Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО УПРАВЛЕНИЯ ОХЛАЖДЕНИЕМ РЕЗЦА
Вид РИД
Изобретение
Изобретение относится к области высокоскоростной обработки деталей на оборудовании с ЧПУ, в частности к системам повышения точности при механической обработке изделий за счет управляемого охлаждения режущего инструмента.
Наиболее близким к изобретению по технической сущности является устройство охлаждения режущего инструмента [Патент РФ №2470757, кл. B23Q 11/10, 2006 (аналог)].
Недостатком данного устройства является отсутствие режима управления скоростью охлаждения режущего инструмента.
Известно устройство охлаждения режущего инструмента для повышения точности при обработке деталей на оборудовании с ЧПУ [Патент РФ №2486992, кл. B23Q 11/14, 2006 (прототип)].
Недостатком данного устройство является отсутствие возможности управления силой тока для более эффективного управления скоростью охлаждения режущего инструмента.
Известен способ охлаждения режущей части инструмента [Патент РФ №1255384, кл. B23Q 11/10, 2006 (аналог)].
Недостатком данного способа является применение инструмента сложной конструкции с внутренними полостями для смазочно-охлаждающей жидкости.
Известен способ охлаждения режущего инструмента для повышения точности при обработке деталей на оборудовании с ЧПУ [Патент РФ №2486992, кл. B23Q 11/14, 2006 (прототип)].
Недостатком данного способа является то, что в нем не предусмотрен режим регулирования силой тока.
Технической задачей изобретения является повышение точности при механической обработке изделий на станках с ЧПУ за счет управления скоростью охлаждения резца и увеличение скорости резания при обеспечении заданной точности.
Поставленная задача решается тем, что в известное устройство, включающее компьютер, резец с термоэлементом, генератор постоянного тока, нечеткий контроллер, введена система активного контроля, включающая в себя датчики скорости, подачи и тока.
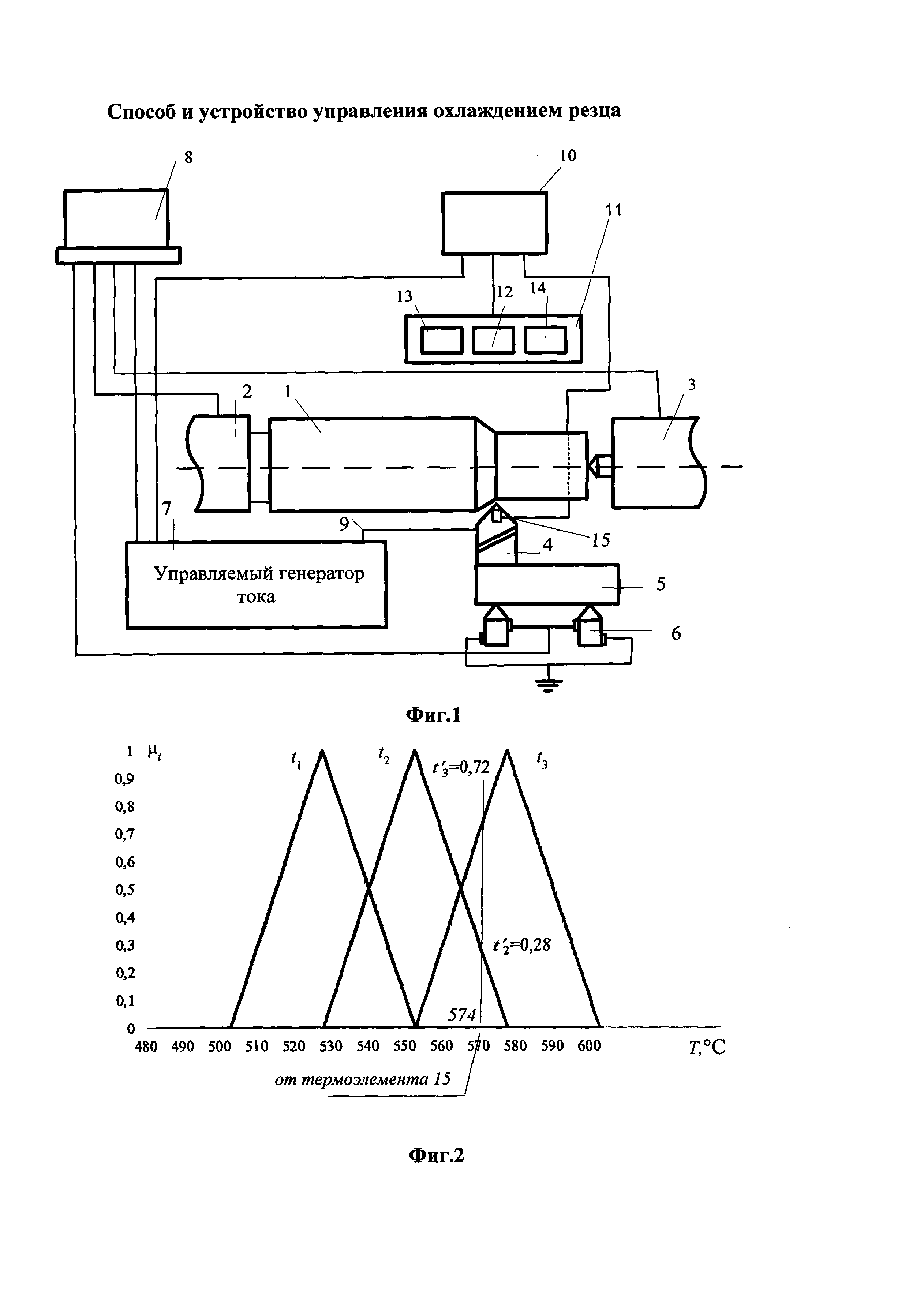
