Результат интеллектуальной деятельности: СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС НА РЕВЕРСИВНОМ СТАНЕ
Вид РИД
Изобретение
Изобретение относится к технологии прокатного производства, конкретно к технологии холодной прокатки полос на одноклетевом реверсивном стане.
Такую прокатку ведут с задним и передним натяжением, для чего используют разматыватель и моталку (они меняются своими функциями при реверсе от прохода к проходу). Как известно, и заднее, и переднее натяжения полосы на станах холодной прокатки оказывают влияние на расход энергии. На непрерывных станах возможности направленно влиять на расход энергии регулированием этих натяжений ограничены, так как переднее натяжение для i-1 клети автоматически становится задним для i-й. От таких ограничений избавлены одноклетевые реверсивные станы, где величины заднего и переднего натяжений при каждом проходе не связаны друг с другом, т.е. при настройке стана имеются возможности для независимого выбора величин заднего и переднего натяжений. При таком выборе может быть оптимизирован один из параметров процесса прокатки. В нашем случае такой оптимизации будет подлежать расход энергии, затрачиваемой на процесс прокатки.
Известен способ холодной прокатки полос на реверсивном стане, включающий несколько реверсивных проходов с заданными при настройке стана величинами обжатий и натяжений для каждого прохода (см., например, [Полухин П.И. и др. Прокатное производство. М., Металлургия, 1982, с. 491-494]).
Данный способ может быть принят в качестве прототипа изобретения.
В известном способе, как и во всех подобных схемах реверсивной холодной прокатки на одноклетевом стане, величины переднего и заднего натяжений (речь везде идет и будет идти далее об удельных натяжениях) задают, исходя из требований повышения точности формы полосы, уменьшения усилий прокатки и других технологических задач, а также с учетом возможностей оборудования, характеристик прочности полосы, однако, без учета совокупного, комплексного влияния натяжений на энергоемкость процесса.
Недостатком известного способа, следовательно, является то, что в нем не предусмотрены такие целенаправленные воздействия на заднее и переднее натяжения полосы, которые в совокупности позволяют минимизировать затраты энергии при прокатке.
Задачей настоящего изобретения является выбор и установка таких значений удельного заднего и удельного переднего натяжений полосы при настройке одноклетевого реверсивного стана, которые позволили бы минимизировать энергетические затраты при холодной прокатке полосы.
Указанная задача решается тем, что в способе холодной прокатки полос на реверсивном стане, включающем несколько реверсивных проходов с заданными при настройке стана величинами обжатий и натяжений для каждого прохода, согласно изобретению заднее удельное натяжение устанавливают максимально возможным в диапазоне, соответствующем 0,3-0,4 от предела текучести полосы на входе в клеть, а переднее удельное натяжение - минимально возможным в диапазоне, соответствующем 0,08-0,12 от предела текучести полосы на выходе из клети.
Изобретение поясняется чертежами, где:
на фиг. 1 показана зависимость удельной работы прокатки в третьем проходе от отношения  при переднем удельном натяжении σ3вых=0,3σ0,2(3вых),
при переднем удельном натяжении σ3вых=0,3σ0,2(3вых),
на фиг. 2 показана зависимость суммарного удельного расхода энергии в третьем проходе от отношения при переднем удельном натяжении σ3вых=0,3σ0,2(3вых),
на фиг. 3 показана зависимость суммарного удельного расхода энергии в третьем проходе от отношения  при заднем удельном натяжении σ3вх=0,3σ0,2(3вх).
при заднем удельном натяжении σ3вх=0,3σ0,2(3вх).
Сущность изобретения заключается в следующем.
Для того чтобы решить задачу изобретения, необходимо было установить, каково влияние заднего и переднего натяжений на энергозатраты при прокатке, в первую очередь, каково их совокупное, суммарное влияние на эту характеристику, с учетом всех факторов, оказывающих такое влияние. Этот вопрос до настоящего времени не имел исчерпывающего ответа. В работе [Гарбер Э.А., Алешин А.Е., Дегтев С.С., Трайно А.И. Повышение эффективности работы реверсивного стана холодной прокатки полос из электротехнических сталей. - Производство проката, 2014 №10, с. 19-24] нами показано, что при увеличении переднего натяжения уменьшается расход энергии двигателями главного привода клети (этот эффект был известен), однако установлено также, что при изменении величины заднего натяжения наблюдается двойственность его воздействия на энергозатраты. Это обусловлено тем, что при увеличении заднего натяжения на величину энергозатрат главного привода рабочей клети влияют два противоположных фактора: с одной стороны эти энергозатраты растут, так как происходит смещение нейтрального сечения в очаге деформации в сторону выхода полосы из валков; с другой стороны, при этом происходит снижение указанных энергозатрат из-за уменьшения величин нормальных и касательных напряжений в очаге деформации. Сведений о публикациях, позволяющих установить, какой из двух факторов является преобладающим, нами не обнаружено.
Кроме того, на суммарные затраты энергии на реверсивном стане (разматыватель, рабочая клеть, моталка) при увеличении заднего натяжения действует еще один фактор: двигатель разматывателя, работая постоянно в генераторном режиме, отдает в сеть часть электроэнергии.
Таким образом, двойственность воздействия изменений заднего натяжения на суммарные энергозатраты реверсивного стана проявляется в том, что при увеличении заднего натяжения эти энергозатраты как растут (под воздействием первого из указанных выше факторов), так и уменьшаются (под воздействием второго и третьего из указанных факторов).
Что касается переднего натяжения, то и здесь не все однозначно. Да, при его увеличении нагрузка на главный привод рабочей клети уменьшается, т.к. при этом и длина зоны отставания, и контактные напряжения в очаге деформации становятся меньше. Однако привод самой моталки с ростом натяжения потребляет из сети больше энергии, поэтому остается открытым вопрос, что именно преобладает: уменьшение энергозатрат со стороны главного привода клети или их увеличение со стороны привода моталки.
Работа [Гарбер Э.А., Алешин А.Е., Дегтев С.С., Трайно А.И. Повышение эффективности работы реверсивного стана холодной прокатки полос из электротехнических сталей. - Производство проката, 2014 №10, с. 19-24] как раз и посвящена исследованию влияния каждого из рассматриваемых факторов и - что первостепенно важно - их совокупного влияния на величину суммарных затрат электроэнергии на всем оборудовании реверсивного стана.
В качестве исследуемого был выбран реальный режим работы одного из реверсивных станов холодной прокатки, параметры которого приведены в таблице 1 (в ней приняты следующие обозначения: i - номер прохода; vi - скорость полосы на выходе из клети (скорость прокатки) в i-м проходе; hi-1, hi - толщина полосы на входе в очаг деформации и выходе из него в i-м проходе; εi - относительное обжатие за проход; σ0,2(iвх), σ0,2(iвых) - условный предел текучести полосы на входе в валки и на выходе из валков в i-м проходе; σiвх, σiвых - заднее и переднее удельные натяжения полосы в i-м проходе).


