Результат интеллектуальной деятельности: КАТАЛИЗАТОР И СПОСОБ КОНВЕРСИИ ЭТАНОЛА, МЕТАНОЛА ИЛИ ИХ СМЕСИ
Вид РИД
Изобретение
Изобретение относится к области получения ароматических углеводородов из спиртов, а именно из этанола, метанола или их смеси при атмосферном давлении. Полученные ароматические углеводороды могут быть использованы как сырье для органического синтеза и компоненты жидких топлив.
В качестве аналогов рассмотрены следующие изобретения.
Известен способ получения высокомолекулярных ароматических углеводородов путем каталитической конверсии 96%-ного этанола или смеси этанол-изобутанол (3:1) при 400°C, объемной скорости по жидкому сырью 2 ч-1, давлении 0,1-5,0 МПа на цеолитсодержащем катализаторе. При этом способ характеризуется тем, что используют цеолитсодержащий катализатор состава: HZSM-5 - 98 мас.%, Ce2O3 - 2 мас.% [Французова Η.Α., Третьяков К.В., Талышинский Р.М. Третьяков В.Ф. Способ получения высокомолекулярных ароматических углеводородов, патент РФ 2454388, кл. МПК С07С 1/20, 27.06.2012].
Недостатком данного процесса является низкий выход по ароматическим углеводородам, равный 28%.
Известен способ получения высокомолекулярных ароматических углеводородов путем каталитической конверсии 96%-ного этанола при 350-400°C, объемной скорости по жидкому сырью 1 ч-1 на цеолитсодержащем катализаторе HZSM-5 [Glazneva T.S., Shmachkova V.P., Paukshtis Е.А. Acidic properties of fiberglass materials // React. Kinet. Catal. Lett. - 2007. - Vol. 92. - Р. 303-309].
Недостатками данного способа являются низкая селективность и производительность катализатора при небольшой длительности реакционного цикла, не превышающего 2 ч.
Недостатками предложенных способов являются низкий выход ароматических углеводородов на пропущенный спирт и значительное количество олефиновых углеводородов на выходе из реакционной системы, которые представляют собой потенциальное сырье для производства ароматических соединений.
Наиболее близкими к предложенному по совокупности признаков и техническому результату (прототипом) являются катализатор и способ, описанные в авт.св. СССР №589903 А, опубл. 30.01.1978. В известном решении для получения ароматических соединений из кислородсодержащих соединений, в том числе метанола, этанола или их смеси, применяют цеолитный катализатор, содержащий оксиды алюминия и кремния в мольном отношении 12-3000, в том числе цеолит HZSM-5, содержащий не более 10 мас.% металлов, выбранных из цинка, меди, кадмия, никеля, щелочноземельных металлов и металлов платиновой группы. При объемной скорости 0,64-0,71 ч-1, температуре 333-434°C и атмосферном давлении достигается 100% конверсия метанола при селективности по ароматическим углеводородам 40-46%.
В составе получаемых ароматических соединений мала доля нафталинов, ценного компонента моторных топлив. Кроме того, производительность способа невысока.
Задача изобретения состоит в повышении содержания нафталинов в продукте при высокой селективности по ароматическим соединениям.
Для решения поставленной задачи предложен катализатор конверсии смеси этанола и метанола в ароматические углеводороды, содержащий цеолит HZSM-5, ZnO и дополнительно Fe2O3 и MgO при следующем составе в расчете на оксиды, мас.%:
Al2O3 - 1,0-1,3
Fe2O3 - 0,05-0,10
MgO - 0,05-0,10
ZnO - 0,05-0,10
SiO2 - остальное.
Для решения поставленной задачи также предложен способ конверсии смеси этанола и метанола в ароматические углеводороды в присутствии этого катализатора при атмосферном давлении и объемной скорости по жидкому сырью 1,0-1,5 ч-1 в двухсекционном реакторе, состоящем из двух последовательно соединенных реакторов, при температуре 420-440°C в первом реакторе и 430-450°C во втором реакторе, содержащем вдвое больше катализатора, чем первая, причем продукты, выходящие из первого реактора, разделяют на жидкую фазу, содержащую ароматические соединения, и газ, содержащий этилен и/или пропилен, жидкую фазу выводят из реактора как продукт, а газ направляют во второй реактор для дальнейшей конверсии в ароматические углеводороды.
После конверсии во втором реакторе непрореагировавшие олефины - этилен и/или пропилен могут возвращать на вход второго реактора для достижения более полной конверсии.