Сущность изобретения поясняется чертежами, где на Фиг. 1 приведена схема устройства управления охлаждением резца, на Фиг. 2 представлен график для входной величины - температура режущей части резца, на Фиг. 3 представлен график для входной величины - подачи режущего инструмента, на Фиг. 4 представлен график для входной величины - скорость резания, на Фиг. 5 представлен график для выходной величины - сила тока, на Фиг. 6 представлен результат преобразования вектора функции принадлежности i″ в единственное четкое значение.
Устройство управления охлаждением резца содержит деталь 1, переднюю бабку 2, заднюю бабку 3, резец с термоэлементом 4, резцедержатель 5, исполнительные механизмы оборудования с ЧПУ 6, управляемый генератор тока 7, компьютер 8, токопровод 9, нечеткий контроллер 10, систему активного контроля 11, включающую датчик скорости резания 12, датчик подачи 13 и датчик тока 14, термопару 15.
Связи в устройстве управления охлаждением резца расположены следующим образом: первый выход компьютера 8 соединен первым входом с передней бабкой 2, второй выход компьютера 8 соединен с задней бабкой 3, третий выход компьютера 8 соединен с управляемым генератором тока 7, четвертый выход компьютера 8 соединен с исполнительными механизмами оборудования с ЧПУ 6, которые подключены к резцедержателю 5 с закрепленным в нем резцом с термоэлементом 4, который с помощью токопроводов 9 соединен с выходом управляемого генератора тока 7. Деталь 1 закреплена в передней бабке 2 и задней бабке 3. Первый вход нечеткого контроллера 10 соединен с выходом блока системы активного контроля 11, состоящей из датчика скорости резания 12, датчика подачи 13, датчика сила тока 14, второй вход нечеткого контроллера 10 соединен с термопарой 15, третий выход нечеткого контроллера 10 соединен со вторым входом управляемого генератора тока 7.
Устройство управления охлаждением резца работает следующим образом. При вращении детали 1, установленной в передней бабке 2 и задней бабке 3, и прохождении по ее поверхности резца 4 в зоне резания происходит нагрев режущей части резца 4 и поверхности детали 1, вследствие чего возникают температурные деформации, которые приводят к ухудшению качества обрабатываемой поверхности детали 1.
