Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНЫХ МЕТАЛЛИЧЕСКИХ ПАНЕЛЕЙ
Вид РИД
Изобретение
Изобретение относится к сварке давлением с подогревом и может быть использовано для изготовления многослойных металлических панелей в различных отраслях аэрокосмического машиностроения.
Многослойные сотовые (ячеистые) панели широко используются в аэрокосмической промышленности благодаря способности удовлетворять требованиям малого веса и высокой прочности. В настоящее время технология сверхпластической формовки и диффузионной сварки (СПФ/ДС) является основным процессом для изготовления многослойных панелей. Кроме того, сотовые панели из титановых сплавов наиболее широко (из большого множества многослойных панелей) применяются в аэрокосмическом машиностроении.
Тем не менее, обычная технология СПФ/ДС имеет некоторые недостатки:
1) продолжительная диффузионная сварка при высокой температуре делает время всего процесса сварки более долгим;
2) нагружение при высокой температуре (около 900°С) ухудшает характеристики материала и уменьшает срок эксплуатации штампа;
3) продолжительность формовки (около 20 часов), включая время нагрева и охлаждения, приводит к росту себестоимости готовой продукции и снижению производительности труда.
Время протекания процесса сварки при заданных температуре и давлении в большинстве случаев должно быть минимальным, что обусловлено как физико-механическими, так и экономическими соображениями. Для диффузионной сварки необходимо лишь время для обеспечения плотного контакта и определенной степени развития процессов диффузии. Слишком значительная диффузия может привести к образованию пустот в зоне соединения, а в ряде случаев к изменению химического состава и образованию крупных интерметаллических фаз.
Известны способы изготовления многослойных металлических сотовых панелей, при которых листовые заготовки заполнителя собирают в пакет, предварительно соединяют между собой электроконтакной сваркой в определенных местах, затем располагают их между обшивкам и размещают в печи, где нагревают до определенной температуры, и при помощи штампа производят формовку и сварку заполнителя с обшивками давлением газа (патенты США №3920175, 1975 г., №4043498, 1976 г., №4304821, 1978 г., №4882833, 1987 г., а также а.с. СССР №1606287, В23К 20/14, 1990 г. и а.с. №1662790, В23К 20/14, 1991 г.).
Наиболее близким по набору существенных признаков является техническое решение по патенту РФ №2537980, В23К 20/14, 2014 г., которое было принято авторами за аналог.
Предварительно листы заполнителя локально соединяют между собой по пересекающимся зонам электроконтактной сваркой. Сваренные листы заполнителя размещают в штампе между листами обшивок, нагревают их и производят формование ячеек заполнителя, осуществляя диффузионную сварку ячеек между собой и с листами обшивок. В процессе формования осуществляют контроль избыточного давления в полости обшивок.
Однако при использовании титанового сплава ВТ6С, который имеет (α+β)-структуру, дополнительная лазерная сварка для формирования ячеистой конструкции неприемлема из-за малого количества в составе сплава интерметаллидов.
Недостатком данного способа является то, что при более длительном процессе СПФ/ДС появляются нестабильности геометрических размеров многослойной конструкции и снижение прочностных характеристик в зонах соединения.
Целью изобретения является повышение прочностных характеристик многослойных изделий из титанового сплава за счет соединения заготовок заполнителя лазерной сваркой в пакет, их локального соединения, размещения между обшивками, установкой собранного пакета в штампе и его нагрева до температуры формовки, формования ячеек заполнителя и диффузионной сварки листов заполнителя с листами обшивок за счет сверхпластической деформации титанового сплава путем подачи газа под давлением между листами заполнителя.
