серводвигатели. Подробности движения штамповочных установок 12, 14 в процессе штамповки будут описаны ниже со ссылками на фиг. 2(a) и 2(b).
Штамповку множества изделий осуществляют при помощи одновременного вертикального перемещения, в каждой из двух штамповочных установок 12, 14, трех изделий из множества изделий 2, транспортируемых вдоль двух параллельных вторых путей 8, 10 перемещения, посредством перемещения подъемных платформ 24, 24′ в вертикальном направлении (обозначенном на фиг. 1 стрелками А), и приведения изделий 2 во взаимодействие со штамповочными головками 22, 22′. Изделия 2 прижимают к штамповочным головкам 22, 22′ в течение заданного периода времени при помощи подъемных платформ 24, 24′, при этом штамповочные установки 12, 14 перемещаются вдоль двух параллельных вторых путей 8, 10 перемещения со скоростью, которая равна скорости потока транспортировки множества изделий 2. По прошествии заданного периода времени подъемные платформы 24, 24′ опускают и окончательно возвращают обратно на исходные позиции, и отштампованные изделия 2 перемещают далее вдоль двух вторых путей 8, 10 перемещения.
Потоки транспортировки множества штампованных изделий 2 вдоль двух параллельных вторых путей 8, 10 перемещения объединяют при помощи объединяющего механизма 16, чтобы осуществлять последовательную транспортировку множества изделий 2 вдоль третьего пути 18 перемещения. Затем множество штампованных изделий 2 может быть подвержено дополнительным стадиям обработки, таким как охлаждение, нагревание, заполнение, нанесение покрытия или упаковывание.
Транспортировку множества изделий 2 осуществляют вдоль первого, второго и третьего путей 4, 8, 10, 18 перемещения, при этом скорость штамповки изделий составляет 25 изделий за одну минуту или более. На фиг. 2(a) и 2(b) представлены графики, иллюстрирующие перемещение штамповочных установок 12, 14 устройства, показанного на фиг. 1, до, во время или после стадии штамповки, т.е. в течение одного цикла штамповки. Оси абсцисс графиков показывают время в секундах, а оси ординат графиков показывают скорость (VРамы) перемещения штамповочных установок 12, 14 в горизонтальном направлении (стрелки B на фиг. 1). На фиг. 2(a) представлен процесс штамповки с высокой скоростью штамповки изделий, составляющей, например, 25 изделий 2 за одну минуту, а на фиг. 2(b) представлен процесс штамповки с более низкой скоростью штамповки изделий, составляющей, например, 15 изделий 2 за одну минуту. Различные стадии или фазы цикла штамповки обозначены на фиг. 2(a) и 2(b) при помощи обведенных кружком букв от «а» до «е».
В начале цикла штамповки, т.е. когда значение времени составляет ноль секунд, штамповочные установки 12, 14 находятся в статическом состоянии, следовательно, значение скорости VРама равно нулю, как представлено на фиг. 2(a). На первой стадии (стадии а) осуществляют ускорение штамповочных установок 12, 14 в направлении непрерывных потоков транспортировки изделий 2 вдоль вторых путей 8, 10 перемещения, чтобы синхронизировать их перемещения с потоками транспортировки. В конце стадии а, как представлено на фиг. 2(a), значение скорости VРама соответствует скорости штамповки изделий, составляющей, например, 25 изделий 2 за одну минуту. Скорость перемещения штамповочных установок 12, 14 остается на этом уровне в течение последующих стадий «b» - «d». При скорости штамповки изделий, составляющей 25 изделий 2 за одну минуту, продолжительность стадии а может составлять 0,8 секунд.
На следующей стадии (стадии b) три изделия из множества изделий 2, транспортируемых вдоль двух параллельных вторых путей 8, 10 перемещения, поднимают посредством перемещения подъемных платформ 24, 24′ в вертикальном направлении (стрелки А на фиг. 1) и приводят во взаимодействие со штамповочными головками 22, 22′. Для скорости штамповки изделий, составляющей 25 изделий 2 за одну минуту, продолжительность стадии b может составлять 0,4 секунды.