Для уменьшения температурной деформации и обеспечения управления скоростью охлаждения резца 4 нечеткий контроллер 10 в реальном времени получает данные о температуре режущей части резца от термопары 15, данные о текущем значении скорости резания и подачи от датчиков 12 и 13, затем, исходя из нечетких правил управления, регулирует выходные значения сила тока с генератора постоянного тока 7. При этом если температура резца 4 увеличивается, то необходимо усилить охлаждение резца с помощью увеличения тока, подаваемого на термоэлемент резца с термоэлементом 4 от управляемого генератора постоянного тока 7. В противном случае необходимо ослабить охлаждение резца с помощью уменьшения подачи тока на термоэлемент резца 4 от управляемого генератора постоянного тока 7. Таким образом, осуществляется управляемое охлаждение резца 4, что позволяет увеличить скорость обработки детали при обеспечении заданной точности, без использования смазочно-охлаждающей жидкости.
Способ управления охлаждением резца заключается в следующем.
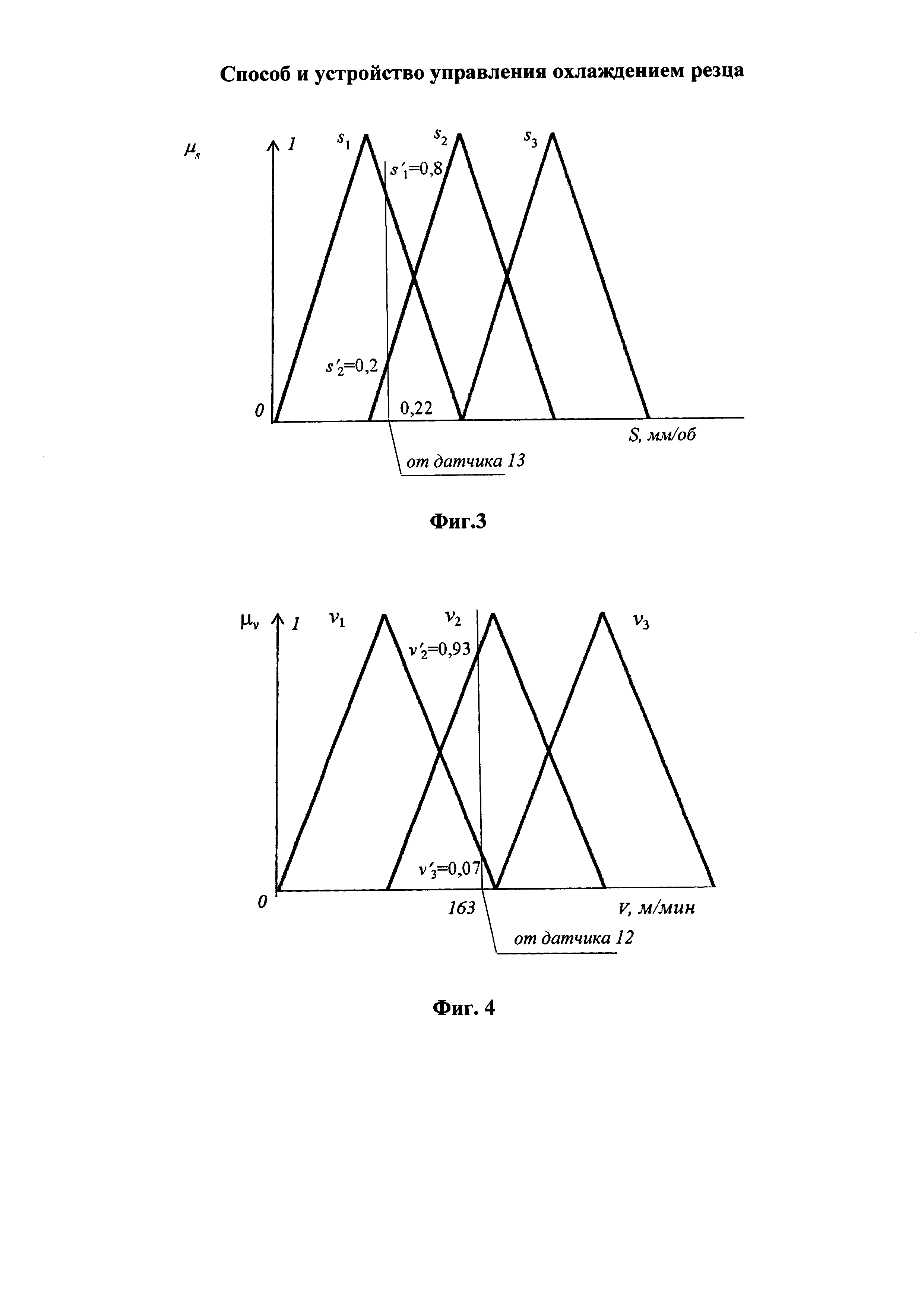
Первым шагом способа является формирование функций принадлежностей термов входных переменных: температуры в зоне резания T (фиг. 2), подачи режущего инструмента S (фиг. 3) и скорости резания V (фиг. 4). Выходным параметром является величина силы тока I (фиг. 5), подаваемого на элемент Пельтье:

где t - численные значения температуры режущей части резца 4 с термоэлементом; μ(t)→[0, 1] - соответствующие величинам температуры значения функции принадлежности (из интервала от 0 до 1); s - численные значения подачи режущего инструмента; μ(s)→[0, 1] - соответствующие величинам подачи режущего инструмента значения функции принадлежности (из интервала от 0 до 1); ν - численные значения скорости резания; μ(ν)→[0, 1] - соответствующие величинам скорости резания значения функции принадлежности (из интервала от 0 до 1); i - численные значения сила тока; μ(i)→[0, 1] - соответствующие величинам сила тока значения функции принадлежности (из интервала от 0 до 1).