Первоначально для исследования выбрали проход №3. Зафиксировав указанную в табл. 1 величину переднего удельного натяжения  , варьировали заднее удельное натяжение в диапазоне:
, варьировали заднее удельное натяжение в диапазоне:  c шагом 1%. Для каждого значения
c шагом 1%. Для каждого значения  выполняли энергосиловой расчет очага деформации, используя для этого наиболее достоверную методику [Гарбер Э.А., Алешин А.Е., Дегтев С.С., Трайно А.И. Повышение эффективности работы реверсивного стана холодной прокатки полос из электротехнических сталей. - Производство проката, 2014 №10, с. 19-24], в которой составляющие удельной работы прокатки вычисляют отдельно на каждом из упругих и пластических участков очага деформации через касательные напряжения, рассчитываемые по закону Амонтона:
выполняли энергосиловой расчет очага деформации, используя для этого наиболее достоверную методику [Гарбер Э.А., Алешин А.Е., Дегтев С.С., Трайно А.И. Повышение эффективности работы реверсивного стана холодной прокатки полос из электротехнических сталей. - Производство проката, 2014 №10, с. 19-24], в которой составляющие удельной работы прокатки вычисляют отдельно на каждом из упругих и пластических участков очага деформации через касательные напряжения, рассчитываемые по закону Амонтона:

где µ - коэффициент трения; рj - среднее значение нормального контактного напряжения на j-м участке.
Удельная работа прокатки за i-й проход, осуществляемая валками, рассчитывается путем суммирования удельных работ на каждом участке очага деформации:
А) При наличии в очаге деформации нейтрального сечения