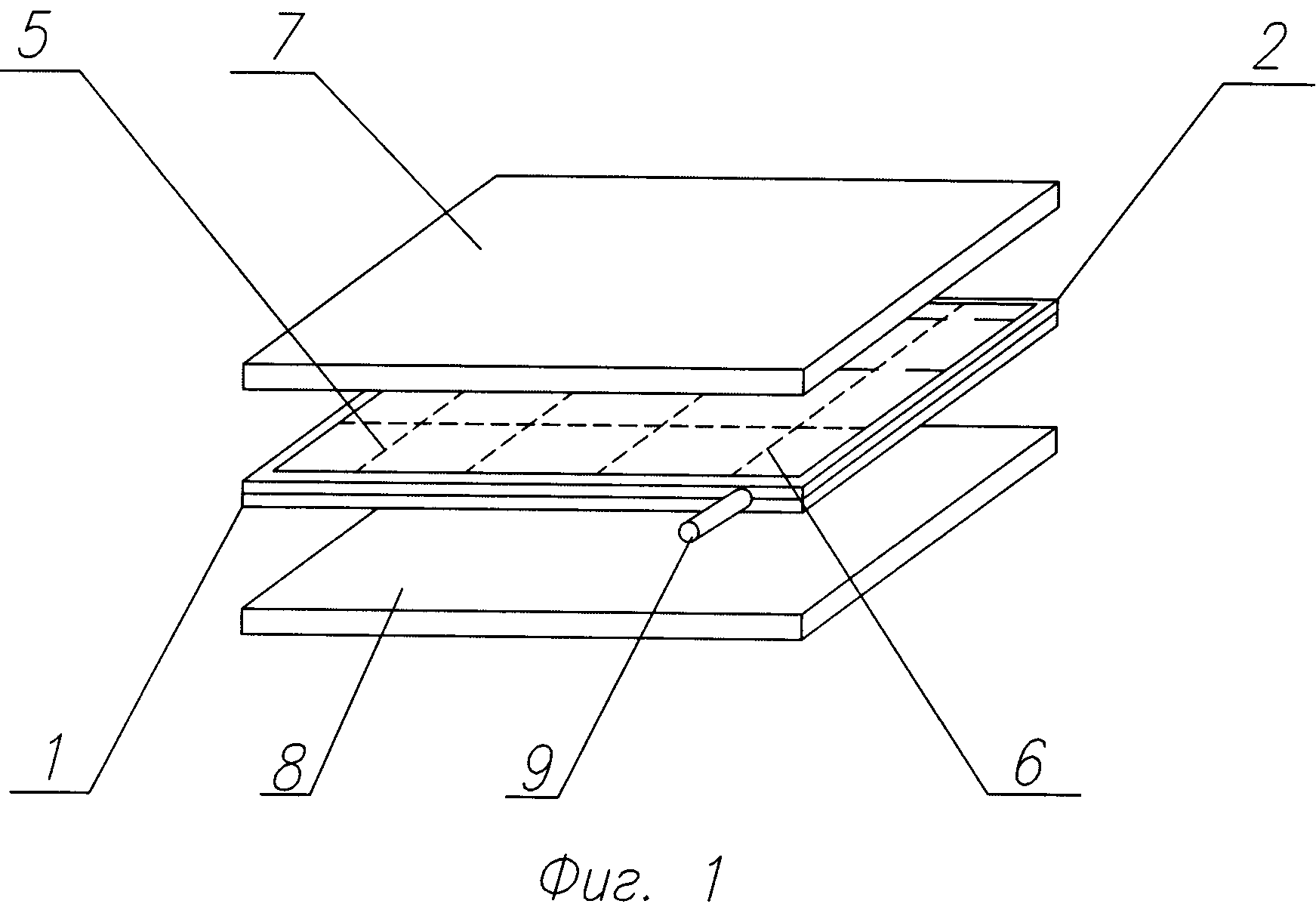
Способ изготовления многослойных металлических панелей из титановых сплавов осуществляется следующим образом. Предварительно листы заполнителя 1 и 2 (фиг. 1) по внутренним пересекающимся линиям 3 и 4 (фиг. 2) соединяют путем лазерной сварки. Затем электроконтактной сваркой по пересекающимся зонам 5 и 6 локально соединяют листы заполнителя 1 и 2. Материал листов - титановый псевдо-α-сплав ОТ4-1, толщина заполнителей 1 и 2 составляет 1,3 мм, а толщина обшивок 7 и 8 составляет 1,5 мм. Затем поочередно производят сверхпластичскую формовку и диффузионную сварку при температуре 900°С аргоном под давлением 0,12 МПа внутренних и внешних слоев наполнителей и обшивок, а для того чтобы предотвратить сварку листов 1 и 2 заполнителя продували аргоном под давлением 0,4 МПа через трубопровод 9.
Таким образом, при применении способа, объединяющего сварку лазерным лучом, сверхпластическую формовку и диффузионную сварку, сокращается время всего процесса СПФ/ДС. Это приводит к снижению стоимости изготовления готовых деталей и увеличению срока службы штампа, повышаются прочностные характеристики за счет уменьшения влияния к изменению химического состава и образования хрупких интерметаллических фаз псевдо-α-сплава ОТ4-1.