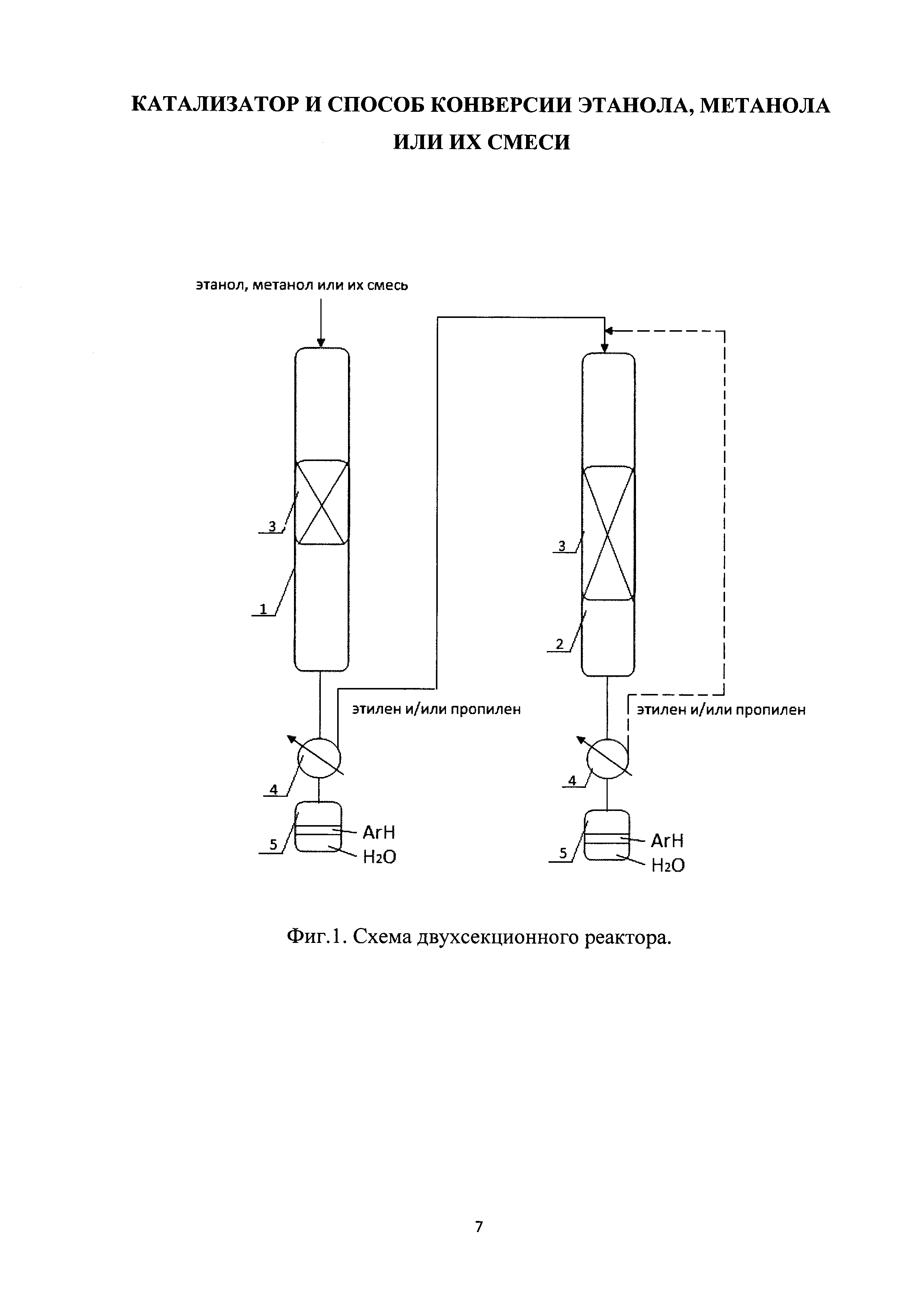
На фиг. 1 представлена схема двухсекционного реактора.
Конверсию спиртов - этанола и метанола - осуществляют в реакторах 1 (первый реактор) и 2 (второй реактор). Метанол в смеси с этанолом поступает в реактор 1, где на катализаторе Fe-HZSM-5 (3) их конвертируют в ароматические соединения и этилен и/или пропилен, которые отделяют после холодильника 4. Газообразные этилен и/или пропилен поступает в следующий по ходу потока реактор 2 (также содержащем слой катализатора 3), в котором происходит дополнительная доолигомеризация его в ароматические углеводороды. После этого непрореагировавшие этилен и/или пропилен могут отделять и возвращать на вход второго реактора. Состав ароматических углеводородов, судя по хроматографическому анализу, идентичен после первой и второй технологической секции конверсии спиртов, что свидетельствует о последовательном превращении спиртов через этилен и/или пропилен в ароматические углеводороды. В сепараторе 5 после реактора 1 разделяют водный слой и органический слой (представляющий собой в основном ароматические углеводороды ArH).
При конверсии чистого метанола без этанола выхода этилена не наблюдается, образуется только пропилен. Поэтому после второго реактора в сепараторе при наличии метанола в смеси в жидкости имеется слой воды. При отсутствии метанола при работе на чистом этаноле в реакторе 2 вода не образуется, и в сепараторе накапливается только органический слой, в котором доминируют ароматические соединения до 80%. Остальные углеводороды - это смесь циклических насыщенных соединений и их производных.
Примеры.
Пример 1. В первую и вторую секцию загружается соответственно 10 и 20 мл катализатора состава, мас.%:
Al2O3 - 1,3
Fe2O3 - 0,05
MgO - 0,05
ZnO - 0,05
SiO2 - остальное (98,55).
