Результат интеллектуальной деятельности: СПОСОБ ЭЛЕКТРОЛИТИЧЕСКОГО ХРОМИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ
Вид РИД
Изобретение
Изобретение относится к области нанесения металлических покрытий, в частности хрома, в проточном электролите и может быть использовано для хромирования внутренней поверхности труб.
В настоящее время предъявляются высокие требования к эксплуатационным характеристикам металлических покрытий, которые на практике обеспечивают получением равномерных по длине изделия толщины и свойств покрытия. Процесс хромирования характеризуется тем, что в зависимости от катодной плотности тока и температуры электролиза можно получать различные осадки хрома (молочные, износостойкие, серые) [Черкез М.Б. Хромирование. - Л.: Машиностроение, 1971 г. - 112 с.: ил.] Одним из способов повышения эксплуатационных характеристик покрытий является нанесение двухслойных осадков, причем при хромировании из ванны с одинаковым составом электролита можно получать осадки и соответственно слои с различными свойствами путем изменения плотности тока и/или температуры электролита [Гальванические покрытия в машиностроении. Справочник. В 2-х томах / Под ред. М.А. Шлугера. - М.: Машиностроение, 1985 - Т. 1., 1985, 240 с., ил.].
Известны способы хромирования с частичным (патент РФ №2205903) или полным (SU №1203134, опубл. 07.01.1986) погружением изделия в проточную ванну с электролитом, недостатками которых являются ухудшение экологических параметров процесса и его затратность из-за использования значительных объемов электролита.
Известен способ хромирования по патенту Украины №50633 (опубл. 15.10.2002 г.) с использованием проточного электролита путем его пропускания внутри сборки трубы с анодом.
Известный способ пригоден для получения только двухслойного покрытия, что ограничивает его эксплуатационные возможности. К недостаткам способа следует также отнести снижение механических характеристик хрома из-за неравномерной толщины и свойств покрытия по длине изделия, связанных с неоднородной электропроводностью электролита, обусловленной выделением водорода. Газовыделение водорода несмотря на проточность приводит к различной электропроводности электролита в верхней и нижней частях в трубе (процесс ведут при наклонном положении трубы (угол 30-70°)) с подачей электролита со стороны ее нижнего торца, и, как следствие, различной катодной плотности тока и неравномерным свойствам покрытия в верхней и нижней частях изделия, появлению значительных остаточных напряжений в осаждаемых слоях и образованию микротрещин по объему электролитического хрома. Кроме того, известный способ не предусматривает получение покрытия с вариативными свойствами в пределах его поперечного сечения.
Известен принятый за прототип способ электролитического хромирования внутренней поверхности труб по патенту России №2275446 (опубл. 27.04.2006 г.) с использованием проточного электролита путем его пропускания внутри сборки, включающей горизонтально расположенные трубу и анод.
Для достижения известным способом получения по всей длине изделия равномерного по толщине и свойствам осаждаемого хрома используют импульсный ток с прерыванием его подачи на период до 5 минут после осаждения предварительного слоя, что приводит к недостаточно высокой прочности сцепления между предварительным и окончательным слоями покрытия, отслаиванию покрытия и, соответственно, к низкой износостойкости. При этом есть все разумные основания полагать, что из-за возникающих в получаемом покрытии внутренних напряжений не исключается появление сетки трещин и наличие осыпаемости хрома (изначально заявляемые параметры способа предполагают осыпаемость хрома в пределах 2-6%). В связи с вышесказанным получение известным способом качественного многослойного (больше двух слоев) в соответствии с практической потребностью покрытия не представляется возможным, что ограничивает его эксплуатационные возможности. Кроме того, известный способ не предусматривает обеспечения получения покрытия с вариативными свойствами в пределах его поперечного сечения.
Задачей заявляемого технического решения является создание эффективного способа хромирования внутренней поверхности труб с простым аппаратурным оформлением, обеспечивающего возможность создания многослойного покрытия и расширение эксплуатационных возможностей за счет создания условий получения не только равномерных характеристик слоев покрытия по длине покрываемой поверхности, но и одновременного достижения вариативности свойств покрытия в пределах его поперечного сечения (как от слоя к слою, так и в пределах конкретного слоя) в соответствии с существующей потребностью.
Получаемое многослойное покрытие имеет минимизированные внутренние напряжения, повышенную износостойкость, практически не осыпается.
Поставленная задача решается предлагаемым способом электролитического хромирования внутренней поверхности трубы в проточном электролите, включающим пропускание электролита внутри горизонтально расположенной трубы с анодом. Особенность заключается в том, что хромирование осуществляют с получением переходного, молочного и твердого слоев хромового покрытия в последовательности, соответствующей существующей потребности, с использованием электролита, свободного от наноалмазов, или электролита, содержащего 2-15 г/л наноалмазов, при этом используют постоянный ток, трубу непрерывно вращают, а анод размещают с эксцентриситетом относительно оси вращения трубы.