Затем, на стадии штамповки (стадии c) изделия 2 прижимают к штамповочным головкам 22, 22′ в течение заданного периода времени при помощи подъемных платформ 24, 24′, при этом штамповочные установки 12, 14 перемещают вдоль двух параллельных вторых путей 8, 10 перемещения со скоростью, равной скорости потока транспортировки множества изделий 2. Например, для скорости штамповки изделий, составляющей 25 изделий 2 за одну минуту, продолжительность стадии с может составлять 2,5 секунды.
По прошествии упомянутого выше заданного периода времени, на стадии d, подъемные платформы 24, 24′ опускают и окончательно возвращают обратно на исходные позиции, и штампованные изделия 2 перемещают далее вдоль двух вторых путей 8, 10 перемещения, при этом штамповочные установки 12, 14 продолжают перемещаться вдоль вторых путей 8, 10 перемещения со скоростью, равной скорости потока транспортировки множества изделий 2. Для скорости штамповки изделий, составляющей 25 изделий 2 за одну минуту, продолжительность стадии d может составлять 0,4 секунды.
На следующей стадии (стадии е) движение штамповочных установок 12, 14 вначале замедляют, а затем ускоряют в направлении, противоположном направлению непрерывных потоков транспортировки изделий 2 вдоль вторых путей 8, 10 перемещения, чтобы вернуть штамповочные установки 12, 14 на исходные позиции. В частности, как схематически представлено на фиг. 2(a), штамповочные установки 12, 14 ускоряют до скорости VРама, которая превышает скорость штамповки изделий, составляющую, например, 25 изделий 2 за одну минуту, затем перемещают с этой скоростью в течение заданного периода времени, а затем замедляют их движение до тех пор, пока указанные установки не достигнут неподвижного состояния, чтобы значение скорости VРама равнялось нулю. Как только штамповочные установки 12, 14 займут свои исходные позиции, может быть начат новый цикл штамповки. Для скорости штамповки изделий, составляющей 25 изделий 2 за одну минуту, продолжительность стадии е может составлять 3,1 секунды, при этом общее время одного цикла штамповки составляет 7,2 секунды.
Если сравнить фиг. 2(a) и фиг. 2(b) можно увидеть, что в случае более низкой скорости штамповки изделий, составляющей 15 изделий 2 за одну минуту, общее время одного цикла штамповки увеличивается, например, до 12 секунд, при этом продолжительность стадии штамповки (стадии с) остается неизменной.
Как прямо следует из приведенных выше объяснений, производительность штамповочной установки 12, 14 не может быть увеличена посредством увеличения количества штамповочных головок 22, 22′, расположенных последовательно вдоль линии транспортировки изделий 2. Хотя в этом случае увеличивается количество изделий 2, штамповку которых одновременно осуществляют при помощи штамповочных головок 22, 22′ в течение одного цикла штамповки, расстояние, которое должны пройти изделия 2 перед тем, как может быть начат новый цикл штамповки, увеличивается соответственно. Следовательно, продолжительность стадии e увеличивается так, что не может быть достигнуто увеличение объема производства изделий.
Способ и устройство согласно настоящему изобретению успешно решают эту проблему при помощи предоставления конфигурации параллельной штамповки, которая подробно описана выше, обеспечивая увеличение объема производства изделий и снижение времени производства. Таким образом, может быть обеспечена скорость штамповки изделий, составляющая более 25 изделий за одну минуту.
Износостойкий антифрикционный лак для покрытия поршня двигателя
Усовершенствованные контейнеры
Капсула, система и способ приготовления напитка
Способ и система для приготовления напитков и картридж для приготовления напитка
Состав для приготовления напитка или пищевого продукта, содержащий множество тел из нерастворимого материала
Усовершенствованный автомат для приготовления напитков
Усовершенствованный автомат для приготовления напитков
Система приготовления напитков, закодированный вкладыш и способы его использования
Усовершенствования в двухкомпонентном литье под давлением
Форма для формования по меньшей мере одного пищевого продукта
Износостойкий антифрикционный лак для покрытия поршня двигателя
Усовершенствованные контейнеры
Капсула, система и способ приготовления напитка
Способ и система для приготовления напитков и картридж для приготовления напитка
Состав для приготовления напитка или пищевого продукта, содержащий множество тел из нерастворимого материала
Усовершенствованный автомат для приготовления напитков
Усовершенствованный автомат для приготовления напитков
Система приготовления напитков, закодированный вкладыш и способы его использования
Усовершенствования в двухкомпонентном литье под давлением
Форма для формования по меньшей мере одного пищевого продукта