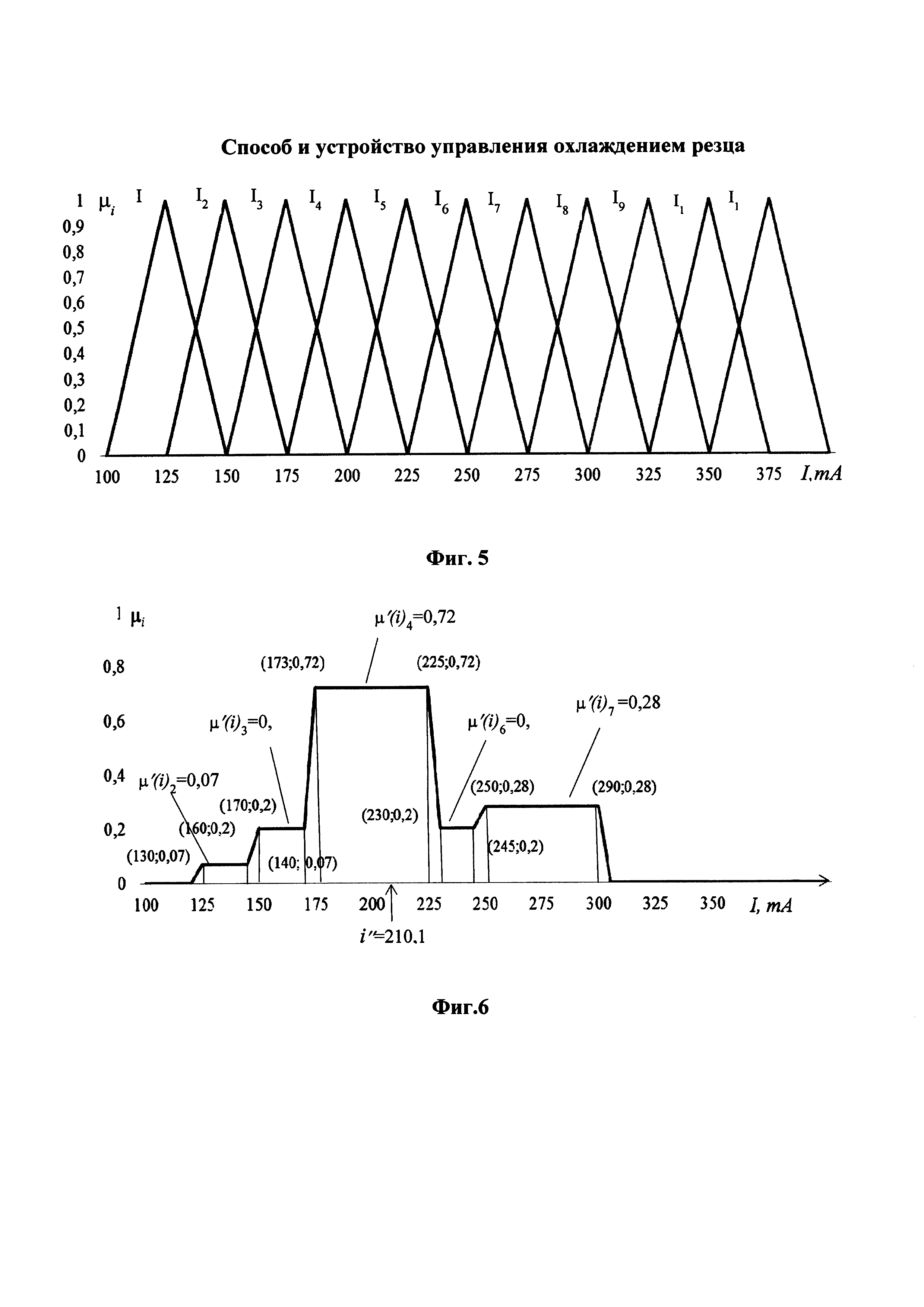
Функции принадлежностей входных переменных T, S и V состоят из трех термов. Для температуры T=[Т1]+[Т2]+[Т3] (фиг. 2), для подачи S=[S1]+[S2]+[S3] (фиг. 3), для скорости резания V=[V1]+[V2]+[V3] (фиг. 4). Функция принадлежности для выходной переменной I состоит из 11 термов - сила тока I=[I1]+[I2]+[I3]+[I4]+[I5]+[I6]+[I7]+[I8]+[I10]+[I11] (фиг. 5).
Вторым шагом способа является фазификация, при которой в зависимости от текущего значения температуры t, полученного от термопары 15, значения скорости резания v, и значения подачи s, полученного от датчиков 12 и 13, формируется фаззифицированный вектор значений для каждого терма функции принадлежности t′, s′ и ν′, где текущее значение температуры t является аргументом μ(t), а текущее значение подача s является аргументом μ(s), а текущее значение скорости резания ν является аргументом μ(ν), позволяя найти количественное значение из интервала [0, 1] для t′=μ(t), s′=μ(s) и ν′=μ(ν). Этап фазификации считается законченным, когда будут найдены значения t′, s′ и ν′ для трех термов функций принадлежностей входных величин T, S и V:

Третьим шагом способа является агрегация, при которой с помощью операции нечеткой логики «И» выбирается минимальное значение из термов входных переменных:

где
При этом вектор значений B={b1, b2, … b27) ставит в соответствие каждому элементу своего множества bi, где i=1…27 одно из двадцати семи нечетких правил управления:
НПУ 1: Если «t=t1» И «s=s1» И «ν=ν1» То «i=i11»;
НПУ 2: Если «t=t1» И «s=s1» И «ν=ν2» То «i=i10»;