В частности, температуру электролита хромирования поддерживают постоянной или изменяют.
Вращение приводит к тому, что на различных участках внутренней поверхности трубы из-за смещения анода создаются определенные плотности тока, что обусловливает формирование покрытий с нерегулярными физико-механическими свойствами в поперечном сечении, но равномерными по длине трубы.
Это позволяет скомпенсировать внутренние напряжения в покрытии, исключить вероятность осыпаемости хрома, улучшить адгезию покрытия и эксплуатационные характеристики изделия, в частности износостойкость.
Варьируя значениями температуры электролита в сторону уменьшения или увеличения, получают вариативности свойств покрытия в пределах его поперечного сечения от слоя к слою.
Слои спиралевидного градиентного покрытия могут быть пластичными с малой пористостью и твердыми износостойкими в различных сочетаниях.
Это позволит изменять механическую прочность покрытия от внутренних слоев к внешним.
Например, для формирования более пластичных начальных слоев покрытия температура электролита хромирования составляет 60-70°С и более.
Далее для получения более износостойких твердых покрытий температуру электролита в процессе осаждения понижают.
Из уровня техники известен прием вращения цилиндрического изделия вокруг оси в процессе электролитического получения покрытия из патента РФ №2221905 (опубл. 20.01.2004 г.) на изобретение "Способ получения композиционных покрытий на основе хрома”. Технической задачей, решаемой известным изобретением, является повышение твердости наносимого покрытия путем регулирования в широком диапазоне содержания кластерных частиц алмаза по толщине хромового покрытия. Прием вращения предназначен для частичного закрепления ионов металла покрытия на поверхности изделия, а также для активизации процесса проникновения кластерных частиц алмаза с ионами хрома вглубь поверхности изделия, что позволяет получать покрытия с высокой твердостью по всей его толщине. Но одного приема вращения изделия недостаточно для достижения необходимого результата, требуется создание максимальной концентрации частиц алмаза вокруг изделия с помощью пористой среды, которую размещают вокруг изделия, в виде пористого фильтра, войлочного пакета. Таким образом, разработчики известного технического решения не усматривают возможности получать многослойное покрытие с вариативными свойствами слоев и слоя в пределах поперечного сечения.
Одним из приемов улучшения физико-механических характеристик осаждаемых электрохимических покрытий является введение в процесс ультрадисперсных частиц, в частности наноалмазов.
В данной области известна группа изобретений (а.с. 1694710, опубл. 30.11.1991 г., патент РФ №2059022, опубл. 27.04.1996 г., патент РФ №2368709, опубл. 20.11.2009 г.). Общим недостатком известных технических решений является применение наноалмазов в стационарных процессах осаждения, которые предусматривают перемешивание электролита, характеризующееся относительно малыми скоростями потока жидкости, или требуют многокомпонентного состава электролита, при этом необходимо увеличение расхода наноалмазов, что усложняет и удорожает процесс получения покрытий.
В частных случаях использования для повышения физико-механических свойств градиентного покрытия в заявляемом техническом решении предлагается вводить в электролит 2-15 г/л наноалмазов. Частицы наноалмазов перемешиваются потоком электролита и перемещаются с его скоростью и, имея большую запасенную энергию, ударяются о поверхность трубы, а впоследствии о поверхность очередного слоя покрытия, активируют ее и создают большее число центров кристаллизации. Этим обеспечивается образование мелкозернистой структуры каждого слоя, увеличивается адгезия к матрице и между слоями, плотность структуры слоев и, как следствие, достигаются повышенные физико-механические характеристики осадков.
В соответствии с существующей потребностью для получения большего градиента свойств слоев покрытия при доработке аппаратурной схемы проточного хромирования труб процесс осаждения хромовых покрытий можно провести без наноалмазов и с использованием наноалмазов в любой последовательности. Например, осаждение начальных слоев вести из ванны хромирования без наноалмазов, а затем, переключив систему подачи электролита, продолжить процесс из ванны хромирования с наноалмазами. Реализация такой схемы осаждения также позволит формировать по поперечному сечению градиентные по свойствам покрытия.
Проведенный сопоставительный анализ показывает, что предлагаемый способ отличается от прототипа использованием постоянного тока (в прототипе - импульсный ток); подачей тока без перерыва (в прототипе с перерывом между предварительным и окончательным слоями); наличием вращательного движения трубы; иным расположением анода - с эксцентриситетом (в прототипе - коаксиально трубе); возможностью реализации способа с использованием электролита с наноалмазами; получением количества слоев в соответствии с существующей потребностью (в прототипе - только два слоя).