При объемной скорости 1 ч-1 по жидкому сырью, состоящему из метанола и этанола в мольном соотношении СН3ОН:C2H5OH=1:1 и температуре в середине слоя первой секции 420°C, во второй секции 430°C при отсутствии рециркуляции олефинов достигается выход ароматических углеводородов 28% при конверсии спиртов 99%. Состав ароматических соединений в органической фазе по данным хроматографии: 25% ксилолов, 10% толуола, 0,5% бензола, 5% нафталинов, остальное этилбензол и другие производные бензола.
Пример 2. В первую и вторую секцию загружается соответственно 10 и 20 мл катализатора состава, мас.%:
Al2O3 - 1,0
Fe2O3 - 0,10
MgO - 0,08
ZnO - 0,06
SiO2 - остальное (98,76).
При объемной скорости 1,5 ч-1 по жидкому сырью, состоящему из метанола и этанола в мольном соотношении СН3ОН:С2Н5ОН=0,5:1 и температуре в середине слоя первой секции 430°C, во второй секции 450°C при отсутствии рециркуляции олефинов достигается выход ароматических углеводородов 28% при конверсии спиртов 99%. Состав ароматических соединений в органической фазе по данным хроматографии: 30% ксилолов, 15% толуола, 0,3% бензола, 7% нафталинов, остальное этилбензол и другие производные бензола.
Пример 3. В первую и вторую секцию загружается соответственно 10 и 20 мл катализатора состава, мас.%:
Al2O3 - 1,0
Fe2O3 - 0,10
MgO - 0,10
ZnO - 0,10
SiO2 - остальное (98,7).
При объемной скорости 1,5 ч-1 по жидкому сырью, состоящему из метанола и этанола в мольном соотношении СН3ОН:С2Н5ОН=1,5:1 и температуре в середине слоя первой секции 430°C, во второй секции 450°C с рециркуляцией олефинов достигается выход ароматических углеводородов 38% при конверсии спиртов 98,5%. Состав ароматических соединений в органической фазе по данным хроматографии: 30% ксилолов, 18% толуола, 0,5% бензола, 10% нафталинов, остальное этилбензол и другие производные бензола.
Пример 4. В первую и вторую секцию загружается соответственно 10 и 20 мл катализатора состава, мас.%:
Al2O3 - 1,2
Fe2O3 - 0,10
MgO - 0,10
ZnO - 0,10
SiO2 - остальное (98,5).
При объемной скорости 1,0 ч-1 по жидкому сырью, состоящему из метанола и этанола в мольном соотношении СН3ОН:С2Н5ОН=0,8:1 и температуре в середине слоя первой секции 440°C, во второй секции 450°C с рециркуляцией олефинов достигается выход ароматических углеводородов 47% при конверсии спиртов 99,5%. Состав ароматических соединений в органической фазе по данным хроматографии: 34% ксилолов, 17% толуола, 0,7% бензола, 12% нафталинов, остальное этилбензол и другие производные бензола.
Коллоидный раствор наночастиц серебра, металл-полимерный нанокомпозитный пленочный материал, способы их получения, бактерицидный состав на основе коллоидного раствора и бактерицидная пленка из металл-полимерного материала
Катализатор, способ его получения и способ трансалкилирования бензола диэтилбензолами с его использованием
Способ получения гетерогенного катализатора для получения ценных и энергетически насыщенных компонентов бензинов
Способ получения биоспецифического гидрогелевого сорбента для выделения протеиназ
Способ повышения времени стабильной работы катализатора в реакции гидроалкилирования бензола ацетоном с получением кумола и способ получения кумола гидроалкилированием бензола ацетоном
Способ получения модифицированного титан-магниевого нанокатализатора
Способ трансалкилирования бензола полиалкилбензолами
Катализатор и способ получения алифатических углеводородов из оксида углерода и водорода в его присутствии
Катализатор и способ получения алифатических углеводородов из оксида углерода и водорода в его присутствии
Способ получения полиакриламидного гидрогеля
Коллоидный раствор наночастиц серебра, металл-полимерный нанокомпозитный пленочный материал, способы их получения, бактерицидный состав на основе коллоидного раствора и бактерицидная пленка из металл-полимерного материала
Катализатор, способ его получения и способ трансалкилирования бензола диэтилбензолами с его использованием
Способ получения гетерогенного катализатора для получения ценных и энергетически насыщенных компонентов бензинов
Способ получения биоспецифического гидрогелевого сорбента для выделения протеиназ
Способ повышения времени стабильной работы катализатора в реакции гидроалкилирования бензола ацетоном с получением кумола и способ получения кумола гидроалкилированием бензола ацетоном
Способ получения модифицированного титан-магниевого нанокатализатора
Способ трансалкилирования бензола полиалкилбензолами
Катализатор и способ получения алифатических углеводородов из оксида углерода и водорода в его присутствии
Катализатор и способ получения алифатических углеводородов из оксида углерода и водорода в его присутствии
Способ получения полиакриламидного гидрогеля