НПУ 3: Если «t=t1» И «s=s1» И «ν=ν3» То «i=i9»;
НПУ 4: Если «t=t1» И «s=s2» И «ν=ν1» То «i=i10»;
НПУ 5: Если «t=t1» И «s=s2» И «ν=ν2» То «i=i9»;
НПУ 6: Если «t=t1» И «s=s2» И «ν=ν3» То «i=i8»;
НПУ 7: Если «t=t1» И «s=s3» И «ν=ν1» То «i=i9»;
НПУ 8: Если «t=t1» И «s=s3» И «ν=ν2» То «i=i8»;
НПУ 9: Если «t=t1» И «s=s3» И «ν=ν3» То «i=i7»;
НПУ 10: Если «t=t2» И «s=s1» И «ν=ν1» То «i=i8»;
НПУ 11: Если «t=t2» И «s=s1» И «ν=ν2» То «i=i7»;
НПУ 12: Если «t=t2» И «s=s1» И «ν=ν3» То «i=i6»;
НПУ 13: Если «t=t2» И «s=s2» И «ν=ν1» То «i=i7»;
НПУ 14: Если «t=t2» И «s=s2» И «ν=ν2» То «i=i6»;
НПУ 15: Если «t=t2» И «s=s2» И «ν=ν3» То «i=i5»;
НПУ 16: Если «t=t2» И «s=s3» И «ν=ν1» То «i=i6»;
НПУ 17: Если «t=t2» И «s=s3» И «ν=ν2» То «i=i5»;
НПУ 18: Если «t=t2» И «s=s3» И «ν=ν3» То «i=i4»;
НПУ 19: Если «t=t3» И «s=s1» И «ν=ν1» То «i=i5»;
НПУ 20: Если «t=t3» И «s=s1» И «ν=ν2» То «i=i4»;
НПУ 21: Если «t=t3» И «s=s1» И «ν=ν3» То «i=i3»;
НПУ 22: Если «t=t3» И «s=s2» И «ν=ν1» То «i=i4»;
НПУ 23: Если «t=t3» И «s=s2» И «ν=ν2» То «i=i3»;
НПУ 24: Если «t=t3» И «s=s2» И «ν=ν3» То «i=i2»;
НПУ 25: Если «t=t3» И «s=s3» И «ν=ν1» То «i=i3»;
НПУ 26: Если «t=t3» И «s=s3» И «ν=ν2» То «i=i2»;
НПУ 27: Если «t=t3» И «s=s3» И «ν=ν3» То «i=i1».
Так, например, пятый элемент  вектора B, определяется с помощью пятого нечеткого правила управления НПУ 5: Если «t=t1» И «s=s2» И «ν=ν2» То «i=i9».
вектора B, определяется с помощью пятого нечеткого правила управления НПУ 5: Если «t=t1» И «s=s2» И «ν=ν2» То «i=i9».
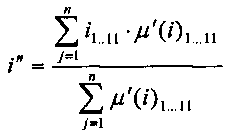
На четвертом шаге способа осуществляется композиция нечетких правил. На пятом шаге способа методом аккумуляции происходит объединение новых термов и формирование выходного нечеткого вектора функций принадлежности силы тока. На шестом шаге способа с помощью метода центра тяжести рассчитывается четкое выходное значение выходной переменной силы тока