В уровне техники отсутствует способ электролитического хромирования внутренней поверхности труб, в котором бы имело место предложенное сочетание существенных признаков, но именно такое сочетание обусловило решение поставленной задачи.
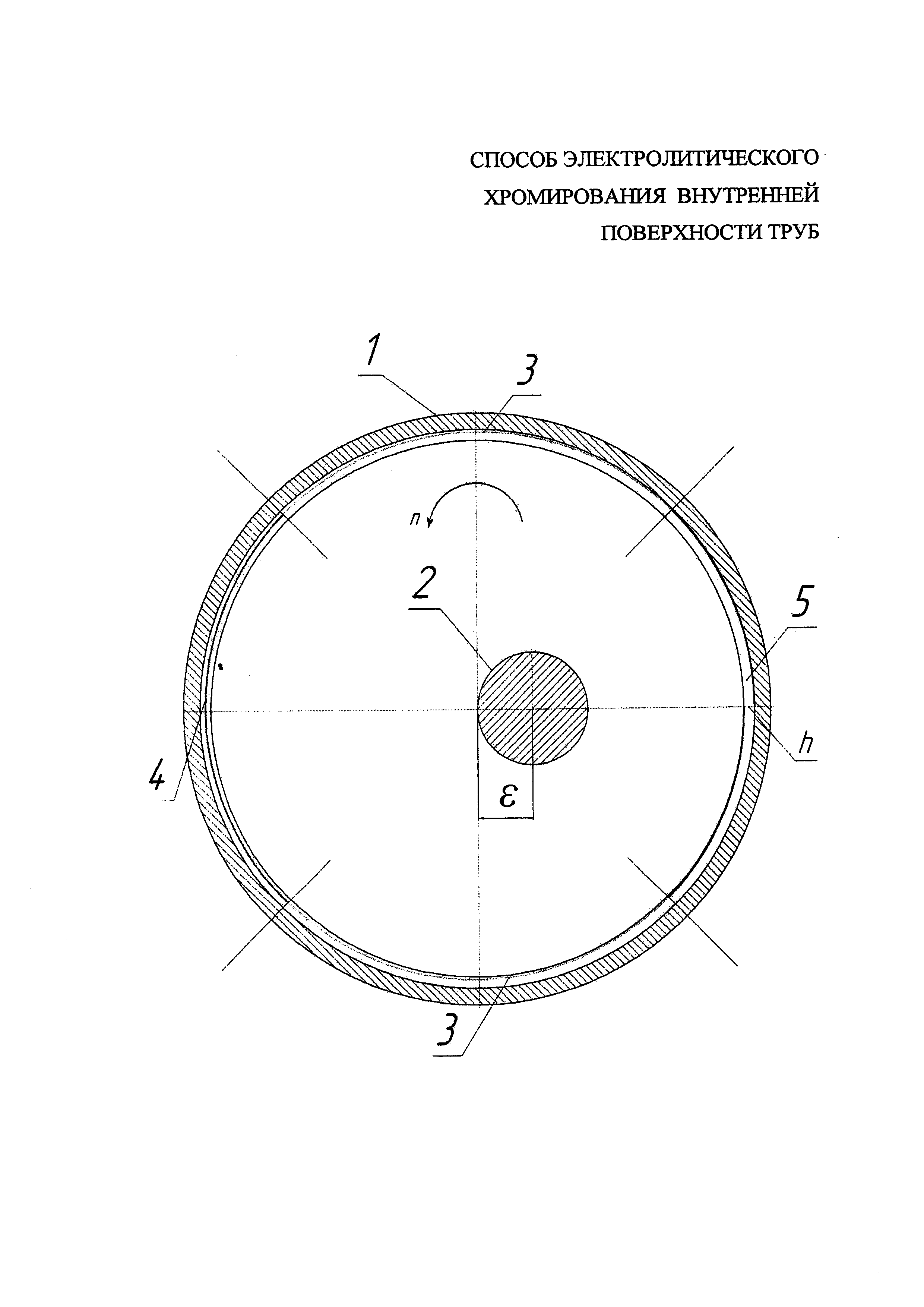
Предлагаемое изобретение иллюстрируется графическим изображением.
На фиг.1 схематически показано поперечное сечение трубы 1, внутри которой с эксцентриситетом ε размещен анод 2, толщина h покрытия за один оборот преувеличенного размера для наглядности, зона 3 образования переходного хрома, зона 4 образования молочного хрома, зона 5 образования твердого хрома.