где а 1 - удельная работа прокатки на участке упругого сжатия; а 2 - удельная работа прокатки в зоне отставания; а 3 - удельная работа прокатки в зоне опережения; а 4(а) - удельная работа прокатки на участке упругого восстановления.
В) При отсутствии в очаге деформации нейтрального сечения

где а 2-3 - удельная работа прокатки на пластическом участке; а 4(б) - удельная работа прокатки на участке упругого восстановления в случае отсутствия нейтрального сечения.
Так как на участке упругого восстановления полоса отдает часть накопленной энергии обратно валкам, полезная работа там не совершается и а 4(а), а 4(б) в формулах (2), (3) берутся со знаком «минус».
Полученная по изложенной методике зависимость  от
от  (при i=3) показана на фиг. 1, из которой видно что при возрастании заднего удельного натяжения до величины σ3вх=0,25σ0,2(3вх) удельная работа прокатки, совершаемая главным приводом клети, линейно растет. Это значит, что уменьшающиеся значения нормальных и касательных контактных напряжений не способны перекрыть повышение энергозатрат, вызванное смещением нейтрального сечения в сторону выхода металла из валков.
(при i=3) показана на фиг. 1, из которой видно что при возрастании заднего удельного натяжения до величины σ3вх=0,25σ0,2(3вх) удельная работа прокатки, совершаемая главным приводом клети, линейно растет. Это значит, что уменьшающиеся значения нормальных и касательных контактных напряжений не способны перекрыть повышение энергозатрат, вызванное смещением нейтрального сечения в сторону выхода металла из валков.
После достижения задним удельным натяжением значения σ3вх=0,25σ0,2(3вх) характер графика на фиг. 1 резко меняется. Это вызвано тем, что, как показали расчеты, при указанном значении σ3вх нейтральное сечение в очаге деформации исчезает, весь очаг деформации занимает зона отставания. Поэтому при дальнейшем увеличении заднего натяжения на мощность главного привода клети действует только один фактор - уменьшение контактных напряжений в очаге деформации. Этим объясняется снижение величины  при росте σ3вх свыше значения 0,25σ0,2(3вх).
при росте σ3вх свыше значения 0,25σ0,2(3вх).
График, показанный на фиг. 1, еще не дает оснований для выбора на реверсивном стане оптимальной величины заднего натяжения, отвечающей критерию энергоэффективности, т.к. он не учитывает влияние третьего из указанных выше факторов - возврата энергии в сеть двигателем разматывателя, работающим в генераторном режиме. На фиг. 2 показан график изменения суммарного удельного расхода энергии, потребляемой двигателями разматывателя, главного привода рабочей клети и моталки, построенный по расчету для того же режима прокатки (проход №3). Из графика видно, что благодаря росту величины электроэнергии, возвращаемой в сеть двигателем разматывателя при увеличении заднего натяжения, самый экономичный режим прокатки на реверсивном стане достигается при максимально возможной величине заднего натяжения: при σ3вх=0,4σ0,2(3вх) суммарный расход энергии меньше в 1,8 раза, чем при минимальной величине σ3вх=0,05σ0,2(3вх).
Выполненная нами серия расчетов для других проходов, приведенных в табл. 1, показала сохранение указанной закономерности: с точки зрения энергоэффективности на реверсивном стане заднее натяжение следует увеличивать до значений, максимально допускаемых возможностями электродвигателей и исключающих обрывы полосы, т.е. до 30-40% от условного предела текучести ее материала на входе в клеть.
Чтобы до конца разобраться с энергоэффективным режимом натяжений реверсивного стана, мы провели дополнительную серию энергосиловых расчетов для 3-го прохода реверсивного стана: зафиксировали заднее удельное натяжение на одном из наиболее экономичных значений σiвх=0,3σ0,2(iвх) и изменяли переднее натяжение в технологически допустимом диапазоне: σiвых=0,05-0,4σ0,2(iвых) с шагом 0,05σ0,2(iвых). Результат этой серии расчетов представлен графически на фиг. 3. Как видно из графика, минимальный суммарный расход электроэнергии на реверсивном стане обеспечивается при значении σiвых=0,05-0,1σ0,2(iвых).
Таким образом, наибольшая энергоэффективность при работе реверсивного стана достигается, если в каждом проходе заднее удельное натяжение установить максимально возможным, а переднее - минимально возможным с учетом ограничений, определяемых требованиями стабильной технологии и возможностями загрузки электропривода разматывателей и моталок.
Использовав указанные выводы, мы рассчитали для каждого из 5 проходов базового режима (табл. 1) энергоэффективный режим натяжений, который приведен в таблице 2.