Способ изготовления многослойных металлических панелей из титановых сплавов, включающий локальное соединение собранных в пакет листовых заготовок заполнителя по пересекающимся зонам, размещение их между обшивками, установку полученного пакета в штампе и его нагрев до температуры формовки, формование ячеек заполнителя и сварку листов заполнителя с листами обшивок за счет сверхпластической деформации титанового сплава путем подачи газа под давлением между листами заполнителя, отличающийся тем, что предварительно осуществляют соединение пакета листовых заготовок заполнителя с использованием лазерной сварки, а последующее локальное соединение листовых заготовок по пересекающимся зонам проводят электроконтактной сваркой, при этом используют листы заполнителя из титанового псевдо-α-сплава ОТ4-1.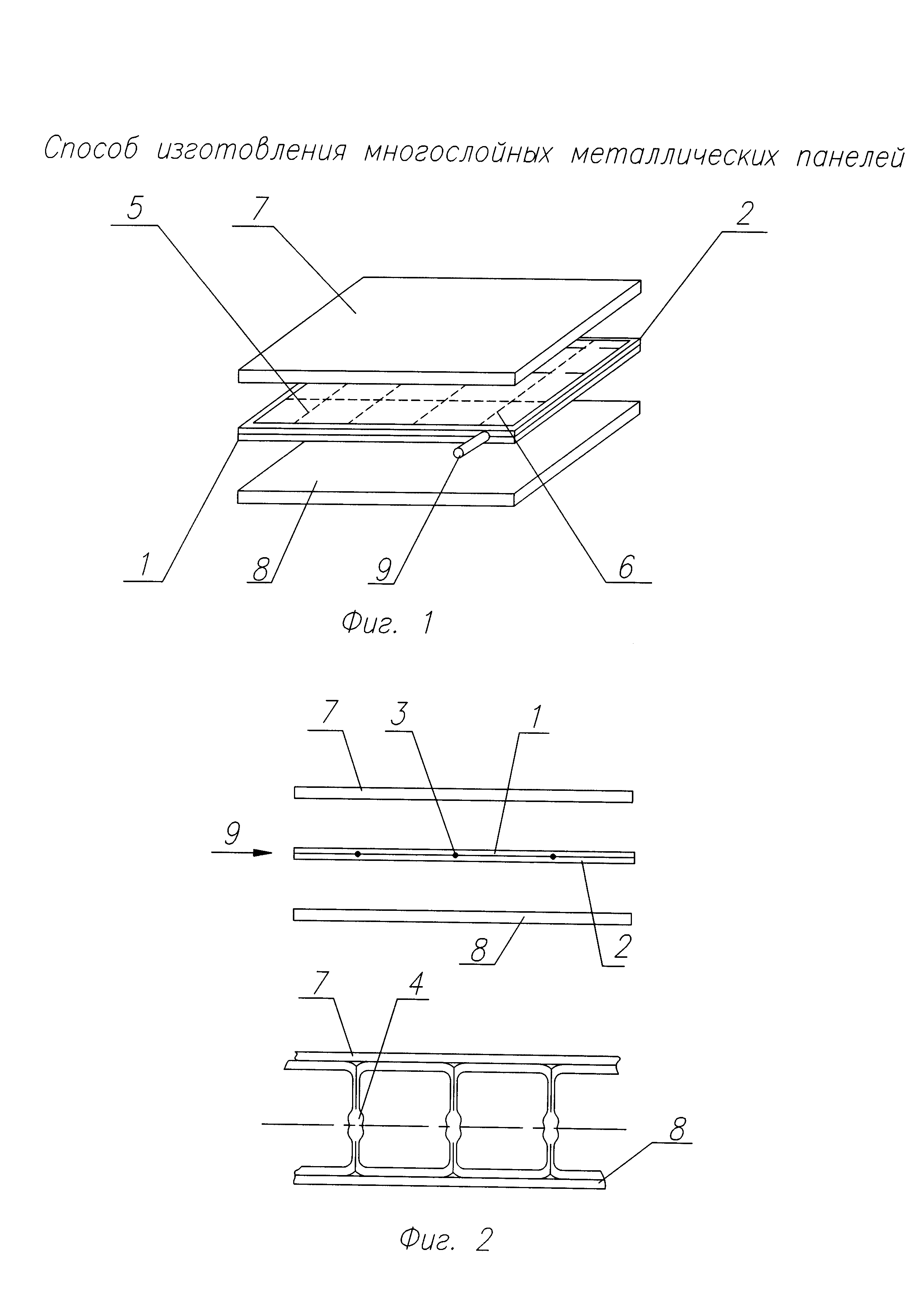
Шаровая опора
Способ группового орбитального движения искусственных спутников
Способ изготовления металлических панелей из титано-алюминиевых сплавов
Способ изготовления деталей из титановых сплавов
Способ изготовления деталей из титановых сплавов
Шаровая опора
Способ изготовления лопаток компрессора из титанового сплава вт6
Шаровая опора
Шаровая опора
Способ получения деталей газотурбинных двигателей из титанового псевдо -β - сплава с лигатурой ti-al-mo-v-cr-fe
Способ изготовления деталей из титановых сплавов
Способ изготовления деталей из титановых псевдо - α - сплавов
Способ ультразвукового контроля изделий из композиционных материалов