Пример 1. Хромировали трубы с внутренним диаметром D=26 мм, длиной L=500 мм. Диаметр анода d=8 мм. Состав электролита (г/л): хромовый ангидрид - 250; серная кислота - 2,5. Частота вращения детали - 1 об/мин. Последовательность операций: обезжиривание внутренней поверхности; промывка; активация поверхности; хромирование; промывка. Состав раствора и режимы обезжиривания стандартные. По новой технологии обработали 3 трубы:
- первое изделие: температура электролита 55°С, плотность тока iК=50 А/дм2, толщина покрытия в целом Н=50 мкм, величина эксцентриситета 3 мм;
- второе изделие: температура электролита 55°С, плотность тока iК=50 А/дм2, толщина покрытия в целом Н=49 мкм, величина эксцентриситета 5 мм;
- третье изделие: температура электролита вначале 70°С, затем 50°С, плотность тока iК=50 А/дм2, толщина покрытия в целом Н=52 мкм, величина эксцентриситета 3 мм.
Результаты исследований износостойкости полученных изделий при абразивном изнашивании по ГОСТ 23.208-79 показали, что износостойкость, оцениваемая в г/мин, составила: первое изделие - 1,69·10-3 г/мин, второе изделие - 1,54·10-3 г/мин, третье изделие - 1,58·10-3 г/мин. По сравнению с двухслойным покрытием прототипа износостойкость увеличилась на 23% для первого изделия, на 30% для второго изделия и на 28% для третьего изделия соответственно.
Отслаивания покрытия и осыпаемости хрома не наблюдается.
Пример 2. Хромировали трубы с внутренним диаметром D=26 мм, длиной L=500 мм. Диаметр анода d=8 мм. Состав электролита (г/л): хромовый ангидрид - 250; серная кислота - 3; наноалмазы - 6. Температура электролита 70°С, плотность тока iК=50 А/дм2, толщина покрытия в целом Н=50 мкм. Частота вращения детали - 1 об/мин. Последовательность операций: обезжиривание внутренней поверхности; промывка; активация поверхности; хромирование; промывка. Состав раствора и режимы обезжиривания стандартные. По новой технологии обработали 4 трубы с концентрациями наноалмазов 2 г/л, 6 г/л, 10 г/л и 15 г/л. Результаты исследований износостойкости по ГОСТ 23.208-79 полученных изделий показали, что износостойкость, оцениваемая в г/мин, составила: первое изделие - 1,67·10-3 г/мин, второе изделие - 1,28·10-3 г/мин, третье изделие - 0,77·10-3 г/мин, четвертое изделие - 0,88·10-3 г/мин. По сравнению с двуслойным покрытием прототипа износостойкость увеличилась на 24%, 42%, 65% и 60% для концентраций наноалмазов 2 г/л, 6 г/л, 10 г/л и 15 г/л соответственно.
Отслаивания покрытия и осыпаемости хрома не наблюдается.
Проведенные экспериментальные исследования показали, что концентрация наноалмазов в проточном электролите должна составлять 2-15 г/л. При концентрации более 15 г/л снижаются эксплуатационные характеристики покрытия и происходит удорожание процесса из-за относительно высокой стоимости наноалмазов. При концентрации наноалмазов менее 2 г/л не проявляется эффект от их введения.
Специалисту в данной области техники понятно, что предлагаемое техническое решение при незначительной корректировке по составу электролита и режимам способа будет пригодно для получения иных металлических покрытий. Таким образом, предлагаемый способ электролитического хромирования внутренней поверхности труб практически реализуем и позволяет удовлетворить давно существующую потребность в решении поставленной задачи с получением технического результата, который невозможно получить при осуществлении изобретения по прототипу.
Способ получения нитраминопропионитрила
Способ изготовления литьевых зарядов взрывчатого вещества
Способ получения 1,4-диоксан-2,3-диола
Способ высотных испытаний крупногабаритного рдтт и установка для его осуществления
Ракетный двигатель твердого топлива
Способ получения холодных инертных газообразных продуктов сгорания твердотопливного заряда в газогенераторе
Способ изготовления зарядов стт и формообразующая оснастка для его осуществления
Способ определения прочности клеевого соединения резиноподобного покрытия с основой
Взрывчатый состав
Способ изготовления газогенерирующего элемента для низкотемпературного газогенератора
Способ получения нитраминопропионитрила
Способ изготовления литьевых зарядов взрывчатого вещества
Способ получения 1,4-диоксан-2,3-диола
Способ высотных испытаний крупногабаритного рдтт и установка для его осуществления
Ракетный двигатель твердого топлива
Способ получения холодных инертных газообразных продуктов сгорания твердотопливного заряда в газогенераторе
Способ изготовления зарядов стт и формообразующая оснастка для его осуществления
Способ определения прочности клеевого соединения резиноподобного покрытия с основой
Взрывчатый состав
Способ изготовления газогенерирующего элемента для низкотемпературного газогенератора