где i1…11 - численные значения выходного сила тока (от минимального до максимального значения); μ'(i)1…11 - новые значения выходной величины сила тока в виде новых термов функций принадлежности.
В качестве примера разберем управление величиной силы тока, позволяющее контролировать интенсивность охлаждения резца с термоэлементом за счет увеличения силы тока, подаваемого на термоэлемент резца 4 от управляемого генератора постоянного силы тока 7.
Шаг 1. Строим по формуле (1) функции принадлежности для входных и выходной величин. На фиг. 2 представлен график для входной величины - температуры режущей части резца с термоэлементом 4 - T=(t1, t2, t3), на фиг. 3 представлен график для входной величины - подачи режущего инструмента - S=(s1, s2, s3). На фиг. 4 в представлен график для входной величины - скорость резания - V=(ν1, ν2, ν3), на фиг. 5 представлен график для выходной переменной: величины сила тока - I={i1, i2, i3, i4, i5, i6, i7, i8, i9, i10, i11).
Функция принадлежности для входной переменной температуры T

Для подачи S функция принадлежности запишется в виде

Для скорости резания V функция принадлежности запишется в виде
 |
|
Для выходной переменной величины силы тока I функция принадлежности примет вид
Шаг 2. При поступлении данных в нечеткий контроллер 10 о текущем значении температуры режущей части резца от термопары 15, данных о текущем значении скорости резания и подачи от датчиков 12 и 13 в нем производится перерасчет согласно нечетким правилам управления. Например, если t=574°C, s=0,22 мм/об и ν=163 м/мин, то вектор фаззификации значений для каждого терма входной функции принадлежности t′, s′ и ν′ (фиг. 2, 3 и 4), рассчитанный по формуле 2, выглядит так:
 ,
,
 ,
,
 .