Увеличение заднего удельного натяжения в первых трех проходах при оптимизации ограничивалось максимально допустимым значением силы натяжения 220кН, определяемым мощностью двигателя разматывателя-моталки (эти агрегаты при реверсивной прокатке меняются функциями от прохода к проходу). В 4м и 5м проходах это ограничение было снято, и величины σ4вх,, σ5вх были заданы максимально допустимыми только по технологическим ограничениям: 0,35 от σ0,2(iвx). Переднее удельное натяжение установили во всех проходах минимальным: σiвых=0,1σ0,2(iвыx), считая, что при дальнейшем уменьшении может быть не обеспечена при смотке необходимая плотность витков в рулоне.
Результаты энергосилового расчета базового и оптимизированного режимов приведены в таблицах 3 и 4.
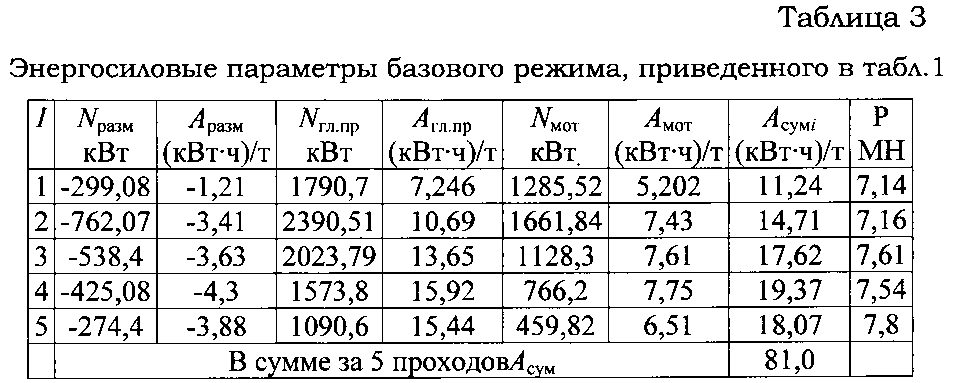

Как видно из этих таблиц, удельный расход энергии в сумме за 5 проходов за счет оптимизации режима натяжений уменьшился с 81 до 45,9 кВт·ч/т, т.е. в 1,76 раза. Проверка в процессе опытной прокатки по оптимизированному режиму, с использованием отличительных признаков изобретения, показала, что полученные данные по экономии энергетических затрат практически подтвердились.
Таким образом, заявленный технический результат при реализации изобретения может быть достигнут.
Если еще учесть дополнительную возможность энергосбережения путем перераспределения обжатий между проходами, то в целом за счет оптимизации технологических режимов на реверсивных станах холодной прокатки можно уменьшить энергопотребление по сравнению с существующим уровнем примерно в 2 раза, что весьма существенно.
Способ холодной прокатки тонких стальных полос на реверсивном стане, включающий реверсивные проходы с заданными при настройке стана величинами обжатий и натяжений для каждого прохода в клети, отличающийся тем, что заднее удельное натяжение устанавливают максимально возможным в диапазоне, соответствующем 0,3-0,4 от предела текучести полосы на входе в клеть, а переднее удельное натяжение - минимально возможным в диапазоне, соответствующем 0,08-0,12 от предела текучести полосы на выходе из клети.


Способ прокатки металлических полос
Способ охлаждения рабочих валков стана горячей прокатки полосы и устройство для его осуществления
Система калибровки валков
Способ прокатки сортовых профилей из труднодеформируемых сталей
Способ производства фасонного проката
Способ эксплуатации хромистых рабочих валков листопрокатной клети
Способ производства листовой стали
Способ производства катанки
Способ дрессировки стальных горячекатаных полос
Способ прокатки сортовых профилей
Способ охлаждения рабочих валков стана горячей прокатки полосы и устройство для его осуществления
Система калибровки валков
Способ прокатки сортовых профилей из труднодеформируемых сталей
Способ эксплуатации хромистых рабочих валков листопрокатной клети
Способ производства листовой стали
Способ производства катанки
Способ дрессировки стальных горячекатаных полос
Способ прокатки сортовых профилей
Способ производства листовой низкоуглеродистой стали
Способ холодной прокатки стальных полос