.
Термы, имеющие нулевой результат, в дальнейших расчетах использоваться не будут.
Шаг 3. На этапе агрегации находится вектор B по формуле 3.
b1=0, b2=0, b3=0, b4=0, b5=0, b6=0, b7=0, b8=0, b9=0, b10=0, b11=0.28, b12=0.07, b13=0, b14=0.2, b15=0.07, b16=0, b17=0, b18=0, b19=0, b20=0.72, b21=0.07, b22=0, b23=0.2. b24=0.07, b25=0, b26=0, b27=0.
Шаг 4. На этапе композиции отбираются нечеткие правила, которые имеют пересечение. Это нечеткие правила с номерами 11, 12, 14, 15, 20, 21, 23 и 24.
НПУ 11: Если «t=t2» И «s=s1» И «ν=ν2» То «i=i7»;
НПУ 12: Если «t=t2» И «s=s1» И «ν=ν3» То «i=i6»;
НПУ 14: Если «t=t2» И «s=s2» И «ν=ν2» То «i=i6»;
НПУ 15: Если «t=t2» И «s=s2» И «ν=ν3» То «i=i5»;
НПУ 20: Если «t=t3» И «s=s1» И «ν=ν2» То «i=i4»;
НПУ 21: Если «t=t3» И «s=s1» И «ν=ν3» То «i=i3»;
НПУ 23: Если «t=t3» И «s=s2» И «ν=ν2» То «i=i3»;
НПУ 24: Если «t=t3» И «s=s2» И «ν=ν3» То «i=i2»;
Затем методом нечеткой композиции определяются степени функции принадлежности, которые характеризуются новыми значениями выходной величины сила тока в виде новых термов функций
μ′(i)1=0, μ′(i)2=min{0,07; μ(i)2},
μ′(i)3=min{0.2; μ(i′)3}, μ′(i′)4=min{0,72; μ(i)4},
μ′(i)5=0, μ′(i)6=min{0,2; μ(i)6},
μ′(i)7=min{0,28; μ(i)7}, μ′(i)8=0,
μ′(i)9=0, μ′(i)10=0, μ′(i)11=0.
Шаг 5. На этапе аккумуляции происходит объединение всех новых термов и формируется нечеткий вектор функций принадлежности I′. Графический результат показан на фиг. 6.
Шаг 6. На этапе дефазификации по методу центра тяжести (формула 4) вектор функции принадлежности I преобразуется в единственное четкое значение (фиг. 6).

С помощью предложенного способа осуществляется расчет нового значения силы тока для управления скоростью охлаждения резца с термоэлементом 4.
Таким образом, предлагаемый способ и реализующее его устройство позволят в режиме реального времени осуществлять управление скоростью охлаждения резца с термоэлементом путем перерасчета силы тока в случае изменения параметров режима резания.
Аппарат для обработки газа
Сорбент для очистки водных сред от ионов мышьяка и способ его получения
Биогазовая установка для переработки навоза
Способ извлечения пектиновых веществ из отходов свекловичного производства
Способ регенерации скважин на воду
Управляемый коммутатор элементов электрической сети
Панель для дополнительной теплоизоляции стен
Способ автоматической сегментации флюорограмм грудной клетки больных пневмонией
Электрогенерирующая теплозащитная оболочка
Мостовой измеритель параметров двухполюсников
Управляемый коммутатор элементов электрической сети
Панель для дополнительной теплоизоляции стен
Способ автоматической сегментации флюорограмм грудной клетки больных пневмонией
Электрогенерирующая теплозащитная оболочка
Мостовой измеритель параметров двухполюсников
Комплексный электрогенерирующий отопительный прибор
Компрессорная установка
Способ получения бензоата олова (ii)
Воздухоочиститель
Теплотрубная гелиотермоэлектростанция

